Abstract
We report on printed flexible micro-hotplates operating at high temperature at lower power consμmption than ever reported using aerosol jet printing of fine metallic conductor features. Efficient heating (i.e., 40 mW at 325 °C) was produced by reducing the effective heating area and substrates thickness. Gold (Au) nanoparticles solution was used for printing micro-hotplates of two different sizes, i.e., 500 × 500 μm2 and 300 × 300 μm2, on 50 μm- and 13 μm-thick PI substrates, respectively. Comsol simulations were used to optimize the thermal design of micro-hotplates. Their power consμmption at 325 °C was of 54 mW for the large hotplate and of 40 mW for the smaller design. These results validate the simple manufacturing of high temperature and power efficient flexible micro-hotplates for applications such as in portable gas and chemical sensors, thermal metrology, etc.
1. Introduction
Printing of functional materials on polymeric substrates is attractive for their potentials on developing electronic devices on areas larger than conventional wafer scale devices [1]. Printable electronics are unique as they can be developed on variety of substrates through additive manufacturing. The direct manufacturing of functional layers in a single-step make them unique and advantageous for reduced materials wastage and manufacturing cost. Different devices on flexible substrates have been developed so far including micro-hotplates, which are central to a range of different sensing applications [2,3]. Micro-hotplates are self-heating devices, working on the principle of Joule’s heating due to resistive structures.
