
Effects of Powder Reuse and Particle Size Distribution on Structural Integrity of Ti-6Al-4V Processed via Laser Beam Directed Energy Deposition

 ,
,  and
and
Abstract
1. Introduction
2. Experimental Procedure
2.1. Powder Preparation and Characterization
2.2. Specimen Preparation and Characterization
3. Results
3.1. Powder Characterization
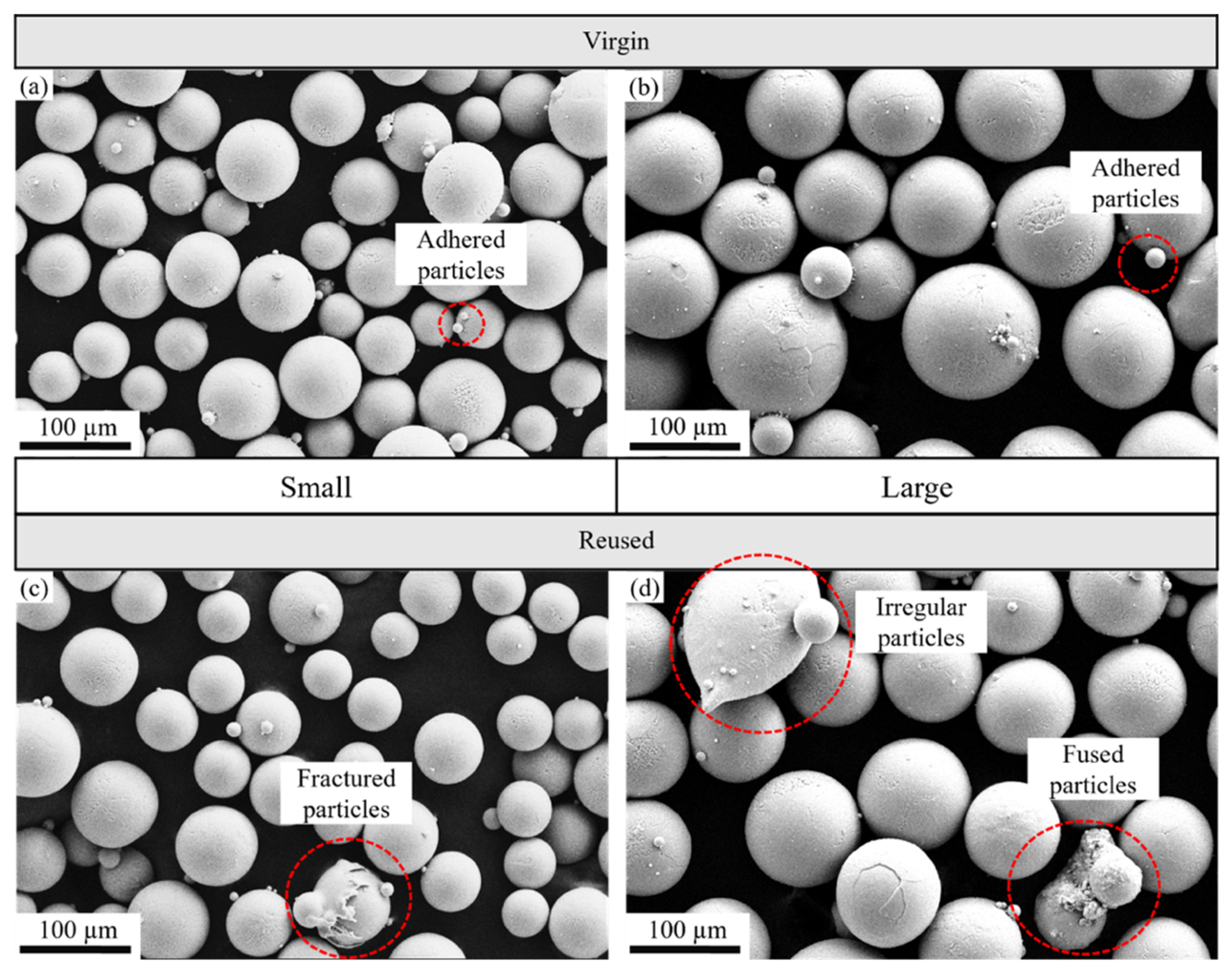
3.1.1. Powder Morphology
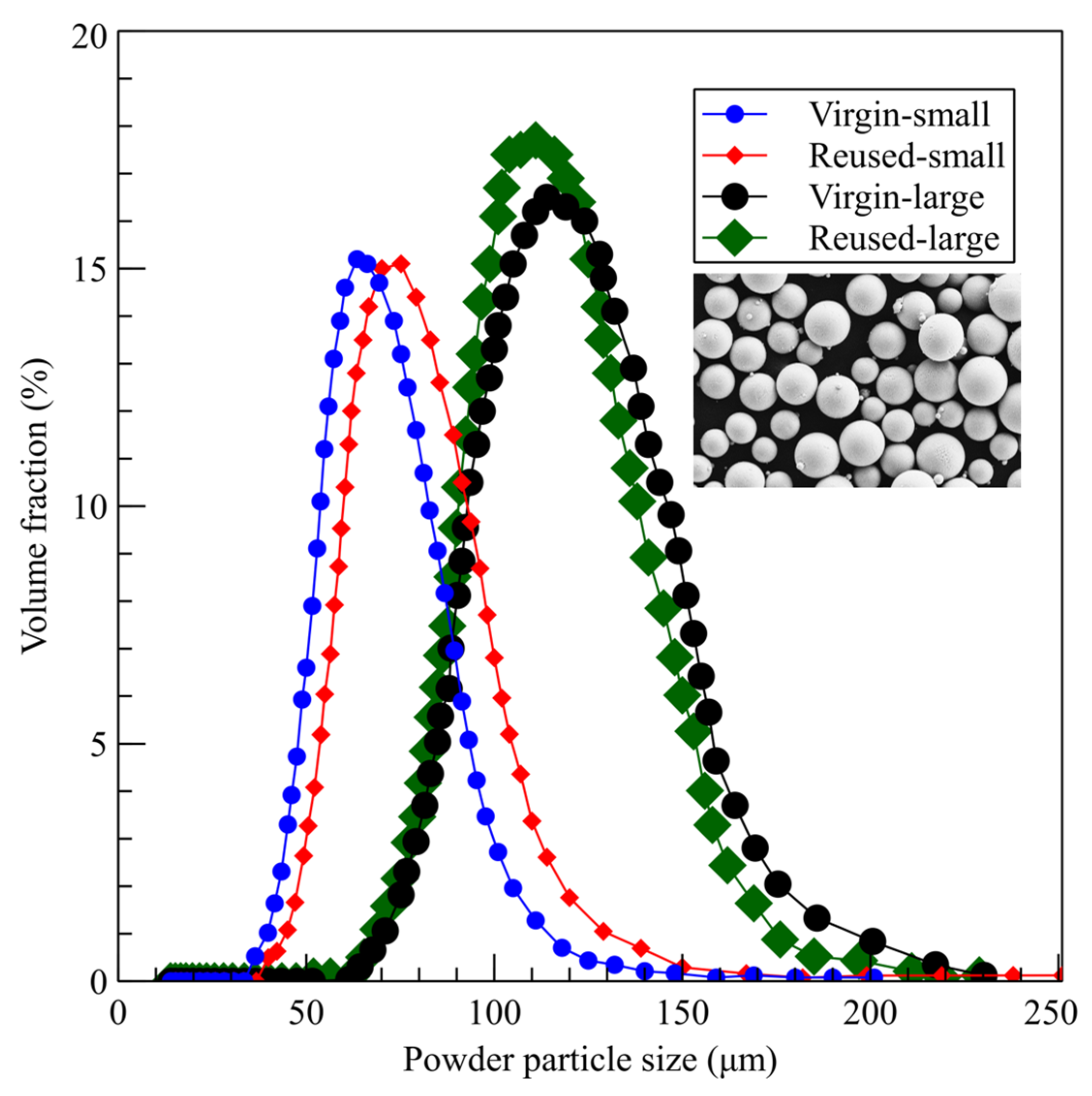
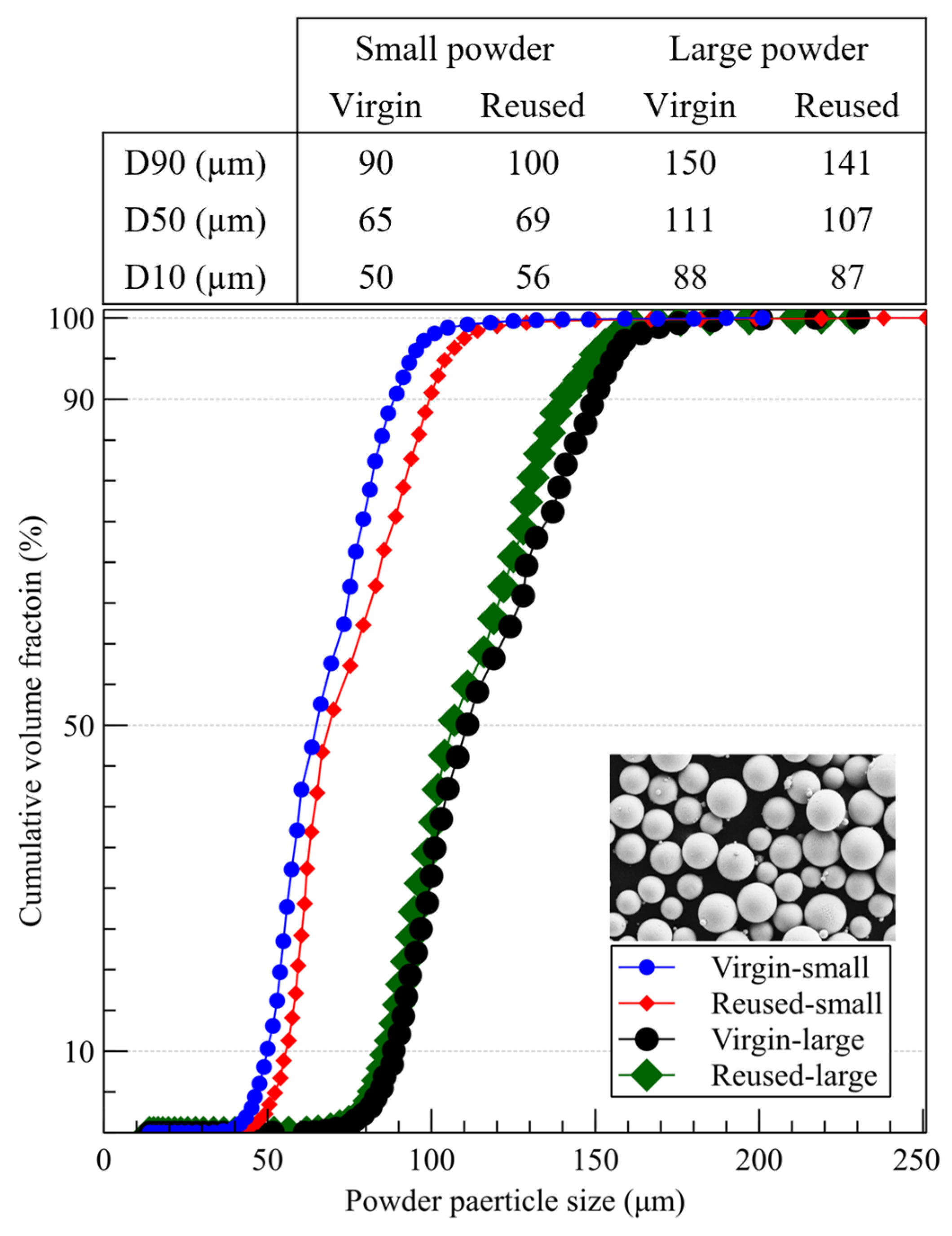
3.1.2. Particle Size Distribution and Flowability
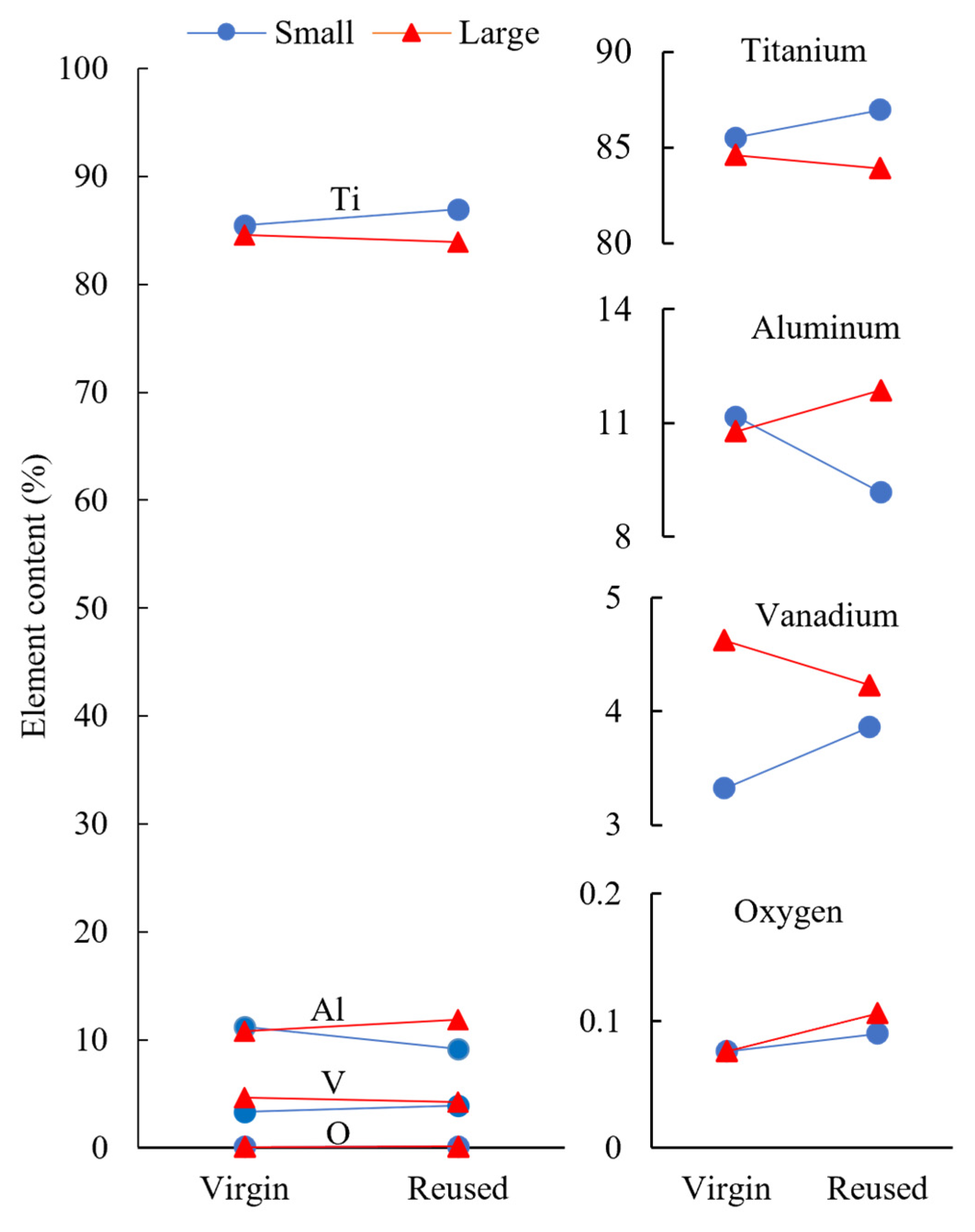
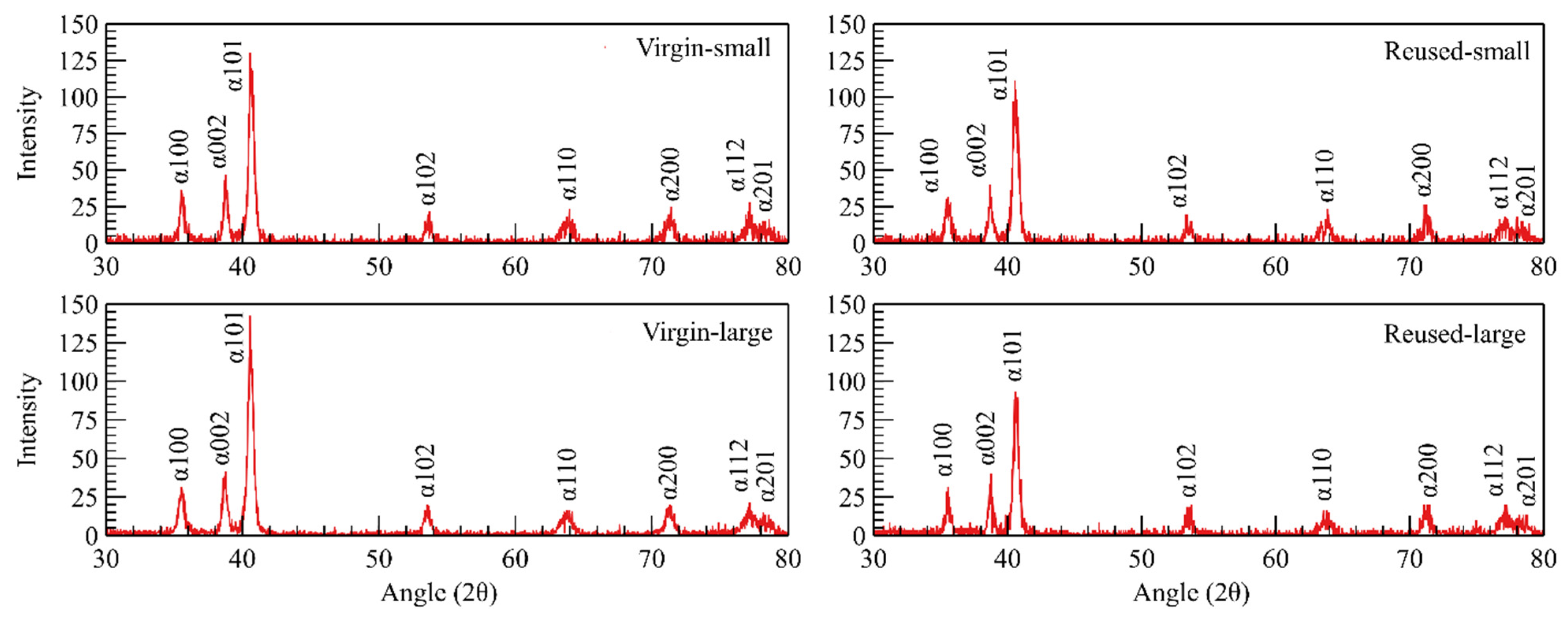
3.1.3. Elemental Composition and Phase Fraction
3.2. Material Characterization
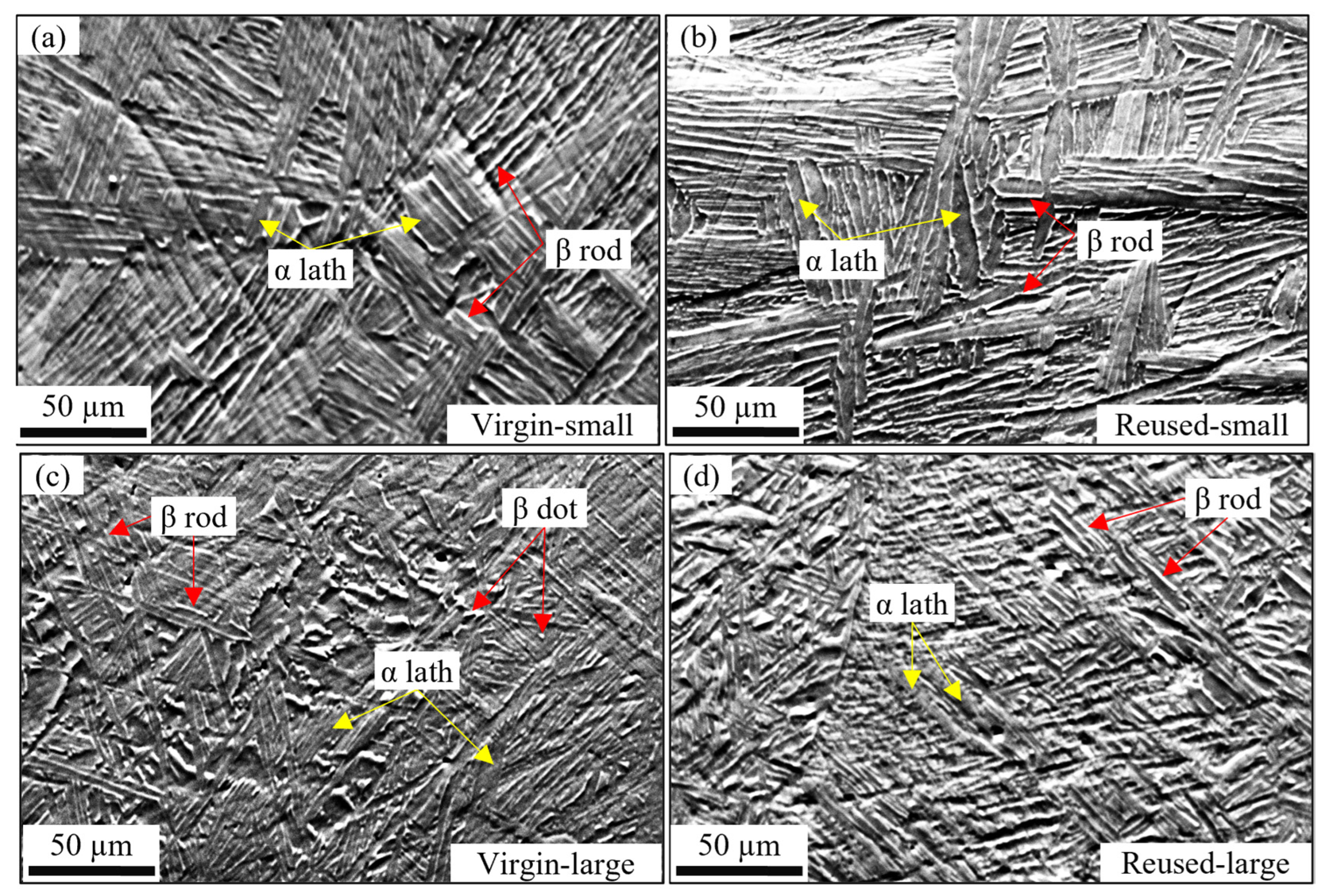
3.2.1. Microstructure
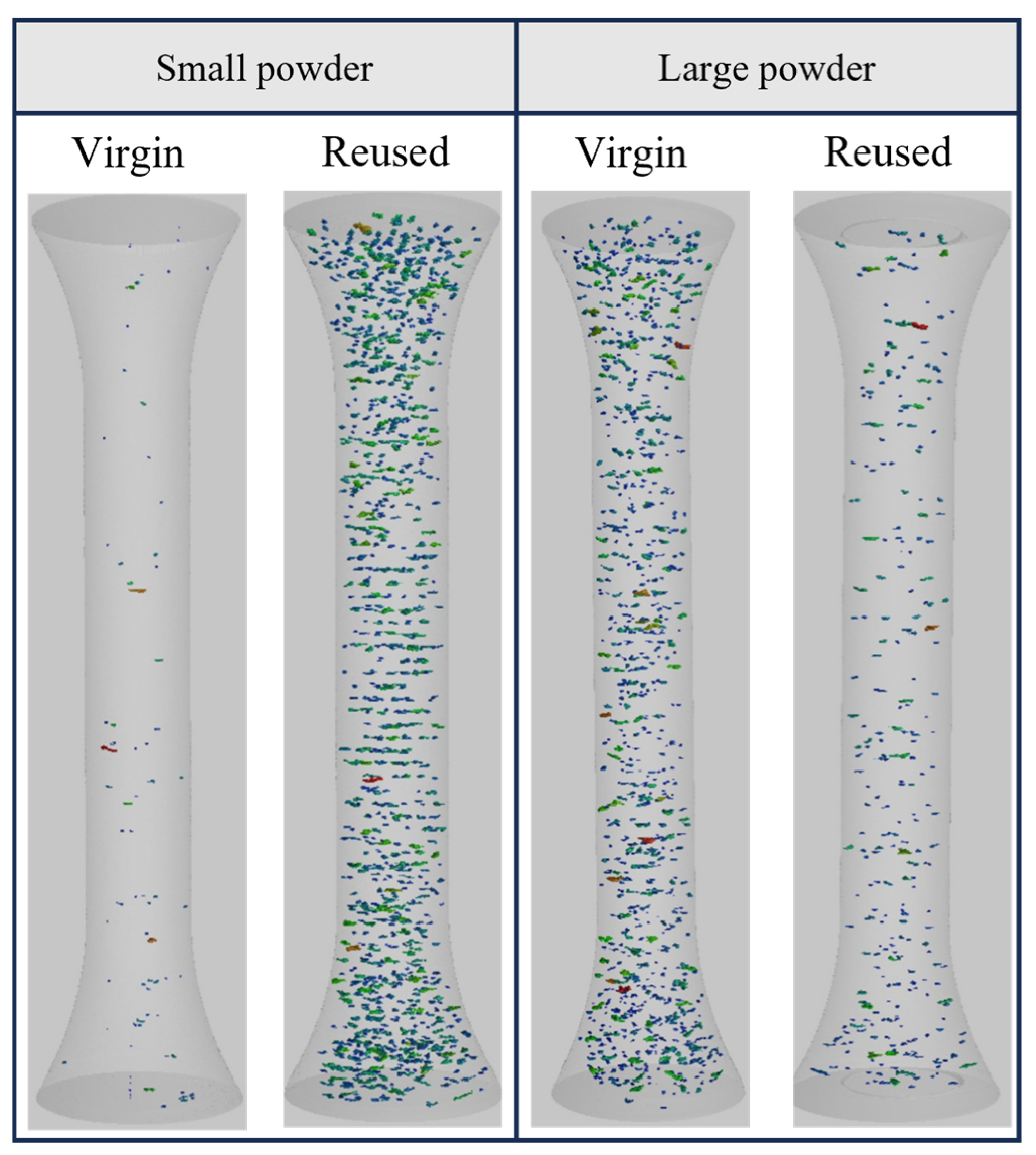
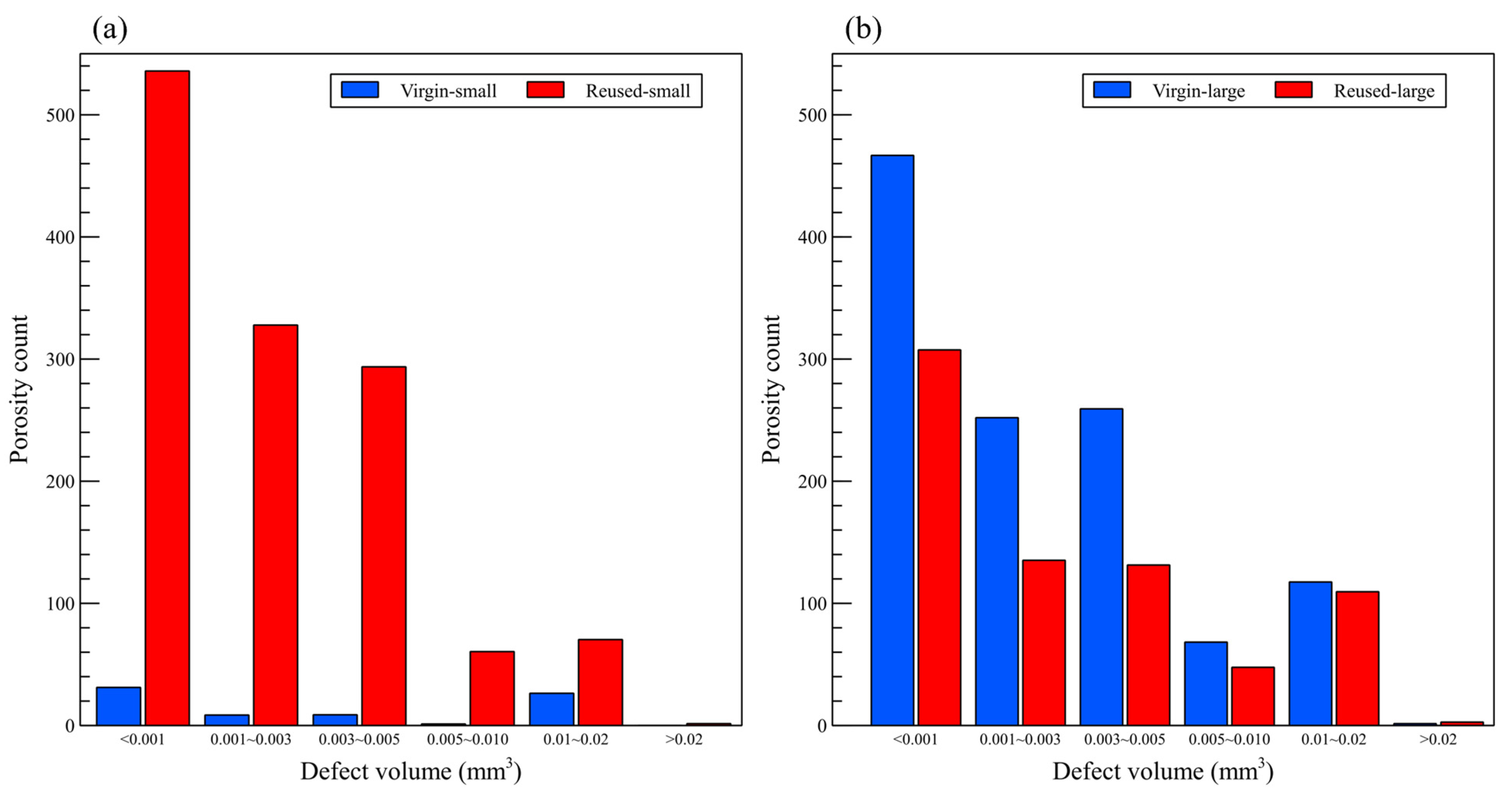
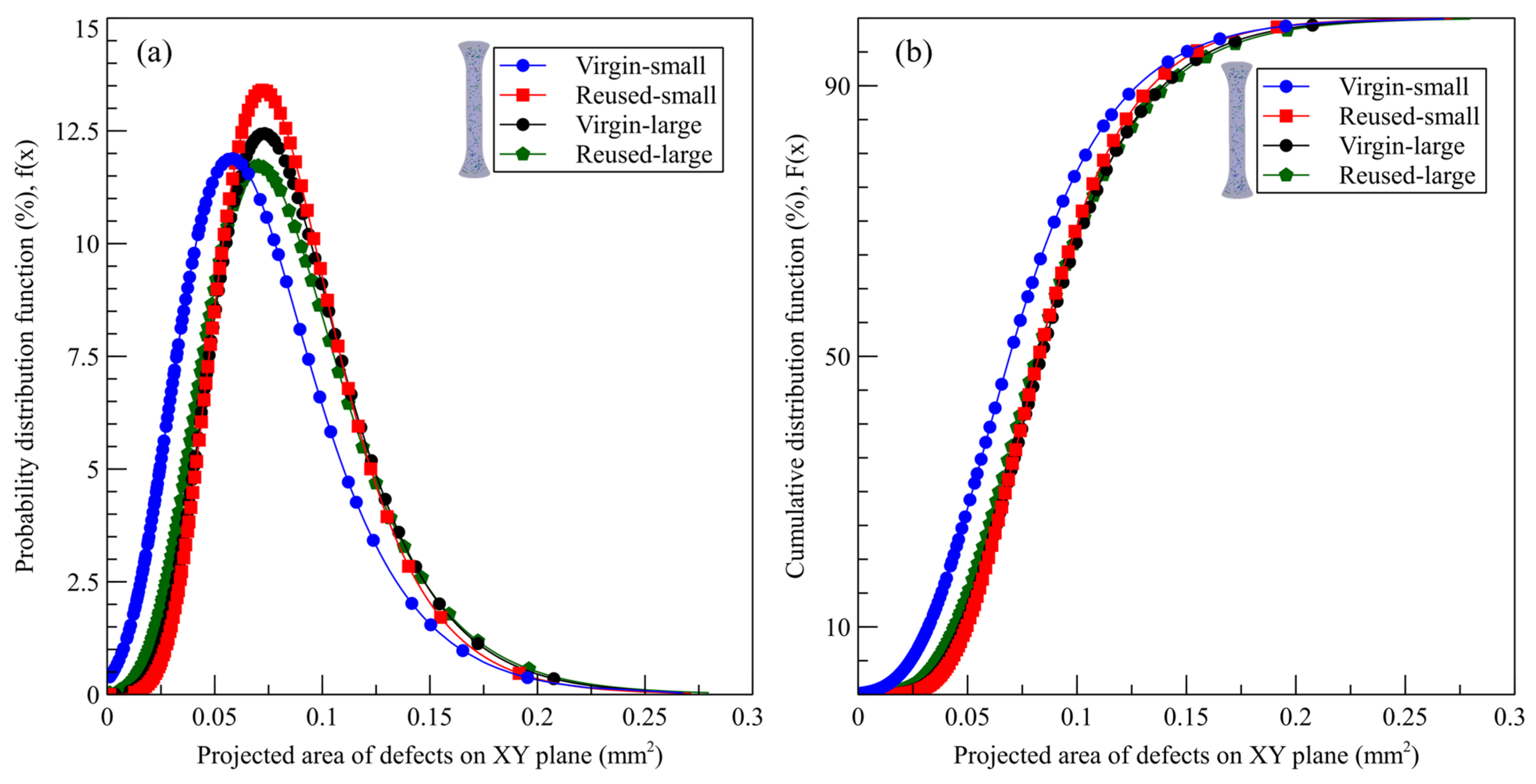
3.2.2. Process-Induced Defects
3.3. Mechanical Properties
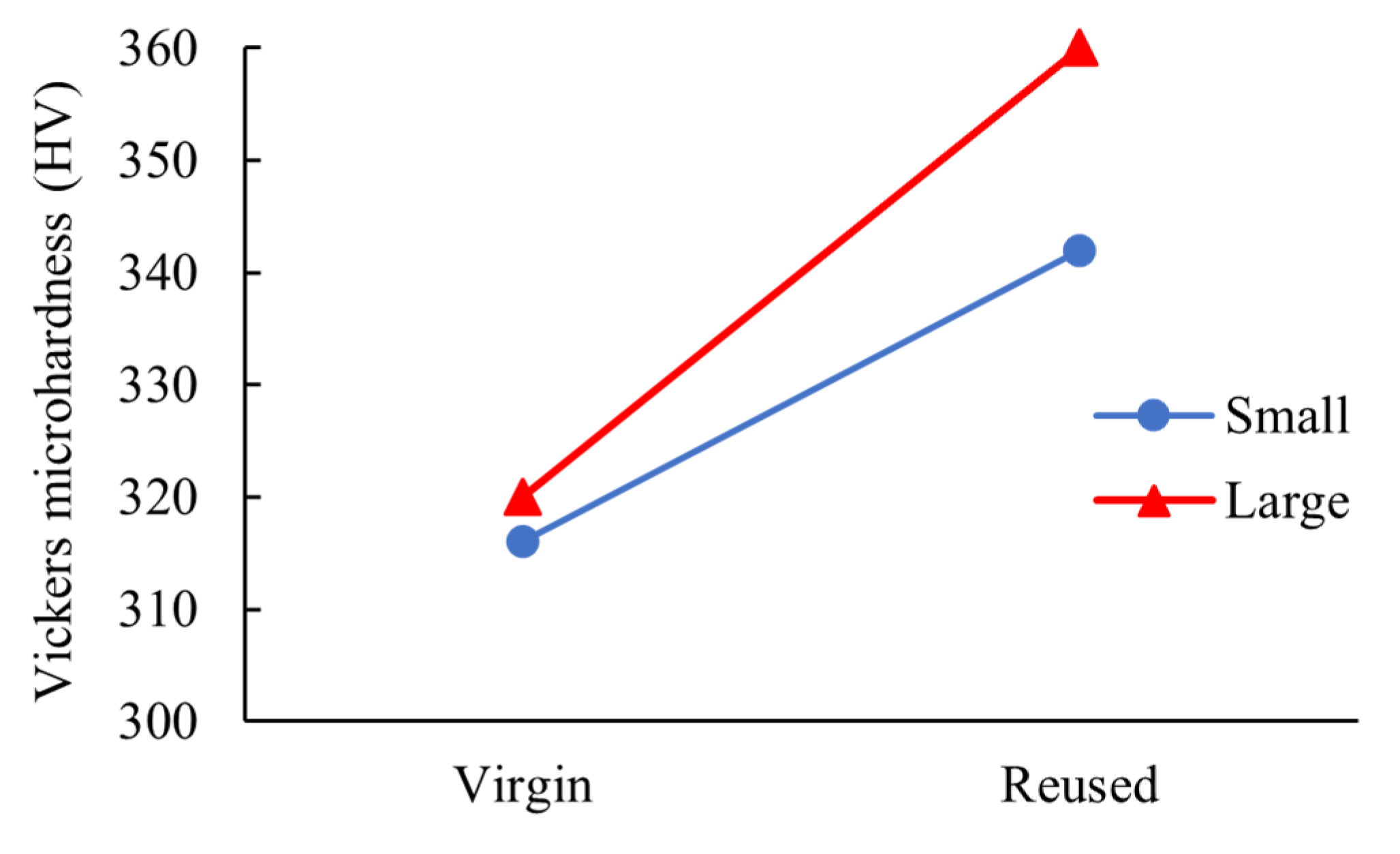
3.3.1. Microhardness
3.3.2. Tensile Behavior
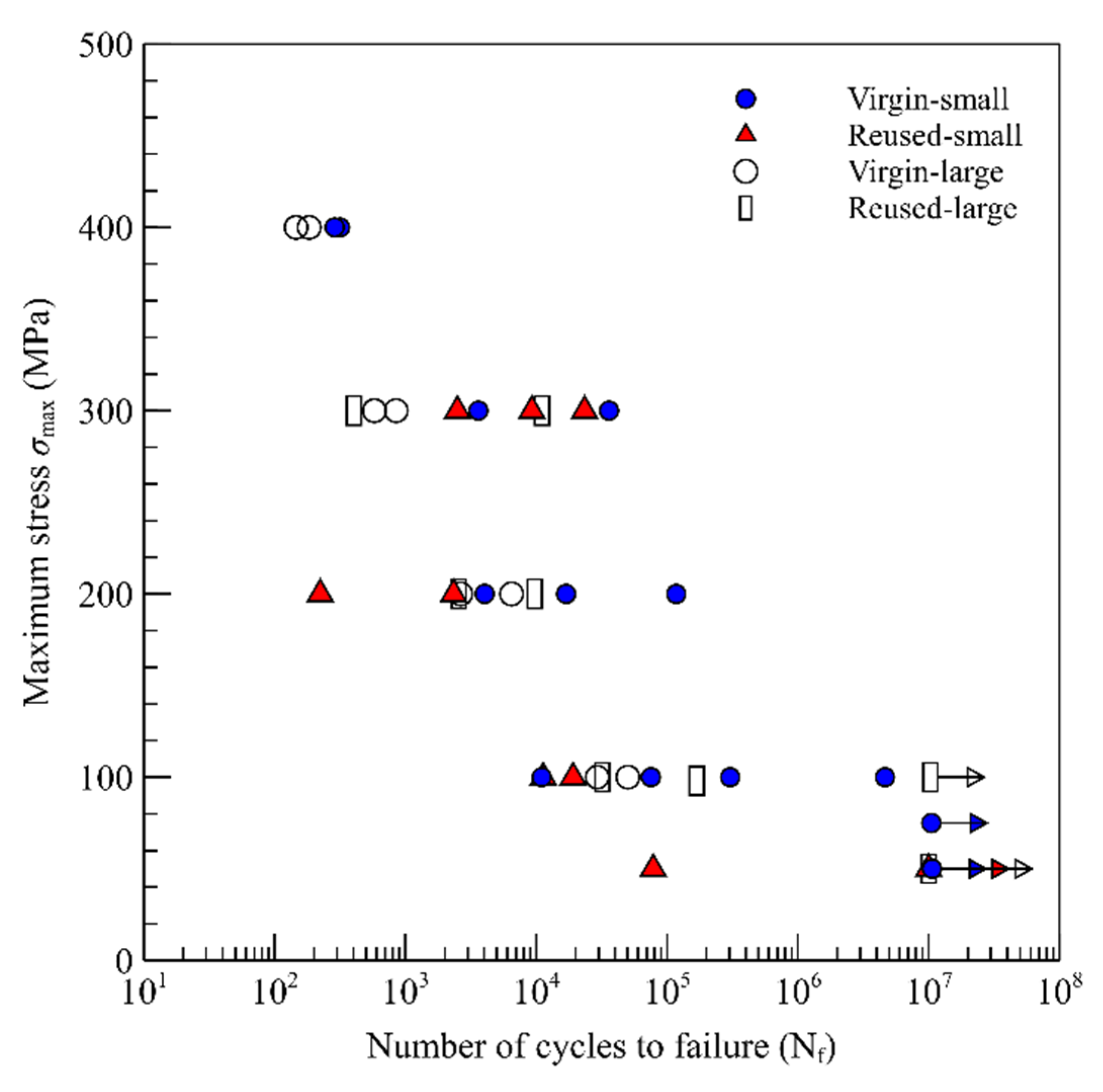
3.3.3. Fatigue Performance
4. Discussion
