1. Introduction
Additive manufacturing (AM) excels by allowing for the creation of complex shapes, without the conventional steps and expenses associated with tooling, dies, or casting molds. Direct metal deposition (DMD) is an AM process using a laser as the heat source for melting and depositing metal, as reviewed in [
1,
2]. According to Thompson et al. [
1], DMD offers rapid production, enabling shape optimization for cost reduction, weight reduction, and enhanced component functionality. Korsmik et al. [
3] claimed that DMD deposits material with a minimal heat-affected zone (HAZ), good material density, and strong metallurgical bonding. DMD is commonly used in the energy and aerospace industries, where high-value components are repaired and built. In recent years, complex and large parts, such as impellers [
4], propellers [
3], or pistons [
5], have been built using DMD.
Despite the advantages derived from AM technology, there are still a lot of unresolved obstacles that limit the application, such as process instabilities [
6], defect formations [
7], anisotropic mechanical properties [
8], residual stresses [
9,
10], and distortions [
10,
11]. After the buildup, all of these print failures lead to scrap, which is very time and cost intensive. The most prominent defect is distortion, especially in large parts, that can be orders of magnitude larger than the post-machining accuracy. It is common that additively manufactured parts are post-processed by annealing, as presented in [
12,
13], to target traditional material properties such as improved ductility. Above the yield point at elevated temperature, residual stresses are transformed via plastic deformation, as described in [
14,
15]. However, if the cooling and heating cycles are conducted too fast, further stresses can be induced.
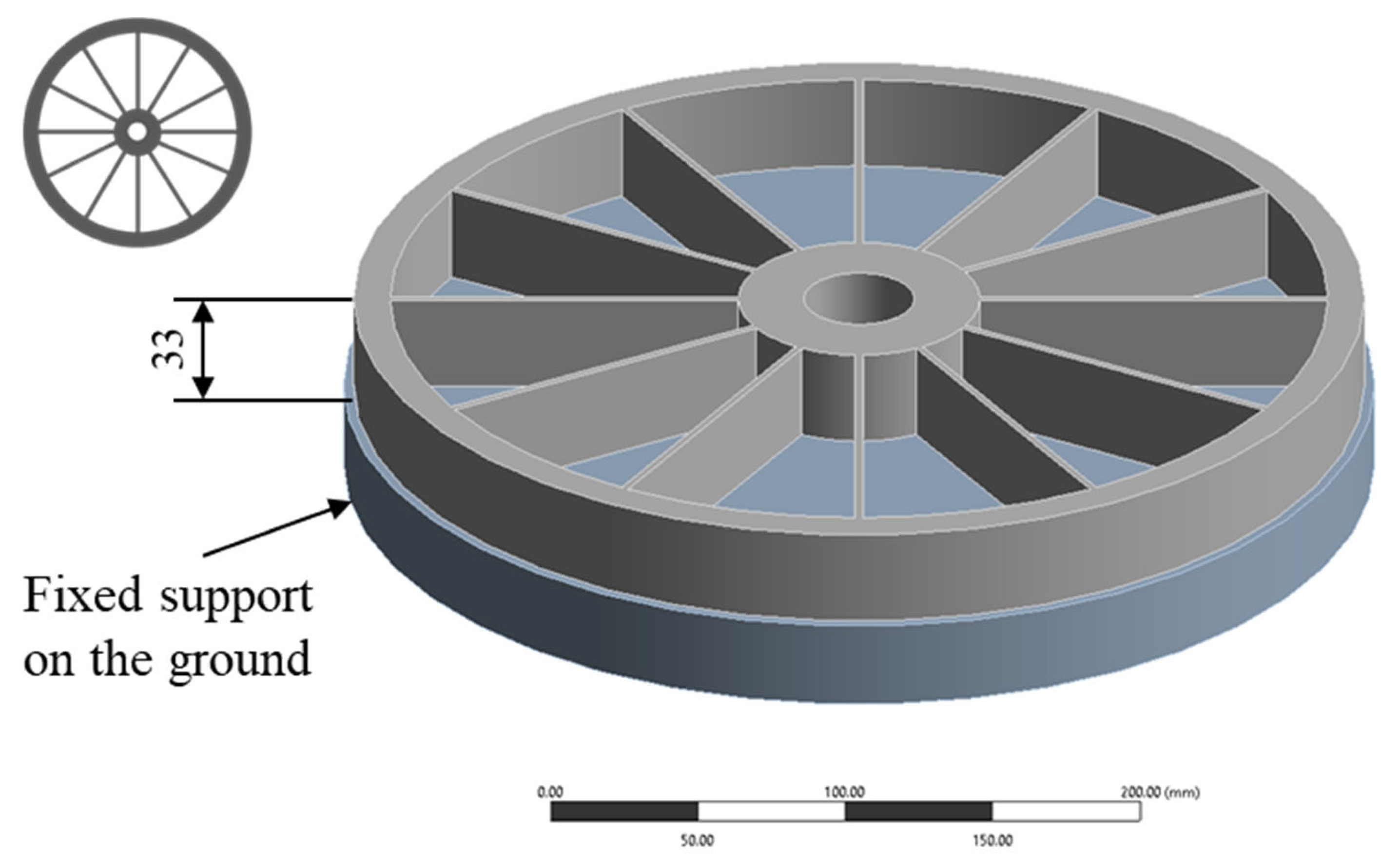
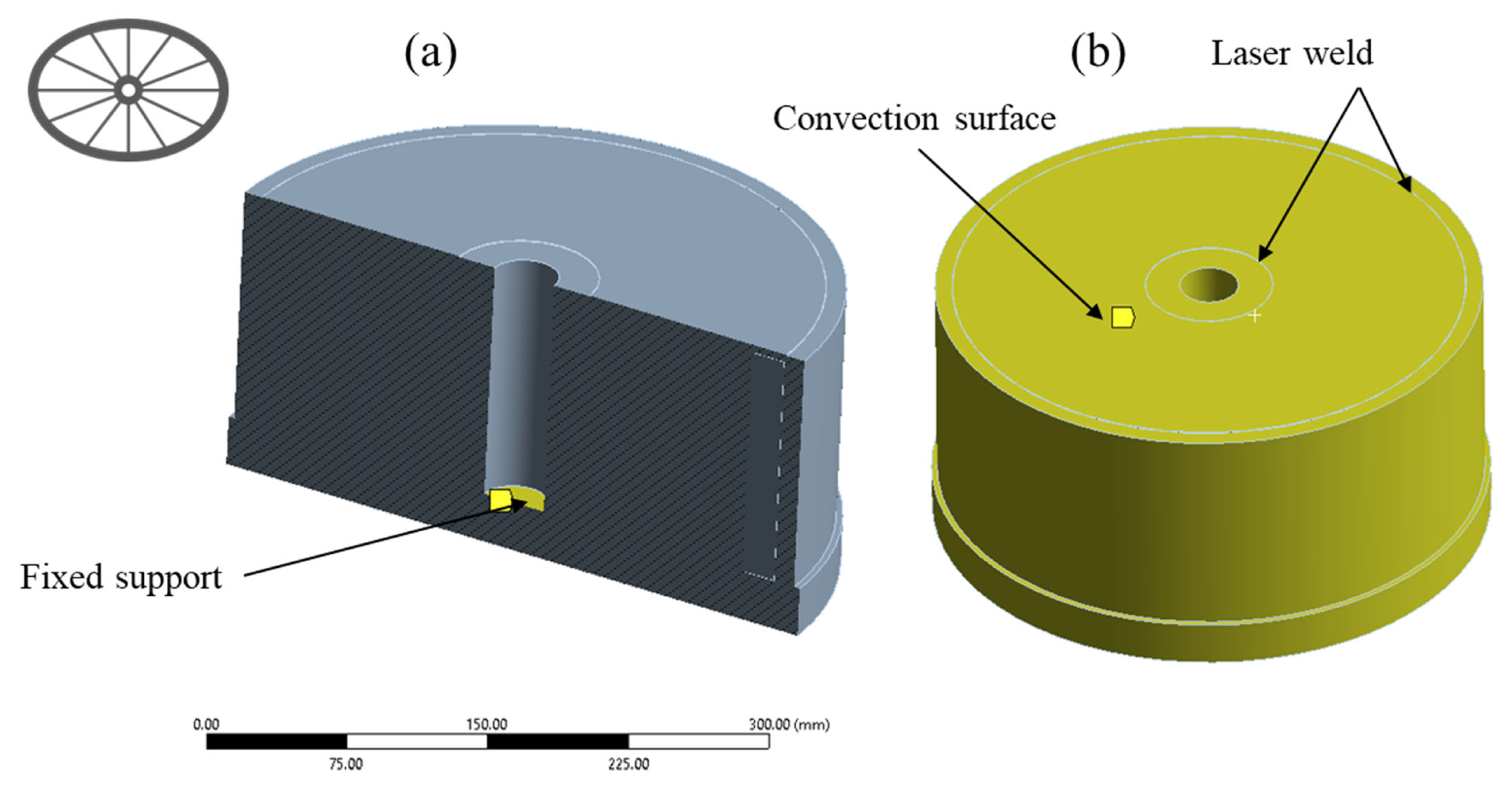
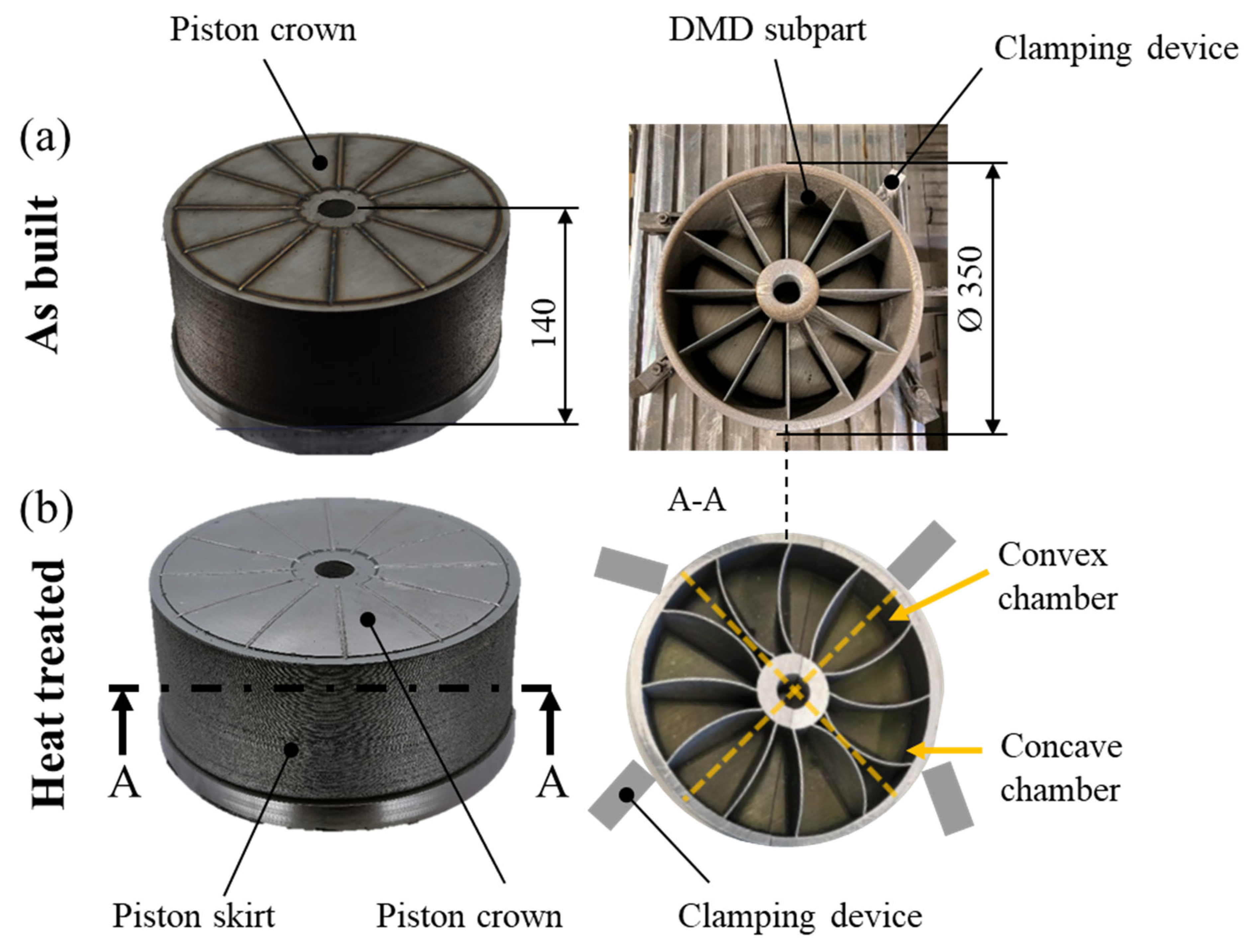
In a previous study, Dey et al. [
5] successfully produced a piston for a gas compressor through DMD and laser welding using martensitic steel. The prototype was characterised by a massive outer wall and core interconnected by thin walls. The piston was completely sealed from both sides. The main manufacturing steps were as follows: (i) additively manufacturing the DMD subpart on a substrate, (ii) laser welding a conventionally manufactured piston crown on top of the DMD subpart, and (iii) annealing of the final prototype. The piston design and its thin walls are exposed to a high risk of buckling. In most cases, the focus is rather on the critical buckling load instead of the behaviour of the distortion pattern since this is less measurable. The piston is used as a case study to analyse the buckling distortion of a large part of soft martensitic steel, including the process history. To solve buckling, analytical approaches can be used, as described by Meyer [
16], to calculate the critical load. Furthermore, linear or nonlinear eigenvalue analysis including imperfections can be employed to predict the distortion shape, as presented in [
17]. Malekjafarian et al. [
18] previously investigated the buckling capacity of additive manufactured parts experimentally.