Micro-hotplates on polymeric foils have unique properties such as lower thermal conductivities, mechanical flexibility and lightweight distinguishing them from silicon based devices [4,5]. Printing is preferred on foils for its simple and cost-effective manufacturing compared to state of the art photolithography and etching techniques. Silver based inks are usually practiced for printing micro-hotplates on flexible substrates [2,6], however, they have serious issues of oxidation and non-stability under high temperatures. Printing of a stable metal such as gold (Au) has been considered to allow better stability at variant conditions. Limited work has been reported on printed gold micro-hotplates on flexible substrates such as polyimide (PI). One such approach was based on an inkjet printed heater on the backside of a 50 µm-thick substrate with an effective area larger than 2 mm2 [2,6]. This increases significantly the power consμmption desired to be as minimμm as possible for applications in miniaturized portable devices [6]. Therefore, focus in this research is on minimizing the dimensions of the hotplates by reducing the effective area as well as the substrate thickness, targeting a minimμm power consμmption for the printed micro-hotplates.
2. Materials and Methods
PI substrates were selected in this study for their lower thermal conductivity and good thermal stability (typical glass transition (Tg) ≥ 400 °C). To further increase the operation window, thermally stable (i.e., Tg ≥ 500 °C) PI substrate i.e. Upilex-50S, 50 µm in thickness was used. Kapton HN with a lower Tg of ~300 °C was used as PI substrate with a reduced thickness of 13 µm. Substrates were cleaned following a standard cleaning protocol of rinsing in acetone, isopropanol and deionized water, 5 min each step respectively, followed by nitrogen drying after each step.