4.1. Powder Characteristics and Flowability
4.2. Elemental Composition and Microstructure
4.3. Process-Induced Defects and Structural Integrity
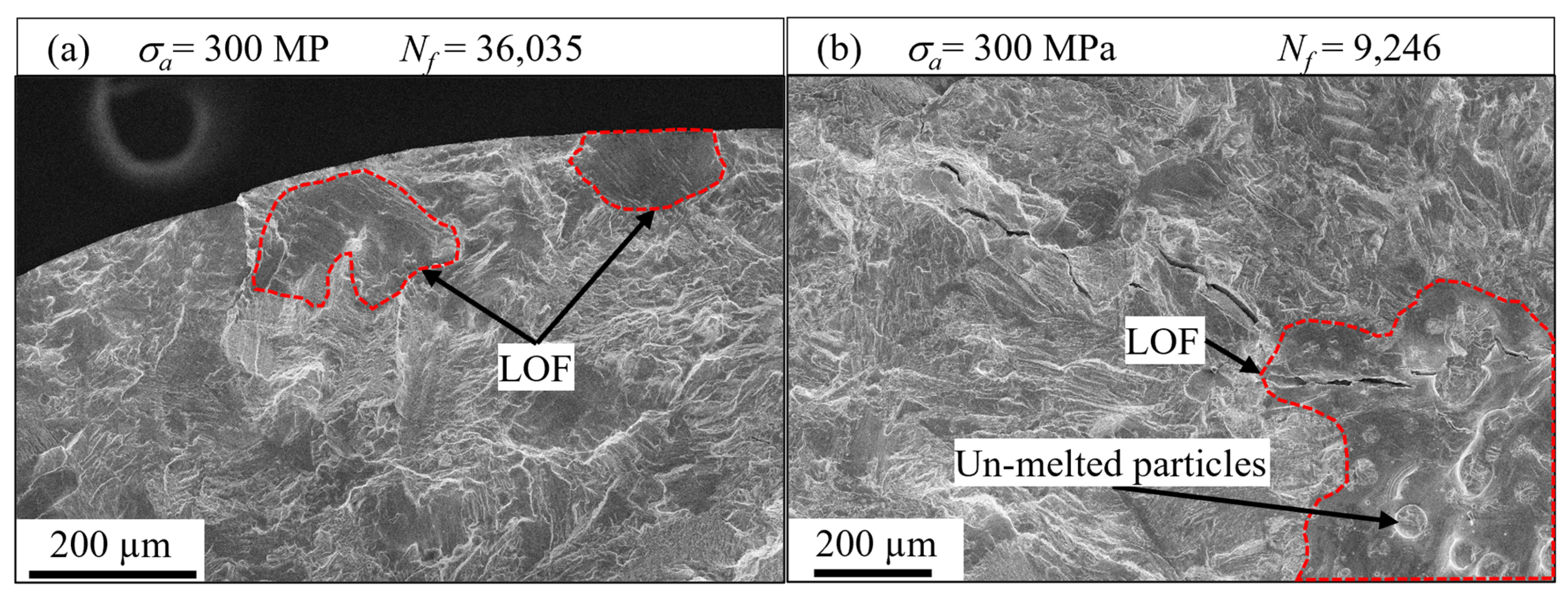
4.4. Failure Mechanisms
5. Conclusions
- Reused powder exhibited fractured and partially fused particles and a reduction in the number of fine adhered particles compared to virgin powders.
- Smaller particles exhibited better flowability than larger particles. Powder reuse improved the flowability of the large-particle powder but reduced the flowability of the small-particle powder.
- Elemental analysis revealed that the number of small particles increased in Ti and V contents after reuse whereas large particles experienced a decrease in these elements.
- The reuse of powder led to increased oxygen levels in both small and large powders, resulting in enhanced hardness and tensile strength.
- Samples fabricated with reused powders displayed an increased fraction of α and β phases and exhibited grain coarsening, with these effects being more pronounced in small powder particles than in large ones.
