
A Study of Fit and Friction Force as a Function of the Printing Process for FFF 3D-Printed Piston–Cylinder Assembly

 , , ,
, , ,
Abstract
:1. Introduction
- How well can an allowance for sliding and running fit be controlled despite the following factors: imprecision of FFF printers, position on build plate, layer thicknesses, and choice of materials?
- Considering specific allowances for sliding and running fit, what kind of friction can be expected from FFF 3D-printed assemblies, and what are the effects of layer thickness and seam type?
2. Materials and Methods
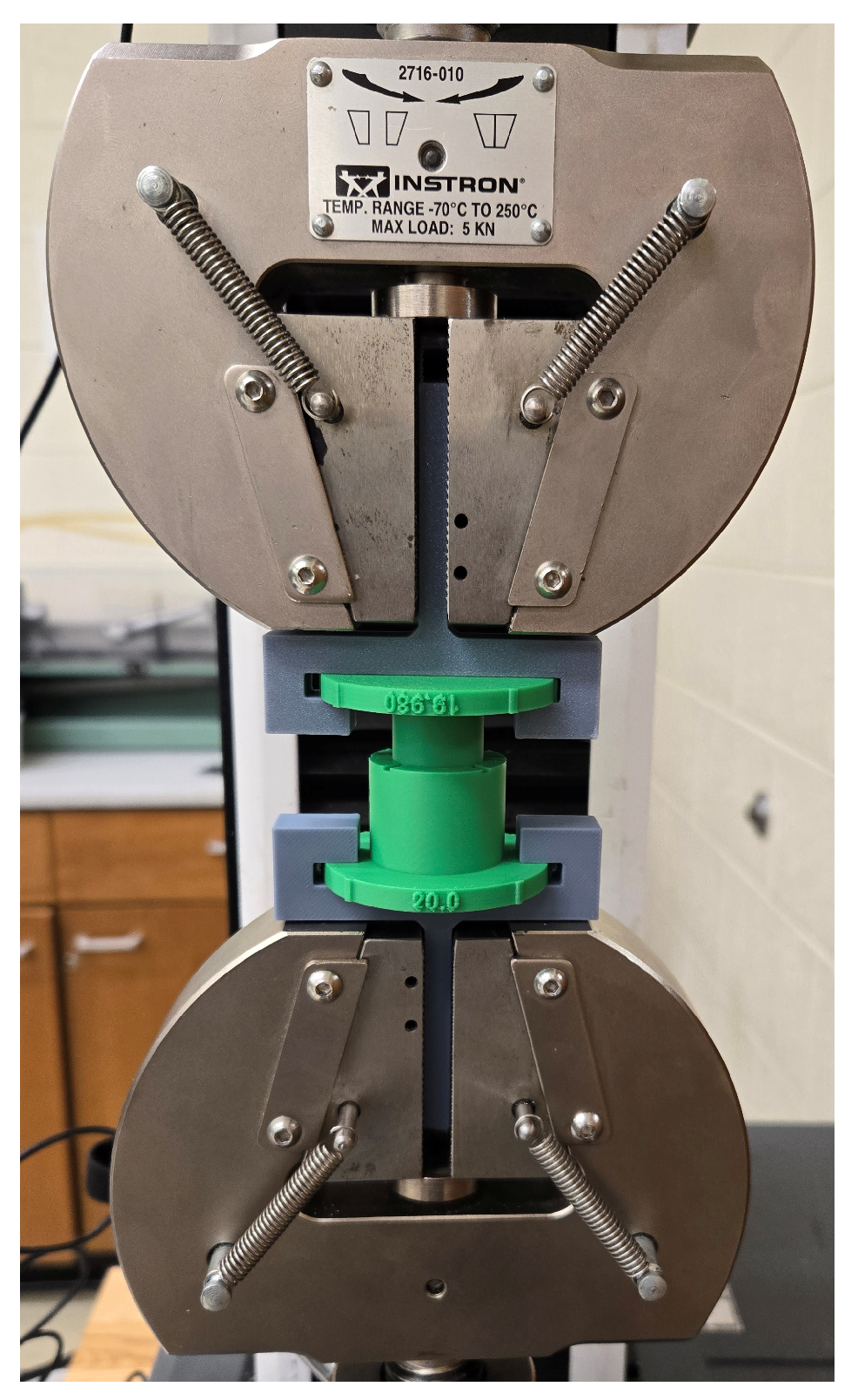
2.1. Equipment
2.2. Dimensional Control
2.2.1. Wall Structures
2.2.2. Cylinders and Pistons to Be Assembled
2.2.3. Choice of Filament Material
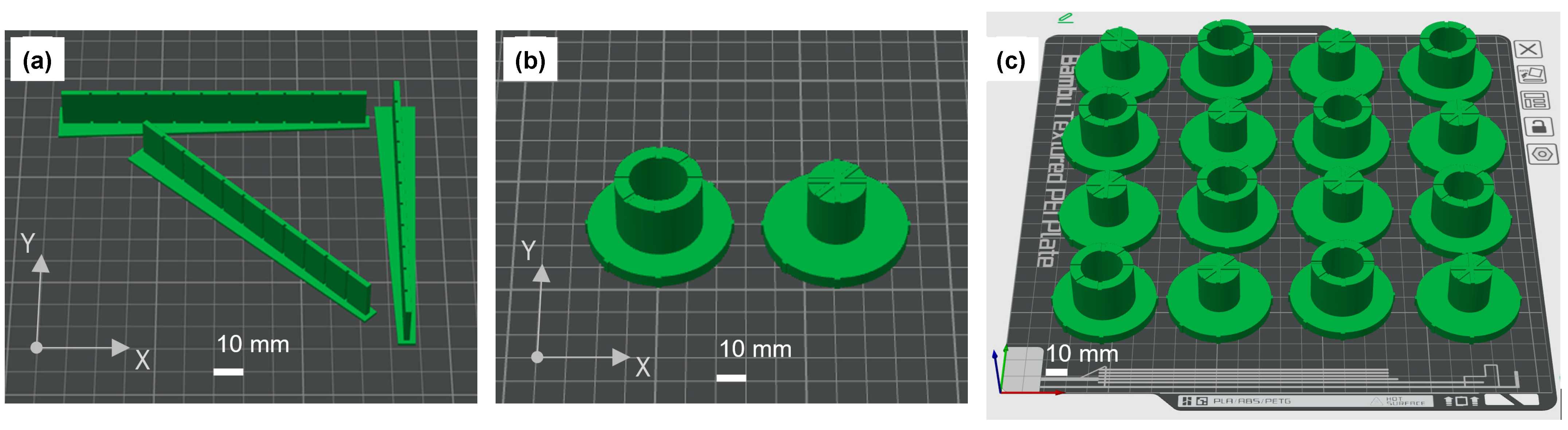
2.2.4. Position on the Build Plate
2.3. Friction of Running and Sliding Fit Types
2.4. Other Influences
2.4.1. Layer Thickness
2.4.2. Seam Type
2.4.3. Piston–Cylinder Relative Angular Position