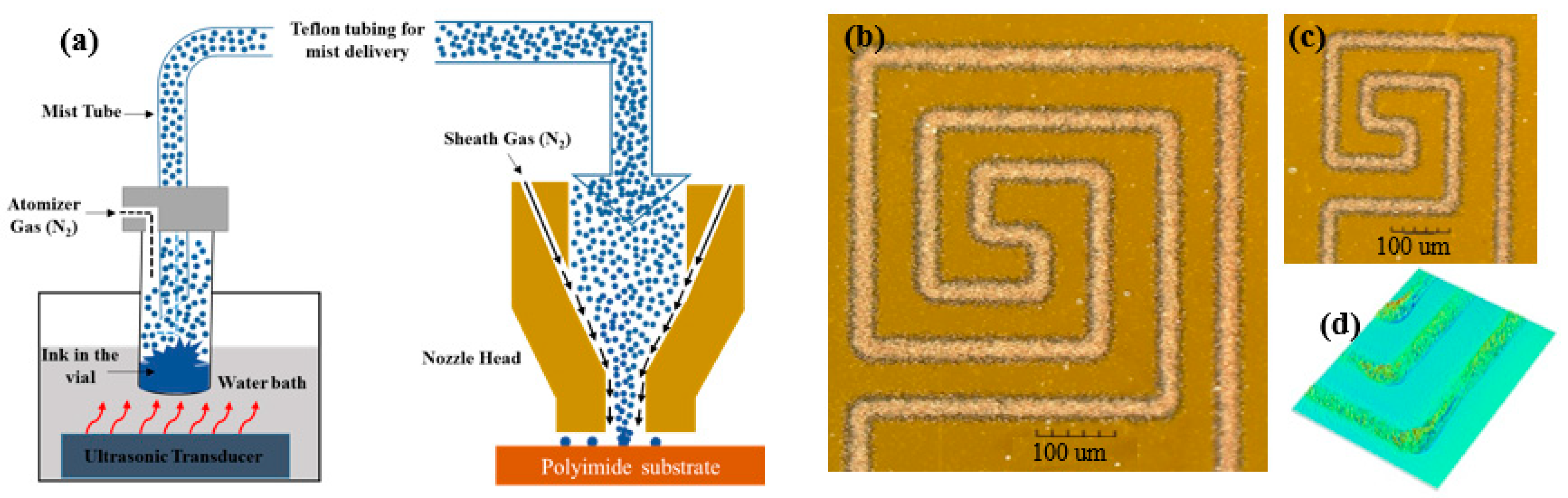
Gold (Au) nanoparticle solution obtained from Fraunhofer (IKTS) was used to print the micro-hotplates. Solution properties such as nanoparticle size (<50 nm), viscosity (<10 cP) and surface tension (30 ± 3 mN/m) were adjusted according to the requirements of the ultrasonic aerosol jet printing. An aerosol mist of micro-droplets is generated in the ink container as a result of ultrasonication as shown in schematics of Figure 1a. The atomized micro-droplets are entrained in the gas supplied in the ink chamber, which are driven to the nozzle printhead. Sheath gas flow is applied at nozzle to converge the mist stream into the center of the nozzle resulting in higher resolution printing. Stage temperature was kept at 45 °C and printing speed at 1 mm/s. Three printing passes were carried out without any inter-delay in the printing cycles. Printed patterns were sintered initially at 120 °C for 1 h, followed by a second sintering step at 250 °C for 4 h. Four different devices i.e., 1A, 1B, 2A and 2B were printed as sμmmarized in Table 1.
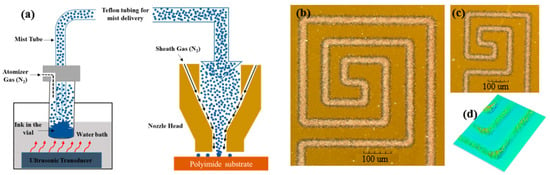
Figure 1.
(a) Schematic of Ultrasonic Atomizer jet printing system; (b) Double meander micro-hotplate 500 × 500 µm2; (c) 300 × 300 µm2; (d) Optical graph of surface profile.

Table 1.
Summary of devices printed using Aerosol Jet printing.
3. Results and Discussion
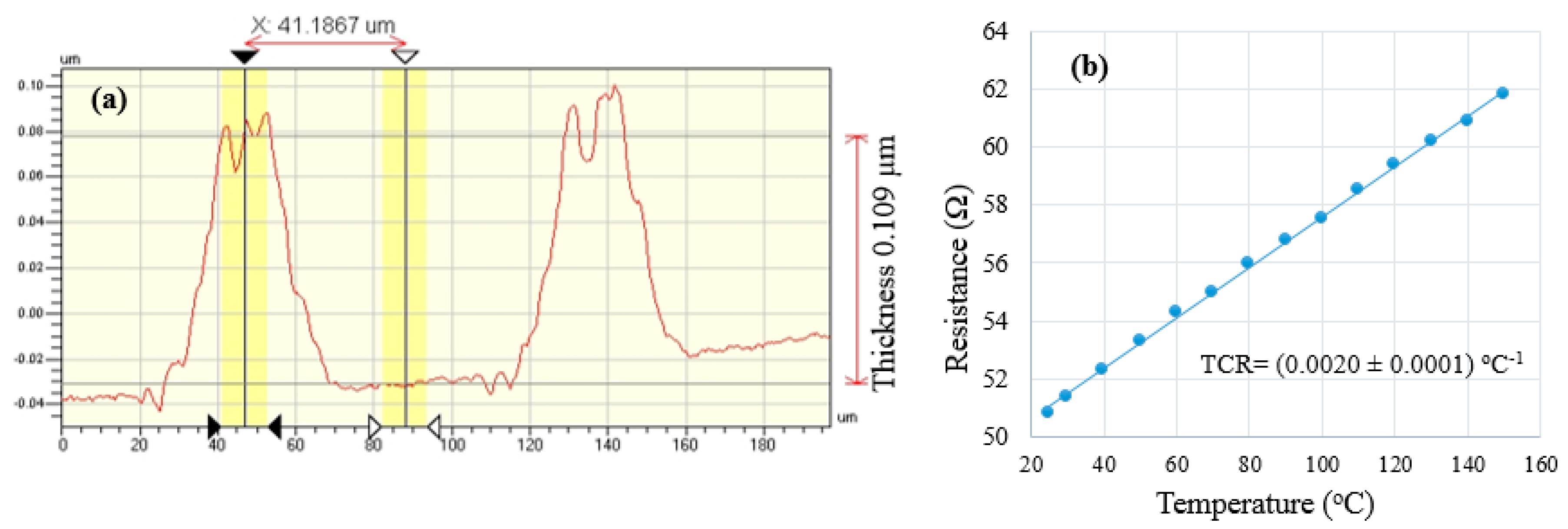
