
Classical Batch Distillation of Anaerobic Digestate to Isolate Ammonium Bicarbonate: Membrane Not Necessary!


Highlights
- Conventional batch distillation isolates the ammonium bicarbonate of anaerobic digestate.
- The type of digestate determined the resulting concentrated aqueous solution or solid material.
- The titration of the depleted digestate allowed the assessment of the performance of distillation.
- No optimization by tuning pH, although carbon dioxide was desorbed quicker than ammonia.
- The inorganic fertilizer had low stability and a high availability of nutrients for crops.
Abstract

1. Introduction
2. Materials and Methods
2.1. Samples of Anaerobic Digestates
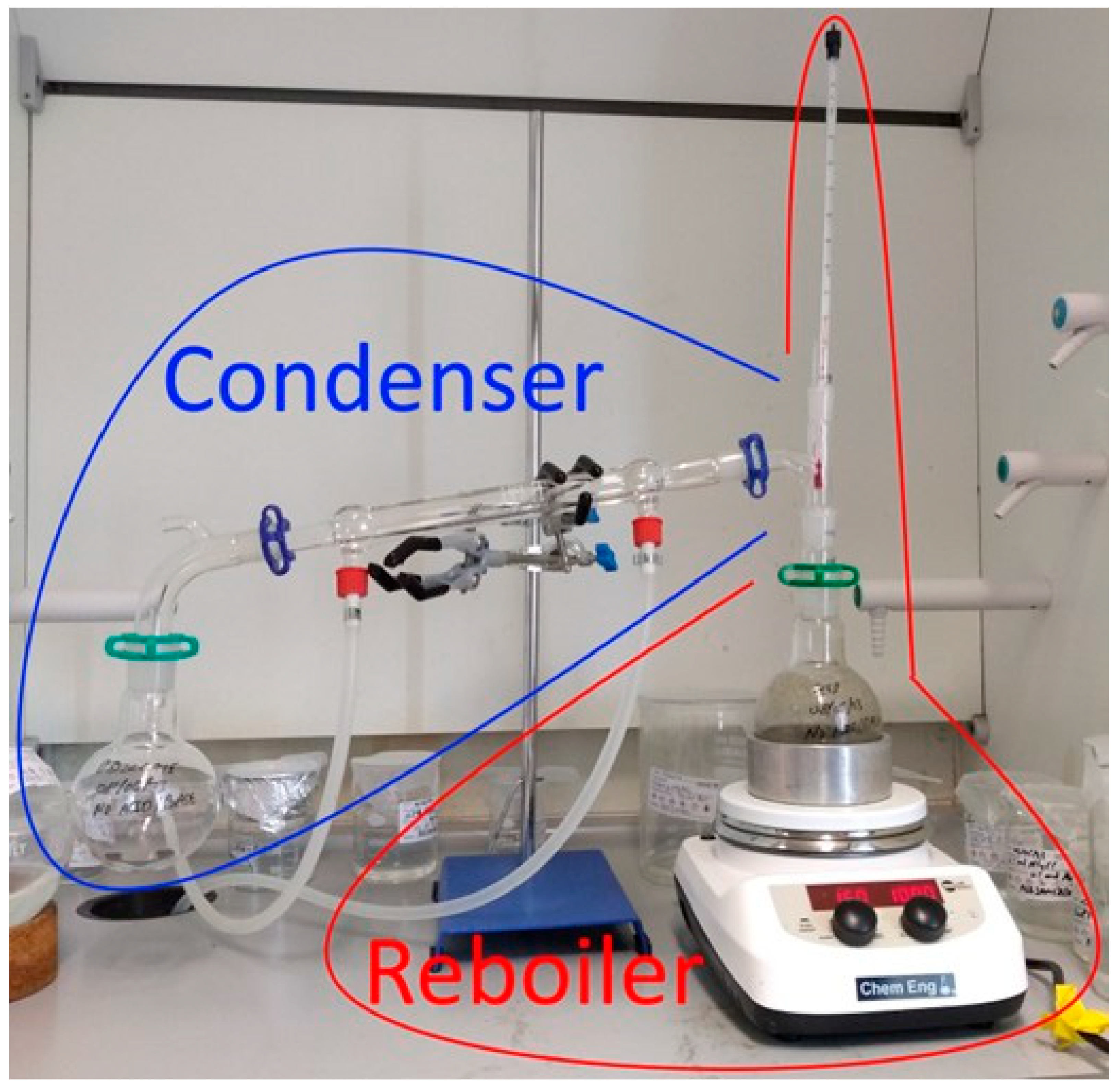
2.2. Conventional Batch Distillation Setup
2.3. Design of Experiments
2.3.1. Processing of AWD
2.3.2. Processing of FWD
2.3.3. Optimization of the Isolation of NH4HCO3 by Adding Titrants
2.3.4. Descriptive Statistical Analysis
3. Results
3.1. Characterization of the Batch Distillation Equipment