To investigate, predict, and reduce part distortion, it is important to understand the origin of distortions. Gray et al. [
19] reviewed analytical models of welding distortion based on the thermo-mechanical effects in thin-plate fabrication. They stated that the main global thermo-mechanical effects that drive distortion depend more on the thermal fields in the solid region, where the thermal fields are much smaller than in the welding zone and well below the melting point. Unlike a simple welding problem, the inherent strain in DMD is influenced by evolving mechanical boundaries and geometry as additional material is deposited in each layer.
If the residual stresses exceed the yield stress, the stresses are relieved by plastic deformation, as explained in [
15]. This distortion can be used as an inexpensive and fast assessment of the amount of residual stresses in the part, described by Mishurova et al. [
20], who extensively researched the distortion of additive manufactured structures. However, the distortion is primarily impacted by the geometry and the thermal expansion of geometrical features, resulting in specific patterns or shapes that prove difficult to quantify. There are two common types of stress measurement methods according to [
21], either destructive by stress relaxation or non-destructive by measuring atom distances. The non-destructive methods have the advantage of specimen preservation, but they require detailed calibrations, relatively expensive equipment, and measuring effort for reliable results. In comparison, the destructive residual stress measurement methods generally require much less effort because they measure fundamental quantities, such as displacements or strains, thus giving them a wide range of application. The basic principle is to determine the residual stresses from the displacements measured as some stressed material is cut or removed from the specimen. The challenge of this method is that the stress is removed from one part of the specimen while the measurements are made in a different part. This feature significantly complicates the quantification. However, tomography is a common method to compare the actual geometry with the nominal geometry qualitatively. X-ray diffraction (XRD), on the other hand, is a valid non-destructive method to measure residual stresses based on the lattice spacing but only in a limited region of the part, as studied by Li et al. [
22]. The experiments depend on the shape and size of the components, the nature of the stresses measured, sample preparation, and accuracy of XRD, as described in [
23].
According to the small deformation theory, described in [
24], the total strain (elastic and plastic) of an additively manufactured, laser-welded, and heat-treated martensitic steel part can be decomposed into several components, described by Equation (1),
where ε
V escribes the volumetric strain induced by phase transformation, ε
DMD the strain due to DMD buildup, ε
LW the strain due to laser welding, and ε
HT the strain due to heat treatment. Furthermore, the alternating heating can cause an accumulation of plastic strain.