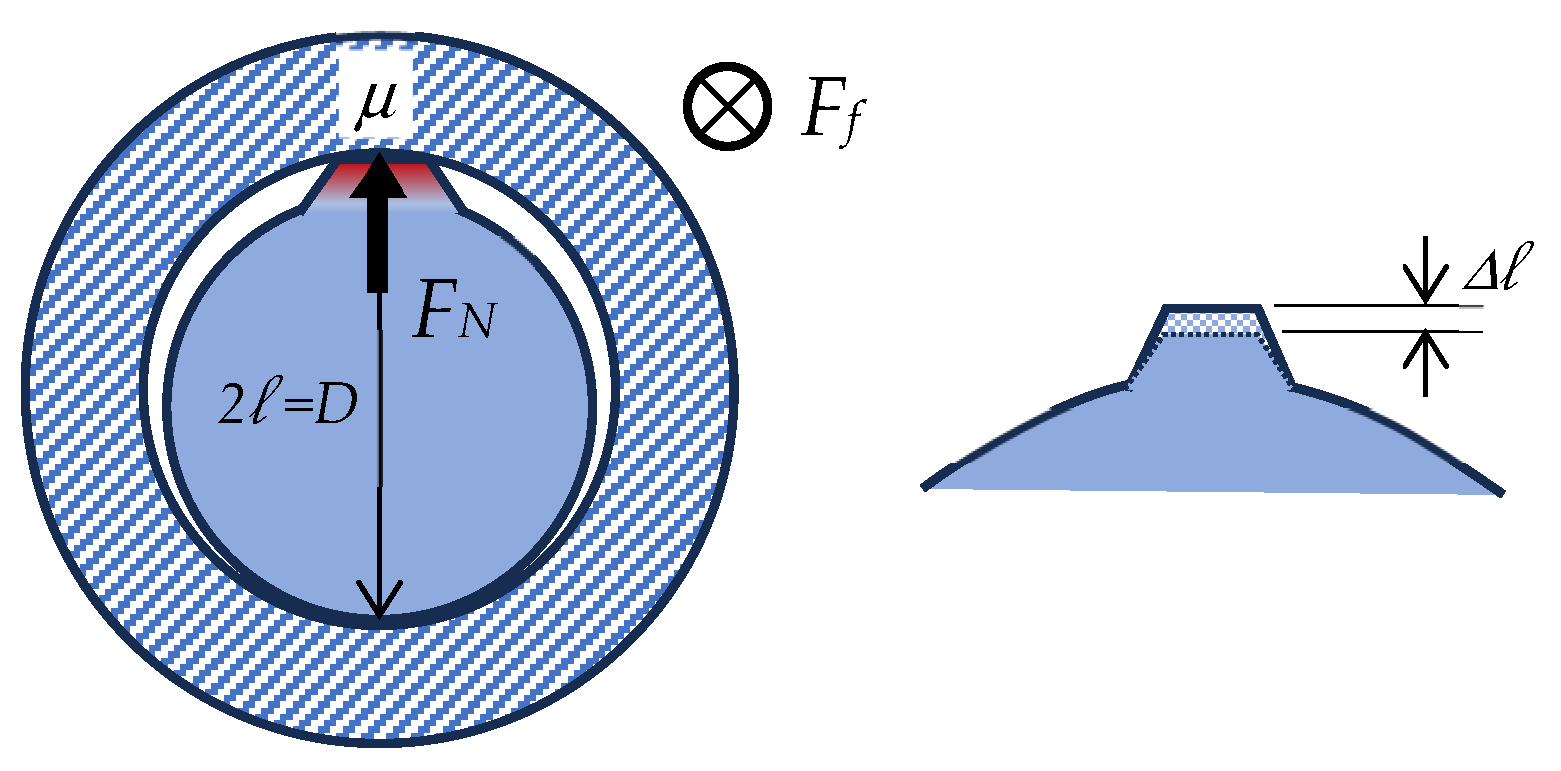
2.5. Mathematical Model of Friction Force
Assumptions and Limitations of the Model
3. Results and Discussion
3.1. Assessment of Main Printer Performances for Geometrical Compliance
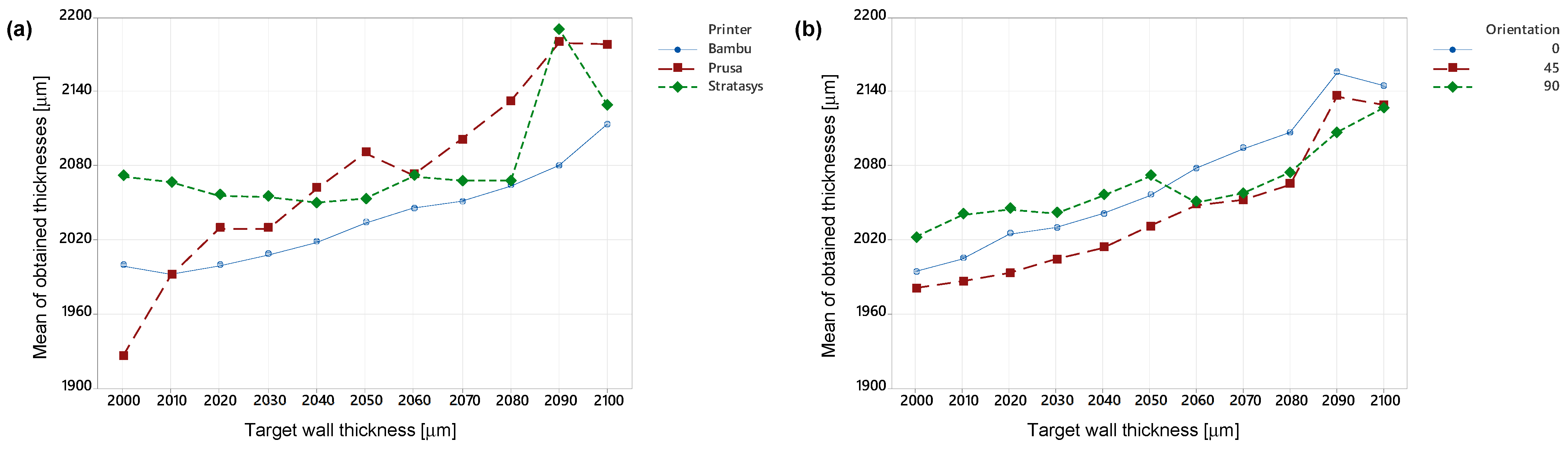
3.1.1. Resulting Thicknesses of Wall Test Structures
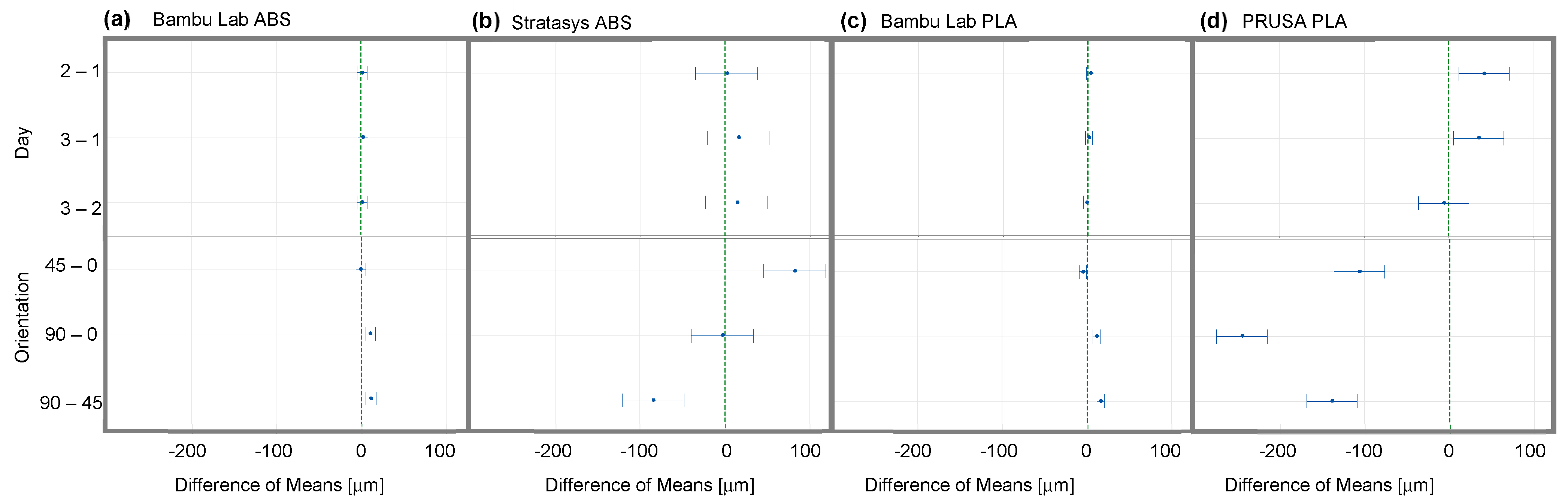
3.1.2. Resulting Thickness Differences of Wall Test Structure
3.1.3. Surface Topography of Cylindrical Shapes
3.1.4. Impact of Print Orientation Dependance on Circularity Error
