Abstract
The rapid advancement of Industry 4.0 technologies has transformed industrial maintenance operations, introducing digital work instructions as a critical tool for improving efficiency and reducing errors. However, existing digitalization approaches often fail to account for variations in worker expertise, leading to cognitive overload, frustrations, and overall inefficiency. This study proposes a novel methodology for dynamically personalizing digital work instructions by structuring task instructions based on complexity levels and worker proficiency. Using the Model of Hierarchical Complexity (MHC) as a framework ensures that operators receive guidance tailored to their cognitive and skill capabilities. The methodology is implemented and evaluated in an industrial maintenance environment, where digital work instructions are adapted based on worker profiles. The results show significant improvements in maintenance operations, including a reduction in task completion time, a decrease in error rates, and enhanced worker engagement. Comparative analysis with conventional static instructions reveals that personalized digital work instructions contribute to a more effective knowledge transfer process, reducing cognitive strain and enhancing procedural adherence. Additionally, integrating predictive maintenance strategies with personalized work instructions could further enhance operational efficiency by enabling proactive decision-making. Addressing potential challenges, such as worker resistance to adaptive technologies and data privacy concerns, will be crucial for widespread implementation. In conclusion, leveraging the Model of Hierarchical Complexity to personalize digital work instructions represents a significant step toward optimizing industrial maintenance workflows. Tailoring instructional content to individual skill levels and cognitive abilities enhances workforce productivity, reduces errors, and contributes to the broader objectives of Industry 4.0.
1. Introduction
1.1. Maintenance Instructions
Maintenance instructions, plans, operations, or tasks describe maintenance activities. The term “maintenance instruction” refers to a collection of specified actions designed to achieve a maintenance objective. These instructions are classified as either non-knowledge-based or knowledge-based. Non-knowledge-based activities give precise instructions so that the person following them does not need to be familiar with the subject. A non-knowledge-based instruction might be “Take a sample of the oil using the pipette provided with the test kit. Add the sample to the test fluid and wait 5 min for it to react. Determine the amount of water in the oil using the color scale included with the test kit”. On the other hand, knowledge-based instructions assume that the person performing the work has prior knowledge and expertise related to the task at hand. A knowledge-based instruction might read “Measure the water content in the oil” [1]. This brief description of two types of maintenance instructions, which refers to two different types of knowledge depending on the user who will execute the procedure, acts as a good starting point for this study on structuring for maintenance procedures.
Paper-based instructions have always been the most common and cost-effective means of providing portable instructions. However, the picture has changed dramatically with the introduction of tablets and smartphones. Many companies are digitizing their internal materials, including maintenance manuals. This digitization movement opens up new opportunities for delivering instructions in more complex formats, such as animations and videos, which can help users understand what they read.
Several approaches to digitizing manuals and instructions have been proposed. In maintenance, interactive work instructions have emerged as a popular format. They are designed to replace traditional paper-based “A to Z” papers by correctly delivering the necessary instructions. Adopting this new type of work instruction improves instructions and allows those with lower skill levels to participate, especially in non-knowledge-based activities. Augmented reality (AR) has also shown potential results in improving maintenance instructions. When AR technologies replace paper or pdf-based approaches, they minimize maintenance time and error incidence [2].
1.2. Digital Work Instructions
An industry necessity is to equate the maintenance instructions’ complexity to the worker knowledge/skills. When workers need to manage new or rapidly changing tasks, using digital work instructions can greatly benefit them. The cognitive processing of instructions becomes easier when there is a greater similarity between what is represented in the instruction and real-world objects [3].
A variety of technologies have been developed in response to this idea. Several patents focus on digitally animated and interactive work instructions to replace traditional paper-based instructions such as engineering drawings [4]. Despite these advances, the widespread use of digitally animated and interactive work instructions is still limited in practice. A likely explanation for the industry’s reluctance is the lack of solid studies to prove whether these innovative forms of work instructions are preferable to their legacy paper-based counterparts [5]. Furthermore, there is currently little material on the effectiveness of digital work instructions for learning new activities in industrial settings. The current research provides an opportunity to address this need by conducting a study in a typical industrial scenario [6,7].
Digital work instructions offer significant advantages, especially when learning new or rapidly changing work procedures. These instructions use animated images that reduce cognitive load by eliminating the need for learners to imagine the movements. This allows learners to fully focus on understanding and mastering the method, improving long-term retention. In addition, using clear moving images reduces the possibility of misinterpreting static representations such as arrows, improving clarity and comprehension. Similarly, well-designed digitally animated and interactive work instructions can provide 3D images from multiple angles, providing a more comprehensive view than dense technical drawings [5].
