
Optimizing Selective Laser Melting of Inconel 625 Superalloy through Statistical Analysis of Surface and Volumetric Defects

 ,
,  and
and 
Abstract
:1. Introduction
2. Response Surface Methodology
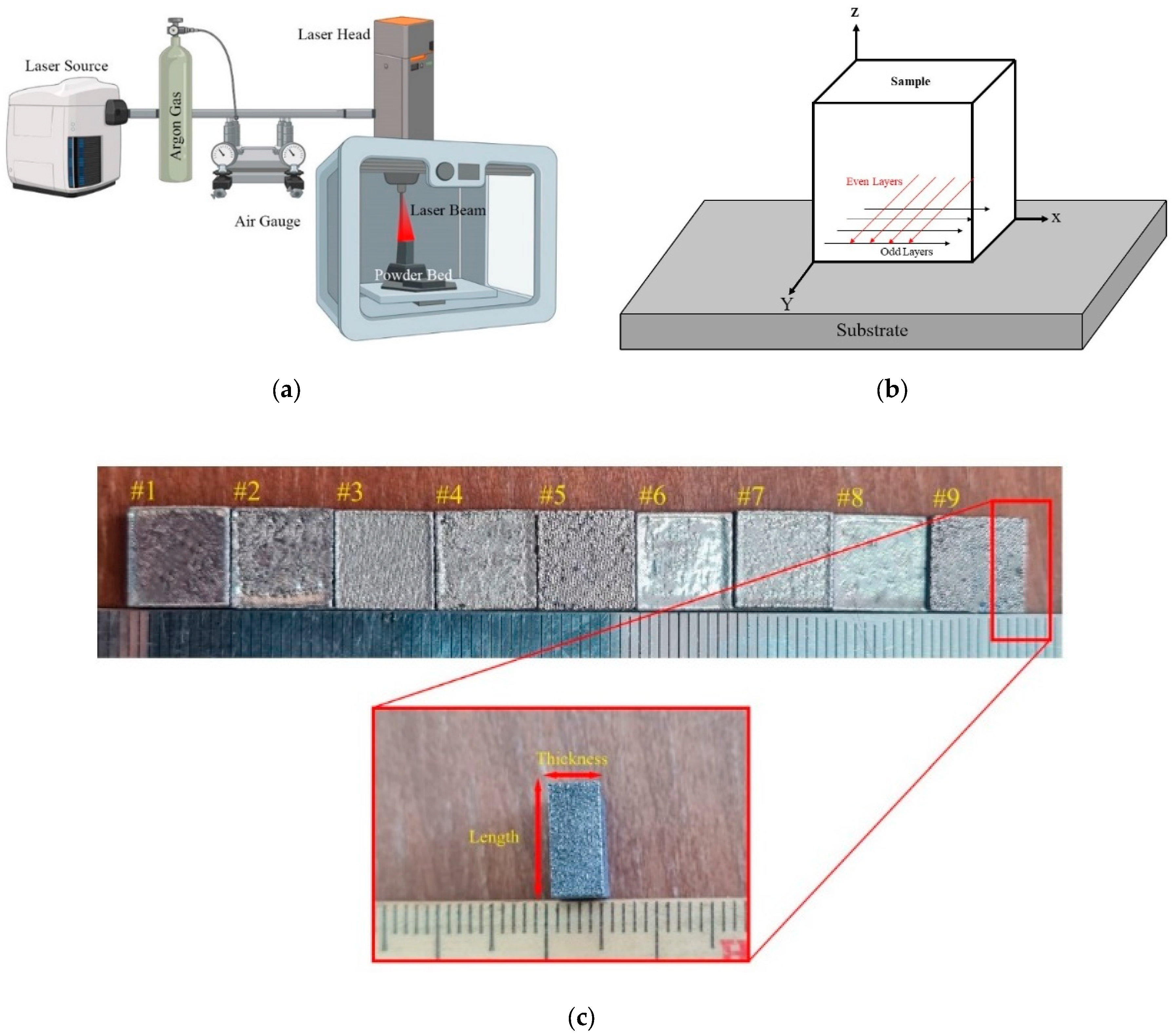
3. Experimental Work
4. Discussion
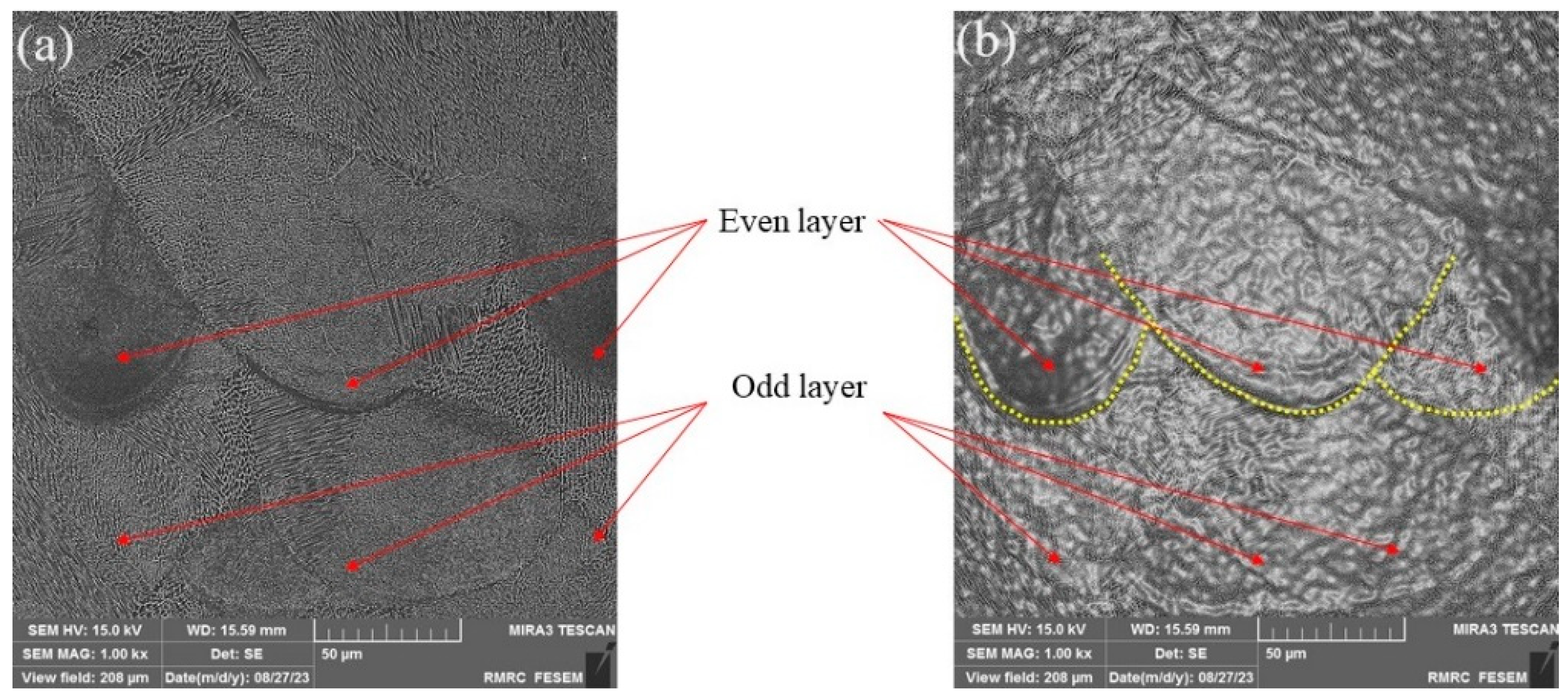
4.1. Microstructure Analysis of AM Samples
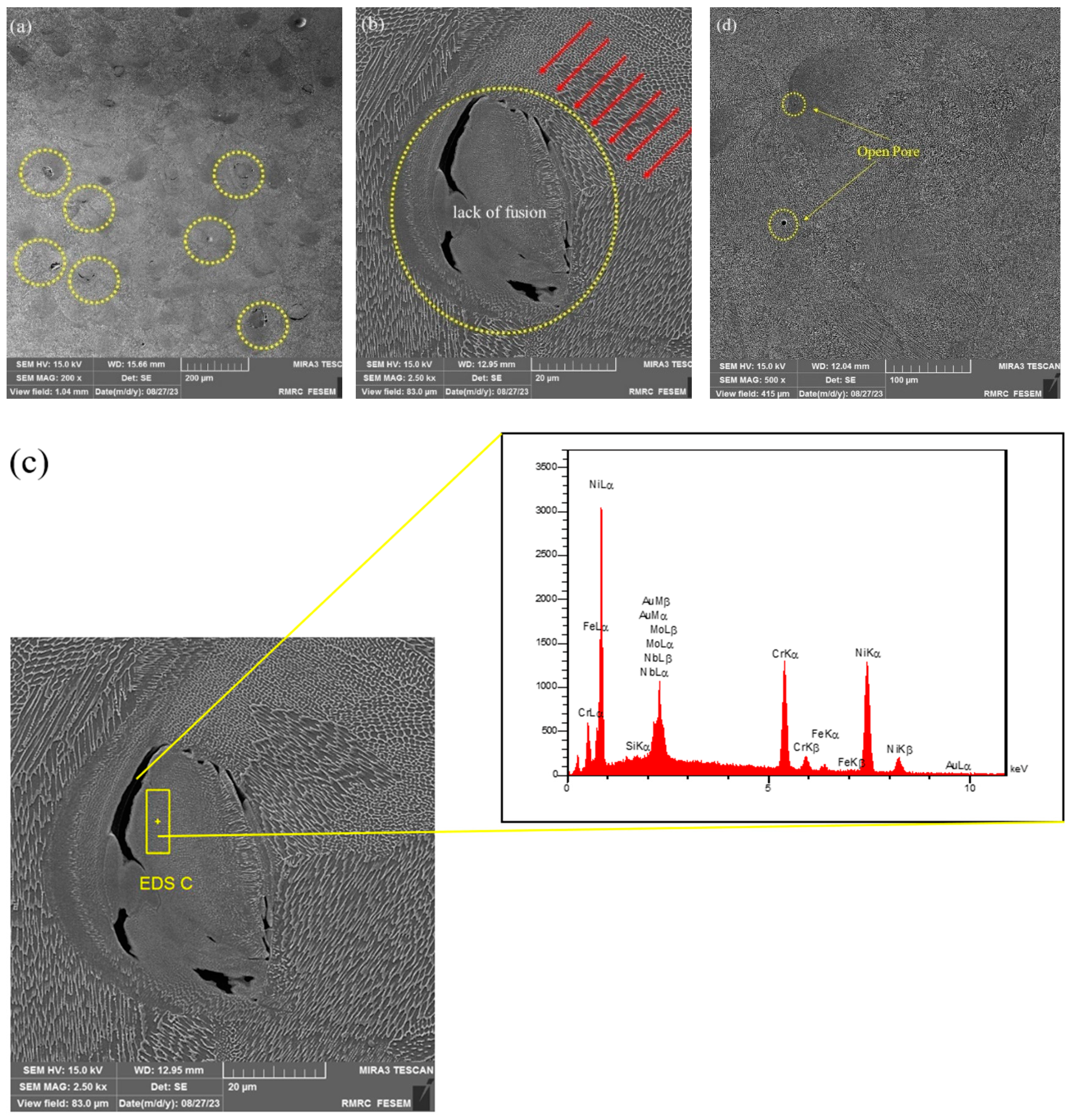
4.2. Revealing Defects
Lack of Fusion and Pores after SLM Process
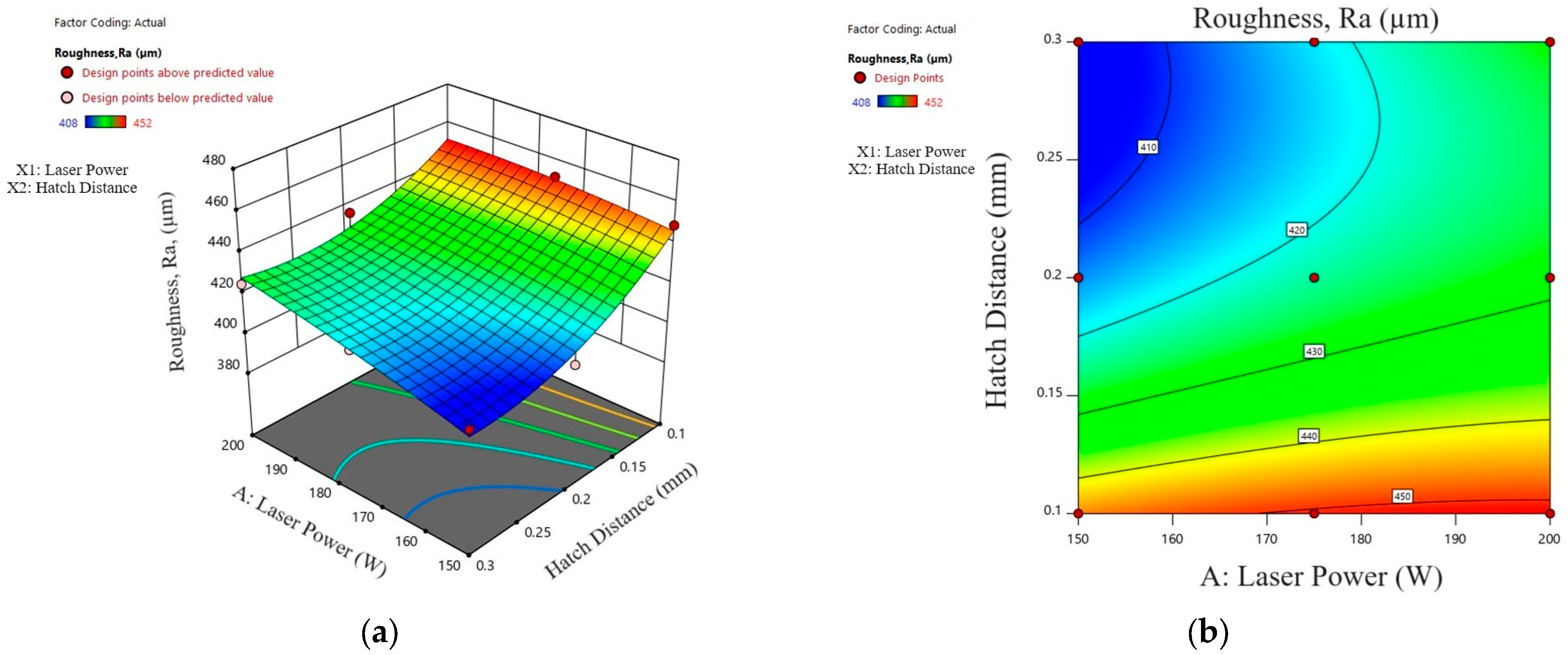
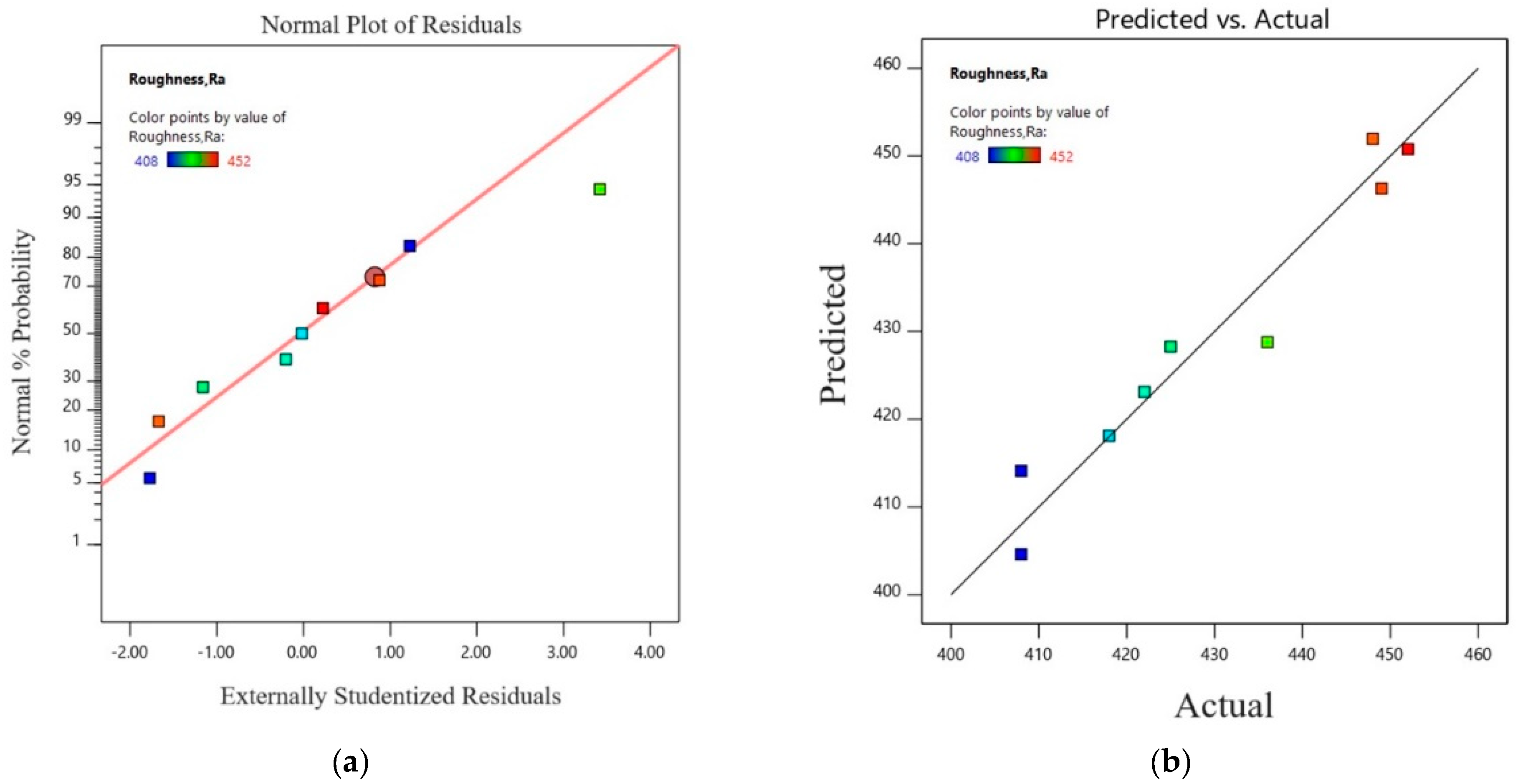
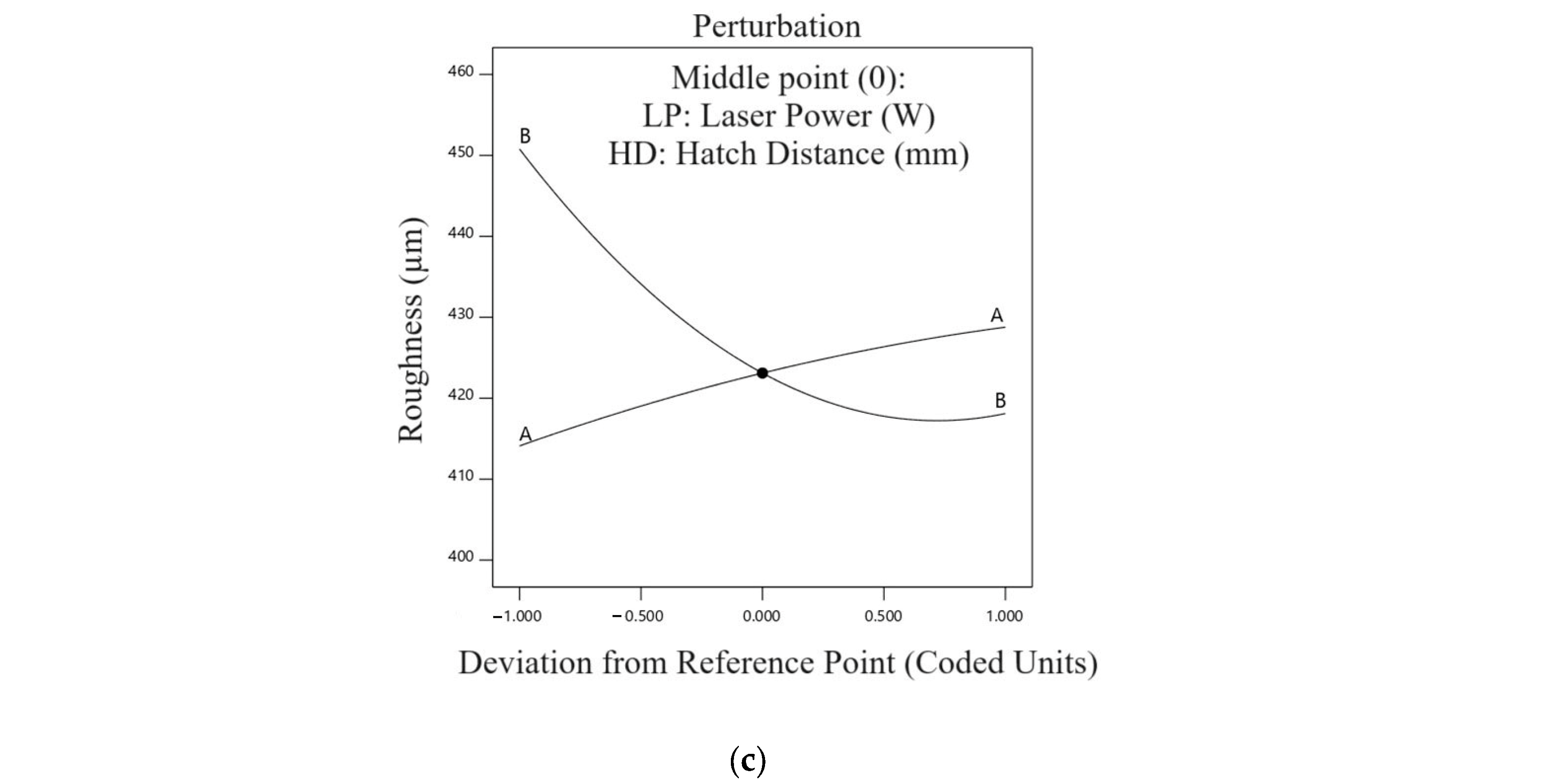
4.3. Surface Roughness, Ra (SR)
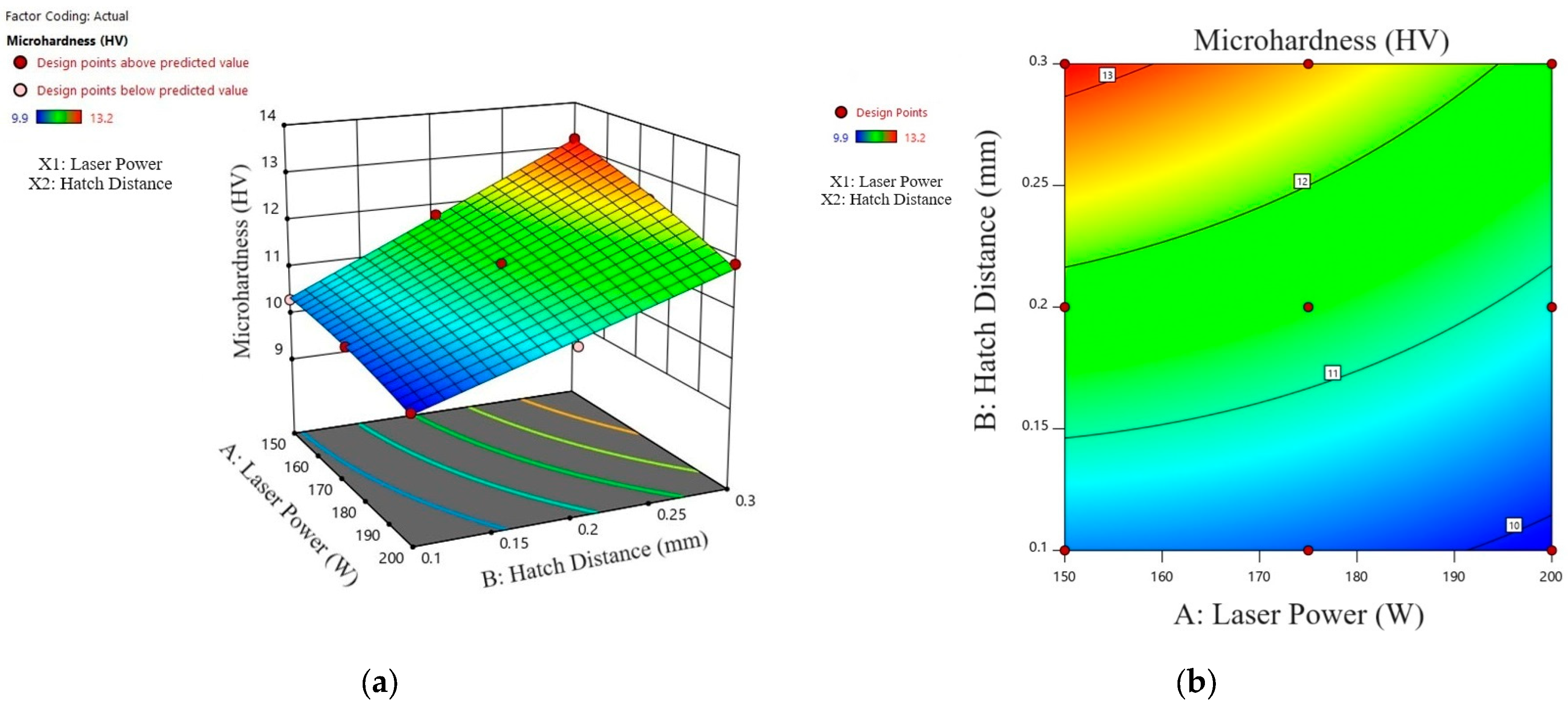
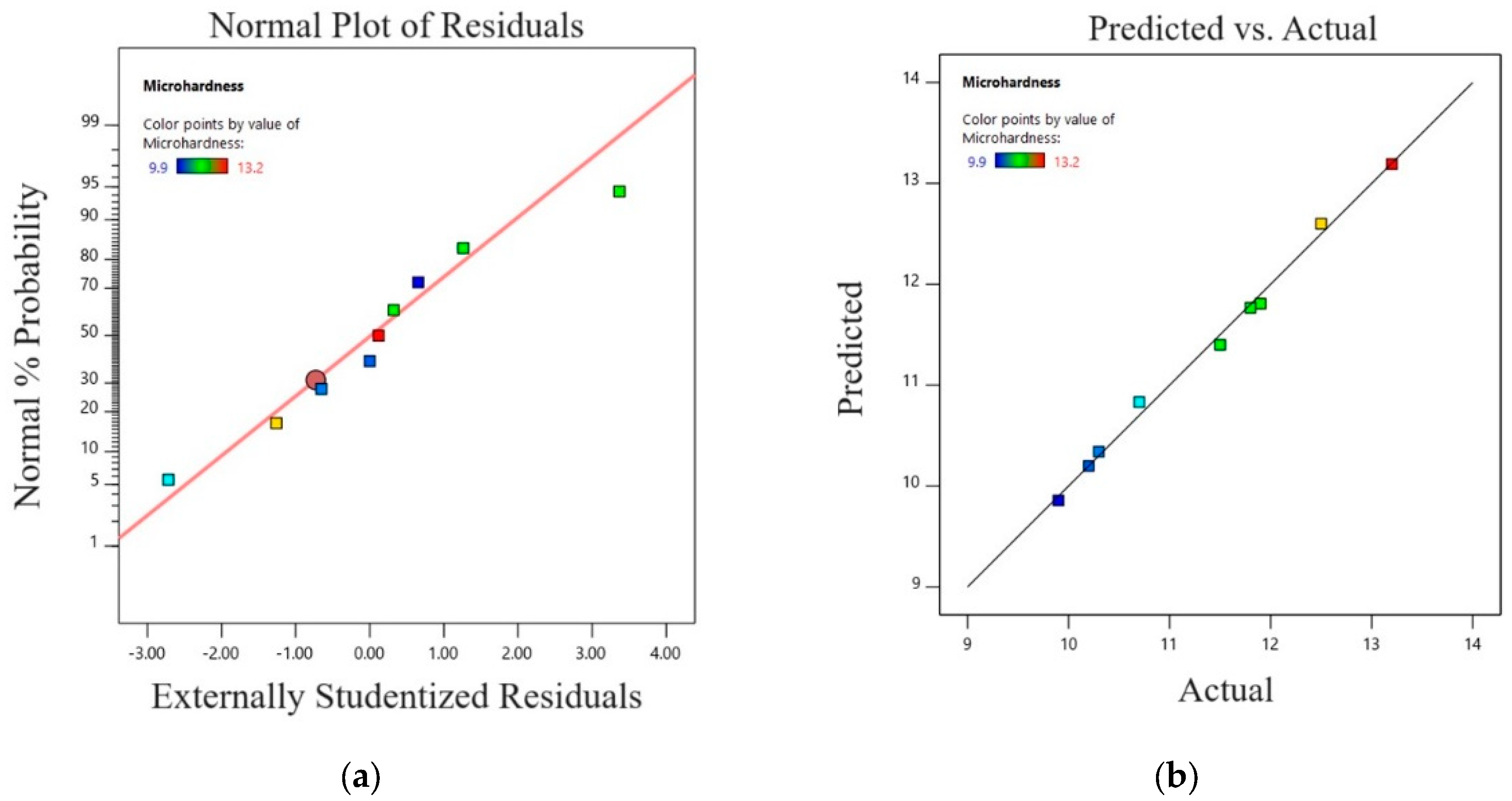
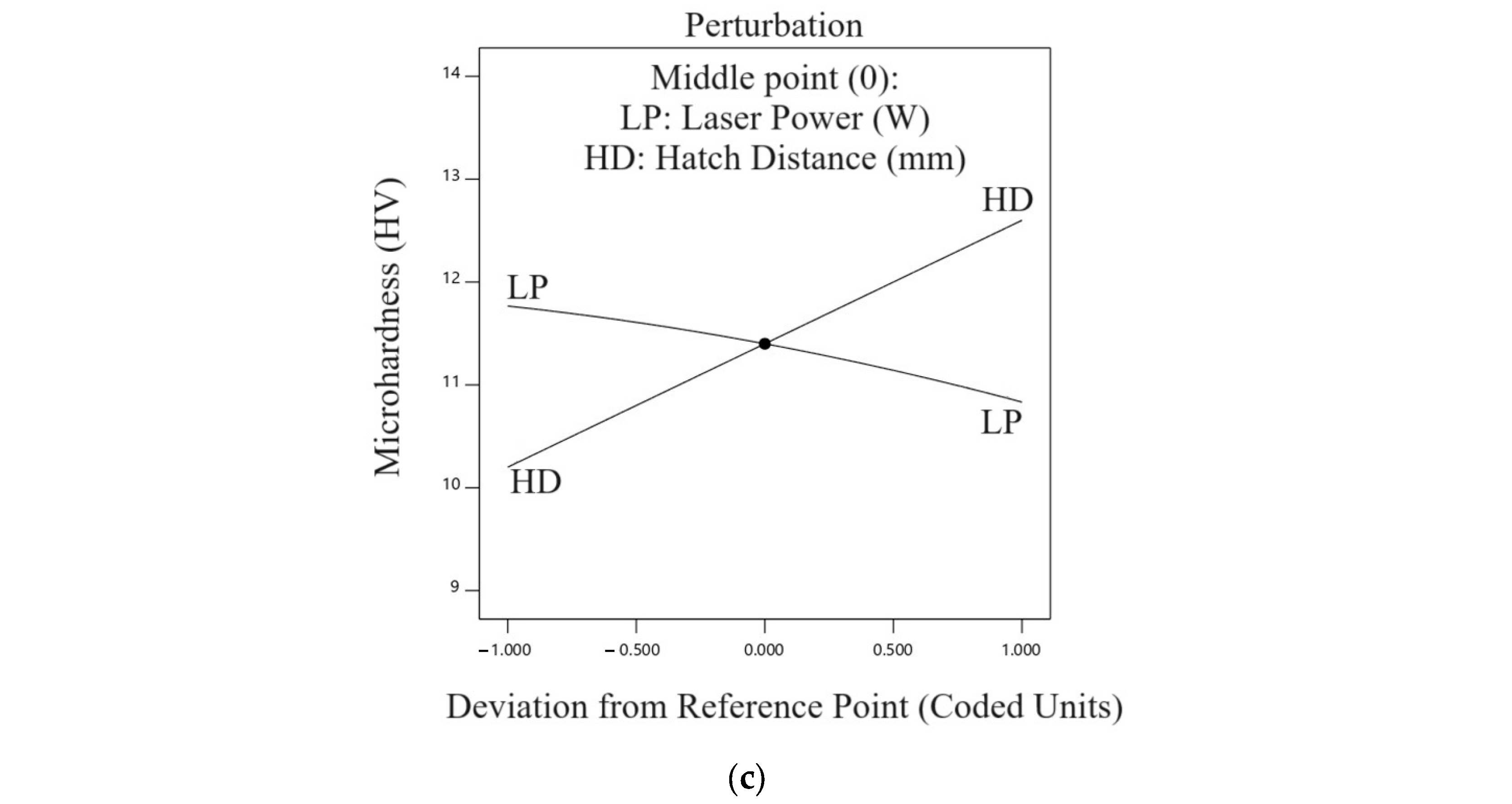
4.4. Microhardness Profiles
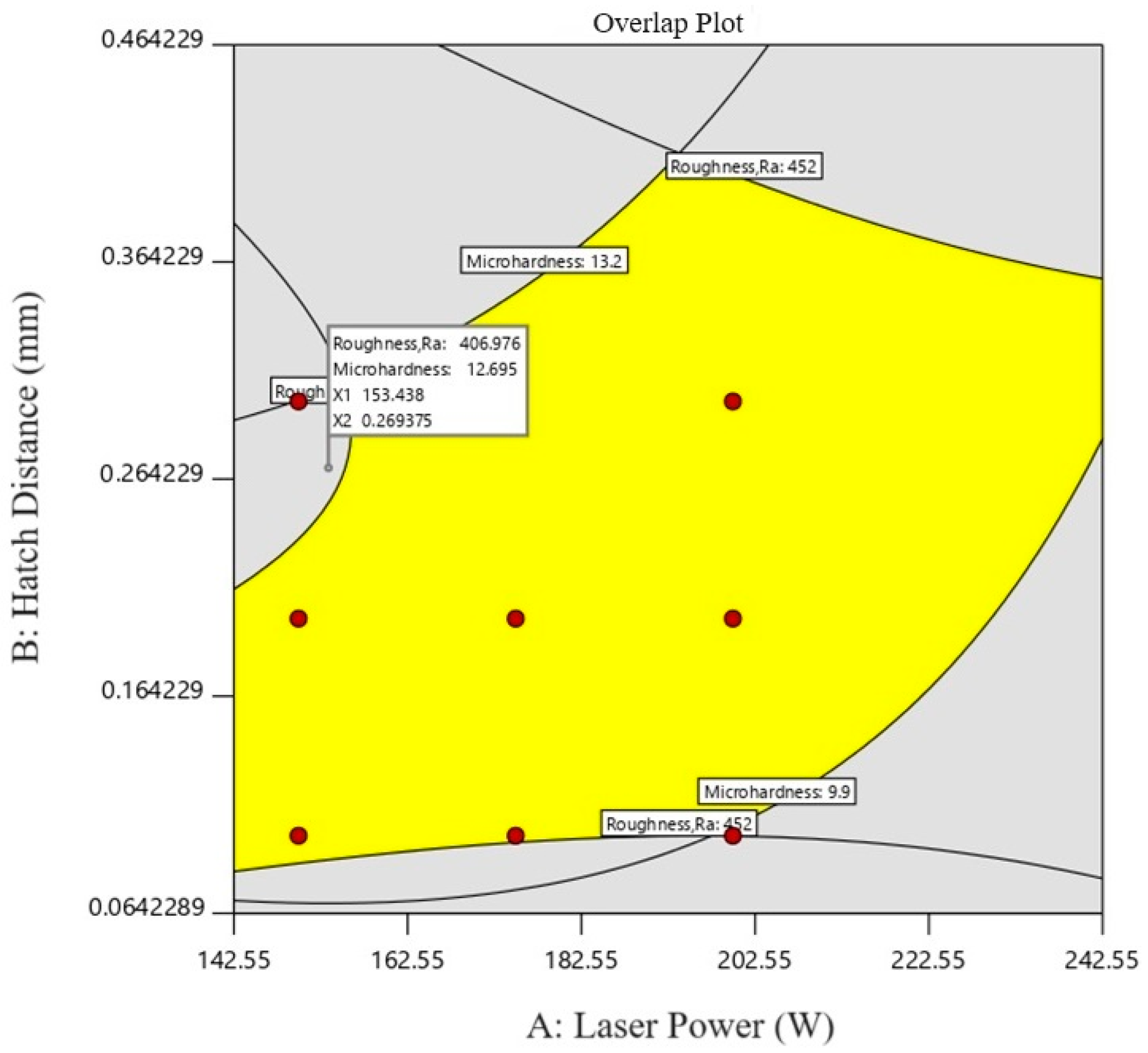
5. Optimization
6. Conclusions
- Insufficient fusion at the interfaces of five adjacent layers in Inconel 625 SLM samples, particularly when formed consecutively, often results in voids or pores within the material, impacting fusion quality.
- Open pores in Inconel 625 SLM samples are linked to factors like rapid heating and cooling rates, keyhole effect, and powder properties, emphasizing the need to optimize process parameters for enhanced material integrity.
- Response surface graphs and contour plots for SR parameters are derived from interpolated data using regression equations, providing clearer delineation of parameter effectiveness zones.
- The interaction between HD and LP significantly influences SR, with decreasing LP and increasing HD leading to escalated roughness. Reduced LP impedes adequate energy delivery for complete material melting, resulting in incomplete fusion and visible gaps between laser paths, fostering incomplete melting and inadequate fusion.
- The maximum microhardness achieved was 452 hv using an LP of 175 W and a hatch distance of 0.1 mm, while the minimum SR was 9.9 µm with an LP of 200 W and the same 0.1 mm HD.