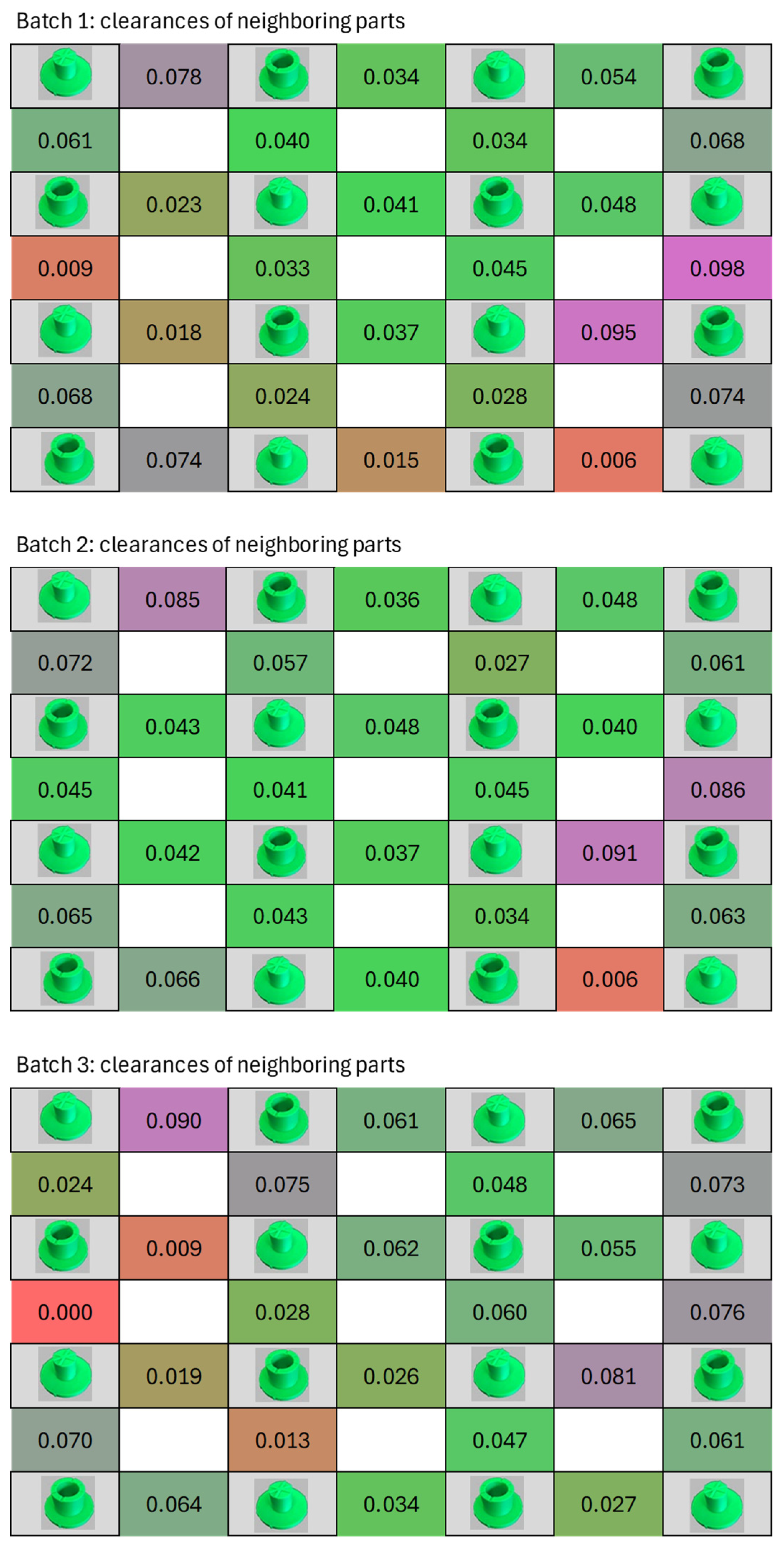
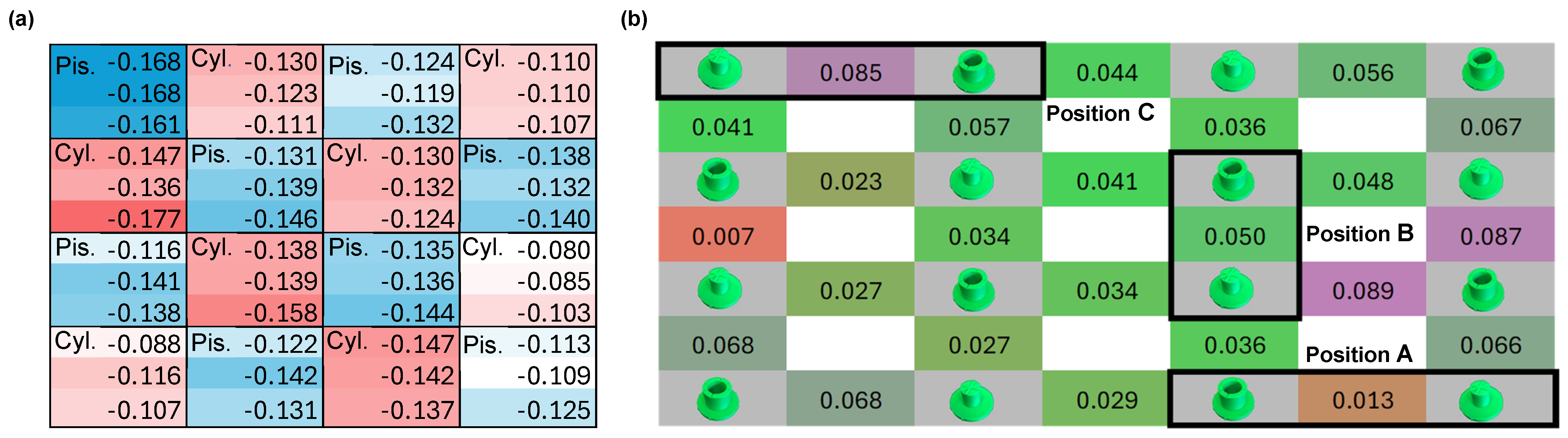
3.1.5. Influence of Position on the Print Bed
3.2. Associating Dimensions with Friction Force Measurements
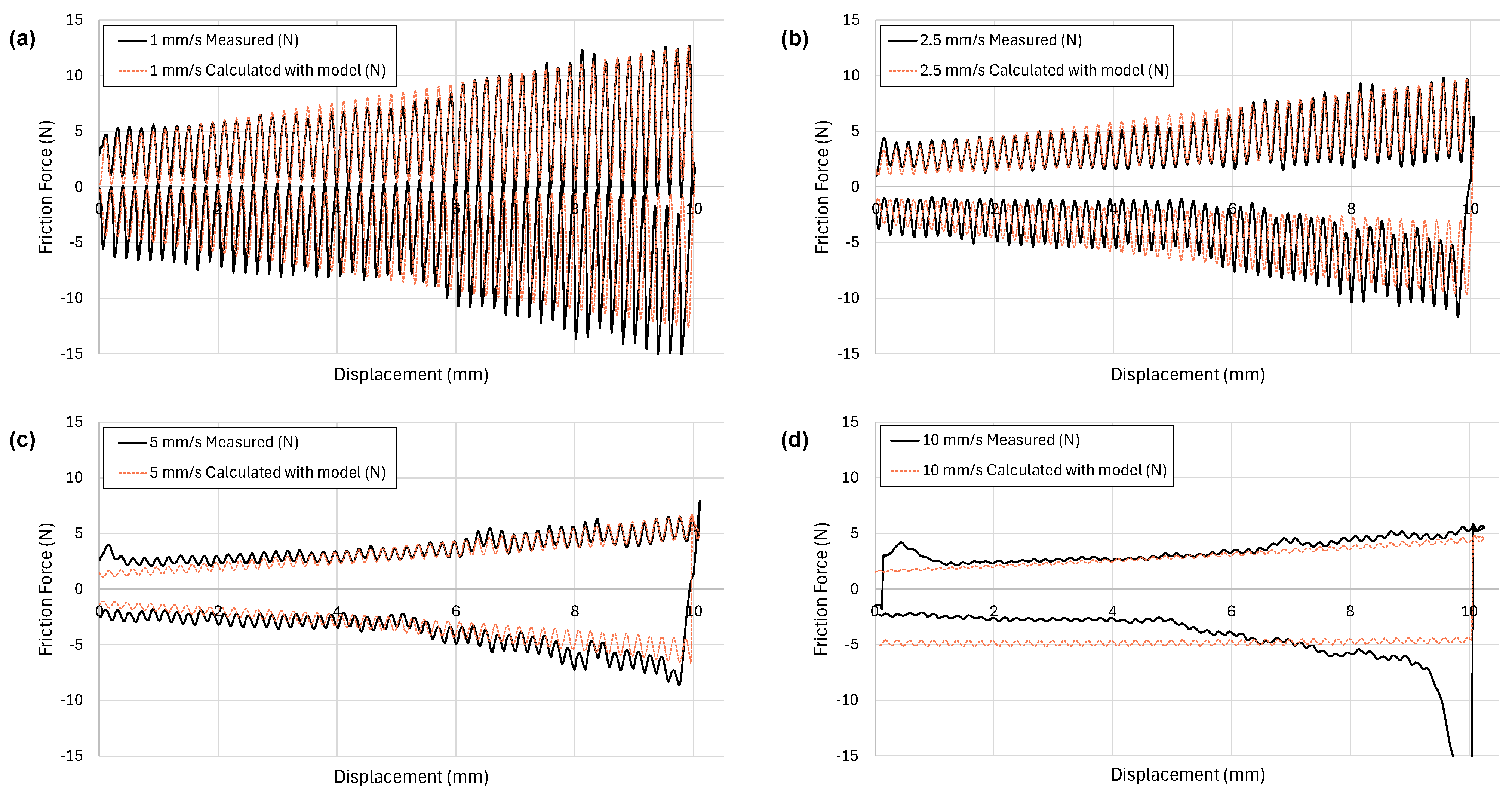
3.2.1. Friction Force Measurements and Test of Concept Model
3.2.2. Friction of Running and Sliding Clearance Types
3.2.3. Fits Variability
- Average measured variability of s and of Ff_total_base-max: ±86%;
- Average measured variability of Ff_total_oscil-max: ±93%.
