
Non-Structural Vibro-Compressed Concrete Incorporating Industrial Wastes


Abstract
1. Introduction
2. Research Significance and Objectives
- Develop mortar compositions considering performance requirements for vibro-compressed concrete blocks, particularly workability and mechanical strength, while maximising the incorporation of QP and GP.
- Scale up the optimal mortars to concrete and proceed with their characterisation regarding workability, mechanical strength, water absorption, and non-destructive tests.
- Propose cleaner concrete compositions for the precast concrete block industry.
3. Materials and Methodology
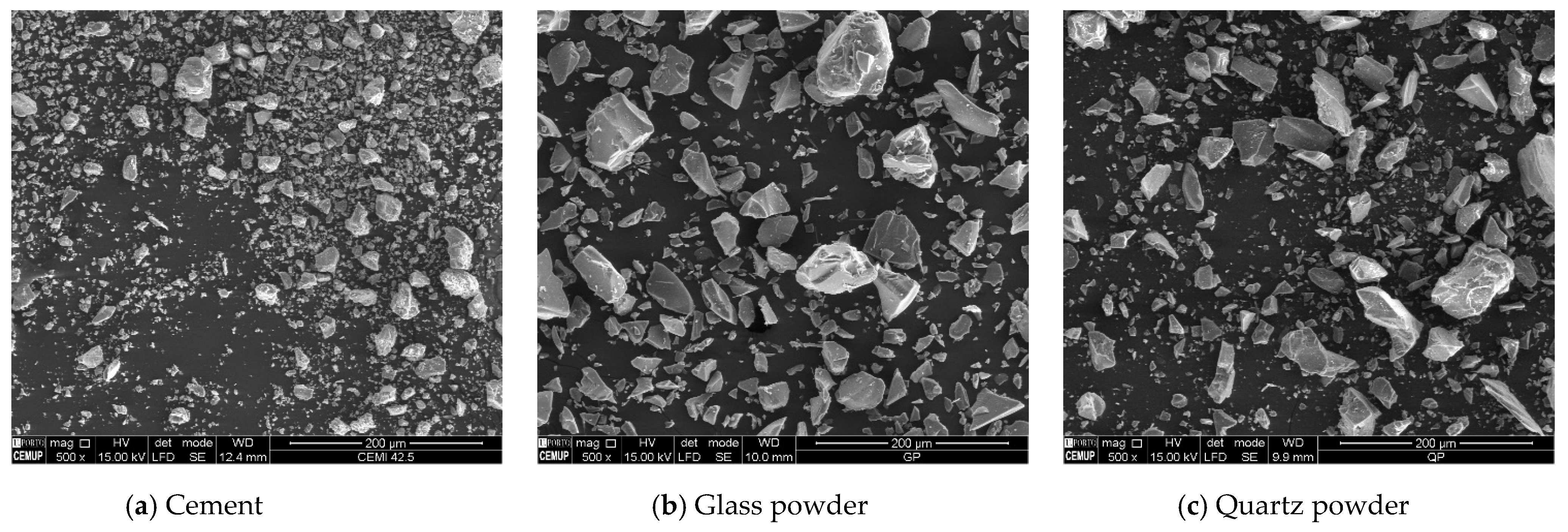
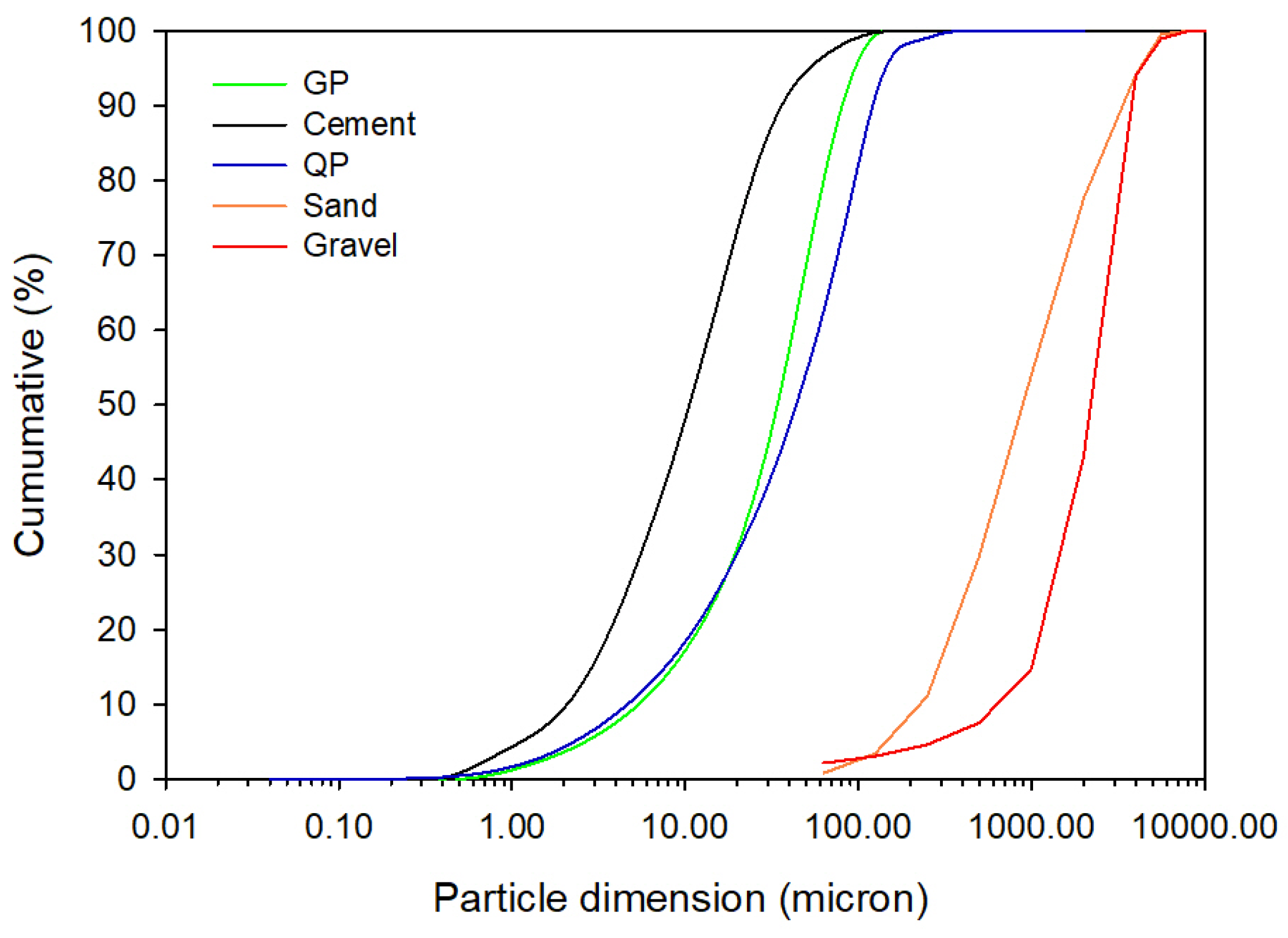