- The XCT results revealed that specimens made with the virgin–large powder had more defects than those made with the virgin–small powder. Reusing powders reduced defects in specimens made with the large powder but increased defects in those made with the small powder.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hegab, H.; Khanna, N.; Monib, N.; Salem, A. Design for sustainable additive manufacturing: A review. Sustain. Mater. Technol. 2023, 35, e00576. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Ataollahi, S. A review on additive manufacturing of lattice structures in tissue engineering. Bioprinting 2023, 35, e00304. [Google Scholar] [CrossRef]
- Behseresht, S.; Park, Y.H. Additive Manufacturing of Composite Polymers: Thermomechanical FEA and Experimental Study. Materials 2024, 17, 1912. [Google Scholar] [CrossRef] [PubMed]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Mahtabi, M.; Yadollahi, A.; Stokes, R.; Doude, H.; Priddy, M. Effect of build interruption during laser powder bed fusion process on structural integrity of Ti-6Al-4V. Eng. Fail. Anal. 2023, 153, 107626. [Google Scholar] [CrossRef]
- Sarparast, M.; Shafaie, M.; Davoodi, M.; Babakan, A.M.; Zhang, H. Predictive Modeling of Fracture Behavior in Ti6Al4V Alloys Manufactured by SLM Process. Frat. Integrita Strutt. Struct. Integr. 2024, 18, 340–356. [Google Scholar] [CrossRef]
- Ataollahi, S.; Mahtabi, M.; Yadollahi, A.; Mahtabi, M.J. Computational modeling of the effects of process parameters on the grain morphology of additively manufactured stainless steel. Int. J. Adv. Manuf. Technol. 2023, 125, 3513–3526. [Google Scholar] [CrossRef]
- Freeman, F.S.; Thomas, B.; Chechik, L.; Todd, I. Multi-faceted monitoring of powder flow rate variability in directed energy deposition. Addit. Manuf. Lett. 2022, 2, 100024. [Google Scholar] [CrossRef]
- Ghasempour-Mouziraji, M.; Lagarinhos, J.; Afonso, D.; de Sousa, R.A. A review study on metal powder materials and processing parameters in Laser Metal Deposition. Opt. Laser Technol. 2024, 170, 110226. [Google Scholar] [CrossRef]
- Iams, A.; Gao, M.; Shetty, A.; Palmer, T. Influence of particle size on powder rheology and effects on mass flow during directed energy deposition additive manufacturing. Powder Technol. 2022, 396, 316–326. [Google Scholar] [CrossRef]