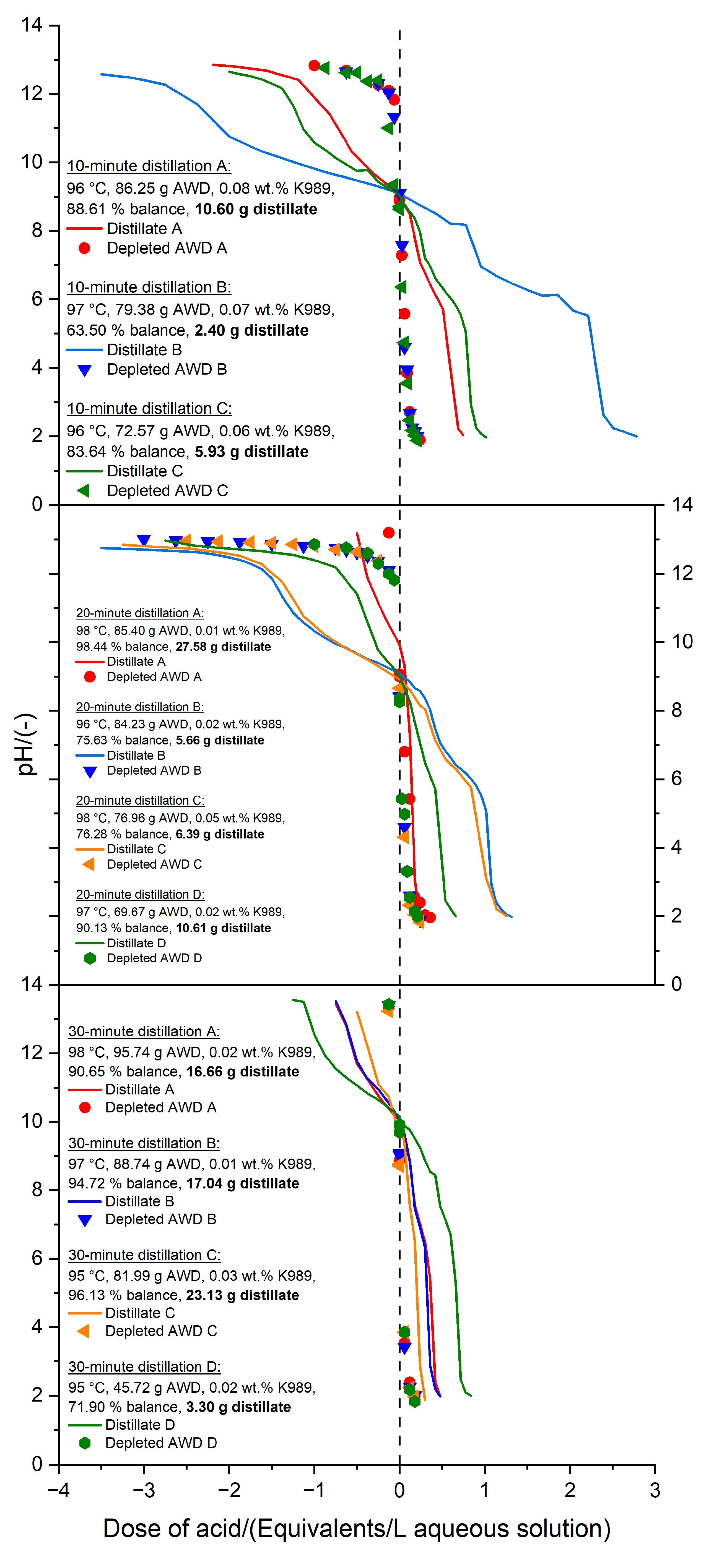
3.2. Processing of AWD
3.3. Processing of FWD
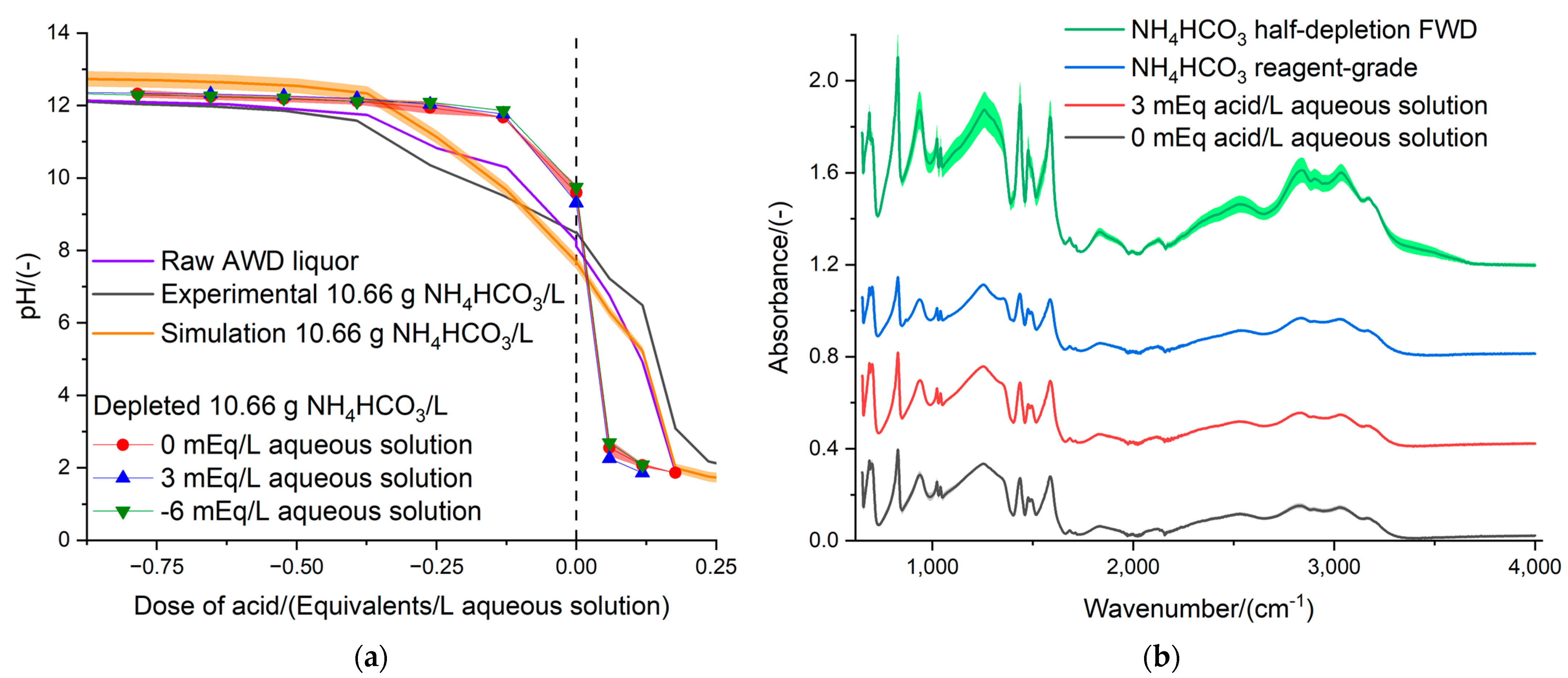
3.4. Optimization of the Isolation of NH4HCO3 by Adding Titrants
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AD | anaerobic digestion |
| ATR | attenuated total reflectance |
| AWD | agrowaste digestate |
| C | carbon |
| CAPEX | capital expenditure |
| CHP | combined heat and power |
| CO2 | carbon dioxide |
| FTIR | Fourier-transform infrared |
| FWD | food waste digestate |
| H2SO4 | sulfuric acid |
| mol% | mol percentage |
| N | nitrogen |
| NH4+-N | ammoniacal nitrogen |
| (NH4)2CO3 | ammonium carbonate |
| NH2COONH4 | ammonium carbamate |
| NH4HCO3 | ammonium bicarbonate |
| OPEX | operational expenditure |
| RB | round-bottom |
| vol.% | volume percentage |
References
- Richardson, K.; Steffen, W.; Lucht, W.; Bendtsen, J.; Cornell, S.E.; Donges, J.F.; Drüke, M.; Fetzer, I.; Bala, G.; von Bloh, W.; et al. Earth beyond Six of Nine Planetary Boundaries. Sci. Adv. 2023, 9, eadh2458. [Google Scholar] [CrossRef] [PubMed]
- National Geographic Biosphere. Available online: https://education.nationalgeographic.org/resource/biosphere/ (accessed on 21 November 2023).
- Singh, R.L.; Singh, P.K. Global Environmental Problems. In Principles and Applications of Environmental Biotechnology for a Sustainable Future; Springer: Singapore, 2017; pp. 13–41. [Google Scholar]
- Intergovernmental Panel on Climate Change. Land–Climate Interactions. In Climate Change and Land; Cambridge University Press: Cambridge, UK, 2022; pp. 131–248. [Google Scholar]
- Wood, E.; James, K.; Barker, E. Comparison of the Environmental Impacts of Nitrogenous Materials. Available online: https://wrap.org.uk/sites/default/files/2021-01/Nitrogenous Materials Report 2020.pdf (accessed on 24 November 2023).
- Victor, L. AD and Composting Industry Market Survey Report 2020. Available online: https://wrap.org.uk/sites/default/files/2021-01/AD %26 Composting Market Survey Report.pdf (accessed on 24 November 2023).