In DMD simulations, it is very challenging to reconstruct the thermal history since the moving heat source and continuously changing geometry during buildup cause spatial and time-dependent variations in temperature. In practice, thermal field calculations can be carried out using finite-element (FE) numerical models, in which nonlinear thermal properties, boundary conditions, and the real part geometry can be considered. However, it should be mentioned that thermo-mechanical analysis is more difficult than the purely thermal aspects, due to the complicated interaction of thermal and mechanical strains. According to Hajializadeh and Ince [
25], all of the modelling approaches consist of nonlinear thermo-mechanical analysis. Decoupled approaches are usually preferred since the analysis time is significantly lower compared to coupled approaches, and the difference in results is negligible, as demonstrated in [
26,
27]. An incremental deposition of the material requires certain techniques in numerical analysis. The three most common methods are quiet element [
28], inactive element [
29], and hybrid activation [
26,
30]. In the quiet element activation method, the final geometry of the part is already present in the model prior to simulation. The material properties of those non-deposited elements (or layers) are scaled down in such a way that they are not considered anymore. However, this can lead to an ill-conditioned stiffness matrix, and the large number of inactive elements at the beginning increases the number of equations to solve. A common approach for DMD simulation is the inherent strain method, in which the model is discretised in three different scales (micro, meso, and macro), as presented in [
31]. The result of the microscale model is the thermal history of a small cubic heat source based on a fully thermal analysis of the first layers. The small cubes are implemented as a fully coupled thermo-mechanical model, considering the layers and hatch distance. Afterwards, the resulting strain components are imposed on the thermoelastic macroscale model.
Although distortion simulations can be used to avoid cost-intensive trial-and-error approaches, most of the models are limited to simple geometries or sizes such as rectangles [
32,
33] and thin walls [
34,
35,
36]. The reasons are extensive computational time and convergence errors on today’s software and computers. Furthermore, the calculation stability suffers from the high number of contact bodies in the model, and the general modelling effort is high [
37]. Appropriate assumptions and simplifications have to be made for modelling distortion. Nevertheless, Biegler et al. [
38] presented a study on simulating a turbine blade with a size of 75 mm × 20 mm × 50 mm. In their study, the whole component mesh is kept in one piece, and the fully transient, layer-by-layer material deposition is implemented via element sets. However, they did not consider the post-heat treatment in their model.
Kang and Rong [
39] presented an analytical and numerical model to describe the heating process in heat treatment furnaces. They mainly described the radiation, convection, and conduction, depending on the location in the furnace. Furthermore, Deshpande [
14] simulated butt joint welding and post-weld heat treatment using commercial software but was limited to a simple single-track study. Berglund et al. [
40], on the other hand, modelled welding and stress relief heat treatment for an aero engine component but did not investigate a 3D but an axi-symmetrical model. Simulating large-scale parts becomes more time consuming since the parts are more susceptible to larger distortion. Huang et al. [
24] presented a study on the large-scale simulation of residual stress and distortion by implementing adaptive mesh refinement and other methods. The assumptions of nonlinearity (distortion, material, and contact) described by Deng and Murakawa [
41] are the basis for DMD process simulations.
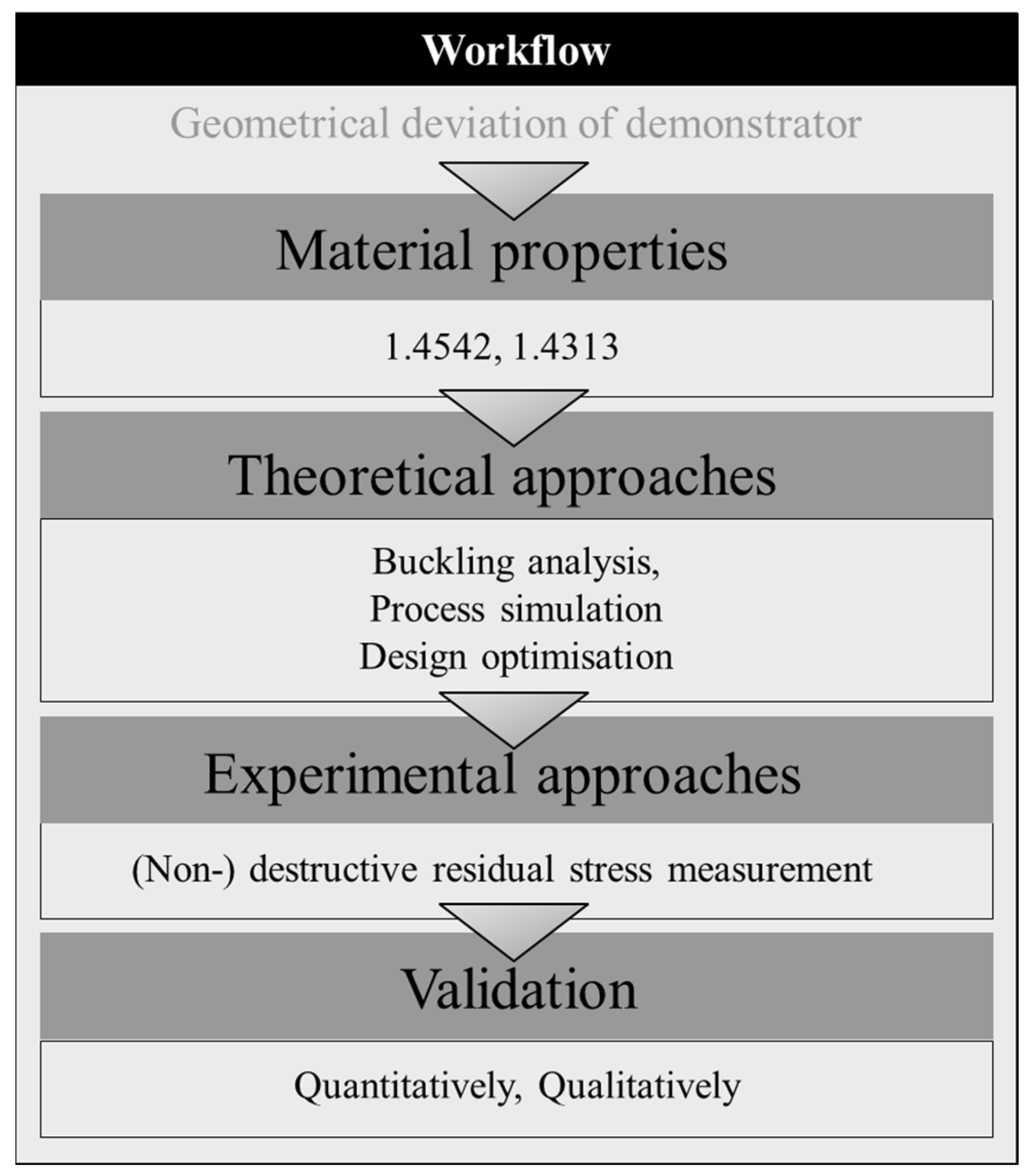
This study investigates the distortion behaviour of a large and complex-shaped part, including the part geometry, the DMD process, and the post-heat treatment. As discussed, in previous numerical research approaches and the inherent challenges, investigating the process history of a complex part produced by DMD, laser welding, and the heat treatment is very challenging. This study presents a method to predict the distortion of an additively manufactured piston, in which the piston crown was conventionally manufactured and joined by laser welding and, finally, heat treated. For this, two different numerical main approaches were developed, consisting of different subsets to test assumptions. The overarching goal is to understand the present distortion of the final prototype and to ensure geometrical integrity in the second manufacturing iteration.