- Average measured variability of s and of Ff_total_base-max: ±48%;
- Average measured variability of Ff_total_oscil-max: ±49%.
3.3. Other Influences
3.3.1. Influence of Layer Thickness
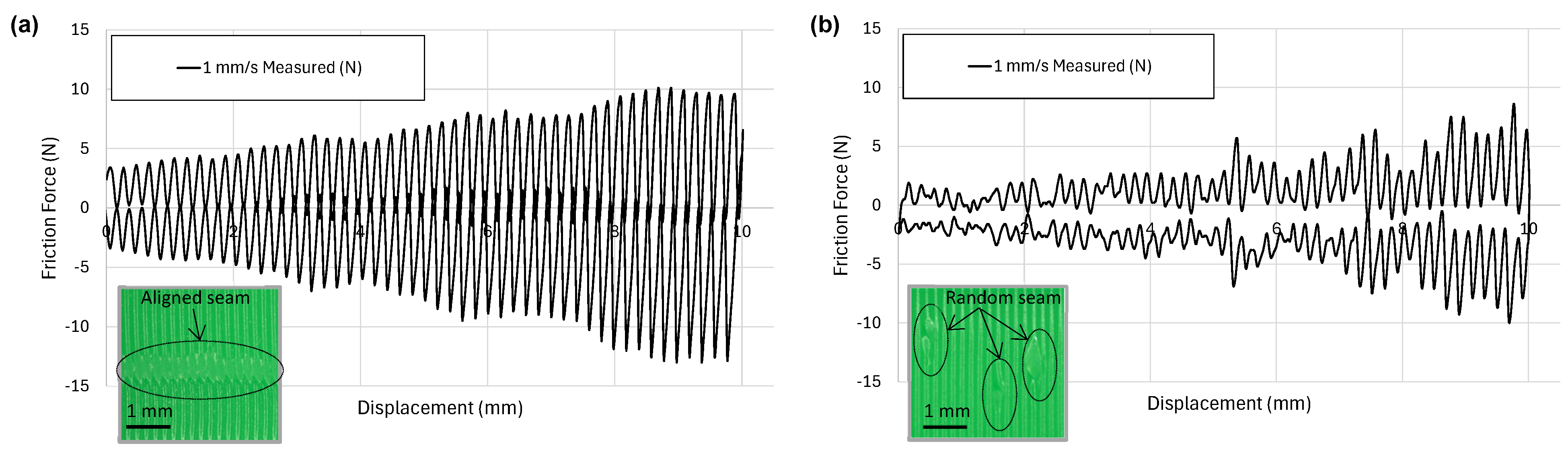
3.3.2. Influence of the Seam Type
3.3.3. Influence of Piston–Cylinder Relative Angular Position on Friction
4. Summary and Conclusions
- There is rarely a significant difference between consecutive printing days, indicating that most 3D printers are generally repeatable.
- There is often a significant difference between different print orientations, indicating that the print orientation needs to be considered when designing the fit of interacting FFF parts.
- The Bambu Lab printer showed the most repeatable change in wall thickness with the greatest resolution. The Stratasys printer resulted in the smoothest surfaces, and the Prusa printer showed the most variability.
- Printing performances regarding precision and accuracy strongly depend on the printer type and are not necessarily related to the printer cost.
- The location on the print bed can affect the dimensional accuracy of pistons and cylinders, making it impossible to target a definite clearance. With the Bambu Lab printer, the best tolerances for allowance in the assembled parts occurred near the center of the build plate, where both the piston and cylinder experienced similar deviations from target values; the resulting friction forces of the obtained fits could be defined with a ±50% relative variability.
- The friction force of the piston sliding in the cylinder increased with the depth of the piston in the cylinder and showed oscillations as the different print layers interacted. The faster the sliding speed, the smaller the oscillations.
- A simple analytical model based on Hooke’s law matched the friction force data well and can be used for different sliding speeds and clearance values.
- Reducing the layer thickness when printing cylinders and pistons to be assembled will provide a smoother surface, increase their measurable clearance, and in general also increase their clearance fit type.
- Random seams showed lower friction forces than aligned seams, but the aligned seams exhibited more uniform and predictable friction behavior.