- Eisenbarth, D.; Esteves, P.M.B.; Wirth, F.; Wegener, K. Spatial powder flow measurement and efficiency prediction for laser direct metal deposition. Surf. Coatings Technol. 2019, 362, 397–408. [Google Scholar] [CrossRef]
- Moghimian, P.; Poirié, T.; Habibnejad-Korayem, M.; Zavala, J.A.; Kroeger, J.; Marion, F.; Larouche, F. Metal powders in additive manufacturing: A review on reusability and recyclability of common titanium, nickel and aluminum alloys. Addit. Manuf. 2021, 43, 102017. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, H.-C.; Peng, S.; Kim, H.; Du, D.; Cong, W. Analytical modeling and experimental validation of powder stream distribution during direct energy deposition. Addit. Manuf. 2019, 30, 100848. [Google Scholar] [CrossRef]
- Gao, X.; Faria, G.A.; Zhang, W.; Wheeler, K.R. Numerical analysis of non-spherical particle effect on molten pool dynamics in laser-powder bed fusion additive manufacturing. Comput. Mater. Sci. 2020, 179, 109648. [Google Scholar] [CrossRef]
- Yang, Y.; Gu, D.; Dai, D.; Ma, C. Laser energy absorption behavior of powder particles using ray tracing method during selective laser melting additive manufacturing of aluminum alloy. Mater. Des. 2018, 143, 12–19. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Li, J.Y.; Wang, Y.F.; Gao, X.; Yao, X.X. Laser–particle interaction-based analysis of powder particle effects on temperatures and distortions in directed energy deposition additive manufacturing. J. Therm. Stress. 2021, 44, 1068–1095. [Google Scholar] [CrossRef]
- Singh, A.; Kapil, S.; Das, M. A comprehensive review of the methods and mechanisms for powder feedstock handling in directed energy deposition. Addit. Manuf. 2020, 35, 101388. [Google Scholar] [CrossRef]
- Stokes, R.M.; Yadollahi, A.; Priddy, M.W.; Bian, L.; Hammond, V.H.; Doude, H.R. Effects of Build Interruption and Restart Procedure on Microstructure and Mechanical Properties of Laser Powder Bed Fusion Al-Si-10Mg. J. Mater. Eng. Perform. 2022, 32, 1576–1588. [Google Scholar] [CrossRef]
- ASTM F3187-16; Standard Guide for Directed Energy Deposition of Metals. ASTM International: West Conshohocken, PA, USA, 2016.