- Budzianowski, W.M. Benefits of Biogas Upgrading to Biomethane by High-Pressure Reactive Solvent Scrubbing. Biofuels Bioprod. Biorefining 2012, 6, 12–20. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Aggidis, G.; Aiouache, F. Modelling of Amino Acid Fermentations and Stabilization of Anaerobic Digestates by Extracting Ammonium Bicarbonate. Fermentation 2023, 9, 750. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Semple, K.T.; Lag-Brotons, A.J.; Herbert, B.M.J.; Aggidis, G.; Aiouache, F. Kinetic Study of the Stabilization of an Agro-Industrial Digestate by Adding Wood Fly Ash. Chem. Eng. J. Adv. 2021, 7, 100127. [Google Scholar] [CrossRef]
- Ammar, M.; Yousef, E.; Ashraf, S.; Baltrusaitis, J. Removal of Inorganic Pollutants and Recovery of Nutrients from Wastewater Using Electrocoagulation: A Review. Separations 2024, 11, 320. [Google Scholar] [CrossRef]
- Shi, M.; He, Q.; Feng, L.; Wu, L.; Yan, S. Techno-Economic Evaluation of Ammonia Recovery from Biogas Slurry by Vacuum Membrane Distillation without PH Adjustment. J. Clean. Prod. 2020, 265, 121806. [Google Scholar] [CrossRef]
- Kar, S.; Singh, R.; Gurian, P.L.; Hendricks, A.; Kohl, P.; McKelvey, S.; Spatari, S. Life Cycle Assessment and Techno-Economic Analysis of Nitrogen Recovery by Ammonia Air-Stripping from Wastewater Treatment. Sci. Total Environ. 2023, 857, 159499. [Google Scholar] [CrossRef]
- Green, D.W.; Perry, R.H. Perry’s Chemical Engineers’ Handbook, 8th ed.; Green, D.W., Perry, R.H., Eds.; McGraw-Hill: New York, NY, USA, 2008; ISBN 9780071593137. [Google Scholar]
- Haynes, W.M. CRC Handbook of Chemistry and Physics: A Ready-Reference Book of Chemical and Physical Data, 91st ed.; Haynes, W.M., Ed.; CRC Press: Boca Raton, FL, USA, 2010; ISBN 9781439820773. [Google Scholar]
- Aiouache, F.; Goto, S. Reactive Distillation–Pervaporation Hybrid Column for Tert-Amyl Alcohol Etherification with Ethanol. Chem. Eng. Sci. 2003, 58, 2465–2477. [Google Scholar] [CrossRef]
- Drapanauskaite, D.; Handler, R.M.; Fox, N.; Baltrusaitis, J. Transformation of Liquid Digestate from the Solid-Separated Biogas Digestion Reactor Effluent into a Solid NH4HCO3 Fertilizer: Sustainable Process Engineering and Life Cycle Assessment. ACS Sustain. Chem. Eng. 2021, 9, 580–588. [Google Scholar] [CrossRef]
- Centorcelli, J.C.; Drapanauskaite, D.; Handler, R.M.; Baltrusaitis, J. Solar Steam Generation Integration into the Ammonium Bicarbonate Recovery from Liquid Biomass Digestate: Process Modeling and Life Cycle Assessment. ACS Sustain. Chem. Eng. 2021, 9, 15278–15286. [Google Scholar] [CrossRef]
- Centorcelli, J.C.; Luyben, W.L.; Romero, C.E.; Baltrusaitis, J. Dynamic Control of Liquid Biomass Digestate Distillation Combined with an Integrated Solar Concentrator Cycle for Sustainable Nitrogen Fertilizer Production. ACS Sustain. Chem. Eng. 2022, 10, 7409–7417. [Google Scholar] [CrossRef]
- Yang, D.; Chen, Q.; Liu, R.; Song, L.; Zhang, Y.; Dai, X. Ammonia Recovery from Anaerobic Digestate: State of the Art, Challenges and Prospects. Bioresour. Technol. 2022, 363, 127957. [Google Scholar] [CrossRef] [PubMed]
- Lü, F.; Wang, Z.; Zhang, H.; Shao, L.; He, P. Anaerobic Digestion of Organic Waste: Recovery of Value-Added and Inhibitory Compounds from Liquid Fraction of Digestate. Bioresour. Technol. 2021, 333, 125196. [Google Scholar] [CrossRef] [PubMed]
- Limoli, A.; Langone, M.; Andreottola, G. Ammonia Removal from Raw Manure Digestate by Means of a Turbulent Mixing Stripping Process. J. Environ. Manag. 2016, 176, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Jacob, P.; Phungsai, P.; Fukushi, K.; Visvanathan, C. Direct Contact Membrane Distillation for Anaerobic Effluent Treatment. J. Membr. Sci. 2015, 475, 330–339. [Google Scholar] [CrossRef]
- Kim, S.; Lee, D.W.; Cho, J. Application of Direct Contact Membrane Distillation Process to Treat Anaerobic Digestate. J. Membr. Sci. 2016, 511, 20–28. [Google Scholar] [CrossRef]
- Khan, E.U.; Nordberg, Å. Membrane Distillation Process for Concentration of Nutrients and Water Recovery from Digestate Reject Water. Sep. Purif. Technol. 2018, 206, 90–98. [Google Scholar] [CrossRef]
- Yang, X.; Duke, M.; Zhang, J.; Li, J.-D. Modeling of Heat and Mass Transfer in Vacuum Membrane Distillation for Ammonia Separation. Sep. Purif. Technol. 2019, 224, 121–131. [Google Scholar] [CrossRef]