Figure 1b–d show optical micrographs of printed double meanders and surface profile of micro-hotplates, respectively. Patterns with line-widths in the range of 25 ± 2 µm were printed repeatedly without any significant variations. Edge uniformity of printed patterns is maintained albeit multiple printing cycles. Three printing passes are performed at a speed of 1 mm/s, resulting into patterns with thickness between 100–150 nm (each layer), as shown in Figure 2a. To use as micro-hotplates, printed metal patterns need to have a certain resistance, which is achieved through proper adjustment of printing parameters such as printing speed and nμmber of passes etc.

Figure 2.
(a) Optical profilometry of the printed Au printed patterns; (b) Resistance as a function of temperature (TCR) for Au micro-hotplates on PI, (TCR = 0.0020 ± 0.0001/°C).
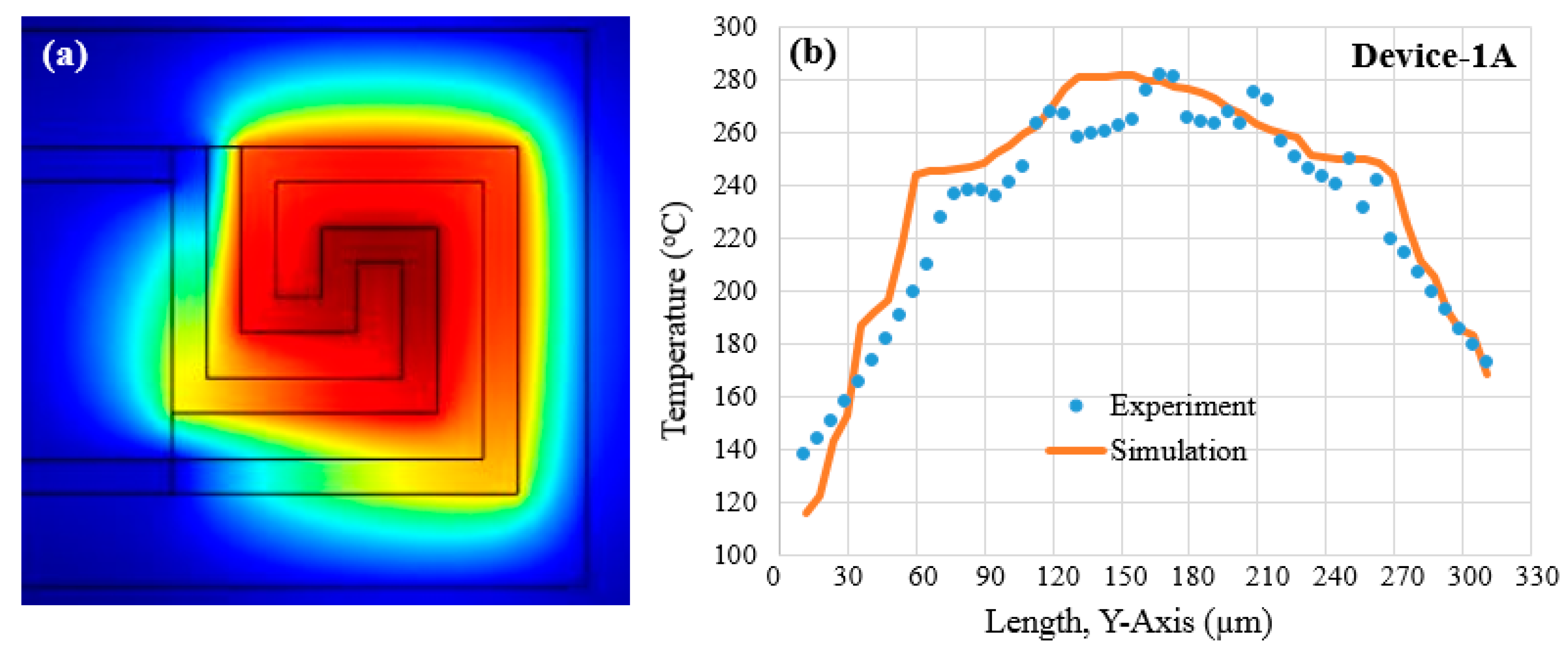
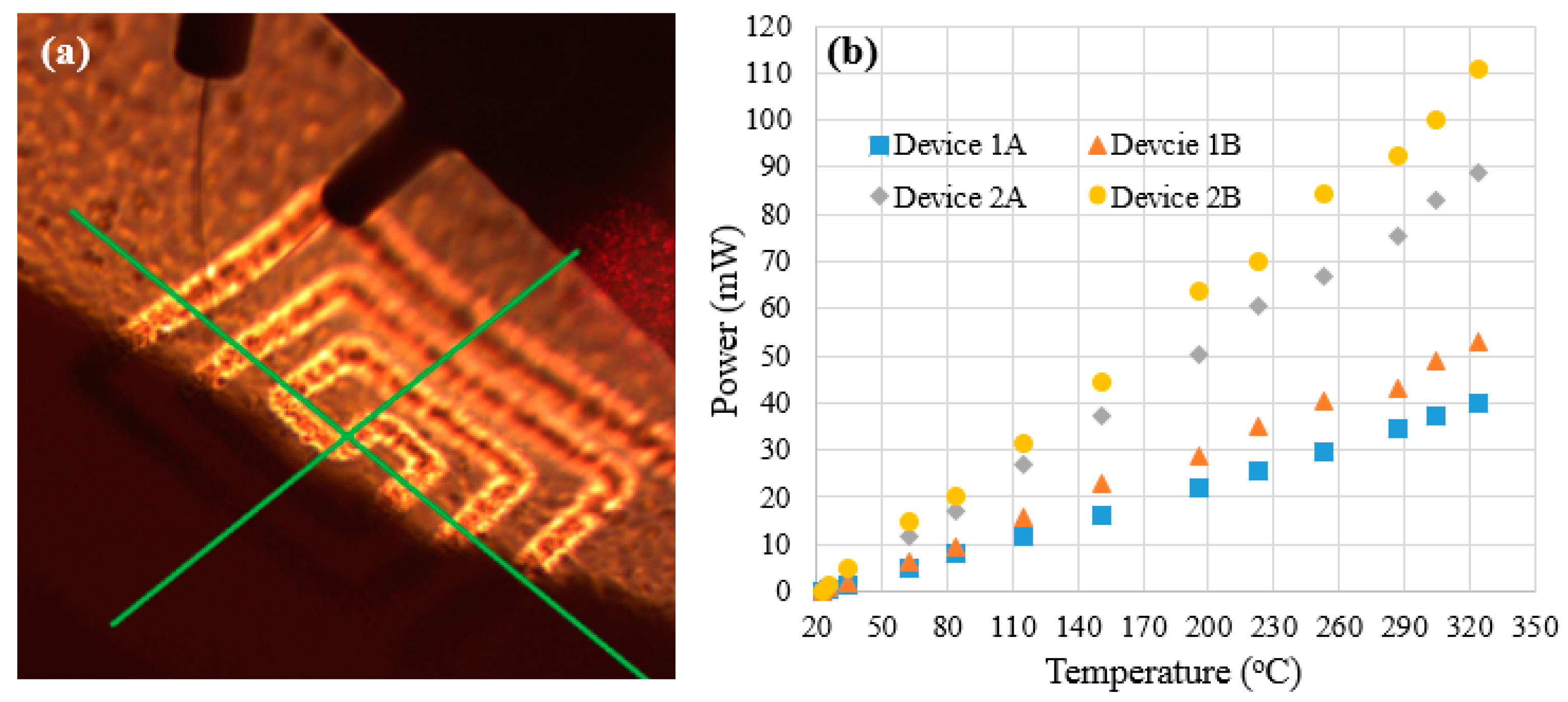
Figure 2b presents the temperature coefficient of resistance (TCR) i.e., 0.0020 ± 0.0001/°C for Au printed patterns, which is lower than the TCR value of standard gold (i.e., 0.003/°C). Designs of the micro-hotplate were optimized through simulations using Comsol Multiphysics. Figure 3a,b show thermal graph at 270 °C and temperature distribution respectively for representative micro-hotplate i.e., 1A. Figure 3b shows a good match between the simulated and experimental results (Ref: Figure 5b for experimental graphs) for temperature distribution produced at 28 mW of power along y-axis for device 1A. Similar results along x- and y-axis were observed for other three devices as well. Scanning thermal (STh) microscopy was performed for the evaluation of thermal properties of micro-hotplates. Figure 4a,b shows optical image of a micro-hotplate with the scanning thermocouple and sμmmarized experimental results of power consμmption against temperature.