- Terrassa, K.L.; Haley, J.C.; MacDonald, B.E.; Schoenung, J.M. Reuse of powder feedstock for directed energy deposition. Powder Technol. 2018, 338, 819–829. [Google Scholar] [CrossRef]
- Soltani-Tehrani, A.; Chen, P.; Katsarelis, C.; Gradl, P.; Shao, S.; Shamsaei, N. Mechanical properties of laser powder directed energy deposited NASA HR-1 superalloy: Effects of powder reuse and part orientation. Thin-Walled Struct. 2023, 185, 110636. [Google Scholar] [CrossRef]
- Powell, D.; Rennie, A.E.; Geekie, L.; Burns, N. Understanding powder degradation in metal additive manufacturing to allow the upcycling of recycled powders. J. Clean. Prod. 2020, 268, 122077. [Google Scholar] [CrossRef]
- Cordova, L.; Campos, M.; Tinga, T. Revealing the Effects of Powder Reuse for Selective Laser Melting by Powder Characterization. JOM 2019, 71, 1062–1072. [Google Scholar] [CrossRef]
- Rousseau, J.N.; Bois-Brochu, A.; Blais, C. Effect of oxygen content in new and reused powder on microstructural and mechanical properties of Ti6Al4V parts produced by directed energy deposition. Addit. Manuf. 2018, 23, 197–205. [Google Scholar] [CrossRef]
- Mahtabi, M.; Yadollahi, A.; Stokes, R.; Morgan-Barnes, C.; Young, J.; Doude, H.; Bian, L. Effect of Powder Reuse on Microstructural and Fatigue Properties of Ti-6Al-4V Fabricated via Directed Energy Deposition. In Proceedings of the 2022 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 25–27 July 2022. [Google Scholar]
- Li, S.; Chen, B.; Tan, C.; Song, X. Study on Recyclability of 316L Stainless Steel Powder by Using Laser Directed Energy Deposition. J. Mater. Eng. Perform. 2022, 31, 400–409. [Google Scholar] [CrossRef]
- Yang, K.V.; de Looze, G.R.; Nguyen, V.; Wilson, R.S. Directed-energy deposition of Ti-6Al-4V alloy using fresh and recycled feedstock powders under reactive atmosphere. Addit. Manuf. 2022, 58, 103043. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Stephens, R.I.; Fatemi, A.; Stephens, R.R.; Fuchs, H.O. Metal Fatigue in Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2000. [Google Scholar]
- Yadollahi, A.; Shamsaei, N. Additive manufacturing of fatigue resistant materials: Challenges and opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef]
- Yadollahi, A.; Buiter, L.; Mahtabi, M.J.; Doude, H.R.; Rhee, H.; Newman, J.C. Fatigue Life and Crack Growth Behavior of Ti-6Al-4V Fabricated via Laser Directed Energy Deposition. Mater. Perform. Charact. 2024, 13. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.; Dixit, S.; Buddhi, D. A critical review on additive manufacturing of Ti-6Al-4V alloy: Microstructure and mechanical properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Tamayo, J.A.; Riascos, M.; Vargas, C.A.; Baena, L.M. Additive manufacturing of Ti6Al4V alloy via electron beam melting for the development of implants for the biomedical industry. Heliyon 2021, 7, e06892. [Google Scholar] [CrossRef] [PubMed]
- Tang, H.P.; Qian, M.; Liu, N.; Zhang, X.Z.; Yang, G.Y.; Wang, J. Effect of Powder Reuse Times on Additive Manufacturing of Ti-6Al-4V by Selective Electron Beam Melting. JOM 2015, 67, 555–563. [Google Scholar] [CrossRef]
- Ghods, S.; Schultz, E.; Wisdom, C.; Schur, R.; Pahuja, R.; Montelione, A.; Arola, D.; Ramulu, M. Electron beam additive manufacturing of Ti6Al4V: Evolution of powder morphology and part microstructure with powder reuse. Materialia 2020, 9, 100631. [Google Scholar] [CrossRef]
- Popov, V.V., Jr.; Katz-Demyanetz, A.; Garkun, A.; Bamberger, M. The effect of powder recycling on the mechanical properties and microstructure of electron beam melted Ti-6Al-4 V specimens. Addit. Manuf. 2018, 22, 834–843. [Google Scholar] [CrossRef]
- ASTM B213; Standard Test Methods for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- ASTM E1409; Standard Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by Inert Gas Fusion. ASTM International: West Conshohocken, PA, USA, 2020.
- Cao, S.; Chu, R.; Zhou, X.; Yang, K.; Jia, Q.; Lim, C.V.S.; Huang, A.; Wu, X. Role of martensite decomposition in tensile properties of selective laser melted Ti-6Al-4V. J. Alloys Compd. 2018, 744, 357–363. [Google Scholar] [CrossRef]
- Wang, D.; Wang, H.; Chen, X.; Liu, Y.; Lu, D.; Liu, X.; Han, C. Densification, Tailored Microstructure, and Mechanical Properties of Selective Laser Melted Ti–6Al–4V Alloy via Annealing Heat Treatment. Micromachines 2022, 13, 331. [Google Scholar] [CrossRef]
- Chen, S.-G.; Gao, H.-J.; Zhang, Y.-D.; Wu, Q.; Gao, Z.-H.; Zhou, X. Review on residual stresses in metal additive manufacturing: Formation mechanisms, parameter dependencies, prediction and control approaches. J. Mater. Res. Technol. 2022, 17, 2950–2974. [Google Scholar] [CrossRef]
- Bastola, N.; Jahan, M.P.; Rangasamy, N.; Rakurty, C.S. A Review of the Residual Stress Generation in Metal Additive Manufacturing: Analysis of Cause, Measurement, Effects, and Prevention. Micromachines 2023, 14, 1480. [Google Scholar] [CrossRef]
- ASTM E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- ASTM E466; Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- Dutta, B.; Froes, F.H.S. The Additive Manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2007. [Google Scholar] [CrossRef]
- Mahtabi, M.; Yadollahi, A.; Ataollahi, S.; Mahtabi, M.J. Effect of build height on structural integrity of Ti-6Al-4V fabricated via laser powder bed fusion. Eng. Fail. Anal. 2023, 154, 107691. [Google Scholar] [CrossRef]
- Sarparast, M.; Shafaie, M.; Zhang, H. Influence of raster orientation on fracture behavior of Ti6Al4V alloy manufactured by Laser powder bed fusion. Eng. Fail. Anal. 2024, 163, 108576. [Google Scholar] [CrossRef]
- Dong, Z.; Han, C.; Liu, G.; Zhang, J.; Li, Q.; Zhao, Y.; Wu, H.; Yang, Y.; Wang, J. Revealing anisotropic mechanisms in mechanical and degradation properties of zinc fabricated by laser powder bed fusion additive manufacturing. J. Mater. Sci. Technol. 2025, 214, 87–104. [Google Scholar] [CrossRef]
- Dinda, G.P.; Song, L.; Mazumder, J. Fabrication of Ti-6Al-4V scaffolds by direct metal deposition. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 2914–2922. [Google Scholar] [CrossRef]
- Neikter, M.; Åkerfeldt, P.; Pederson, R.; Antti, M.-L.; Sandell, V. Microstructural characterization and comparison of Ti-6Al-4V manufactured with different additive manufacturing processes. Mater. Charact. 2018, 143, 68–75. [Google Scholar] [CrossRef]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part I. Microstructural characterization. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2004, 35A, 1861–1867. [Google Scholar] [CrossRef]
- Ravi, G.; Qiu, C.; Attallah, M.M. Microstructural control in a Ti-based alloy by changing laser processing mode and power during direct laser deposition. Mater. Lett. 2016, 179, 104–108. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, J.; Lu, X.; Tan, H.; Lin, X.; Huang, W. Formation mechanism of the α variant and its influence on the tensile properties of laser solid formed Ti-6Al-4V titanium alloy. Mater. Sci. Eng. A 2017, 691, 16–24. [Google Scholar] [CrossRef]
- Leban, M.B.; Hren, M.; Kosec, T. The microstructure, mechanical and electrochemical properties of 3D printed alloys with reusing powders. Sci. Rep. 2023, 13, 3245. [Google Scholar] [CrossRef]
- Balbaa, M.; Ghasemi, A.; Fereiduni, E.; Elbestawi, M.; Jadhav, S.; Kruth, J.-P. Role of powder particle size on laser powder bed fusion processability of AlSi10mg alloy. Addit. Manuf. 2021, 37, 101630. [Google Scholar] [CrossRef]
- Zhai, Y.; Lados, D.A.; Brown, E.J.; Vigilante, G.N. Understanding the microstructure and mechanical properties of Ti-6Al-4V and Inconel 718 alloys manufactured by Laser Engineered Net Shaping. Addit. Manuf. 2019, 27, 334–344. [Google Scholar] [CrossRef]
- Zhai, Y.; Galarraga, H.; Lados, D.A. Microstructure, static properties, and fatigue crack growth mechanisms in Ti-6Al-4V fabricated by additive manufacturing: LENS and EBM. Eng. Fail. Anal. 2016, 69, 3–14. [Google Scholar] [CrossRef]
- Joju, J.; Verdi, D.; Han, W.; Hang, L.; Soh, N.; Hampo, C.; Liu, N.; Yang, S. Sustainability assessment of feedstock powder reuse for Directed Laser Deposition. J. Clean. Prod. 2023, 388, 136005. [Google Scholar] [CrossRef]
- Mehrabi, M.; Gardy, J.; Talebi, F.A.; Farshchi, A.; Hassanpour, A.; Bayly, A.E. An investigation of the effect of powder flowability on the powder spreading in additive manufacturing. Powder Technol. 2023, 413, 117997. [Google Scholar] [CrossRef]
- Groarke, R.; Danilenkoff, C.; Karam, S.; McCarthy, E.; Michel, B.; Mussatto, A.; Sloane, J.; Neill, A.O.; Raghavendra, R.; Brabazon, D. 316L Stainless Steel Powders for Additive Manufacturing: Relationships of Powder Rheology, Size, Size Distribution to Part Properties. Materials 2020, 13, 5537. [Google Scholar] [CrossRef]
- Xu, G.; Lu, P.; Li, M.; Liang, C.; Xu, P.; Liu, D.; Chen, X. Investigation on characterization of powder flowability using different testing methods. Exp. Therm. Fluid Sci. 2018, 92, 390–401. [Google Scholar] [CrossRef]
- Spurek, M.A.; Haferkamp, L.; Weiss, C.; Spierings, A.B.; Schleifenbaum, J.H.; Wegener, K. Influence of the particle size distribution of monomodal 316L powder on its flowability and processability in powder bed fusion. Prog. Addit. Manuf. 2022, 7, 533–542. [Google Scholar] [CrossRef]
- Spierings, A.B.; Levy, G. Comparison of Density of Stainless Steel 316L Parts Produced with Selective Laser Melting Using Different Powder Grades. 2009. Available online: https://repositories.lib.utexas.edu/items/286b56e7-2661-42b4-b49f-afb8513588ea (accessed on 7 August 2024).