- As part of the optimization process, three samples were introduced, with LP levels ranging between 190 and 200 W and HD values between 0.2 and 0.3 mm.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| SLM | Selective laser melting. |
| DOE | Design of experiments. |
| RSM | Response Surface Method. |
| LP | Laser power. |
| HD | Hatch distance. |
| SR | Surface roughness. |
| AM | Additive manufacturing. |
| LMD | Laser metal deposition. |
| LPBF | Laser powder bed fusion. |
| SEM | Scanning Electron Microscope. |
| HAZ | Heat-affected zone. |
| ANOVA | Analysis of variance. |
References
- Ahmad, M.N.; Yahya, A. Effects of 3D printing parameters on mechanical properties of ABS samples. Designs 2023, 7, 136. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; Du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in metal additive manufacturing: A review of common processes, industrial applications, and current challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D. Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Fang, Z.C.; Wu, Z.L.; Huang, C.G.; Wu, C.W. Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt. Laser Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Casalino, G. On the Relevance of volumetric energy density in the investigation of inconel 718 laser powder bed fusion. Materials 2020, 13, 538. [Google Scholar] [CrossRef]
- Akram, J.; Pal, D.; Stucker, B. Establishing flow stress elongation relationships as a function of microstructural features of Ti6Al4V alloy processed using SLM. Designs 2019, 3, 21. [Google Scholar] [CrossRef]
- Chen, F.; Wang, Q.; Zhang, C.; Huang, Z.; Jia, M.; Shen, Q. Microstructures and mechanical behaviors of additive manufactured Inconel 625 alloys via selective laser melting and laser engineered net shaping. J. Alloys Compd. 2022, 917, 165572. [Google Scholar] [CrossRef]
- Marchese, G.; Garmendia Colera, X.; Calignano, F.; Lorusso, M.; Biamino, S.; Minetola, P.; Manfredi, D. Characterization and comparison of Inconel 625 processed by selective laser melting and laser metal deposition. Adv. Eng. Mater. 2017, 19, 1600635. [Google Scholar] [CrossRef]