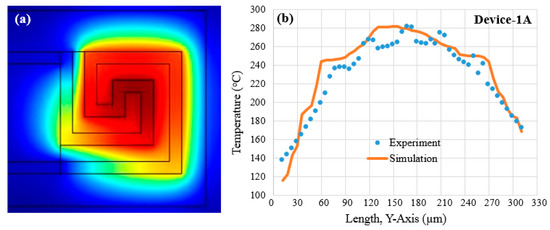
Figure 3.
(a) Representative simulation of double meander micro-hotplate (device 1A), 281 °C at 28 mW; (b) Temperature distribution along y-axis for simulated and experimental values of micro-hotplate “1A” at 281 °C.
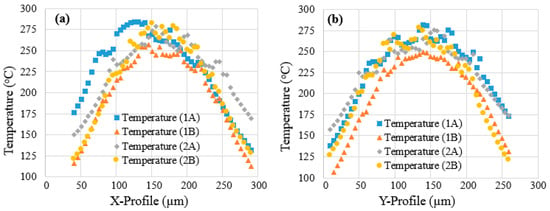
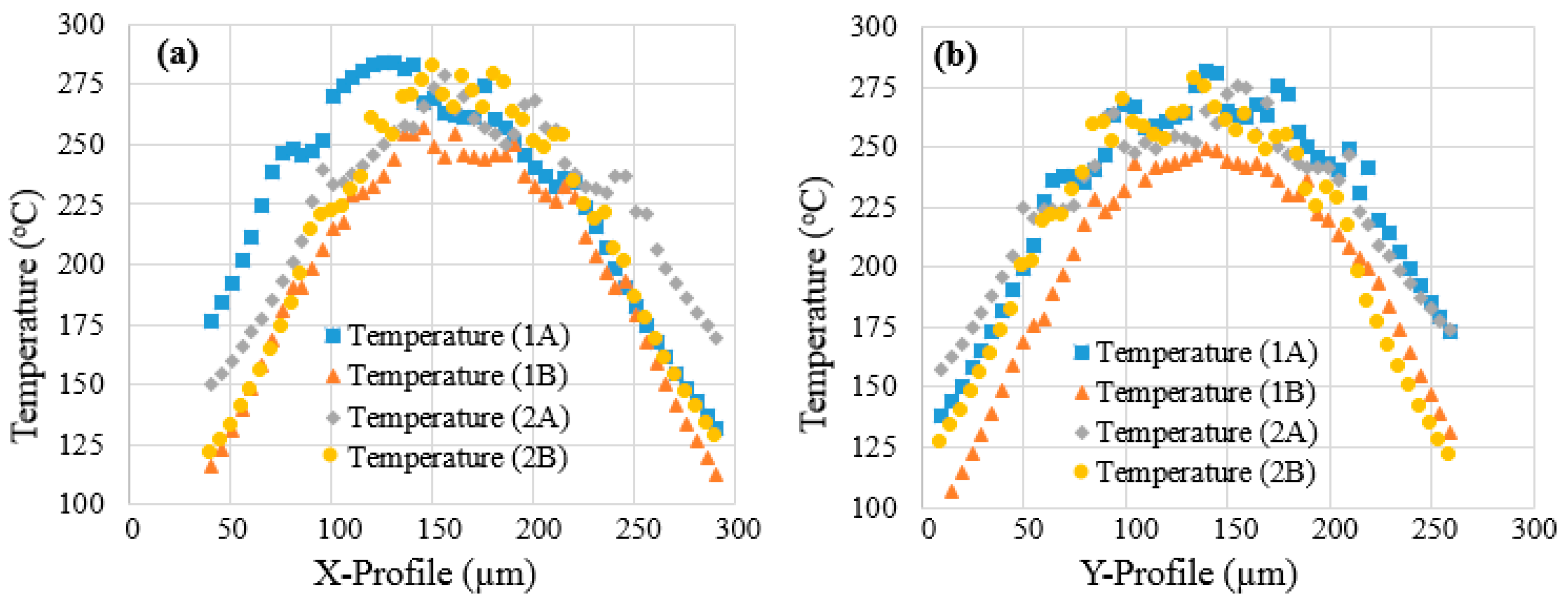
Figure 5.