- Shalnova, S.A.; Kuzminova, Y.O.; Evlashin, S.A.; Klimova-Korsmik, O.G.; Vildanov, A.M.; Shibalova, A.A.; Turichin, G.A. Effect of recycled powder content on the structure and mechanical properties of Ti-6Al-4V alloy produced by direct energy deposition. J. Alloys Compd. 2022, 893, 162264. [Google Scholar] [CrossRef]
- Xia, Y.; Zhao, J.; Tian, Q.; Guo, X. Review of the Effect of Oxygen on Titanium and Deoxygenation Technologies for Recycling of Titanium Metal. JOM 2019, 71, 3209–3220. [Google Scholar] [CrossRef]
- Emminghaus, N.; Hoff, C.; Hermsdorf, J.; Kaierle, S. Residual oxygen content and powder recycling: Effects on surface roughness and porosity of additively manufactured Ti-6Al-4V. Addit. Manuf. 2021, 46, 102093. [Google Scholar] [CrossRef]
- Dietrich, K.; Diller, J.; Goff, S.D.-L.; Bauer, D.; Forêt, P.; Witt, G. The influence of oxygen on the chemical composition and mechanical properties of Ti-6Al-4V during laser powder bed fusion (L-PBF). Addit. Manuf. 2020, 32, 100980. [Google Scholar] [CrossRef]
- Wei, C.; Ma, X.; Yang, X.; Zhou, M.; Wang, C.; Zheng, Y.; Zhang, W.; Li, Z. Microstructural and property evolution of Ti6Al4V powders with the number of usage in additive manufacturing by electron beam melting. Mater. Lett. 2018, 221, 111–114. [Google Scholar] [CrossRef]
- Nandwana, P.; Peter, W.H.; Dehoff, R.R.; Lowe, L.E.; Kirka, M.M.; Medina, F.; Babu, S.S. Recyclability Study on Inconel 718 and Ti-6Al-4V Powders for Use in Electron Beam Melting. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2016, 47, 754–762. [Google Scholar] [CrossRef]
- Borrelli, R.; Bellini, C.; Berto, F.; Di Cocco, V.; Foti, P.; Iacoviello, F.; Mocanu, L.P.; Pirozzi, C.; Razavi, N.; Franchitti, S. The impact of Ti6Al4V powder reuse on the quality of electron beam powder bed fusion parts. Prog. Addit. Manuf. 2024, 9, 1475–1490. [Google Scholar] [CrossRef]
- Anderson, K.; Daniewicz, S. Statistical analysis of the influence of defects on fatigue life using a Gumbel distribution. Int. J. Fatigue 2018, 112, 78–83. [Google Scholar] [CrossRef]
- Gumbel, E.J. Statistics of Extremes; Columbia University Press: New York, NY, USA, 1958. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Elwany, A.; Bian, L. Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int. J. Fatigue 2017, 94, 218–235. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Powder (W) | Scanning Pattern | Layer Thickness (mm) | Hatch Spacing (mm) | Hatch Rotation (Degrees) | Travel Speed (mm/s) |
|---|---|---|---|---|---|
| 350 | Zigzag | 0.5 | 0.5 | 120 | 1016 |
| Virgin–Small | Reused–Small | Virgin–Large | Reused–Large | |
|---|---|---|---|---|
| Sphericity | 0.895 | 0.894 | 0.883 | 0.893 |
| Virgin–Small | Reused–Small | Virgin–Large | Reused–Large | |
|---|---|---|---|---|
| Number of defected defects | 76 | 1290 | 1165 | 734 |
| Total volume of defects (mm3) | 0.174 | 5.115 | 4.577 | 2.731 |
| Largest volume of defects (mm3) | 0.011 | 0.022 | 0.021 | 0.024 |
| Average volume of defects (mm3) | 0.0024 | 0.0038 | 0.0039 | 0.0040 |
| Average surface area of defects (mm2) | 0.204 | 0.279 | 0.247 | 0.257 |
| Average Sphericity | 0.47 | 0.44 | 0.44 | 0.47 |
| Virgin–Small | Reused–Small | Virgin–Large | Reused–Large | |
|---|---|---|---|---|
| Modulus of Elasticity (GPa) | 101 ± 4 | 114 ± 6 | 137 ± 7 | 106 ± 5 |
| Yield stress (MPa) | 456 ± 15 | 532 ± 18 | 525 ± 16 | 717 ± 25 |
| Ultimate tensile strength (MPa) | 508 ± 18 | 554 ± 22 | 621 ± 24 | 719 ± 29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahtabi, M.; Yadollahi, A.; Morgan-Barnes, C.; Priddy, M.W.; Rhee, H. Effects of Powder Reuse and Particle Size Distribution on Structural Integrity of Ti-6Al-4V Processed via Laser Beam Directed Energy Deposition. J. Manuf. Mater. Process. 2024, 8, 209. https://doi.org/10.3390/jmmp8050209
Mahtabi M, Yadollahi A, Morgan-Barnes C, Priddy MW, Rhee H. Effects of Powder Reuse and Particle Size Distribution on Structural Integrity of Ti-6Al-4V Processed via Laser Beam Directed Energy Deposition. Journal of Manufacturing and Materials Processing. 2024; 8(5):209. https://doi.org/10.3390/jmmp8050209
Chicago/Turabian StyleMahtabi, MohammadBagher, Aref Yadollahi, Courtney Morgan-Barnes, Matthew W. Priddy, and Hongjoo Rhee. 2024. "Effects of Powder Reuse and Particle Size Distribution on Structural Integrity of Ti-6Al-4V Processed via Laser Beam Directed Energy Deposition" Journal of Manufacturing and Materials Processing 8, no. 5: 209. https://doi.org/10.3390/jmmp8050209
APA StyleMahtabi, M., Yadollahi, A., Morgan-Barnes, C., Priddy, M. W., & Rhee, H. (2024). Effects of Powder Reuse and Particle Size Distribution on Structural Integrity of Ti-6Al-4V Processed via Laser Beam Directed Energy Deposition. Journal of Manufacturing and Materials Processing, 8(5), 209. https://doi.org/10.3390/jmmp8050209