4. Discussion
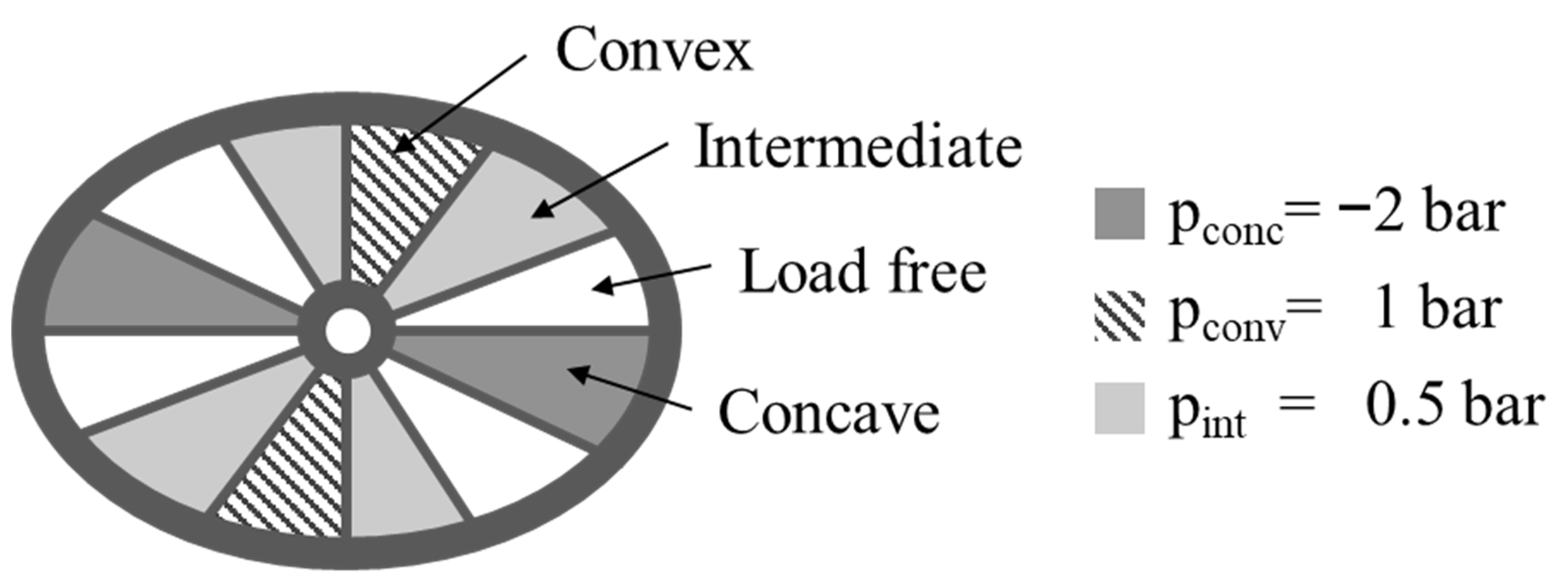
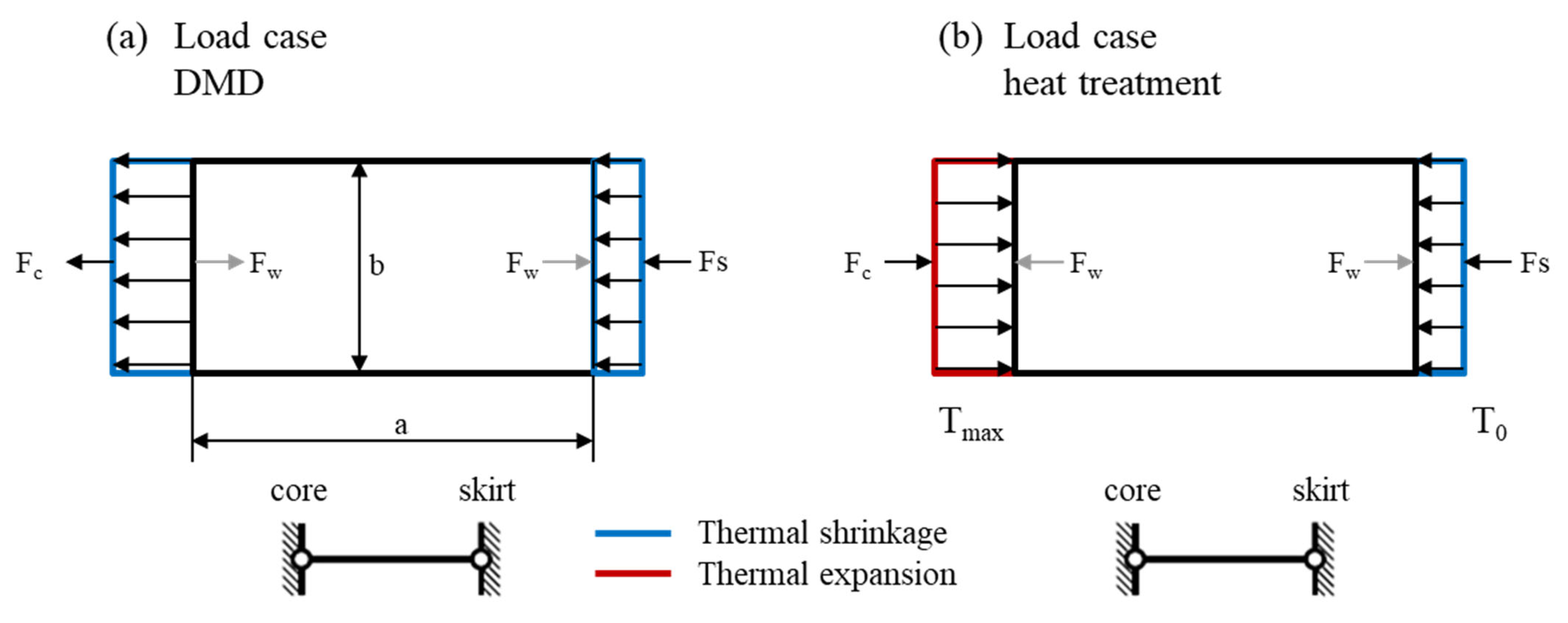
The applied double-weld strategy to weld the piston crown always started at the same side of the thin wall. The welding caused the buckling of each wall towards the same direction. Furthermore, the heat-affected zone of the welding zone is limited to the piston crown and does not explain the convex/concave distortion of the piston skirt. Therefore, it is unlikely that the laser welding process affected the distortion pattern.
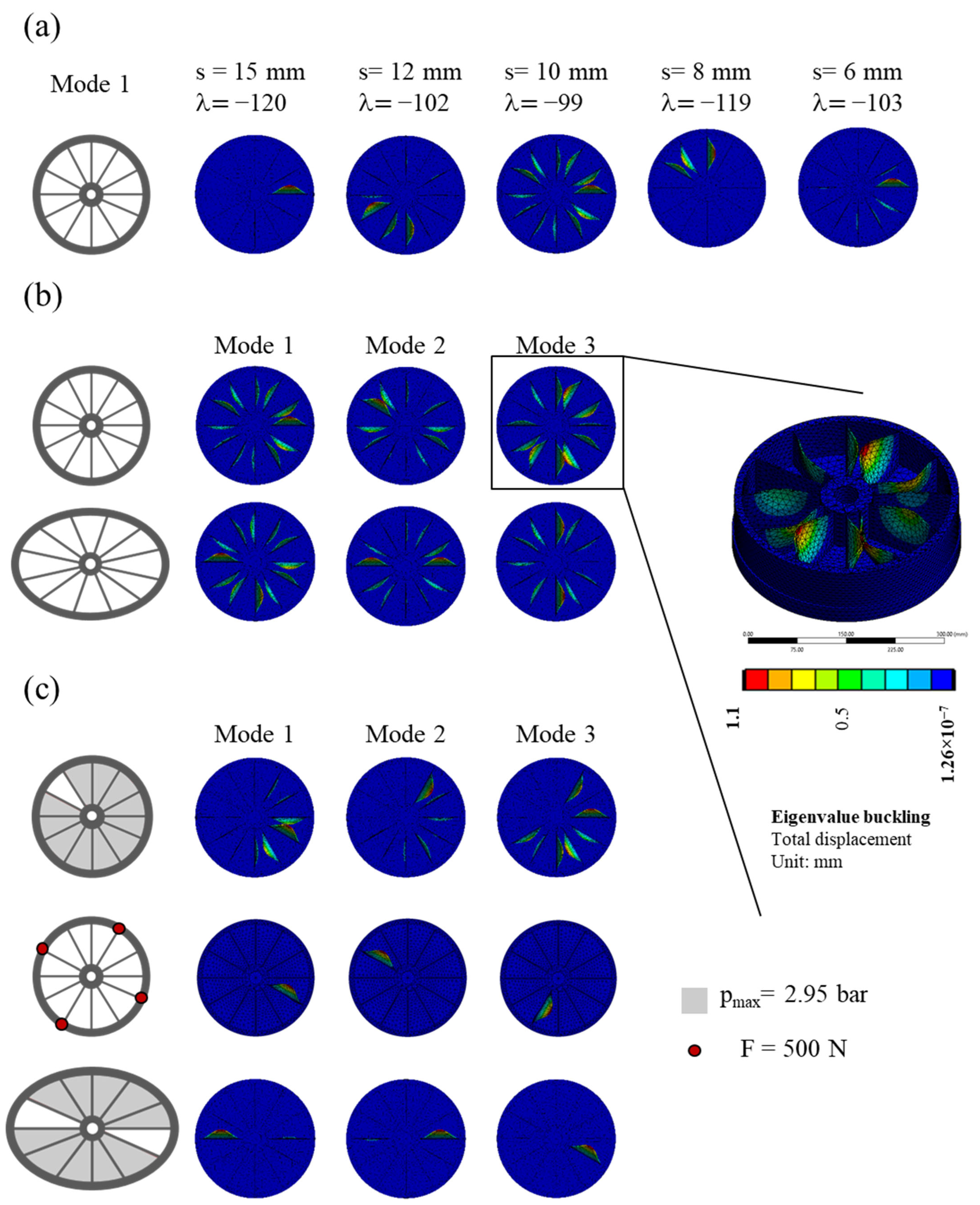
The eigenvalue buckling analysis could not be validated considering the first three modes. According to Uzun [
51], the as-printed body is under the influence of high-magnitude thermal cycles that result in highly complex distribution of eigenstrains, which are impossible to predict with simplified assumption regular functions. Further modes and residual stresses should be considered in future to achieve the desired displacements and symmetrical distortion patterns. A possible explanation for the symmetry is the clamping devices causing anticlastic bending. It appears when a sheet material is bent, as outlined in [
52,
53]. In the present study, the mechanical load was induced by the thermal shrinkage of the massive outer piston skirt putting pressure on the piston crown. Anticlastic bending is characterised by a transverse and longitudinal axis, which could explain the formation of convex and concave chambers. Further analysis is required to simulate anticlastic bending of a complex structure. Moreover, the inherent residual stresses of the conventional manufactured piston crown might have contributed to the distortion behaviour.