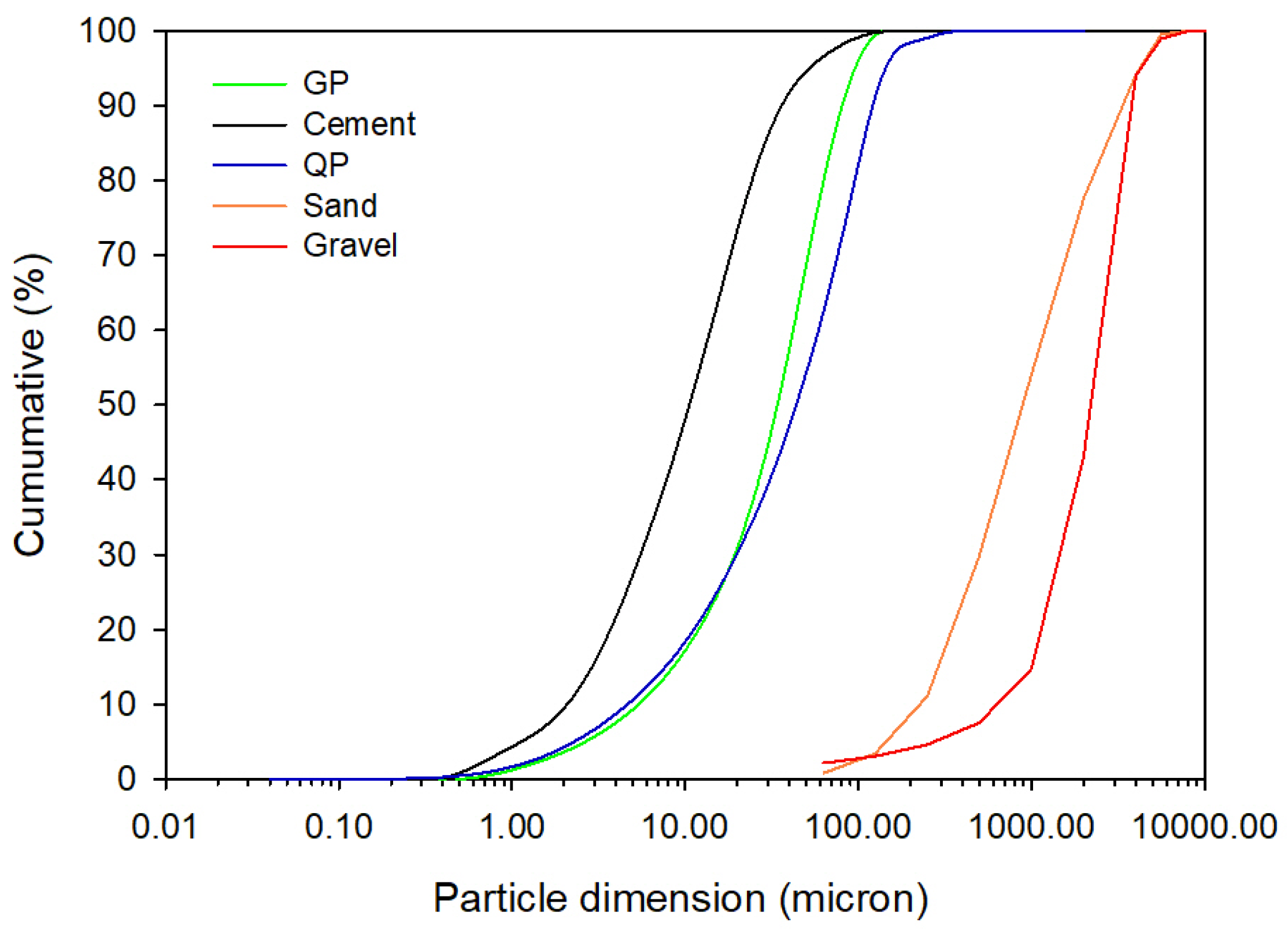
3.1. Raw Material Characterisation
3.2. Preliminary Mortar Studies
3.3. Experimental Programme—Concrete Level
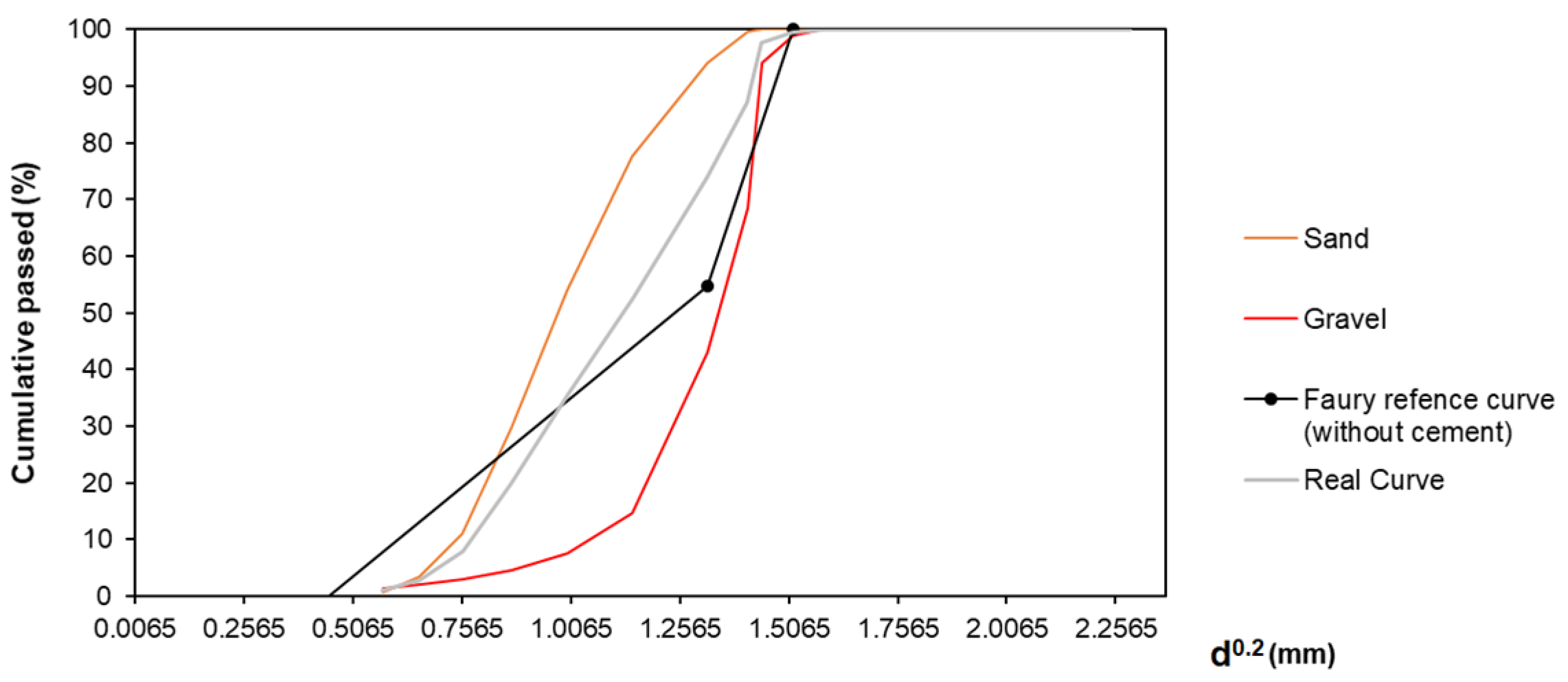
3.3.1. Concrete Mix Design
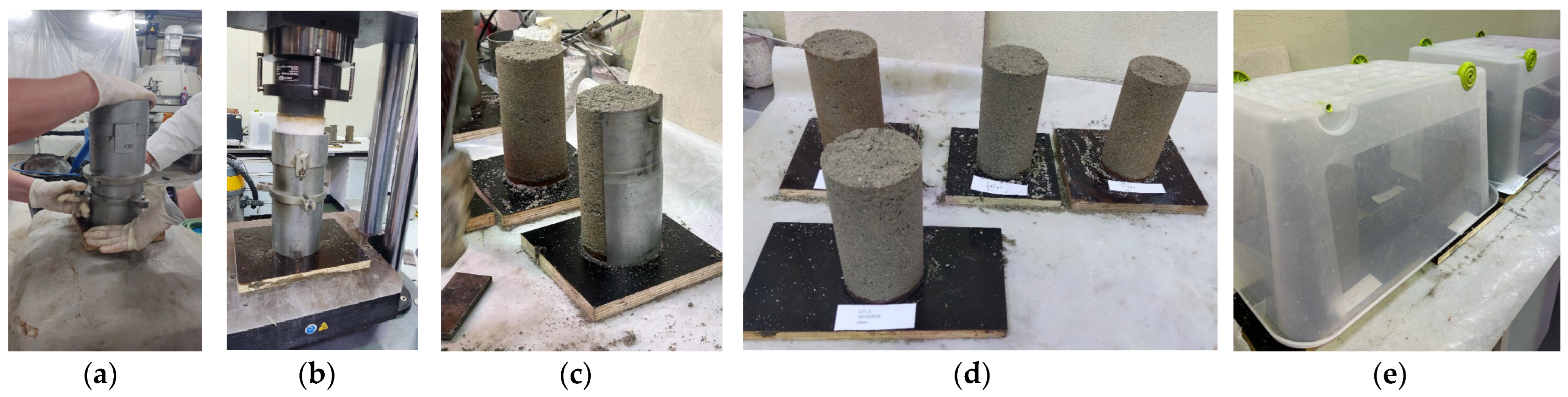
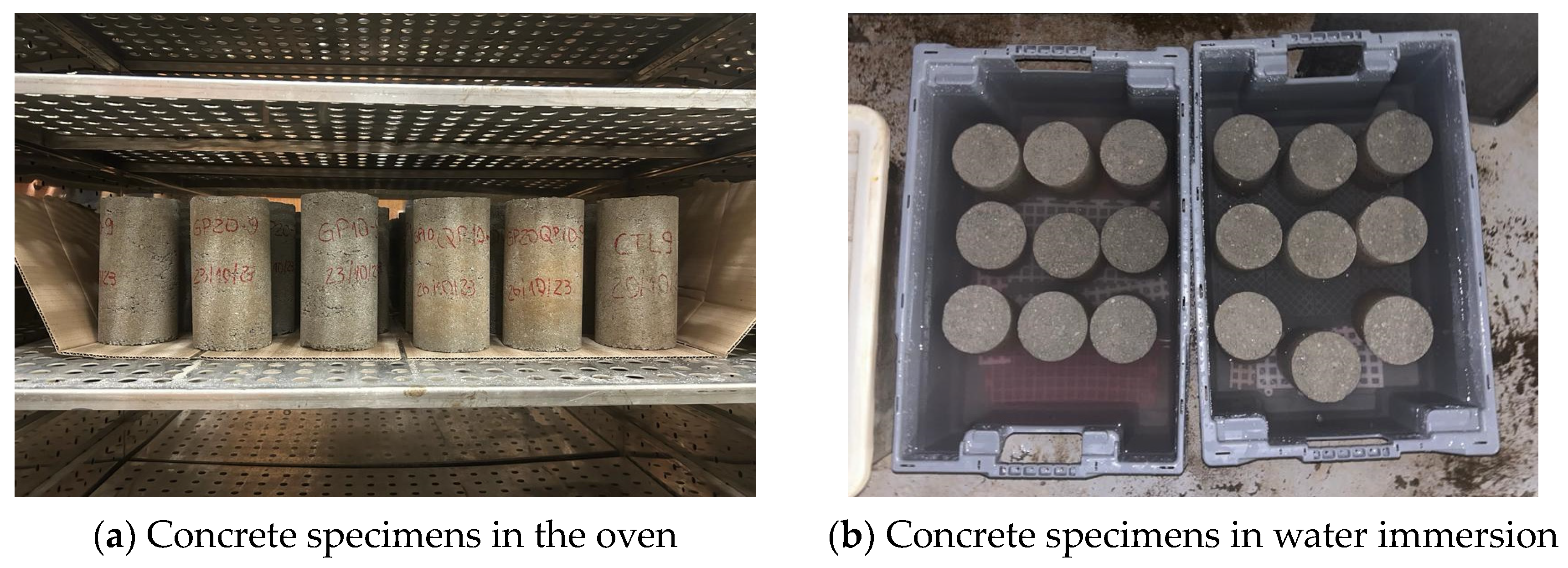
3.3.2. Concrete Specimens Production