- The friction forces in the axial direction can vary depending on the angular position between piston and cylinder. Therefore, to maintain a desired sliding and running fit with a piston–cylinder assembly, the relative angular rotation between them needs to be impeded.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| In-fill pattern at mid-height (Bambu Lab and Prusa) | |
|---|---|
| X-axis (0 DEG): 0 DEG wall threads |  |
| Y-axis (90 DEG): 0 DEG wall threads |  |
| 45 DEG: 0 DEG wall threads |  |
| In-fill pattern at mid-height (Stratasys) | |
| X-axis (0 DEG): -45 DEG wall threads |  |
| Y-axis (90 DEG): +45 DEG wall threads |  |
| 45 DEG: +90 DEG wall threads |  |
| X-Axis (0 DEG) | Y-Axis (90 DEG) | 45 DEG | |
|---|---|---|---|
| Bambu Lab ABS |  |  |  |
| Stratasys ABS |  |  |  |
| Bambu Lab PLA |  |  |  |
| Prusa PLA |  |  |  |
| Cylinder Piston (Bambu Lab and Prusa) | |
|---|---|
| In-fill pattern at mid-height | 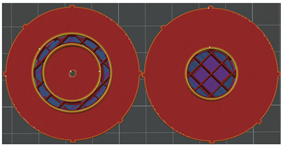 |
| Cylinder Piston (Stratasys) | |
| In-fill pattern at mid-height |  |
Appendix B
References
- Lalegani Dezaki, M.; Mohd Ariffin, M.K.A.; Hatami, S. An Overview of Fused Deposition Modelling (FDM): Research, Development and Process Optimisation. Rapid Prototyp. J. 2021, 27, 562–582. [Google Scholar] [CrossRef]
- Khan, I.; Abas, M.; Ahmad, S.; Al Rashid, A.; Koç, M. Fabrication of a Low-Cost Fused Filament Fabrication-Based 3D Printer and Investigation of the Effects of Process Parameters on Mechanical Properties of 3D-Printed Samples. J. Eng. Res. 2024, in press. [CrossRef]
- Bonnín Roca, J.; Vaishnav, P.; Laureijs, R.E.; Mendonça, J.; Fuchs, E.R.H. Technology Cost Drivers for a Potential Transition to Decentralized Manufacturing. Addit. Manuf. 2019, 28, 136–151. [Google Scholar] [CrossRef]
- Zander, N.E.; Gillan, M.; Burckhard, Z.; Gardea, F. Recycled Polypropylene Blends as Novel 3D Printing Materials. Addit. Manuf. 2019, 25, 122–130. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical Properties of Components Fabricated with Open-Source 3-D Printers under Realistic Environmental Conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef]
- Maraveas, C.; Kyrtopoulos, I.V.; Arvanitis, K.G. Evaluation of the Viability of 3D Printing in Recycling Polymers. Polymers 2024, 16, 1104. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D Printing Filament as a Second Life of Waste Plastics—A Review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Gebler, M.; Schoot Uiterkamp, A.J.M.; Visser, C. A Global Sustainability Perspective on 3D Printing Technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Pearce, J.M.; Blair, C.M.; Laciak, K.J.; Andrews, R.; Nosrat, A.; Zelenika-Zovko, I. 3-D Printing of Open Source Appropriate Technologies for Self-Directed Sustainable Development. Eur. J. Sustain. Dev. 2010, 3, 17. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in Additive Manufacturing and Rapid Prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM Process Parameters Influence over the Mechanical Properties of Polymer Specimens: A Review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Analysis of Tensile Strength of a Fused Filament Fabricated PLA Part Using an Open-Source 3D Printer. Int. J. Adv. Manuf. Technol. 2019, 101, 1525–1536. [Google Scholar] [CrossRef]
- Kumar Pal, A.; Mohanty, A.K.; Misra, M. Additive Manufacturing Technology of Polymeric Materials for Customized Products: Recent Developments and Future Prospective. RSC Adv. 2021, 11, 36398–36438. [Google Scholar] [CrossRef]
- MakerWorld: Download Free 3D Printing Models. Available online: https://makerworld.com/en (accessed on 26 August 2024).
- Thingiverse.com; Thingiverse—Digital Designs for Physical Objects. Available online: https://www.thingiverse.com/ (accessed on 26 August 2024).
- Team, F. 67 Cool Things to 3D Print. Available online: https://www.format.com/magazine/resources/design/3d-printer-designs/ (accessed on 26 August 2024).
- Mamo, H.B.; Adamiak, M.; Kunwar, A. 3D Printed Biomedical Devices and Their Applications: A Review on State-of-the-Art Technologies, Existing Challenges, and Future Perspectives. J. Mech. Behav. Biomed. Mater. 2023, 143, 105930. [Google Scholar] [CrossRef] [PubMed]
- Kermavnar, T.; Shannon, A.; O’Sullivan, K.J.; McCarthy, C.; Dunne, C.P.; O’Sullivan, L.W. Three-Dimensional Printing of Medical Devices Used Directly to Treat Patients: A Systematic Review. 3d Print. Addit. Manuf. 2021, 8, 366. [Google Scholar] [CrossRef] [PubMed]
- Grgić, I.; Karakašić, M.; Glavaš, H.; Konjatić, P. Accuracy of FDM PLA Polymer 3D Printing Technology Based on Tolerance Fields. Processes 2023, 11, 2810. [Google Scholar] [CrossRef]
- Popović, M.; Pjević, M.; Milovanović, A.; Mladenović, G.; Milošević, M. Printing Parameter Optimization of PLA Material Concerning Geometrical Accuracy and Tensile Properties Relative to FDM Process Productivity. J. Mech. Sci. Technol. 2023, 37, 697–706. [Google Scholar] [CrossRef]
- Frunzaverde, D.; Cojocaru, V.; Ciubotariu, C.-R.; Miclosina, C.-O.; Ardeljan, D.D.; Ignat, E.F.; Marginean, G. The Influence of the Printing Temperature and the Filament Color on the Dimensional Accuracy, Tensile Strength, and Friction Performance of FFF-Printed PLA Specimens. Polymers 2022, 14, 1978. [Google Scholar] [CrossRef]