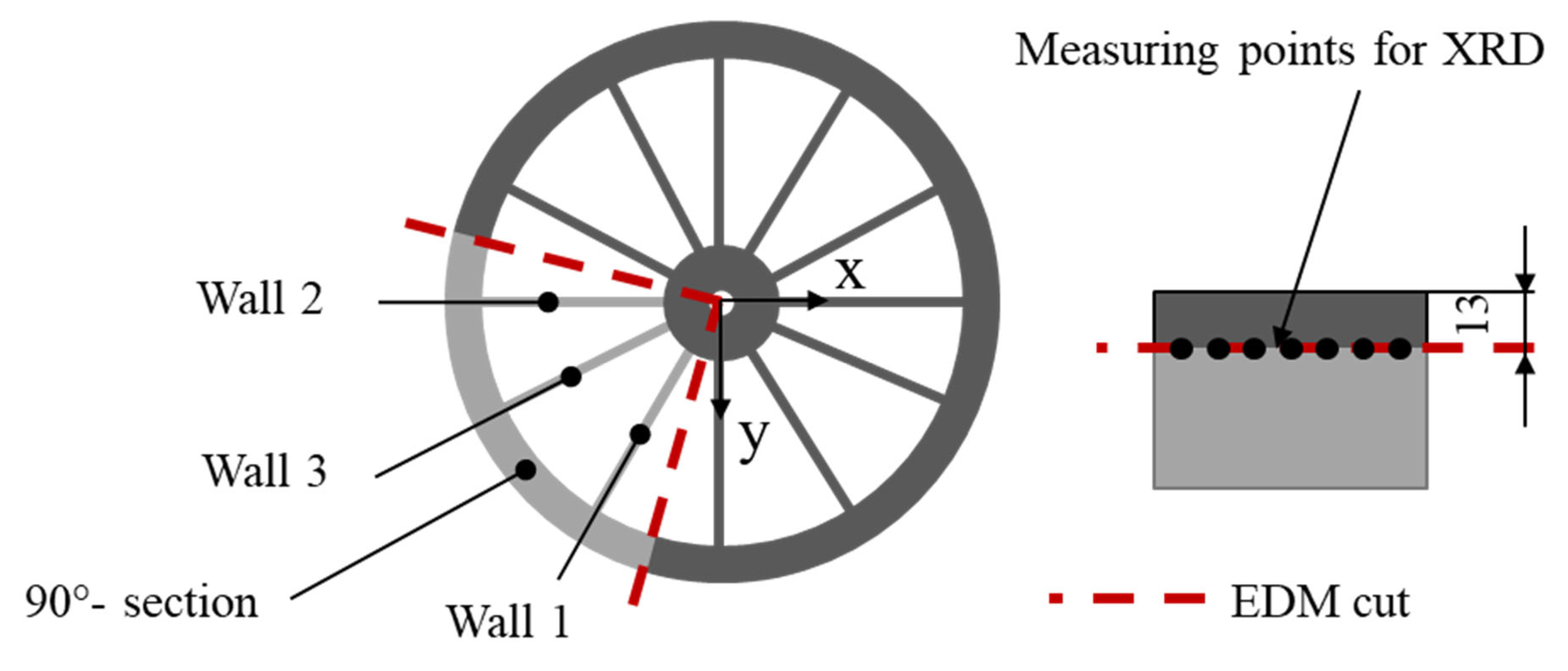
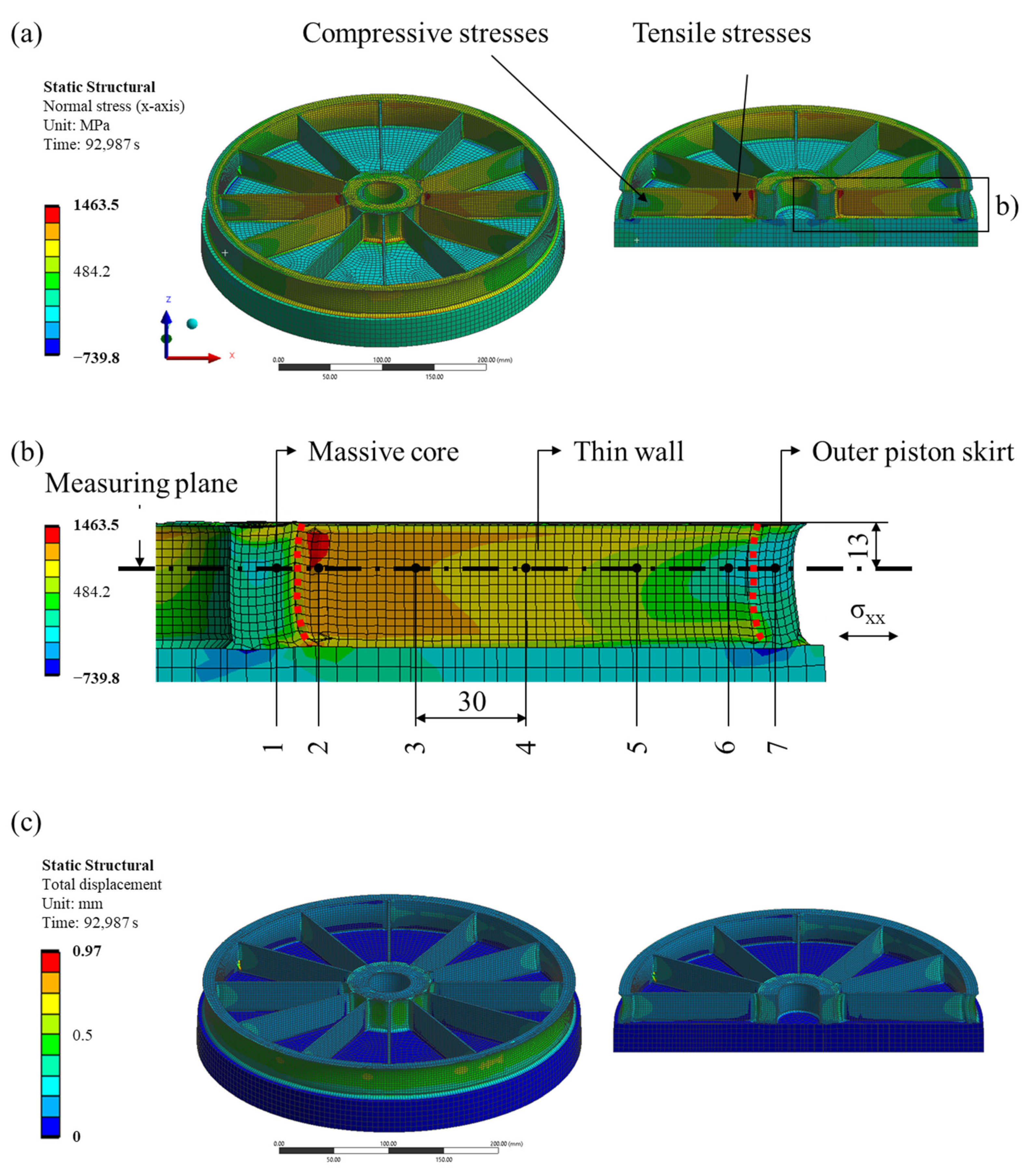
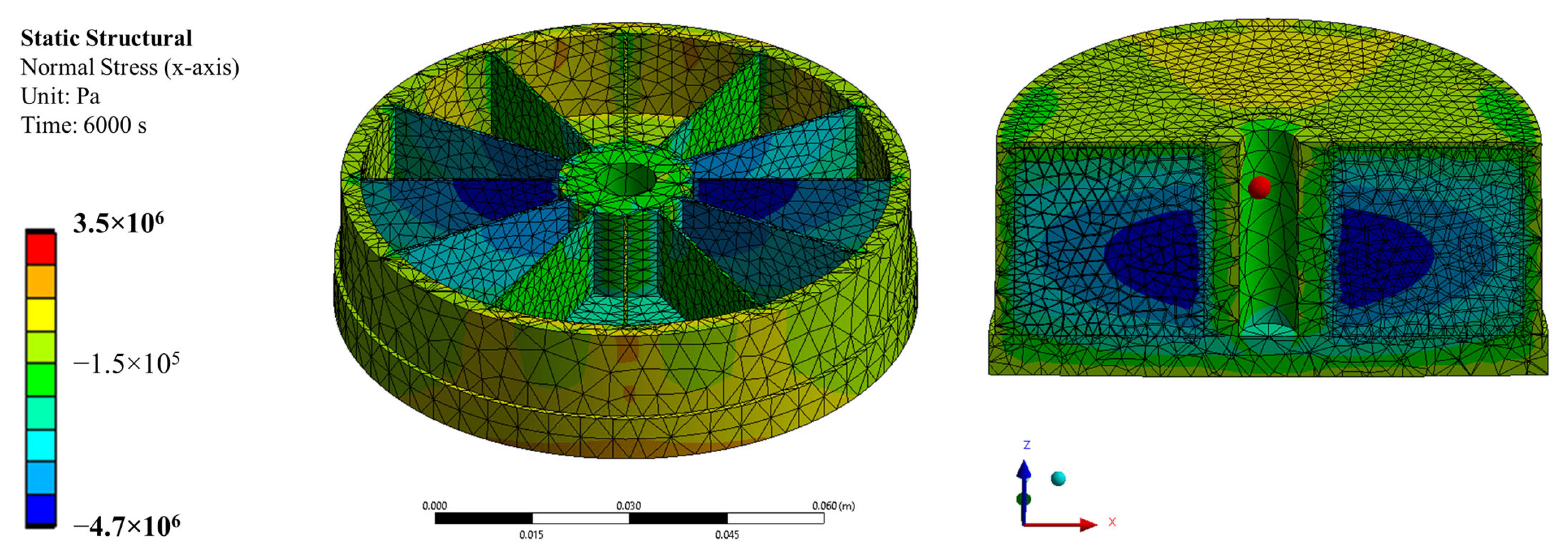
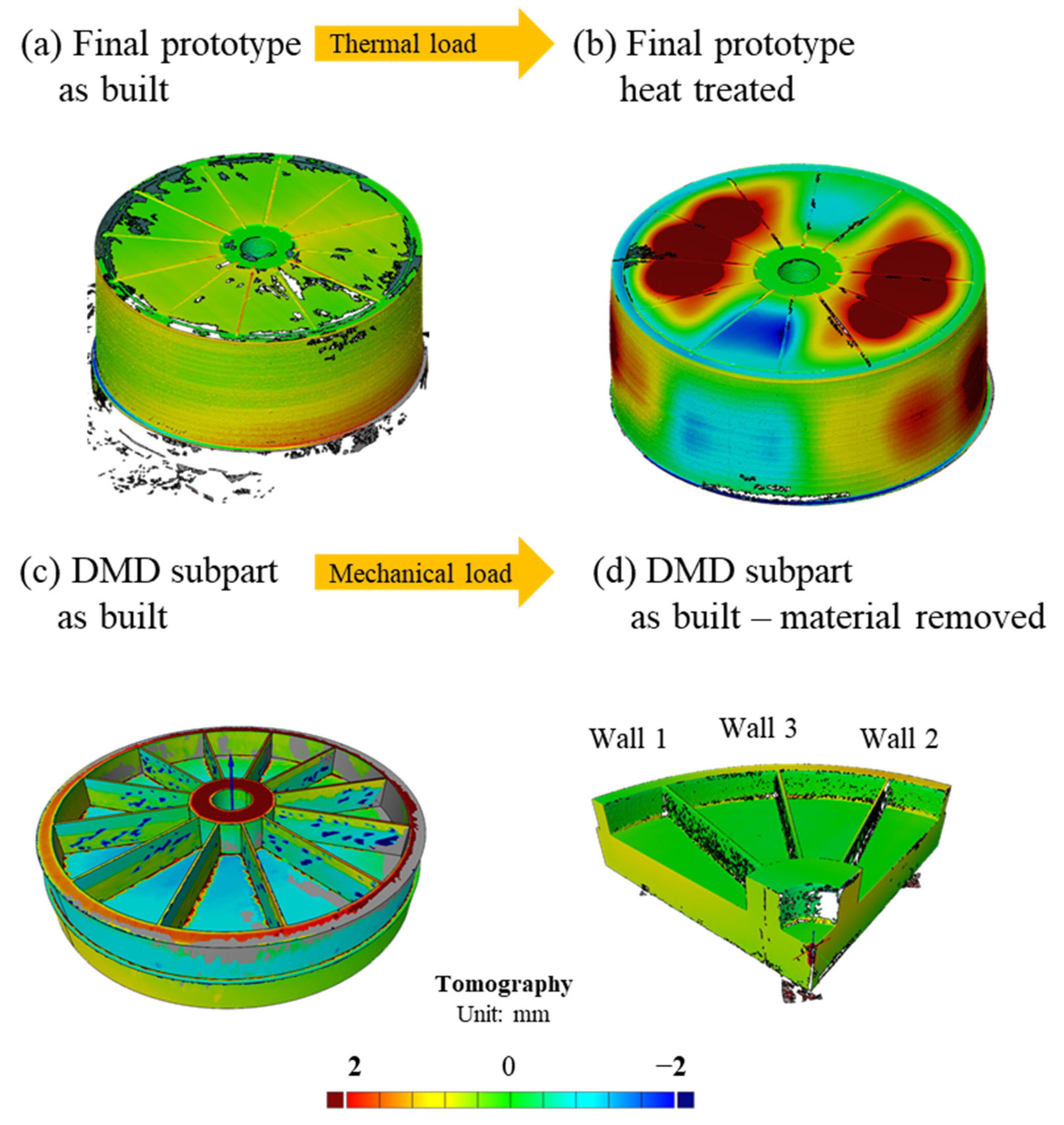
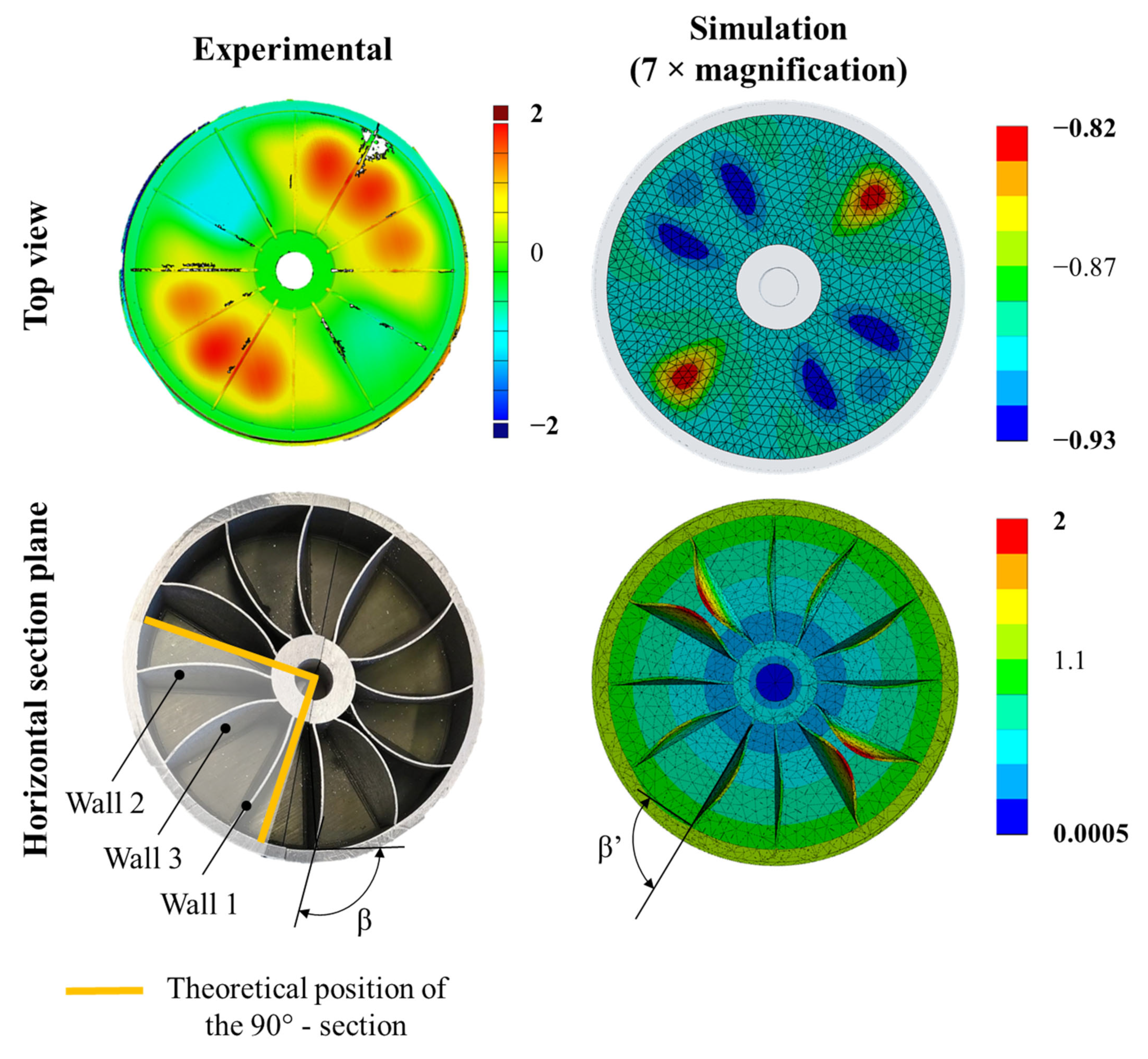
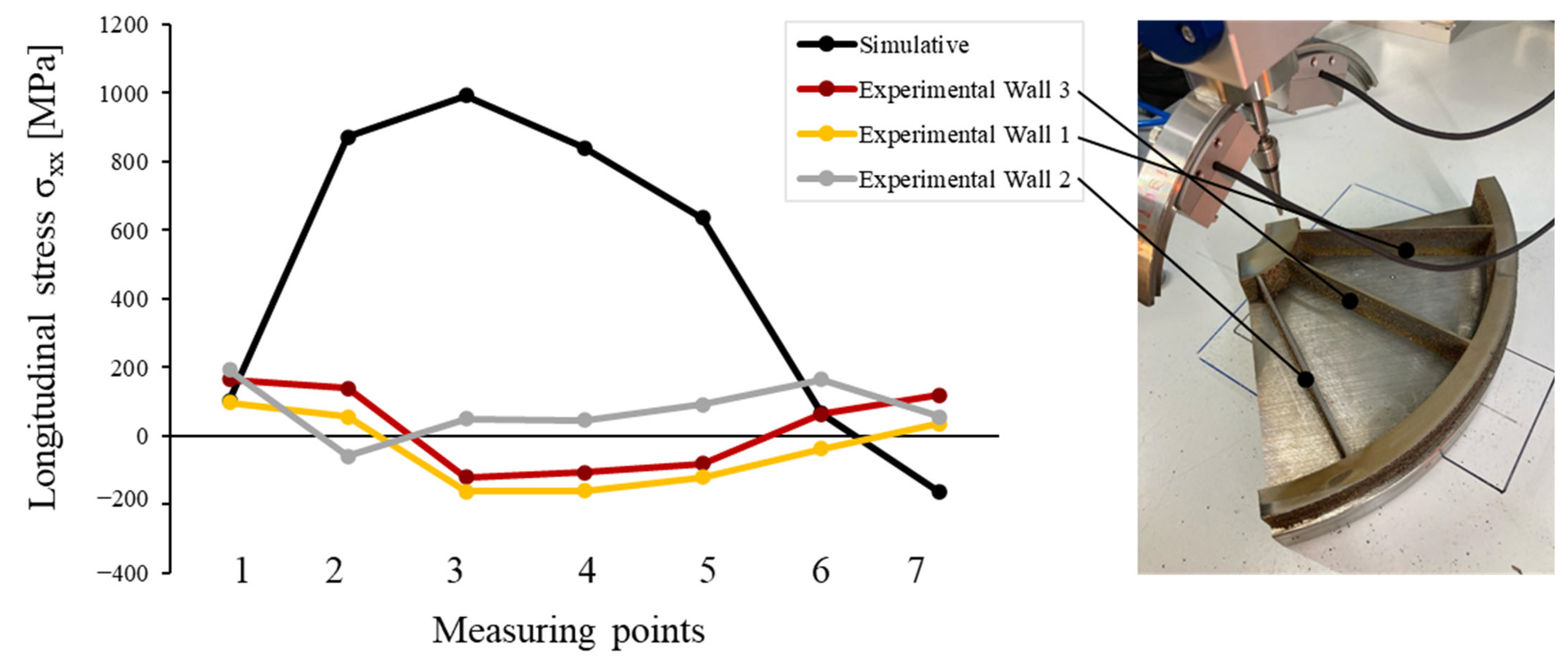
The requirement of a stress-free and even surface to facilitate XRD measurements required part removal by EDM. The removal of a 90°-section aimed to methodically disrupt the equilibrium state for subsequent measurement by tomography. The asymmetry simplified the alignment process during the tomographic examination. However, the intention of stress relaxation stands, in contrast, to maintain residual stresses, essential for validation purposes. Consequently, further research into residual stress relaxation is required to comprehensively characterise the effect of part removal on XRD. This explains why the DMD simulation could not be validated by XRD measurements on the 90°-section. Moreover, the simulation provides an understanding of the longitudinal stress distribution but highlights the need for calibration based on the extensive overestimation of the residual stresses. However, it is questionable whether the stresses in the DMD subpart were elastic, since tomography only captures relative shape deviations. To measure displacements, more sensitive strain gauges should be employed in future.