- Li, S.; Wei, Q.; Shi, Y.; Zhu, Z.; Zhang, D. Microstructure characteristics of Inconel 625 superalloy manufactured by selective laser melting. J. Mater. Sci. Technol. 2015, 31, 946–952. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Li, C.; White, R.; Fang, X.Y.; Weaver, M.; Guo, Y.B. Microstructure evolution characteristics of Inconel 625 alloy from selective laser melting to heat treatment. Mater. Sci. Eng. A 2017, 705, 20–31. [Google Scholar] [CrossRef]
- Li, C.; Guo, Y.B.; Zhao, J.B. Interfacial phenomena and characteristics between the deposited material and substrate in selective laser melting Inconel 625. J. Mater. Process. Technol. 2017, 243, 269–281. [Google Scholar] [CrossRef]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.; Shidid, D.; Farahbod-Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Criales, L.E.; Arısoy, Y.M.; Özel, T. Sensitivity analysis of material and process parameters in finite element modeling of selective laser melting of Inconel 625. Int. J. Adv. Manuf. Technol. 2016, 86, 2653–2666. [Google Scholar] [CrossRef]
- Wang, P.; Zhang, B.; Tan, C.C.; Raghavan, S.; Lim, Y.F.; Sun, C.N.; Wei, J.; Chi, D. Microstructural characteristics and mechanical properties of carbon nanotube reinforced Inconel 625 parts fabricated by selective laser melting. Mater. Des. 2016, 112, 290–299. [Google Scholar] [CrossRef]
- Hu, X.A.; Zhao, G.L.; Liu, F.C.; Liu, W.X. Microstructure mechanical behavior of Inconel 625 alloy processed by selective laser melting at high temperature up to 1000 °C. Rare Met. 2020, 39, 1181–1189. [Google Scholar] [CrossRef]
- Fang, X.Y.; Li, H.Q.; Wang, M.; Li, C.; Guo, Y.B. Characterization of texture and grain boundary character distributions of selective laser melted Inconel 625 alloy. Mater. Charact. 2018, 143, 182–190. [Google Scholar] [CrossRef]
- Kundakcıoğlu, E.; Lazoglu, I.; Poyraz, Ö.; Yasa, E.; Cizicioğlu, N. Thermal and molten pool model in selective laser melting process of Inconel 625. Int. J. Adv. Manuf. Technol. 2018, 95, 3977–3984. [Google Scholar] [CrossRef]