- Sharma, P.; Vaid, H.; Vajpeyi, R.; Shubham, P.; Agarwal, K.M.; Bhatia, D. Predicting the Dimensional Variation of Geometries Produced through FDM 3D Printing Employing Supervised Machine Learning. Sens. Int. 2022, 3, 100194. [Google Scholar] [CrossRef]
- Lieneke, T.; Adam, G.A.O.; Leuders, S.; Knoop, F.; Josupeit, S.; Delfs, P.; Funke, N.; Zimmer, D. Systematical Determination of Tolerances for Additive Manufacturing by Measuring Linear Dimensions. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 10–12 August 2015; Bourell, D.L., Ed.; University of Texas at Austin: Austin, TX, USA, 2015. [Google Scholar]
- Zainal, M.A.; Ismail, K.I.; Yap, T.C. Tribological Properties of PLA 3D Printed at Different Extrusion Temperature. J. Phys. Conf. Ser. 2023, 2542, 012001. [Google Scholar] [CrossRef]
- Georgiana, C.; Stoica, N.A.; Stoica, A. Friction Behavior of 3D-Printed Polymeric Materials Used in Sliding Systems. Mater. Plast. 2021, 58, 176–185. [Google Scholar] [CrossRef]
- Aziz, R.; Ul Haq, M.I.; Raina, A. Effect of Surface Texturing on Friction Behaviour of 3D Printed Polylactic Acid (PLA). Polym. Test. 2020, 85, 106434. [Google Scholar] [CrossRef]
- Sojoodi Farimani, F.; De Rooij, M.; Hekman, E.; Misra, S. Frictional Characteristics of Fusion Deposition Modeling (FDM) Manufactured Surfaces. Rapid Prototyp. J. 2020, 26, 1095–1102. [Google Scholar] [CrossRef]
- Hanon, S.M.; Kovács, M.; Zsidai, L. Tribological Behaviour Comparison of ABS Polymer Manufactured Using Turning and 3D Printing. Int. J. Eng. Manag. Sci. 2019, 4, 46–57. [Google Scholar] [CrossRef]
- Xu, J.; Liu, N.; Zhang, F.; Du, J.; Zheng, C.; Gao, X.; Liu, K. Frictional Behaviors of 3D-Printed Polylactic Acid Components With Spiral-Groove Surface Textures Under Oil Lubrication. J. Tribol. 2022, 145, 011803. [Google Scholar] [CrossRef]
- Schaechtl, P.; Schleich, B.; Wartzack, S. Statistical Tolerance Analysis of 3D-Printed Non-Assembly Mechanisms in Motion Using Empirical Predictive Models. Appl. Sci. 2021, 11, 1860. [Google Scholar] [CrossRef]
- Gonabadi, H.; Hosseini, S.F.; Chen, Y.; Bull, S. Structural Analysis of Small-Scale 3D Printed Composite Tidal Turbine Blades. Ocean Eng. 2024, 306, 118057. [Google Scholar] [CrossRef]
- Przekop, R.E.; Kujawa, M.; Pawlak, W.; Dobrosielska, M.; Sztorch, B.; Wieleba, W. Graphite Modified Polylactide (PLA) for 3D Printed (FDM/FFF) Sliding Elements. Polymers 2020, 12, 1250. [Google Scholar] [CrossRef]
- Chhabra, D.; Deswal, S.; Kaushik, A.; Garg, R.K.; Kovács, A.; Khargotra, R.; Singh, T. Analysis of Fused Filament Fabrication Parameters for Sliding Wear Performance of Carbon Reinforced Polyamide Composite Material Fabricated Parts Using a Hybrid Heuristic Tool. Polym. Test. 2023, 118, 107910. [Google Scholar] [CrossRef]
- Krause, J.; Bhounsule, P. A 3D Printed Linear Pneumatic Actuator for Position, Force and Impedance Control. Actuators 2018, 7, 24. [Google Scholar] [CrossRef]
- Nall, C.L.; Bhounsule, P.A. A Miniature 3D Printed On-Off Linear Pneumatic Actuator and Its Demonstration into a Cartoon Character of a Hopping Lamp. Actuators 2019, 8, 72. [Google Scholar] [CrossRef]
- Coehoorn, J. What Kinds of Gaps/Tolerances Should I Use When Designing Pieces that Fit Together? Available online: https://3dprinting.stackexchange.com/q/6576 (accessed on 26 August 2024).
- Rabyking, S. Answer to “What Kinds of Gaps/Tolerances Should I Use When Designing Pieces that Fit Together?”. Available online: https://3dprinting.stackexchange.com/a/6854 (accessed on 26 August 2024).
- Henri_Dupont Recommended Clearance for Print in Place Moving Parts. Available online: www.reddit.com/r/3Dprinting/comments/sljq6z/recommended_clearance_for_print_in_place_moving/ (accessed on 26 August 2024).
- Tvan3l Clearance 3D Printing Assembly. Available online: www.reddit.com/r/3Dprinting/comments/7ri23c/clearance_3d_printing_assembly/ (accessed on 26 August 2024).
- Line Width. Available online: https://wiki.bambulab.com/en/software/bambu-studio/parameter/line-width (accessed on 6 October 2024).
- Arrospide, E.; Bikandi, I.; García, I.; Durana, G.; Aldabaldetreku, G.; Zubia, J. 7—Mechanical Properties of Polymer-Optical Fibres. In Polymer Optical Fibres; Bunge, C.-A., Gries, T., Beckers, M., Eds.; Woodhead Publishing: Duxford, UK, 2017; pp. 201–216. ISBN 978-0-08-100039-7. [Google Scholar]
- Hajikarimi, P.; Moghadas Nejad, F. Chapter 3—Mechanical Models of Viscoelasticity. In Applications of Viscoelasticity; Hajikarimi, P., Moghadas Nejad, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 27–61. ISBN 978-0-12-821210-3. [Google Scholar]
- Bao, M.; Yang, H. Squeeze Film Air Damping in MEMS. Sens. Actuators A Phys. 2007, 136, 3–27. [Google Scholar] [CrossRef]
- Pan, C.H. Squeeze Film Gas Lubrication. In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.-W., Eds.; Springer US: Boston, MA, USA, 2013; pp. 3263–3269. ISBN 978-0-387-92897-5. [Google Scholar]
- Rajagopal, K.R. A Note on a Reappraisal and Generalization of the Kelvin–Voigt Model. Mech. Res. Commun. 2009, 36, 232–235. [Google Scholar] [CrossRef]
- Machinery’s Handbook: Toolbox. Industrial Press: South Norwalk, CT, USA, 2016.