- Ma, W.; Han, R.; Zhu, L.; Jiang, L.; Zhang, W.; Zhang, H.; Chen, L. Efficient Recovery of Ammonia from Digestate by Membrane Distillation: Nano-FeOOH Re-Entry Structure Modification, Anti-Fouling, and Anti-Wetting Performance. Sep. Purif. Technol. 2023, 323, 124414. [Google Scholar] [CrossRef]
- Charfi, A.; Kim, S.; Yoon, Y.; Cho, J. Optimal Cleaning Strategy to Alleviate Fouling in Membrane Distillation Process to Treat Anaerobic Digestate. Chemosphere 2021, 279, 130524. [Google Scholar] [CrossRef]
- Aquino, M.; Santoro, S.; Di Profio, G.; La Russa, M.F.; Limonti, C.; Straface, S.; D’Andrea, G.; Curcio, E.; Siciliano, A. Membrane Distillation for Separation and Recovery of Valuable Compounds from Anaerobic Digestates. Sep. Purif. Technol. 2023, 315, 123687. [Google Scholar] [CrossRef]
- Karanasiou, A.; Angistali, K.; Plakas, K.V.; Kostoglou, M.; Karabelas, A.J. Ammonia Recovery from Anaerobic-Fermentation Liquid Digestate with Vacuum Membrane Distillation. Sep. Purif. Technol. 2023, 314, 123602. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Semple, K.T.; Herbert, B.M.J.; Aggidis, G.; Aiouache, F. Valorization of Agrowaste Digestate via Addition of Wood Ash, Acidification, and Nitrification. Environ. Technol. Innov. 2022, 28, 102632. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Semple, K.T.; Aggidis, G.; Aiouache, F. Dataset on the Solid-Liquid Separation of Anaerobic Digestate by Means of Wood Ash-Based Treatment. Data Brief 2022, 44, 108536. [Google Scholar] [CrossRef] [PubMed]
- Moure Abelenda, A.; Semple, K.T.; Aggidis, G.; Aiouache, F. Circularity of Bioenergy Residues: Acidification of Anaerobic Digestate Prior to Addition of Wood Ash. Sustainability 2022, 14, 3127. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Amaechi, C.V. Manufacturing of a Granular Fertilizer Based on Organic Slurry and Hardening Agent. Inventions 2022, 7, 26. [Google Scholar] [CrossRef]
- Abelenda, A.M.; Aiouache, F. Wood Ash Based Treatment of Anaerobic Digestate: State-Of-The-Art and Possibilities. Processes 2022, 10, 147. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Semple, K.T.; Lag-Brotons, A.J.; Herbert, B.M.J.; Aggidis, G.; Aiouache, F. Strategies for the Production of a Stable Blended Fertilizer of Anaerobic Digestates and Wood Ashes. Nat.-Based. Solut. 2022, 2, 100014. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Semple, K.T.; Lag-Brotons, A.J.; Herbert, B.M.J.; Aggidis, G.; Aiouache, F. Effects of Wood Ash-Based Alkaline Treatment on Nitrogen, Carbon, and Phosphorus Availability in Food Waste and Agro-Industrial Waste Digestates. Waste Biomass Valorization 2021, 12, 3355–3370. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Semple, K.T.; Lag-Brotons, A.J.; Herbert, B.M.J.; Aggidis, G.; Aiouache, F. Impact of Sulphuric, Hydrochloric, Nitric, and Lactic Acids in the Preparation of a Blend of Agro-Industrial Digestate and Wood Ash to Produce a Novel Fertiliser. J. Environ. Chem. Eng. 2021, 9, 105021. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Semple, K.T.; Lag-Brotons, A.J.; Herbert, B.M.; Aggidis, G.; Aiouache, F. Alkaline Wood Ash, Turbulence, and Traps with Excess of Sulfuric Acid Do Not Strip Completely the Ammonia off an Agro-Waste Digestate. Edelweiss Chem. Sci. J. 2021, 4, 19–24. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Aiouache, F.; Moreno-Mediavilla, D. Adapted Business Model Canvas Template and Primary Market Research for Project-Based Learning on Management of Slurry. Environ. Technol. Innov. 2023, 30, 103106. [Google Scholar] [CrossRef]
- Wang, D.; Xin, Y.; Shi, H.; Ai, P.; Yu, L.; Li, X.; Chen, S. Closing Ammonia Loop in Efficient Biogas Production: Recycling Ammonia Pretreatment of Wheat Straw. Biosyst. Eng. 2019, 180, 182–190. [Google Scholar] [CrossRef]
- Burke, D.A. Removal of Ammonia from Fermentation Effluent and Sequestration as Ammonium Bicarbonate and/or Carbonate. Available online: https://patents.google.com/patent/US7811455B2/en (accessed on 18 November 2023).
- Burke, D.A. Reclaiming Ammonia From Anaerobic Digestate As A Profitable Product. Proc. Water Environ. Fed. 2015, 2015, 1–12. Available online: https://www.accesswater.org/publications/proceedings/-278373/reclaiming-ammonia-from-anaerobic-digestate-as-a-profitable-product (accessed on 2 November 2024). [CrossRef]
- Burke, D.A. Economical Recovery of Ammonia from Anaerobic Digestate. Available online: https://lpelc.org/economical-recovery-of-ammonia-from-anaerobic-digestate/ (accessed on 24 August 2022).