- Sun, Y.; Chen, L.; Li, L.; Ren, X. High-temperature oxidation behavior and mechanism of Inconel 625 super-alloy fabricated by selective laser melting. Opt. Laser Technol. 2020, 132, 106509. [Google Scholar] [CrossRef]
- Balbaa, M.A.; Elbestawi, M.A.; McIsaac, J. An experimental investigation of surface integrity in selective laser melting of Inconel 625. Int. J. Adv. Manuf. Technol. 2019, 104, 3511–3529. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. An investigation into melting modes in selective laser melting of Inconel 625 powder: Single track geometry and porosity. Int. J. Adv. Manuf. Technol. 2021, 114, 3255–3267. [Google Scholar] [CrossRef]
- Mazur, M.; Benoit, M.; Easton, M.; Brandt, M. Selective laser melting of Inconel 625 alloy with reduced defect formation. J. Laser Appl. 2020, 32, 022058. [Google Scholar] [CrossRef]
- Yan, X.; Gao, S.; Chang, C.; Huang, J.; Khanlari, K.; Dong, D.; Ma, W.; Fenineche, N.; Liao, H.; Liu, M. Effect of building directions on the surface roughness, microstructure, and tribological properties of selective laser melted Inconel 625. J. Mater. Process. Technol. 2021, 288, 116878. [Google Scholar] [CrossRef]
- Liu, M.; Wang, Q.; Cai, Y.; Lu, D.; Pei, Y.; Zhang, H.; Liu, Y.; Wang, Q. Dependence on manufacturing directions of tensile behavior and microstructure evolution of selective laser melting manufactured Inconel 625. J. Mater. Eng. Perform. 2023, 32, 7488–7500. [Google Scholar] [CrossRef]
- Hong, M.; Wang, S.; Sun, W.; Geng, Z.; Xin, J.; Ke, L. Effect of welding speed on microstructure and mechanical properties of selective laser melting Inconel 625 alloy laser welded joint. J. Mater. Res. Technol. 2022, 19, 2093–2103. [Google Scholar] [CrossRef]
- Huang, W.; Li, Y.; Yanjie, R.E.N.; Sun, J.; Xia, Z.; Zhou, L.; Li, C.; Chen, J.; Niu, Y.; Zhao, Y. Effect of scanning speed on the high-temperature oxidation resistance and mechanical properties of Inconel 625 alloys fabricated by selective laser melting. Vacuum 2022, 206, 111447. [Google Scholar] [CrossRef]