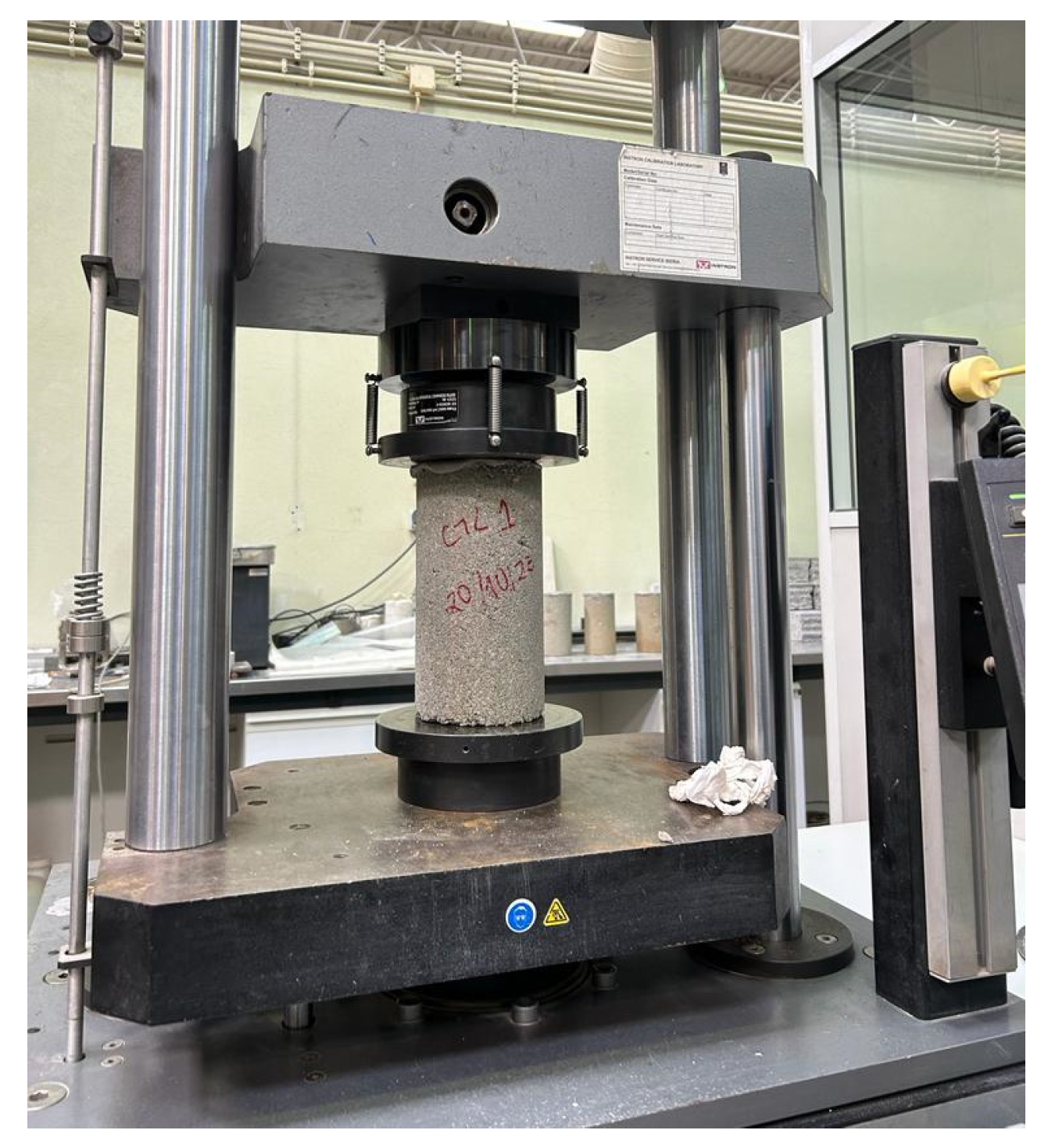
3.3.3. Mechanical Strength and Young’s Modulus
3.3.4. Water Absorption by Immersion
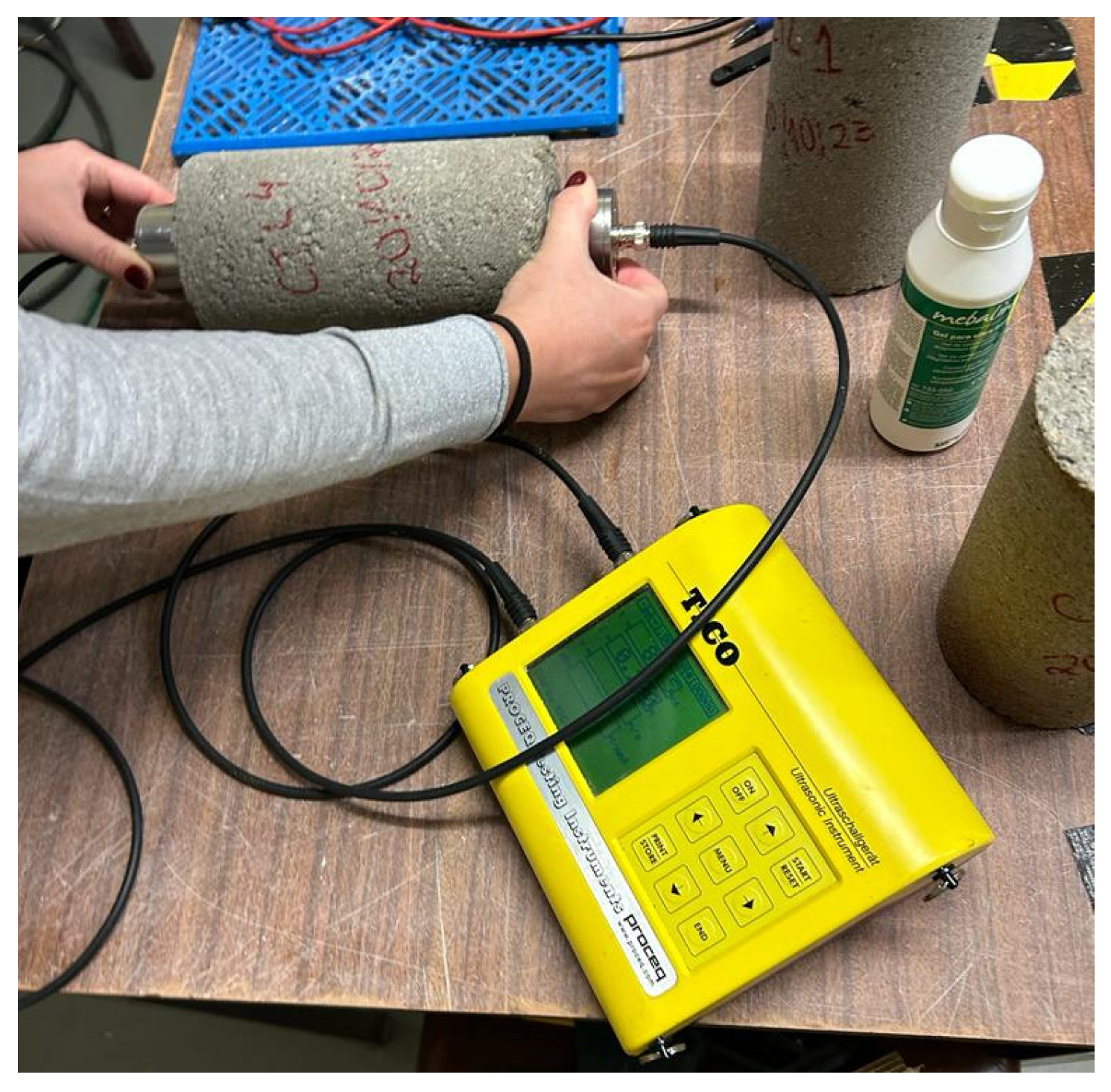
3.3.5. UPV and Electrical Resistivity
4. Results and Discussion
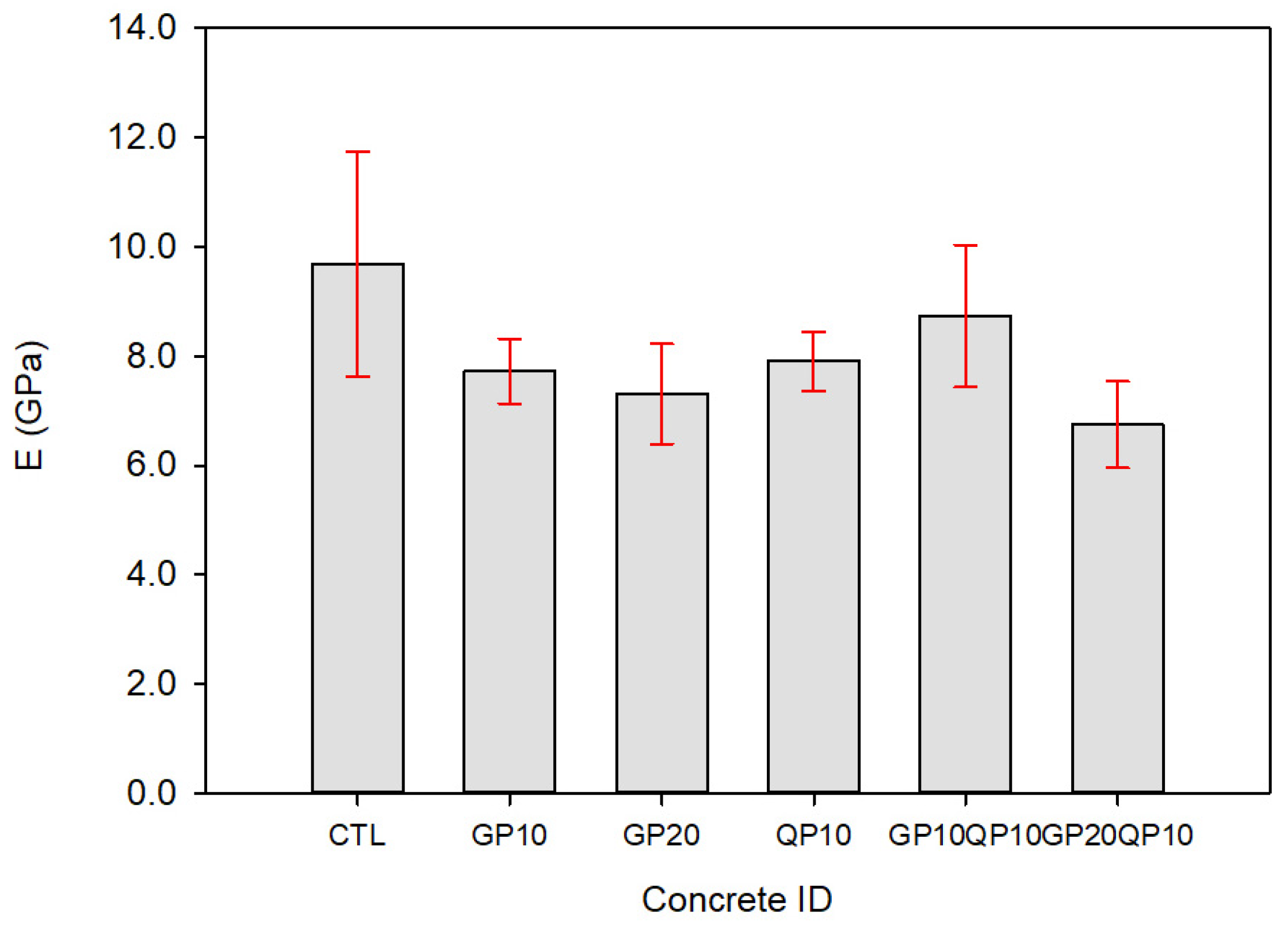
4.1. Mechanical Strength and Young’s Modulus
4.2. Water Absorption by Immersion