- Spietz, T.; Chwoła, T.; Jastrząb, K.; Dobras, S.; Wilk, A. Laboratory Studies of Ammonia Emissions from the CO2 Capture Process Using Aqueous Ammonia from the Solvay Process. Pol. J. Environ. Stud. 2019, 28, 2835–2843. [Google Scholar] [CrossRef]
- Steinhauser, G. Cleaner Production in the Solvay Process: General Strategies and Recent Developments. J. Clean. Prod. 2008, 16, 833–841. [Google Scholar] [CrossRef]
- Fujioka, M.; Ito, R. Development of Separation Process of Soluble Nutrients from Synthetic Dairy Slurry by Modified Solvay Process. Sanit. Value Chain. 2020, 4, 17–26. [Google Scholar] [CrossRef]
- Ukwuani, A.T.; Tao, W. Developing a Vacuum Thermal Stripping—Acid Absorption Process for Ammonia Recovery from Anaerobic Digester Effluent. Water Res. 2016, 106, 108–115. [Google Scholar] [CrossRef]
- Möller, K.; Müller, T. Effects of Anaerobic Digestion on Digestate Nutrient Availability and Crop Growth: A Review. Eng. Life Sci. 2012, 12, 242–257. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Ali, A.; Semple, K.T.; Aiouache, F. Aspen Plus® Process Simulation Model of the Biomass Ash-Based Treatment of Anaerobic Digestate for Production of Fertilizer and Upgradation of Biogas. Energies 2023, 16, 3039. [Google Scholar] [CrossRef]
- Barzagli, F.; Mani, F.; Peruzzini, M. From Greenhouse Gas to Feedstock: Formation of Ammonium Carbamate from CO2 and NH3 in Organic Solvents and Its Catalytic Conversion into Urea under Mild Conditions. Green Chem. 2011, 13, 1267. [Google Scholar] [CrossRef]
- Li, C.-K.; Chen, R.-Y. Ammonium Bicarbonate Used as a Nitrogen Fertilizer in China. Fertil. Res. 1980, 1, 125–136. [Google Scholar] [CrossRef]
- Wester-Larsen, L.; Müller-Stöver, D.S.; Salo, T.; Jensen, L.S. Potential Ammonia Volatilization from 39 Different Novel Biobased Fertilizers on the European Market—A Laboratory Study Using 5 European Soils. J. Environ. Manag. 2022, 323, 116249. [Google Scholar] [CrossRef] [PubMed]
- Aiouache, F.; Goto, S. Rate Acceleration of 2-Methyl-1-Butanol Dehydration in a Reactive Distillation Column. J. Chem. Eng. Jpn. 2002, 35, 443–449. [Google Scholar] [CrossRef]
- Moure Abelenda, A.; Yesodharan, V.; Aiouache, F.; Bello Bugallo, P.M. Optimization of Conventional Batch Distillation of Anaerobic Digestate to Isolate Ammonium Bicarbonate Considering the Well-Known Behavior of the Non-Ideal Mixture Ethanol-Water. In Proceedings of the 32nd European Biomass Conference & Exhibition, Marseille, France, 26 June 2024. [Google Scholar]
- Moure Abelenda, A. Last Stages of Distillation of Agrowaste Digestate Liquor with 850 ppm Antifoam to Produce NH4HCO3. Available online: https://www.youtube.com/watch?v=kYp2UtX5W9A (accessed on 18 November 2023).
- Blackburn Chemicals Ltd. Dispelair® DP 681 Safety Data Sheet. 2016. Available online: https://www.bbchem.co.uk/ (accessed on 2 November 2024).
- Blackburn Chemicals Ltd. Dispelair® DP 681 Product Data Sheet. Available online: https://www.bbchem.co.uk/ (accessed on 2 November 2024).
- Blackburn Chemicals Ltd. Dispelair® K 989 Safety Data Sheet. 2022. Available online: https://www.bbchem.co.uk/ (accessed on 2 November 2024).
- Blackburn Chemicals Ltd. Dispelair® K989 Product Data Sheet. Available online: https://www.bbchem.co.uk/ (accessed on 2 November 2024).
- Moure Abelenda, A. Foam Formation Due to High Heating Rate and Improper Mixing of 2500 ppm Antifoam During Distillation of Agrowaste Digestate. Available online: https://youtu.be/VgAddxXvxOA (accessed on 18 November 2023).
- Abelenda, A.M.; Dolny, P. Production of Ammonium Bicarbonate from the Condensate of the Upgrading Biogas-Pipelines. J. Clean. Prod. 2024, 449, 141787. [Google Scholar] [CrossRef]
- Moure Abelenda, A. Isolation of Ammonium Bicarbonate by Reactive Distillation of Food Waste Digestate Liquor. Bioresour. Technol. 2024, 399, 130592. [Google Scholar] [CrossRef]
- Moure Abelenda, A. Harvesting of NH4HCO3 Crystals in the During the Distillation of Anaerobic Digestates. Available online: https://youtu.be/C2PfTHEDVf0 (accessed on 18 November 2023).
- Moure Abelenda, A. NH4HCO3 Crystallization below 60 °C during Distillation Agrowaste Digestate Liquor. Available online: https://www.youtube.com/watch?v=7u8M5-pyDec (accessed on 2 November 2024).
- UK Government Sewage Sludge in Agriculture: Code of Practice for England, Wales and Northern Ireland. Available online: https://www.gov.uk/government/publications/sewage-sludge-in-agriculture-code-of-practice/sewage-sludge-in-agriculture-code-of-practice-for-england-wales-and-northern-ireland (accessed on 25 September 2023).