- Du, K.; Yang, L.; Xu, C.; Wang, B.; Gao, Y. High Strain Rate Yielding of Additive Manufacturing Inconel 625 by Selective Laser Melting. Materials 2021, 14, 5408. [Google Scholar] [CrossRef]
- Zhang, M.; Liang, X.; Zhang, X.; Liu, M.; Chu, Q.; Zhou, X. Effects of Heat Treatment on Microstructure and Properties of Inconel625 Alloy Blades Prepared by Selective Laser Melting. Int. J. Electrochem. Sci. 2022, 17, 220112. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S.; Krishnan, M. Grain boundary and triple junction characteristics analytics of additive manufactured Inconel 625 superalloy using selective laser melting. Mater. Sci. Eng. A 2023, 869, 144744. [Google Scholar] [CrossRef]
- Lee, J.; Song, S.; Byeon, M.; Hong, H.U. Suppression of twin formation by bimodal-sized particles and brittle grain boundary fracture in selective laser melted Inconel 625. Mater. Sci. Eng. A 2022, 847, 143315. [Google Scholar] [CrossRef]
- Soni, H.; Gor, M.; Rajput, G.S.; Sahlot, P. A comprehensive review on effect of process parameters and heat treatment on tensile strength of additively manufactured Inconel-625. Mater. Today Proc. 2021, 47, 4866–4871. [Google Scholar] [CrossRef]
- Chaurasia, J.K.; Jinoop, A.N.; Parthasarathy, P.; Paul, C.P.; Bindra, K.S.; Bontha, S. Study of melt pool geometry and solidification microstructure during laser surface melting of Inconel 625 alloy. Optik 2021, 246, 167766. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.; Su, Y.; Shi, J. Evaluation of in-situ alloyed Inconel 625 from elemental powders by laser directed energy deposition. Mater. Sci. Eng. A 2022, 830, 142296. [Google Scholar] [CrossRef]
- Hong, K.M.; Grohol, C.M.; Shin, Y.C. Comparative assessment of physics-based computational models on the NIST benchmark study of molten Pool dimensions and microstructure for selective laser melting of Inconel 625. Integr. Mater. Manuf. Innov. 2021, 10, 58–71. [Google Scholar] [CrossRef]