The interactivity of digital work instructions is another valuable feature. These instructions can increase motivation and improve learning outcomes by leaving self-control to the learner. Interactivity directly engages learners in the learning process, helping them to focus on the relevant aspects of complex tasks while reducing cognitive load. This optimized allocation of cognitive resources facilitates effective learning. Furthermore, incorporating verbal cues into digitally animated, interactive work instructions is consistent with theories such as Dual Coding Theory [8] and Multimedia Learning Theory [9]. These theories state that learning is more effective when information is presented in verbal and visual forms, allowing for simultaneous processing. Digital work instructions offer the advantage of seamlessly blending verbal explanations and visual representations, overcoming challenges faced by traditional paper technical drawings. These advantages suggest that interactive work instructions are superior to traditional paper-based instructions. The question, then, is whether providing both types of instructions to employees simultaneously could lead to even higher performance. A paper-based technical drawing technique would provide a quick overview, while interactive work instruction would provide complete step-by-step guidance. It would also take into account the preferences of individual learners as well as the specific requirements of the task at hand. However, when different forms of instruction are presented simultaneously, the potential consequences of information overload and increased cognitive load must be considered. The “split-attention effect” [10] states that abundant redundant information can contribute to distraction and higher mental effort, limiting effective learning and task performance. It is, therefore, important to strike the right balance between providing comprehensive support and not overloading learners with too much information.
1.3. Maintenance Instructions in the 4.0 Industry
The advances of Industry 4.0 have ushered in a paradigm shift in maintenance operations, promising significant advancements through data-driven strategies and intelligent automation. However, realizing the full potential of these technologies requires addressing critical challenges in data integration, artificial intelligence (AI) explainability, and human–machine collaboration.
A cornerstone of Industry 4.0 maintenance is the ability to leverage the vast data streams generated by the Internet of Things (IoT) [11,12]. However, integrating these heterogeneous data into a unified knowledge base remains a significant challenge. The lack of standardized data formats and communication protocols disables seamless data exchange, creating a “data silo” effect [13]. To overcome this, it is crucial to develop a robust data integration platform capable of handling diverse data types, including sensor data, operational logs, and environmental parameters. Furthermore, establishing industry-wide standards for data exchange and interoperability, similar to those in other scientific domains, is essential for fostering collaboration and knowledge sharing.
The current AI revolution offers powerful tools for predictive maintenance [14]. Machine learning (ML) models, however, often struggle with the complexity and dynamic nature of industrial equipment and operational environments. To build trust and ensure effective human–AI collaboration, it is imperative to move beyond “black box” models and achieve explainability. This involves developing AI algorithms that provide accurate predictions and also offer insights into the underlying reasoning behind those predictions. Furthermore, addressing the challenges of noisy, incomplete, or misrepresented data requires the development of robust AI algorithms capable of handling data uncertainty [15]. Implementing federated learning architectures, which enable the distributed training of models while preserving data privacy, can also facilitate the utilization of diverse and potentially sensitive data sources [16].
While digital training and simulation have made significant strides, realizing their full potential in maintenance operations requires addressing the limitations of current approaches. Incorporating real-time data synchronization mechanisms into digital training programs can enhance realism and provide trainees with hands-on experience in dynamic operational scenarios. Moreover, simulation algorithms must be capable of accurately modeling the complex behavior of industrial systems, including the interactions between different components and the impact of environmental factors. The development of fully integrated digital twins, coupled with closed-loop optimization algorithms, represents a promising avenue for achieving automated maintenance operations and optimizing system performance [17].
The successful integration of Industry 4.0 technologies into maintenance operations hinges on the effective collaboration between humans and machines. Rather than replacing human expertise, technology should be viewed as a tool for augmenting human capabilities. This requires the development of intuitive interfaces and cognitive support tools that enable maintenance technicians to effectively utilize data, augmented reality (AR), virtual reality (VR), and other emerging technologies. User-centered interface design, a well-established principle in software development, must be prioritized to ensure that these tools are accessible and effective for maintenance personnel [18,19,20].
In conclusion, advancing predictive maintenance in Industry 4.0 requires a holistic approach that addresses the challenges of data integration, AI explainability, and human–machine collaboration. By focusing on these critical areas, the full potential of data-driven strategies and intelligent automation may improve efficiency, reduce downtime, and enhance safety in industrial operations.
With this in mind, this work’s goal is to create a flexible and structured framework to adjust maintenance instructions and procedures to the user profile. This can be interpreted as a framework to personalize maintenance instructions. To the authors’ knowledge, this is the first work that pursues this goal using a neuroscientific and psychologist approach, namely using the Model of Hierarchical Complexity (MHC).
2. MHC and Its Applicability in Maintenance Procedures
2.1. The Model of Hierarchical Complexity (MHC)
The Model of Hierarchical Complexity (MHC) is a theoretical framework that scores how complex a behavior is, such as mathematical reasoning or other cognitive tasks [21]. According to the MHC, cognitive and behavioral abilities are organized in a hierarchical structure, with each level building upon the abilities of the previous one. The levels are defined based on the complexity of the tasks or problems that an individual can successfully solve or perform [22,23,24].
While a person uses cognition to act, the MHC does not describe the exact cognitive processes involved. Instead, the MHC focuses on the structural relationships between actions, particularly the “recursive” connections between more complex actions and their simpler sub-actions, which makes it applicable to the field of technology. In this field, it has been applied to determine Neural Network (NN) structure and complexity, and to define the learning process of 3D shapes with a haptic device.