- Moure Abelenda, A. Titration of 50 g NH4HCO3/L Model Solution with 0.06 M HCl and 0.13 M NaOH in Aspen Plus® V12. ZENODO 2023. [Google Scholar] [CrossRef]
- Royal Society of Chemistry Carrying out a Distillation. Available online: https://www.youtube.com/watch?v=R64pHuh_49o&t=1s (accessed on 2 November 2024).
- Mikula, K.; Trzaska, K.; Skrzypczak, D.; Izydorczyk, G.; Mironiuk, M.; Gil, F.; Samoraj, M.; Witek-Krowiak, A.; Chojnacka, K. Efficient Anaerobic Digestate Valorization: Nutrient Recovery Strategy for Enhancing Soil Fertility in Arid Agricultural Regions. J. Environ. Chem. Eng. 2023, 11, 110522. [Google Scholar] [CrossRef]
- Dimian, A.C.; Bildea, C.S. Appendix A: Residue Curve Maps for Reactive Mixtures. In Chemical Process Design; Wiley: New York, NY, USA, 2008; pp. 461–473. ISBN 9783527314034. [Google Scholar]
- Lee, D.; Ho Yun, T.; Gi Min, J.; Byun, Y.; Yim, C. Regeneration of Sodium Bicarbonate from Industrial Na-Based Desulfurization Waste Using Ammonium Hydroxide. J. Ind. Eng. Chem. 2023, 122, 500–510. [Google Scholar] [CrossRef]
- Govindan, M.; Karunakaran, K.; Nallasamy, P.; Moon, I.S. Effective Identification of (NH4)2CO3 and NH4HCO3 Concentrations in NaHCO3 Regeneration Process from Desulfurized Waste. Talanta 2015, 132, 327–333. [Google Scholar] [CrossRef]
- Overcashier, D.E.; Brooks, D.A.; Costantino, H.R.; Hsu, C.C. Preparation of Excipient-Free Recombinant Human Tissue-Type Plasminogen Activator by Lyophilization from Ammonium Bicarbonate Solution: An Investigation of the Two-Stage Sublimation Phenomenon. J. Pharm Sci. 1997, 86, 455–459. [Google Scholar] [CrossRef] [PubMed]
- Moure Abelenda, A. Drying and Decomposition of Ammonium Bicarbonate from Different Sources of Anaerobic Digestion Plants. Available online: https://youtu.be/-wsa1KUQFVw (accessed on 15 October 2023).
- Bavarella, S.; Hermassi, M.; Brookes, A.; Moore, A.; Vale, P.; Moon, I.S.; Pidou, M.; McAdam, E.J. Recovery and Concentration of Ammonia from Return Liquor to Promote Enhanced CO2 Absorption and Simultaneous Ammonium Bicarbonate Crystallisation during Biogas Upgrading in a Hollow Fibre Membrane Contactor. Sep. Purif. Technol. 2020, 241, 116631. [Google Scholar] [CrossRef]
- Darestani, M.; Haigh, V.; Couperthwaite, S.J.; Millar, G.J.; Nghiem, L.D. Hollow Fibre Membrane Contactors for Ammonia Recovery: Current Status and Future Developments. J. Environ. Chem. Eng. 2017, 5, 1349–1359. [Google Scholar] [CrossRef]
- Kang, J.; Kwon, G.; Nam, J.H.; Kim, Y.O.; Jahng, D. Carbon Dioxide Stripping from Anaerobic Digestate of Food Waste Using Two Types of Aerators. Int. J. Environ. Sci. Technol. 2017, 14, 1397–1408. [Google Scholar] [CrossRef]
- Mao, C.; Feng, Y.; Wang, X.; Ren, G. Review on Research Achievements of Biogas from Anaerobic Digestion. Renew. Sustain. Energy Rev. 2015, 45, 540–555. [Google Scholar] [CrossRef]
- Moure Abelenda, A. Granulation of NH4HCO3 with Suitable Binding Agent. Available online: https://youtu.be/aZ0iFpUxiyA (accessed on 14 October 2024).