- Sitek, R.; Ciftci, J.; Moszczyńska, D.; Maj, P.; Ura-Bińczyk, E.; Warzybok, P.; Cieślik, I.; Wiśniewski, P.; Mizera, J. Effect of annealing on the microstructure and properties of IN 625 specimens manufactured by selective laser melting. Arch. Civ. Mech. Eng. 2022, 22, 207. [Google Scholar] [CrossRef]
- Hu, Y.; Lin, X.; Li, Y.; Ou, Y.; Gao, X.; Zhang, Q.; Li, W.; Huang, W. Microstructural evolution and anisotropic mechanical properties of Inconel 625 superalloy fabricated by directed energy deposition. J. Alloys Compd. 2021, 870, 159426. [Google Scholar] [CrossRef]
- Hu, Y.; Lin, X.; Li, Y.; Zhang, S.; Zhang, Q.; Chen, W.; Li, W.; Huang, W. Influence of heat treatments on the microstructure and mechanical properties of Inconel 625 fabricated by directed energy deposition. Mater. Sci. Eng. A 2021, 817, 141309. [Google Scholar] [CrossRef]
- Li, B.; Du, J.; Sun, Y.; Zhang, S.; Zhang, Q. On the importance of heat source model determination for numerical modeling of selective laser melting of IN625. Opt. Laser Technol. 2023, 158, 108806. [Google Scholar] [CrossRef]
- Allam, A.; Sugino, C.; Harding, M.; Bishop, D.P.; Erturk, A.; Ruzzene, M. Phased Array Ultrasonic Testing of Inconel 625 Produced by Selective Laser Melting. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2021, 4, 041006. [Google Scholar] [CrossRef]
- Wormald, S.; Clingenpeel, J.; Vincent, T.; Chaudhary, A. Integrated Computational Materials Engineering to Predict Dimensions for Steady-State and Transient Melt-Pool Formation in the Selective Laser Melting of Inconel 625. Integr. Mater. Manuf. Innov. 2021, 10, 348–359. [Google Scholar] [CrossRef]
- Teng, Q.; Li, S.; Wei, Q.; Shi, Y. Investigation on the influence of heat treatment on Inconel 718 fabricated by selective laser melting: Microstructure and high temperature tensile property. J. Manuf. Process. 2021, 61, 35–45. [Google Scholar] [CrossRef]
- Schmeiser, F.; Krohmer, E.; Wagner, C.; Schell, N.; Uhlmann, E.; Reimers, W. In situ microstructure analysis of Inconel 625 during laser powder bed fusion. J. Mater. Sci. 2021, 57, 9663–9677. [Google Scholar] [CrossRef]