| Piston Type | Bambu Lab ABS, 0.20 mm Layers | Stratasys ABS, 0.18 mm Layers | Bambu Lab PLA, 0.20 mm Layers | Prusa PLA, 0.20 mm Layers |
|---|---|---|---|---|
| Ra (mm) | 12.60 | 12.23 | 14.95 | 19.73 |
| Rz (mm) | 57 | 49 | 50 | 68 |
| Circularity Error (% Diameter) | Bambu Lab ABS, 0.20 mm Layers | Stratasys ABS, 0.18 mm Layers | Bambu Lab PLA, 0.20 mm Layers | Prusa PLA, 0.20 mm Layers |
|---|---|---|---|---|
| Piston shaft | 0.22 | 0.24 | 0.14 | 0.32 |
| Cylinder hole | 0.19 | 0.50 | 0.21 | 0.27 |
| Diameters\Angle | 0 DEG | 45 DEG | 90 DEG | Total |
|---|---|---|---|---|
| Cylinder (mm) | 19.869 ± 0.011 | 19.878 ± 0.023 | 19.863 ± 0.022 | 19.870 ± 0.020 |
| Piston (mm) | 19.860 ± 0.005 | 19.805 ± 0.001 | 19.809 ± 0.005 | 19.825 ± 0.025 |
| Average measured clearance for assembly (mm) | 0.045 ± 0.045 | |||
| (mm/s) | 1.0 | 2.5 | 5.0 | 10 |
| s (N/m) | 1781.3 | |||
| Ff_total_base-max (N): | 6.7 | 6.4 | 5.6 | 6.7 |
| Ff_total_oscil-max (N): | 6.0 | 3.3 | 1.1 | 0.4 |
| (m) (-) | 162·10−6 0.5·10−3 | |||
| B (-) | 0.90 | 0.52 | 0.20 | 0.06 |
| mPLA used (-) | 0.25 | 0.24 | 0.21 | 0.25 |
| Equivalent Clearance Fit | RC5eq | RC6eq | RC7eq | RC8eq | RC9eq |
|---|---|---|---|---|---|
| s (N/m) | 8313 | 3411 | 1768 | 385 | 211 |
| Ff_total_base-max (N): | 31.2 | 12.8 | 6.6 | 1.4 | 0.8 |
| Ff_total_oscil-max (N): | 12.5 | 5.1 | 2.7 | 0.6 | 0.3 |
| B (-) mPLA used (-) | 0.40 0.25 | ||||
| (m) | 162·10−6 | 94·10−6 | 67·10−6 | 53·10−6 | 32·10−6 |
| (-) | 2·10−3 | 1.65·10−3 | 1.2·10−3 | 0.33·10−3 | 0.3·10−3 |
| Assembly\Piston Type | Bambu Lab PLA, 0.28 mm Layers | Bambu Lab PLA, 0.20 mm Layers | Bambu Lab PLA, 0.15 mm Layers | Bambu Lab PLA, 0.10 mm Layers |
|---|---|---|---|---|
| Clearance (mm) position A | -0.001 ± 0.068 [-0.080–0.090] | 0.049 ± 0.027 [0.013–0.098] | 0.58 ± 0.029 [0.019–0.097] | 0.074 ± 0.015 [0.048–0.094] |
| Clearance (mm) position B | 0.018 ± 0.055 [-0.054–0.085] | 0.075 ± 0.058 [-0.023–0.142] | 0.117 ± 0.053 [0.048–0.195] | 0.108 ± 0.035 [0.073–0.162] |
| Clearance (mm) position C | 0.064 ± 0.047 [-0.008–0.120] | 0.126 ± 0.067 [0.040–0.229] | 0.125 ± 0.063 [0.051–0.218] | 0.122 ± 0.066 [0.031–0.202] |
| Piston Type | Bambu Lab PLA, 0.28 mm Layers | Bambu Lab PLA, 0.20 mm Layers | Bambu Lab PLA, 0.15 mm layers | Bambu Lab PLA, 0.10 mm Layers |
|---|---|---|---|---|
| Ra (mm) | 19.00 | 14.95 | 9.36 | 6.00 |
| Rz (mm) | 80 | 50 | 39 | 31 |
| s (N/m) | 8936 | 1219 | 1544 | 823 |
| Ff_total_base-max (N): | 33.5 | 4.6 | 5.8 | 3.1 |
| Ff_total_oscil-max (N): | 24.1 | 3.7 | 3.9 | 0.2 |
| Diameters\Angle | Aligned Seam | Random Seam |
|---|---|---|
| Cylinder (mm) | 19.845 ± 0.024 [19.818–19.887] | 19.857 ± 0.031 [19.825–19.909] |
| Piston (mm) | 19.818 ± 0.031 [19.789–19.840] | 19.816 ± 0.018 [19.791–19.842] |
| Piston–Cylinder Pair 1 | Piston–Cylinder Pair 2 | Piston–Cylinder Pair 3 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Relative Angular Position | 0 DEG | 45 DEG | 90 DEG | 0 DEG | 45 DEG | 90 DEG | 0 DEG | 45 DEG | 90 DEG |
| s (N/m) | 372 | 434 | 620 | 143 | 643 | 1101 | 152 | 256 | 99 |
| Ff_total_base-max (N): | 1.4 | 1.6 | 2.3 | 0.5 | 2.4 | 4.1 | 0.6 | 1.0 | 0.4 |
| Ff_total_oscil-max (N): | 0.7 | 1.0 | 1.6 | 0.2 | 1.7 | 4.5 | 0.1 | 0.4 | 0.2 |
| Measured clearance (mm) | 113 mm ± 70 mm [0.005–0.201] | 142 mm ± 96 mm [-0.012–0.260] | 154 mm ± 74 mm [0.024–0.235] | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Passeraub, P.A.; Allen, Q.; Clark, E.; Miles, M.; Berns, S.; Pearson, M.; Allred, S.; Brooks, J.; Hugon, S. A Study of Fit and Friction Force as a Function of the Printing Process for FFF 3D-Printed Piston–Cylinder Assembly. J. Manuf. Mater. Process. 2024, 8, 249. https://doi.org/10.3390/jmmp8060249
Passeraub PA, Allen Q, Clark E, Miles M, Berns S, Pearson M, Allred S, Brooks J, Hugon S. A Study of Fit and Friction Force as a Function of the Printing Process for FFF 3D-Printed Piston–Cylinder Assembly. Journal of Manufacturing and Materials Processing. 2024; 8(6):249. https://doi.org/10.3390/jmmp8060249
Chicago/Turabian StylePasseraub, Philippe A., Quentin Allen, Elizabeth Clark, Michael Miles, Siddartha Berns, Maija Pearson, Sterling Allred, Jonah Brooks, and Sylvain Hugon. 2024. "A Study of Fit and Friction Force as a Function of the Printing Process for FFF 3D-Printed Piston–Cylinder Assembly" Journal of Manufacturing and Materials Processing 8, no. 6: 249. https://doi.org/10.3390/jmmp8060249
APA StylePasseraub, P. A., Allen, Q., Clark, E., Miles, M., Berns, S., Pearson, M., Allred, S., Brooks, J., & Hugon, S. (2024). A Study of Fit and Friction Force as a Function of the Printing Process for FFF 3D-Printed Piston–Cylinder Assembly. Journal of Manufacturing and Materials Processing, 8(6), 249. https://doi.org/10.3390/jmmp8060249