- Moure Abelenda, A.; Roberts, J. Developing a Novel Technology for Slurry Management by Project-Based Learning. Front. Sustain. Food Syst. 2024, 8, 1321353. [Google Scholar] [CrossRef]
- Walker, G.M.; Magee, T.R.A.; Holland, C.R.; Ahmad, M.N.; Fox, N.; Moffatt, N.A. Compression Testing of Granular NPK Fertilizers. Nutr. Cycl. Agroecosyst. 1997, 48, 231–234. [Google Scholar] [CrossRef]
- Pesonen, J.; Kuokkanen, V.; Kuokkanen, T.; Illikainen, M. Co-Granulation of Bio-Ash with Sewage Sludge and Lime for Fertilizer Use. J. Environ. Chem. Eng. 2016, 4, 4817–4821. [Google Scholar] [CrossRef]
- Foth, H.D. Soil Chemistry. In Fundamentals of Soil Science; Foth, H.D., Ed.; John and Wiley and Sons: Hoboken, NJ, USA, 1990; pp. 164–185. [Google Scholar]
- Schwab, P. Soil Solution, 2nd ed.; Huang, P.M., Li, Y., Sumner, M.E., Eds.; CRC Press: Boca Raton, FL, USA, 2011; ISBN 9780429095986. [Google Scholar]
- Houba, V.J.G.; Temminghoff, E.J.M.; Gaikhorst, G.A.; van Vark, W. Soil Analysis Procedures Using 0.01 M Calcium Chloride as Extraction Reagent. Commun. Soil. Sci. Plant Anal. 2000, 31, 1299–1396. [Google Scholar] [CrossRef]
- Smith, W.B.; Wilson, M.; Pagliari, P. Organomineral Fertilizers and Their Application to Field Crops. In Animal Manure: Production, Characteristics, Environmental Concerns, and Management; Wiley: New York, NY, USA, 2020; pp. 229–243. [Google Scholar]
- Zhao, J.; Mei, Z.; Zhang, X.; Xue, C.; Zhang, C.; Ma, T.; Zhang, S. Suppression of Fusarium Wilt of Cucumber by Ammonia Gas Fumigation via Reduction of Fusarium Population in the Field. Sci. Rep. 2017, 7, 43103. [Google Scholar] [CrossRef]
- Li, H.; Yuan, G.; Zhu, C.; Zhao, T.; Zhang, R.; Wang, X.; Yang, J.; Ma, J.; Zhang, Y.; Zhang, X. Soil Fumigation with Ammonium Bicarbonate or Metam Sodium under High Temperature Alleviates Continuous Cropping-Induced Fusarium Wilt in Watermelon. Sci. Hortic. 2019, 246, 979–986. [Google Scholar] [CrossRef]
- Su, L.; Ruan, Y.; Yang, X.; Wang, K.; Li, R.; Shen, Q. Suppression on Plant-Parasitic Nematodes Using a Soil Fumigation Strategy Based on Ammonium Bicarbonate and Its Effects on the Nematode Community. Sci. Rep. 2015, 5, 17597. [Google Scholar] [CrossRef] [PubMed]
- Su, L.; Shen, Z.; Ou, Y.; Tao, C.; Ruan, Y.; Li, R.; Shen, Q. Novel Soil Fumigation Strategy Suppressed Plant-Parasitic Nematodes Associated with Soil Nematode Community Alterations in the Field. Appl. Soil Ecol. 2017, 121, 135–142. [Google Scholar] [CrossRef]
- Shen, Z.; Xue, C.; Taylor, P.W.J.; Ou, Y.; Wang, B.; Zhao, Y.; Ruan, Y.; Li, R.; Shen, Q. Soil Pre-Fumigation Could Effectively Improve the Disease Suppressiveness of Biofertilizer to Banana Fusarium Wilt Disease by Reshaping the Soil Microbiome. Biol. Fertil. Soils 2018, 54, 793–806. [Google Scholar] [CrossRef]
- Sun, L.; Song, S.; Fu, L.; Deng, X.; Wang, D.; Liang, X.; Li, R.; Shen, Q. Exploring a Soil Fumigation Strategy Based on Ammonium Bicarbonate to Control Fusarium Wilts of Cucurbits. Crop Prot. 2015, 70, 53–60. [Google Scholar] [CrossRef]
- Liu, L.; Sun, C.; Liu, X.; He, X.; Liu, M.; Wu, H.; Tang, C.; Jin, C.; Zhang, Y. Effect of Calcium Cyanamide, Ammonium Bicarbonate and Lime Mixture, and Ammonia Water on Survival of Ralstonia Solanacearum and Microbial Community. Sci. Rep. 2016, 6, 19037. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | FWD | AWD | NH4HCO3 Model Solution * |
|---|---|---|---|
| Temperature/(°C) | >70 | 95 | 95 |
| Time/(h) | 3 | >1 | 1 |
| Antifoam/(ppm) | - | >850 | - |
| Acid dose/(mEq/L) | - | - | −6–3 |
| Distillate form | Pure NH4HCO3 crystals | Concentrated NH4HCO3 aqueous solution | Concentrated NH4HCO3aqueous solution |
| Distillate characterization | FTIR | Acid–base titration | Acid–base titration |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moure Abelenda, A.; Baltrusaitis, J. Classical Batch Distillation of Anaerobic Digestate to Isolate Ammonium Bicarbonate: Membrane Not Necessary! Bioengineering 2024, 11, 1152. https://doi.org/10.3390/bioengineering11111152
Moure Abelenda A, Baltrusaitis J. Classical Batch Distillation of Anaerobic Digestate to Isolate Ammonium Bicarbonate: Membrane Not Necessary! Bioengineering. 2024; 11(11):1152. https://doi.org/10.3390/bioengineering11111152
Chicago/Turabian StyleMoure Abelenda, Alejandro, and Jonas Baltrusaitis. 2024. "Classical Batch Distillation of Anaerobic Digestate to Isolate Ammonium Bicarbonate: Membrane Not Necessary!" Bioengineering 11, no. 11: 1152. https://doi.org/10.3390/bioengineering11111152
APA StyleMoure Abelenda, A., & Baltrusaitis, J. (2024). Classical Batch Distillation of Anaerobic Digestate to Isolate Ammonium Bicarbonate: Membrane Not Necessary! Bioengineering, 11(11), 1152. https://doi.org/10.3390/bioengineering11111152