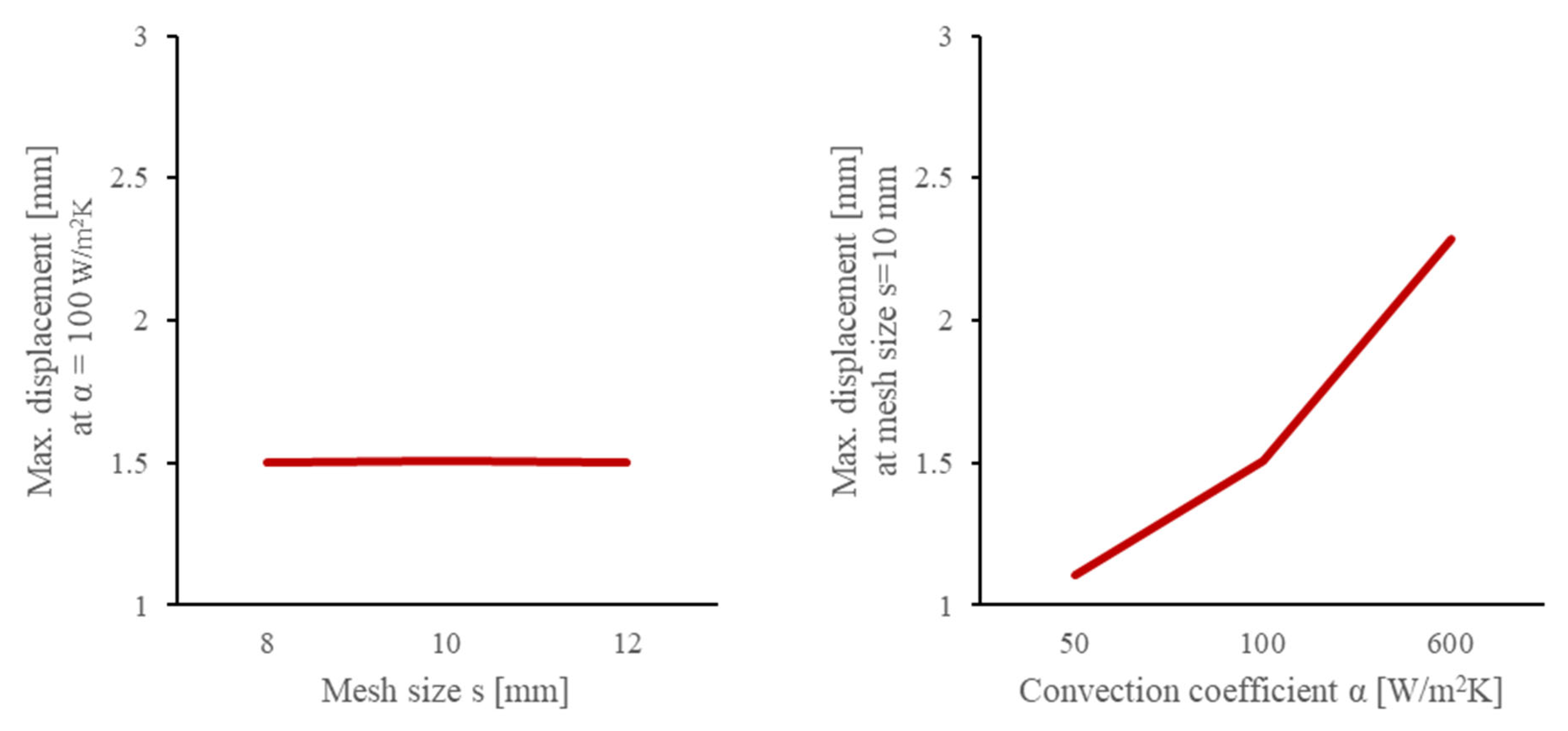
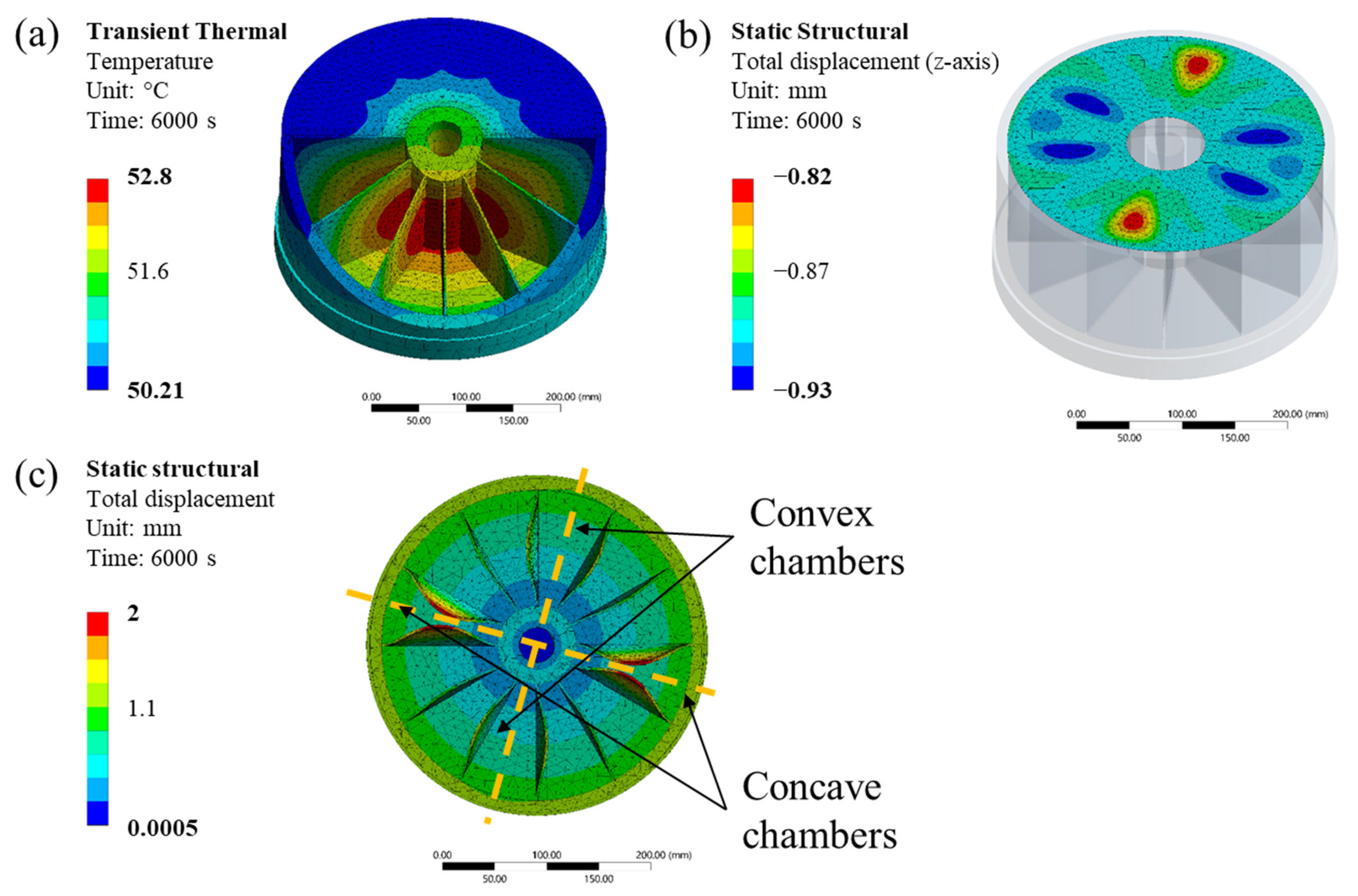
The heat treatment simulation was able to predict the distortion pattern of the piston. Since the piston skirt shrinks faster than the core, an inhomogeneous temperature distribution within the part is achieved. However, the maximal displacement of the thin walls was limited to dmax = 2 by thermal shrinkage and inhomogeneous pressure distribution. The uncoupled approach used in this simulation does not include the residual stresses from the phase transformation, the DMD process, and the laser welding process. The strains add up and exceed the elastic region during heat treatment. A coupled approach including the residual stresses measured in the DMD subpart might predict the present maximal displacement. However, large deflections require extensive nonlinearity and need further investigations in FE simulations.
In theory, the critical compressive buckling load is reduced from σc,25 °C = −273.8 MPa to σc,612 °C = −218.8 MPa when heating up to T = 612 °C. The thermal load during heat treatment has a significantly higher effect on the distortion compared to material removal in the as-built condition, which explains why the maximal displacement of the thin walls was dmax = 12 mm and only present in the heat-treated condition. This means that the boundary conditions and support values for buckling should be optimised within the simulation. Furthermore, experimental buckling analysis should be performed to validate the critical buckling load.
5. Conclusions
A workflow was developed to analyse the distortion of a large and complex turbo machinery piston for a gas compressor produced by DMD, laser welding, and post-heat treatment. The distortion was caused by a combination of residual stresses of the process history and compressive stresses induced during the heat treatment. The load during the vacuum heat treatment induces compressive stresses that exceeded the critical buckling load. Hence, the thin walls started to buckle. It could not be clarified whether the symmetrical distortion pattern was by random imperfections during the process, such as inhomogeneous pressure distribution, the eigenmode of the piston or anticlastic bending induced by the clamping forces. In general, constrained straight thin-walled structures are very sensitive to buckling and should be avoided, especially in DMD applications. The reason is that the residual stress history affects the strains, which add up and result in plastic deformation, especially during the heat treatment. Furthermore, many imperfections complicate the prediction of the distortion, which should be accounted for in the design of the part.
This study showed that commercial FE simulation models are sufficient to investigate distortion but not accurately predict the present distortion without considering the residual stress history. Parameter analysis and part modification were necessary to accommodate the limited number of elements that FE analysis can solve. The DMD process extension of ANSYS needs further calibration to predict more realistic maximal stresses. The heat treatment simulation including imperfections qualitatively represented the distortion pattern but did not predict the boundary conditions at the T-joint and maximal displacement of the present distortion.
Future research on the proposed models should involve the calibration of the DED process extension and coupling mechanisms to include the residual stress history to the heat treatment simulation. Further imperfections, such as additional forces of the clamping, dwell time, and laser weld, would increase the complexity of the model but not necessarily provide more information. Anticlastic bending, design optimisations, interaction between part removal and XRD, and experimental buckling analysis could be the subject of future research.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}