- Zhou, L.; Peng, Z.; Chen, J.; Ren, Y.; Niu, Y.; Qiu, W.; Tang, J.; Li, Z.; Li, C. The evolution of microstructure and mechanical properties of Inconel 625 alloy fabricated by laser powder bed fusion via novel hybrid scanning strategy. Mater. Sci. Eng. A 2024, 911, 146925. [Google Scholar] [CrossRef]
- Li, B.; Sun, Y.; Du, J.; Xia, Y.; Su, G.; Zhang, Q. Comparison of Heat Source Model for Numerical Modeling of Selective Laser Melting of IN625 Superalloy. Trans. Nanjing Univ. Aeronaut. Astronaut. 2024, 41, 174. [Google Scholar]
- Moradi, M.; Pourmand, Z.; Hasani, A.; Moghadam, M.K.; Sakhaei, A.H.; Shafiee, M.; Lawrence, J. Direct laser metal deposition (DLMD) additive manufacturing (AM) of Inconel 718 superalloy: Elemental, microstructural and physical properties evaluation. Optik 2022, 259, 169018. [Google Scholar] [CrossRef]
- Angelastro, A.; Campanelli, S.L.; Casalino, G. Statistical analysis and optimization of direct metal laser deposition of 227-F Colmonoy nickel alloy. Opt. Laser Technol. 2017, 94, 138–145. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Input Parameters | Responses | ||
|---|---|---|---|---|
| Laser Power (W) | Hatch Distance (mm) | Microhardness (hv) | Roughness (µm) | |
| 1 | 200 | 0.1 | 448 | 9.9 |
| 2 | 150 | 0.1 | 449 | 10.3 |
| 3 | 200 | 0.3 | 425 | 11.9 |
| 4 | 175 | 0.2 | 422 | 11.5 |
| 5 | 200 | 0.2 | 436 | 10.7 |
| 6 | 150 | 0.3 | 406 | 13.2 |
| 7 | 175 | 0.3 | 418 | 12.5 |
| 8 | 150 | 0.2 | 408 | 11.8 |
| 9 | 175 | 0.1 | 452 | 10.2 |
| Elements | Ni | Fe | Mo | Nb | Co | Ta | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| % | 60 | 5 | 10 | 0.9 | 1 | 0.8 | 0.7 | 21 | 0.6 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 2266.78 | 5 | 453.36 | 9.90 | 0.0440 | significant |
| A-Laser Power | 322.67 | 1 | 322.67 | 7.04 | 0.0767 | |
| B-Hatch Distance | 1600.67 | 1 | 1600.67 | 34.94 | 0.0097 | |
| Laser Power × Hatch Distance | 81.00 | 1 | 81.00 | 1.77 | 0.2757 | |