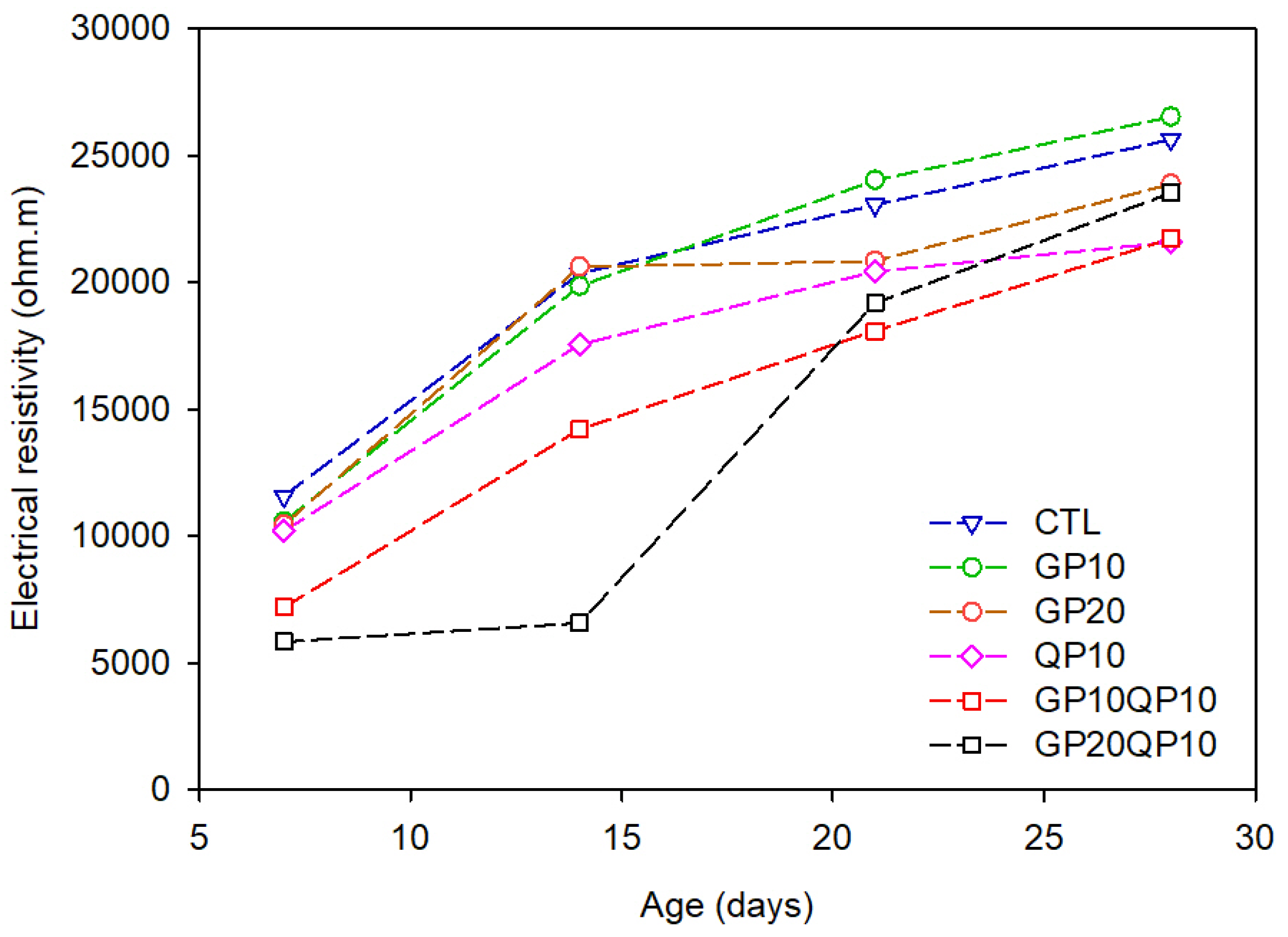
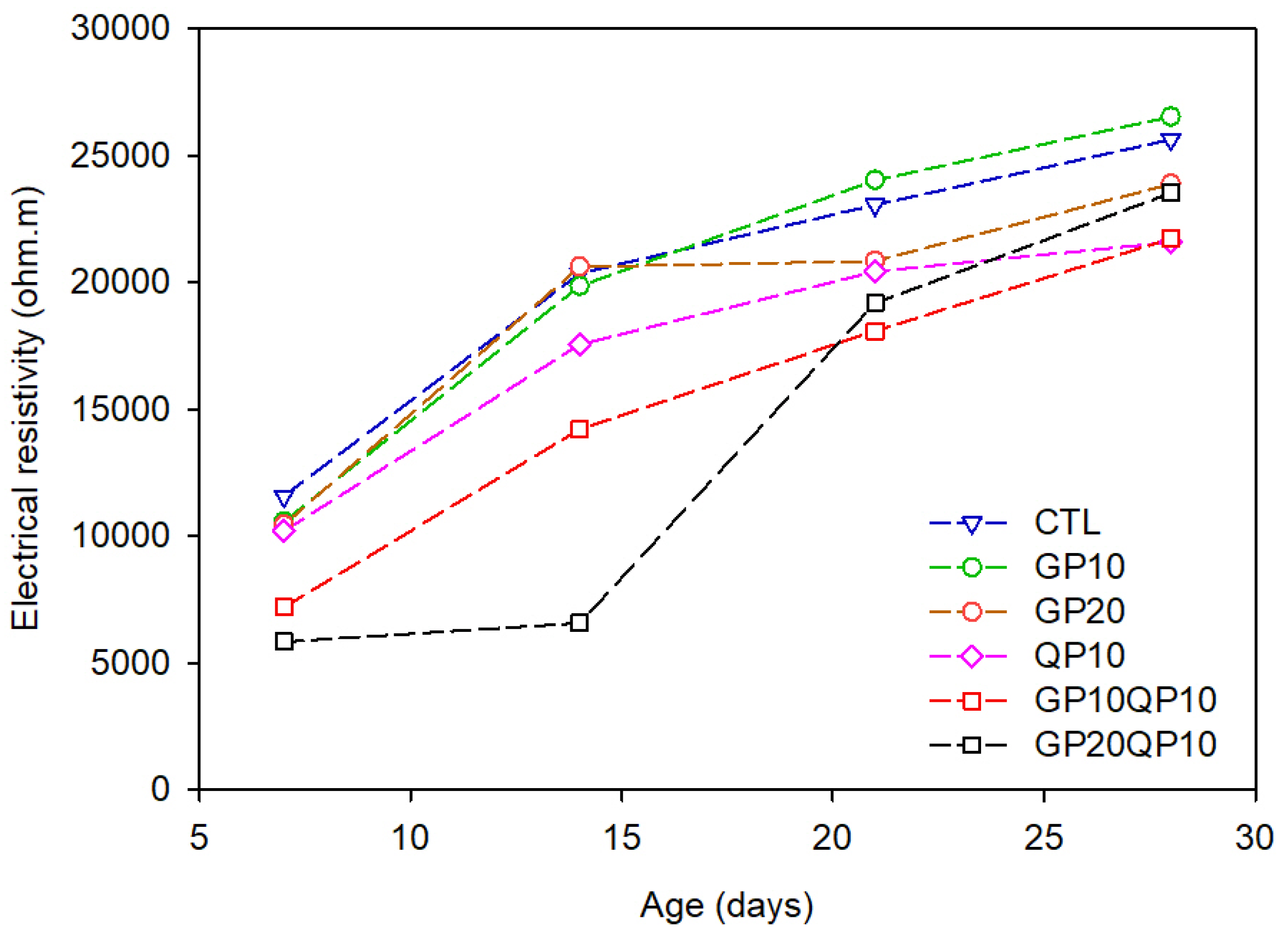
4.3. UPV and Electrical Resistivity
4.4. Main Results Summary and Material Efficiency
5. Conclusions
- The best combination of cement + water + admixture was studied at the mortar level to obtain zero slump mortars for vibro-compressed concrete.