Experimental values of temperature distribution at 270 °C on (a) x-axis (b) y-axis of micro-hotplates.

Figure 4.
(a) Thermal scanning for temperature measurement, (b) Power consμmption against temperature.
Comparing results in graph (Figure 4b) of the four devices i.e., 1A, 1B, 2A and 2B show that at 325 °C, the observed power consμmption are 40 mW, 54 mW, 93 mW and 111 mW, respectively. These results verify the significant reduction in power consμmption by reducing the size of micro-hotplate accompanied by the thickness of the substrate. Good thermal distribution along x- and y-axis is observed as shown in Figure 5a,b respectively. The slight asymmetry in the temperature distributions along x- and y-axes, observed also in simulations results (Figure 3), require improvement in the designs, which will be carried out according to applications.
4. Conclusions
Miniaturized printed micro-hotplates were developed on flexible substrates by using high resolution aerosol jet printing of Au nanoparticles solution. Two differently sized (500 × 500 and 300 × 300 µm2) micro-hotplates were fabricated on PI substrates of two different thicknesses (50 and 13 µm). Micro-hotplate designs were optimized with support of Comsol simulations. Processing parameters of the aerosol jet printer were optimized for fine patterning of Au solution with repeatable printing resolutions. Thermal properties such as TCR, temperature response against power consμmption and temperature distribution along the x- and y-axis of the micro-hotplates were presented. Higher temperature at reduced powers (i.e., 325 °C at 40 mW) are reported for printed micro-hotplates on flexible substrates. Thermal efficient hotplates working at high temperature and with good temperature distribution will have significant contribution in applications such as gas and flow sensing, thermal metrology, localized or distributed heating, microfluidics and lab on a chip.
Acknowledgments
This work was supported by the European Commission Seventh Framework Program (FP7-NMP-2013-LARGE-7) under grant agreement QUANTIHEAT (GA No. 604668).
Conflicts of Interest
The authors declare no conflict of interest. The founding sponsors had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, and in the decision to publish the results.
References
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for printing sensors and electronics over large flexible substrates: A review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Danesh, E.; Molina-Lopez, F.; Camara, M.; Bontempi, A.; Quintero, A.V.; Teyssieux, D.; Thiery, L.; Briand, D.; de Rooij, N.F.; Persaud, K.C. Development of a new generation of ammonia sensors on printed polymeric hotplates. Anal. Chem. 2014, 86, 8951–8958. [Google Scholar] [CrossRef] [PubMed]
- Mattana, G.; Briand, D. Recent advances in printed sensors on foil. Mater. Today 2016, 19, 88–99. [Google Scholar] [CrossRef]
- Courbat, J.; Canonica, M.; Teyssieux, D.; Briand, D.; de Rooij, N. Design and fabrication of micro-hotplates made on a polyimide foil: Electrothermal simulation and characterization to achieve power consμmption in the low mW range. J. Micromechan. Microeng. 2010, 21, 015014. [Google Scholar] [CrossRef]
- Briand, D.; Oprea, A.; Courbat, J.; Bârsan, N. Making environmental sensors on plastic foil. Mater. Today 2011, 14, 416–423. [Google Scholar] [CrossRef]
- Rieu, M.; Camara, M.; Tournier, G.; Viricelle, J.-P.; Pijolat, C.; de Rooij, N.F.; Briand, D. Fully inkjet printed SnO2 gas sensor on plastic substrate. Sens. Actuators B Chem. 2016, 236, 1091–1097. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).