| Laser Power2 | 5.56 | 1 | 5.56 | 0.1213 | 0.7507 | |
| Hatch Distance2 | 256.89 | 1 | 256.89 | 5.61 | 0.0987 | |
| Residual | 137.44 | 3 | 45.81 | |||
| Cor Total | 2404.22 | 8 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 10.17 | 5 | 2.03 | 120.03 | 0.0012 | significant |
| A-Laser Power | 1.31 | 1 | 1.31 | 77.11 | 0.0031 | |
| B-Hatch Distance | 8.64 | 1 | 8.64 | 509.90 | 0.0002 | |
| AB | 0.2025 | 1 | 0.2025 | 11.95 | 0.0407 | |
| A2 | 0.0200 | 1 | 0.0200 | 1.18 | 0.3568 | |
| B2 | 0.0000 | 1 | 0.0000 | 0.0000 | 1.0000 | |
| Residual | 0.0508 | 3 | 0.0169 | |||
| Cor Total | 10.22 | 8 |
| Parameter/Response | Goal | Lower Limit | Upper Limit | Importance | |
|---|---|---|---|---|---|
| Parameters | LP (W) | in range | 150 | 200 | 3 |
| HD (mm) | in range | 0.1 | 0.3 | 3 | |
| Response | SR (µm) | Minimize | 9.7 | 13.2 | 3 |
| Microhardness (hv) | Maximize | 400 | 500 | 3 | |
| Parameters | Response | ||||
|---|---|---|---|---|---|
| No. | Laser Power (W) | Hatch Distance (mm) | SR (µm) | Microhardness (hv) | |
| 1 | 200 | 0.300 | Predicted | 10.1 | 438 |
| 2 | 200 | 0.300 | Predicted | 10.2 | 435 |
| 3 | 190 | 0.200 | Predicted | 10.4 | 432 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahrjerdi, A.; Karamimoghadam, M.; Shahrjerdi, R.; Casalino, G.; Bodaghi, M. Optimizing Selective Laser Melting of Inconel 625 Superalloy through Statistical Analysis of Surface and Volumetric Defects. Designs 2024, 8, 87. https://doi.org/10.3390/designs8050087
Shahrjerdi A, Karamimoghadam M, Shahrjerdi R, Casalino G, Bodaghi M. Optimizing Selective Laser Melting of Inconel 625 Superalloy through Statistical Analysis of Surface and Volumetric Defects. Designs. 2024; 8(5):87. https://doi.org/10.3390/designs8050087
Chicago/Turabian StyleShahrjerdi, Ali, Mojtaba Karamimoghadam, Reza Shahrjerdi, Giuseppe Casalino, and Mahdi Bodaghi. 2024. "Optimizing Selective Laser Melting of Inconel 625 Superalloy through Statistical Analysis of Surface and Volumetric Defects" Designs 8, no. 5: 87. https://doi.org/10.3390/designs8050087