- The compressive decreased when GP and QP were used alone; however, when combining 10% GP as a cement replacement +10% QP as a fine aggregate replacement, the compressive strength increased compared to the reference concrete.
- Concerning water absorption, the results varied between 8.92% and 17.9%, and the lowest absorption was obtained by GP20 concrete specimens.
- The UPV presents a narrow range of variation among all the concrete mixtures under study, around 2–2.5 km/s at 28 days.
- By contrast, electrical resistivity was achieved at 28 days, at 20,000 and 25,000 ohmmeters, and it seemed that the resistivity of all concrete mixtures would continue to increase beyond 28 days, which indicates that the hydration reaction was still undergoing.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
List of Abbreviations
| A | Water absorption (%) |
| E | Young’s Modulus (GPa) |
| fc | Compressive strength in concrete (MPa) |
| GP | Waste Glass Powder |
| h | Hours |
| HR | Relative Humidity (%) |
| LF | Limestone filler |
| LOI | Loss on ignition (%) |
| QP | Quartz powder |
| PC | Portland cement |
| Rc | Compressive strength in mortar (MPa) |
| SCM | Supplementary cementitious materials |
| SEM | Scanning electron microscopy |
| w/c | Water to cement weight ratio |
| w/b | Water to binder weight ratio |
| UPV | Ultrasonic pulse velocity (km/s) |
References
- United Nations. World Population Prospects 2019 Highlights, New York. 2019. Available online: https://reliefweb.int/sites/reliefweb.int/files/resources/WPP2019_Highlights.pdf (accessed on 30 November 2023).
- Alexandridou, C.; Angelopoulos, G.N.; Coutelieris, F.A. Mechanical and durability performance of concrete produced with recycled aggregates from Greek construction and demolition waste plants. J. Clean Prod. 2018, 176, 745–757. [Google Scholar] [CrossRef]
- Khoshsepehr, Z.; Alinejad, S.; Alimohammadlou, M. Exploring industrial waste management challenges and smart solutions: An integrated hesitant fuzzy multi-criteria decision-making approach. J. Clean Prod. 2023, 420, 138327. [Google Scholar] [CrossRef]
- Green Building & the Sustainable Development Goals.
- Siddique, R. Waste Materials and By-Products in Concrete; Springer: Berlin Heidelberg, Germany, 2008. [Google Scholar] [CrossRef]
- Karthigai Priya, P.; Vanitha, S.; Meyyappan, P. Utilisation of waste for building materials-a review. In Proceedings of the First International Conference on Sustainable Infrastructure with Smart Technology for Energy and Environmental Management (FIC-SISTEEM-2020), Tamil Nadu, India, 3–4 September 2020. [Google Scholar] [CrossRef]
- Siddique, R.; Cachim, P. Waste and Supplementary Cementitious Materials in Concrete. Characterisation, Properties, and Applications; Woodhead Publishing: Cambridge, UK, 2018. [Google Scholar] [CrossRef]
- Mohajerani, A.; Vajna, J.; Cheung TH, H.; Kurmus, H.; Arulrajah, A.; Horpibulsuk, S. Practical recycling applications of crushed waste glass in construction materials: A review. Constr. Build. Mater. 2017, 156, 443–467. [Google Scholar] [CrossRef]
- United States Environmental Protection Agency. Advancing Sustainable Materials Management: 2018 Fact Sheet Assessing Trends in Materials Generation and Management in the United States; US EPA: Washington, DC, USA, 2020.
- Close the Glass Loop. Container Glass Collection for Recycling in Europe. Available online: www.closetheglassloop.eu (accessed on 27 September 2023).
- Compromisso Empresarial para Reciclagem. Vidro, São Paulo. Available online: http://cempre.org.br/artigo-publicacao/ficha-tecnica/id/6/%20 (accessed on 20 May 2023).
- Subramani, T.; Ram, S.B.S. Experimental Study on Concrete Using Cement with Glass Powder. Dep. Civ. Eng. VMKV Engg. Coll. Vinayaka Mission. Univ. Salem India 2015, 5, 43–53. [Google Scholar]
- Matos, A.M.; Sousa-Coutinho, J. Durability of mortar using waste glass powder as cement replacement. Constr. Build. Mater. 2012, 36, 205–215. [Google Scholar] [CrossRef]
- Borges, A.L.; Soares, S.M.; Freitas, T.O.G.; Oliveira Júnior, A.D.; Ferreira, E.B.; Ferreira, F.G.D.S. Evaluation of the pozzolanic activity of glass powder in three maximum grain sizes. Mater. Res. 2021, 24, 2021. [Google Scholar] [CrossRef]
- Soares, S.M. Durabilidade de Compósitos Cimentícios de Ultra Alto Desempenho com Incorporação de Pó de Vidro Frente à Ação de Cloretos. Ph.D. Thesis, Universidade Federal de São Carlos, São Carlos, Brazil, 2021. [Google Scholar]
- Talsania, S.; Pitroda, J.; Vyas, C. Experimental investigation for partial replacement of cement with waste glass powder on pervious concrete. In International Conference on: Engineering: Issues, Opportunities and Challenges for Development; United Nations Educational, Scientific and Cultural Organization: Paris, France, 2015. [Google Scholar]
- Soliman, N.A.; Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder—Towards ecofriendly concrete. Constr. Build. Mater. 2016, 125, 600–612. [Google Scholar] [CrossRef]
- Guzzo, P.L. Revisão Sobre as Propriedades e Aplicações do Quartzo Natural e Seu Papel no Desenvolvimento da Indústria de Dispositivos Piezelétricos. XXI ENTMME Encontro Nac. De Trat. De Minérios E Metal. Extrativa 2005, 2, 438–445. [Google Scholar]
- Suraneni, P.; Weiss, J. Examining the pozzolanicity of supplementary cementitious materials using isothermal calorimetry and thermogravimetric analysis. Cem. Concr. Compos. 2017, 83, 273–278. [Google Scholar] [CrossRef]
- Kadri, E.H.; Aggoun, S.; De Schutter, G.; Ezziane, K. Combined effect of chemical nature and fineness of mineral powders on Portland cement hydration. Mater. Struct. 2010, 43, 665–673. [Google Scholar] [CrossRef]
- Matos, A.M.; Maia, L.; Sousa-Coutinho, J. Valorização de Resíduo de Quartzo em Betão Branco Arquitetónico; Estudo ao Nível da Argamassa: Lisbon, Portugal, 2022. [Google Scholar]
- NBR 6136; Blocos Vazados de Concreto Simples Para Alvenaria—Requisitos; In Hollow Concrete Blocks for Concrete Masonry—Requirements. Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2016. (In Portuguese)
- Mas, B.; Cladera, A.; Del Olmo, T.; Pitarch, F. Influence of the amount of mixed recycled aggregates on the properties of concrete for non-structural use. Constr. Build. Mater. 2012, 27, 612–622. [Google Scholar] [CrossRef]
- Juan-Valdés, A.; Rodríguez-Robles, D.; García-González, J.; Guerra-Romero, M.I.; Morán-del Pozo, J.M. Mechanical and microstructural characterisation of non-structural precast concrete made with recycled mixed ceramic aggregates from construction and demolition wastes. J. Clean Prod. 2018, 180, 482–493. [Google Scholar] [CrossRef]
- Rodríguez, C.; Parra, C.; Casado, G.; Miñano, I.; Albaladejo, F.; Benito, F.; Sánchez, I. The incorporation of construction and demolition wastes as recycled mixed aggregates in non-structural concrete precast pieces. J. Clean Prod. 2016, 127, 152–161. [Google Scholar] [CrossRef]
- Yeo, J.S.; Koting, S.; Onn, C.C.; Radwan, M.K.H.; Cheah, C.B.; Mo, K.H. Optimisation and environmental impact analysis of green dry mix mortar paving block incorporating high volume recycled waste glass and ground granulated blast furnace slag. Environ. Sci. Pollut. Res. 2023, 30, 58493–58515. [Google Scholar] [CrossRef]
- Infante-Alcalde, J.; Valderrama-Ulloa, C. Análisis Técnico, Económico y Medioambiental de la Fabricación de Bloques de Hormigón con Polietileno Tereftalato Reciclado (PET). Inf. Tecnológica 2019, 30, 25–36. [Google Scholar] [CrossRef]
- Benittez, L.H. Utilização de Escória de Aciaria na Fabricação de Blocos de Concreto. Master’s Dissertation, University of São Carlos (UFSCar), São Carlos, Brazil, 2020. [Google Scholar]
- Gomes, P.C.C.; Pereira, F.A.; Uchôa, S.B.B.; De Oliveira, F.C.; Almeida, L.H. Obtenção de blocos de concreto com utilização de resíduos reciclados da própria fabricação dos blocos. Ambiente Construído 2017, 17, 267–280. [Google Scholar] [CrossRef]
- EN 197; European Standard: Cement Part 1—Composition, Specifications and Conformity Criteria for Common Cements. European Committee for Standardization: London, UK, 2011.
- EN 933; Norma Portuguesa: Tests for Geometrical Properties of Aggregates Part 1—Determination of Particle Size Distribution. British Standards Institution: London, UK, 2014.
- EN 196; Norma Portuguesa: Methods of Testing Cement Part 1—Determination of Strength. Turkish Standards Institute: Ankara, Turkey, 2006.
- EN 12350; Norma Portuguesa: Testing Fresh Concrete Part 5—Flow Table Test. British Standards Institution: London, UK, 2009.
- ACI 211.3R-02; Guide for Selecting Proportions for No-Slump Concrete. American Concrete Institute: Indianapolis, IN, USA, 2009.
- Pattofatto, S. Comportement Dynamique du Béton Frais: Application au Procédé de Fabrication des Parpaings. École Normale Supérieure de Cachan, Cachan. 2004. Available online: https://theses.hal.science/tel-00133659 (accessed on 8 January 2024).
- EN 12390; Norma Portuguesa: Testing Hardened Concrete Part 6—Testing Hardened Concrete. British Standards Institution: London, UK, 2003.
- DIN 1048; Part 5—Testing Concrete: Testing of Hardened Concrete (Specimens Prepared in Mould). Deutsches Institute Für Normung: Berlin, Germany, 1991.
- NBR 9778; Argamassa e Concreto Endurecidos—Determinação da Absorção de Água, índice de Vazios e Massa Específica, (Hardened Mortar and Concrete—Determination of Absorption, Voids and Specific Gravity). Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2005. (In Portuguese)
- EN 12504; Norma Portuguesa: Testing Concrete in Structures Part 4—Determination of Ultrasonic Pulse Velocity. British Standards Institution: London, UK, 2007.
- Shi, C.; Wu, Y.; Riefler, C.; Wang, H. Characteristics and pozzolanic reactivity of glass powders. Cem. Concr. Res. 2005, 35, 987–993. [Google Scholar] [CrossRef]
- Idir, R.; Cyr, M.; Tagnit-Hamou, A. Pozzolanic properties of fine and coarse color-mixed glass cullet. Cem. Concr. Compos. 2011, 33, 19–29. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Mo, K.H.; Shi, C. A critical review of waste glass powder—Multiple roles of utilization in cement-based materials and construction products. J. Environ. Manag. 2019, 242, 440–449. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Xie, G.; Wang, S. Effect of glass powder on microstructure of cement pastes. Adv. Cem. Res. 2015, 27, 259–267. [Google Scholar] [CrossRef]
- Du, H.; Tan, K.H. Properties of high volume glass powder concrete. Cem. Concr. Compos. 2017, 75, 22–29. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Aboshama, A.Y. Utilization of waste glass powder in the production of cement and concrete. Constr. Build. Mater. 2016, 124, 866–877. [Google Scholar] [CrossRef]
- Patel, D.; Tiwari, R.P.; Shrivastava, R.; Yadav, R.K. Effective utilisation of waste glass powder as the substitution of cement in making paste and mortar. Constr. Build. Mater. 2019, 199, 406–415. [Google Scholar] [CrossRef]
- Lu, J.-X.; Shen, P.; Zhang, Y.; Zheng, H.; Sun, Y.; Poon, C.S. Early-age and microstructural properties of glass powder blended cement paste: Improvement by seawater. Cem. Concr. Compos. 2021, 122, 104165. [Google Scholar] [CrossRef]
- Khan, Q.S.; Sheikh, M.N.; McCarthy, T.J.; Robati, M.; Allen, M. Experimental investigation on foam concrete without and with recycled glass powder: A sustainable solution for future construction. Constr. Build. Mater. 2019, 201, 369–379. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, Fifth. Longman Group Limited. 2011. [Google Scholar]
- Sengul, O. Use of electrical resistivity as an indicator for durability. Constr. Build. Mater. 2014, 73, 434–441. [Google Scholar] [CrossRef]
- Kamali, M.; Ghahremaninezhad, A. An investigation into the hydration and microstructure of cement pastes modified with glass powders. Constr. Build. Mater. 2016, 112, 915–924. [Google Scholar] [CrossRef]
- Azarsa, P.; Gupta, R. Electrical Resistivity of Concrete for Durability Evaluation: A Review. Adv. Mater. Sci. Eng. 2017, 2017, 8453095. [Google Scholar] [CrossRef]
- Shi, Y.; Long, G.; Ma, C.; Xie, Y.; He, J. Design and preparation of ultra-high performance concrete with low environmental impact. J. Clean. Prod. 2019, 214, 633–643. [Google Scholar] [CrossRef]
- Long, G.; Gao, Y.; Xie, Y. Designing more sustainable and greener self-compacting concrete. Constr. Build. Mater. 2015, 84, 301–306. [Google Scholar] [CrossRef]
- Li, Y.; Zeng, X.; Zhou, J.; Shi, Y.; Umar, H.A.; Long, G.; Xie, Y. Development of an eco-friendly ultra-high performance concrete based on waste basalt powder for Sichuan-Tibet Railway. J. Clean. Prod. 2021, 312, 127775. [Google Scholar] [CrossRef]
- Müller, H.S.; Haist, M.; Vogel, M. Assessment of the sustainability potential of concrete and concrete structures considering their environmental impact, performance and lifetime. Constr. Build. Mater. 2014, 67, 321–337. [Google Scholar] [CrossRef]
- Chiaia, B.; Fantilli, A.P.; Guerini, A.; Volpatti, G.; Zampini, D. Eco-mechanical index for structural concrete. Constr. Build. Mater. 2014, 67, 386–392. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cement | QP | GP | ||
|---|---|---|---|---|
| Main oxide composition and LOI (%) | LOI | 2.62 | 1.08 | |
| Insoluble residue | 1.73 | |||
| SiO2 | 20.10 | 99.10 | 70.35 | |
| Al2O3 | 5.18 | 0.41 | 0.88 | |
| Fe2O3 | 2.96 | 0.03 | 0.44 | |
| CaO | 63.35 | <0.01 | 9.23 | |
| MgO | 0.78 | <0.01 | 3.57 | |
| Na2O | 0.15 | 0.01 | 13.89 | |
| K2O | 0.61 | 0.09 | 0.33 | |
| SO3 | 0.19 | |||
| Cl | 0.05 | <0.015 | ||
| Physical properties | Density (kg/m3) | 3110 | 2660 | 2530 |
| Specific surface (g/cm2) | 3830 | 1320 | 1680 | |
| Mechanical properties (according to EN 196-1) | Rc,2 (MPa) | 29.9 | ||
| Rc,7 (Mpa) | 45.6 | |||
| Rc,28 (Mpa) | 58.3 |
| Raw Material | Mix 1 | Mix 2 | Mix 3 | Mix 4 * | Mix 5 * | Mix 6 * | Mix 7 | Mix 8 | Mix 9 | Mix 10 | Mix 11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| kg/m3 | |||||||||||
| Cement | 150.00 | 150.00 | 180.00 | 150.00 | 150.00 | 150.00 | 180.00 | 180.00 | 126.00 | 180.00 | 126.00 |
| GP | 54.00 | 0.00 | 54.00 | ||||||||
| Sand | 2096.37 | 2096.37 | 2096.37 | 2096.37 | 2096.37 | 2096.37 | 2096.37 | 2096.37 | 2096.37 | 1672.30 | 1672.30 |
| QP | 418.07 | 418.07 | |||||||||
| Water | 94.50 | 94.50 | 108.00 | 90.00 | 90.00 | 90.00 | 108.00 | 108.00 | 108.00 | 108.00 | 108.00 |
| Admixture | 0.00 | 0.00 | 0.00 | 7.5 | 7.5 | 7.5 | 9.0 | 7.5 | 7.5 | 7.5 | 7.5 |
| “Zero slump” | yes | yes | yes | yes | yes | yes | yes | yes | yes | yes | yes |
| Rc (MPa) | 5.02 | 9.41 | 3.47 | 4.34 | 4.26 | 4.15 | 7.23 | 4.71 | 1.99 | 2.03 | 0.75 |
| Raw Material | kg/m3 | |||||
|---|---|---|---|---|---|---|
| CTL | GP10 | GP20 | QP10 | GP10QP10 | GP20QP10 | |
| Cement | 150.00 | 135.00 | 120.00 | 150.00 | 135.00 | 120.00 |
| GP | 15.00 | 30.00 | - | 15.00 | 30.00 | |
| Sand | 1327.57 | 1327.57 | 1327.57 | 1194.82 | 1194.82 | 1194.82 |
| QP | - | - | - | 132.76 | 132.76 | 132.76 |
| Gravel | 876.42 | 876.42 | 876.42 | 876.42 | 876.42 | 876.42 |
| Water | 73.92 | 73.92 | 73.92 | 73.92 | 73.92 | 73.92 |
| Admixture | 7.50 | 7.50 | 7.50 | 7.50 | 7.50 | 7.50 |
| A (%) | Iv (%) | ρs (kg/m3) | ρsat (kg/m3) | ρr (kg/m3) | |
|---|---|---|---|---|---|
| CTL | 11.92 ± 0.87 | 23.50 | 1970 | 2210 | 2580 |
| GP10 | 17.82 ± 2.24 | 22.70 | 1990 | 2210 | 2570 |
| GP20 | 8.90 ± 0.47 | 23.34 | 1980 | 2210 | 2580 |
| QP10 | 11.70 ± 0.63 | 23.16 | 1980 | 2210 | 2580 |
| GP10QP10 | 11.15 ± 0.28 | 22.33 | 2000 | 2230 | 2580 |
| GP20QP10 | 12.09 ± 0.59 | 23.82 | 1970 | 2210 | 2590 |
| Property | CTL | GP10 | GP20 | QP10 | GP10QP10 | GP20QP10 |
|---|---|---|---|---|---|---|
| Electrical resistivity—28 days (k Ω.m) | 25,630 | 26,536 | 23,886 | 21,600 | 21,728 | 23,536 |
| Ultrasonic pulse velocity—28 days (km/s) | 2.19 | 2.16 | 2.04 | 2.35 | 2.35 | 2.00 |
| Water absorption by immersion (%) | 11.92 | 17.82 | 8.90 | 11.70 | 11.15 | 12.09 |
| Compressive strength—28 days (MPa) | 4.24 | 2.78 | 1.97 | 3.53 | 5.37 | 2.78 |
| Modulus of elasticity—28 days (MPa) | 9.69 | 7.73 | 7.31 | 7.91 | 8.74 | 6.75 |
| GWP (Kg CO2/kg) | 112.78 | 102.41 | 92.05 | 112.64 | 102.27 | 91.91 |
| CI (KgCO2/MPa) | 26.60 | 36.84 | 46.73 | 31.91 | 19.05 | 33.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pignotti, G.B.; Matos, A.M.; Ferreira, F.G.d.S. Non-Structural Vibro-Compressed Concrete Incorporating Industrial Wastes. Recycling 2024, 9, 26. https://doi.org/10.3390/recycling9020026
Pignotti GB, Matos AM, Ferreira FGdS. Non-Structural Vibro-Compressed Concrete Incorporating Industrial Wastes. Recycling. 2024; 9(2):26. https://doi.org/10.3390/recycling9020026
Chicago/Turabian StylePignotti, Gabriela Bertazzi, Ana Mafalda Matos, and Fernanda Giannotti da Silva Ferreira. 2024. "Non-Structural Vibro-Compressed Concrete Incorporating Industrial Wastes" Recycling 9, no. 2: 26. https://doi.org/10.3390/recycling9020026
APA StylePignotti, G. B., Matos, A. M., & Ferreira, F. G. d. S. (2024). Non-Structural Vibro-Compressed Concrete Incorporating Industrial Wastes. Recycling, 9(2), 26. https://doi.org/10.3390/recycling9020026