According to the MHC, the position of an action in this hierarchy reflects its inherent complexity and is determined by its recursive interactions with subsequent actions. However, the interdependence between actions alone is not enough to account for differences in complexity: one action is considered more complex than another only if it organizes less complex actions according to the MHC axioms or rules. The MHC identifies two types of actions:
- Basic actions at the simplest level of complexity;
- Composite actions, which organize other actions based on a rule that may or may not indicate higher complexity.
According to the principle of task complexity, a task must satisfy three criteria to be hierarchically more complex than another [25]. The new actions required for the task must meet the following requirements [26]:
- A task-conditional behavior of higher complexity must be derived from a task-conditional behavior of lower complexity;
- The more complex task-related activities must be the result of coordinating simpler ones;
- The coordination of lower-order tasks must follow a non-arbitrary rule.
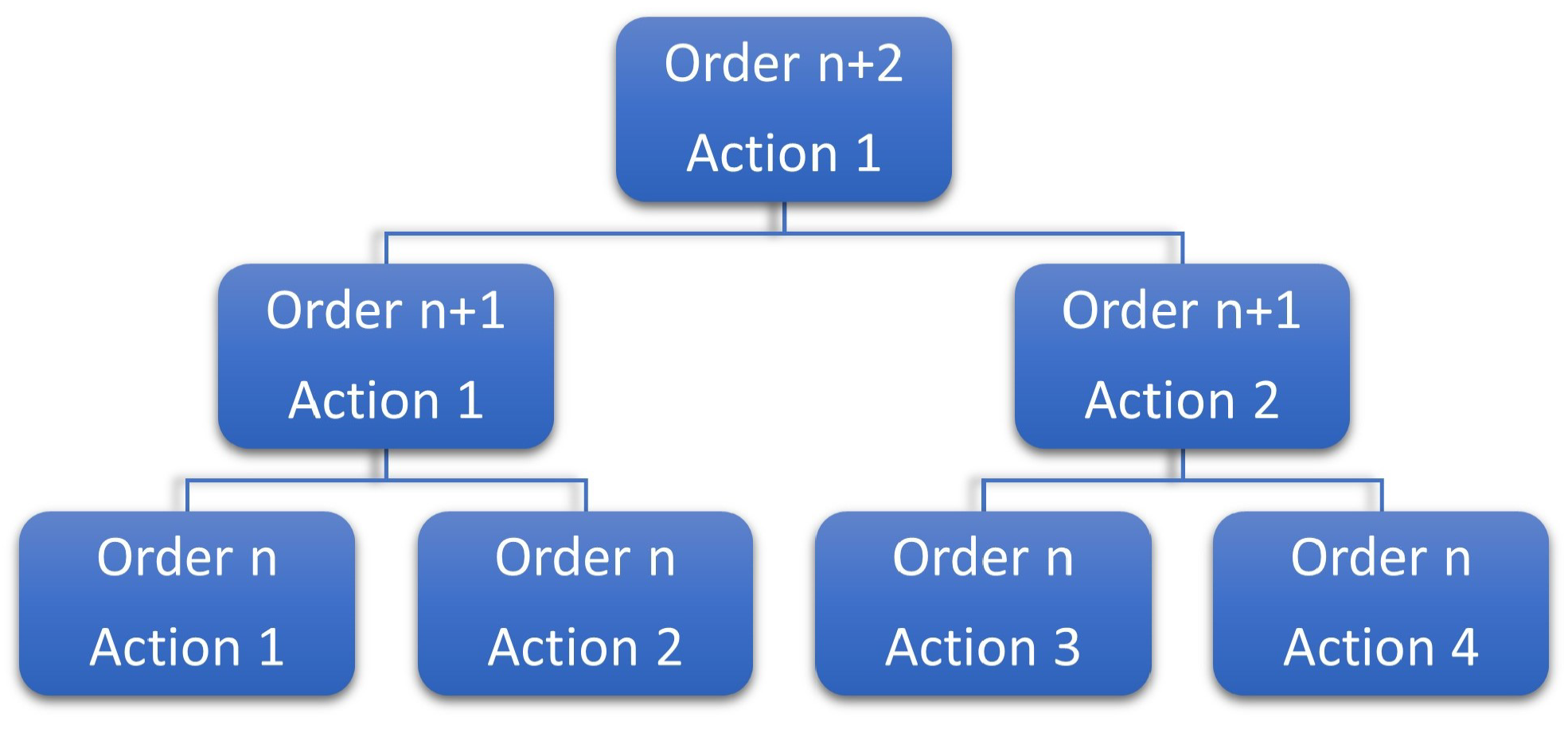
In the end, a task’s hierarchical complexity is proportional to the number of non-arbitrary coordinations that have been performed departing from the simplest actions. Therefore, the key issue is how the required tasks are organized in a “tree structure” (Figure 1).
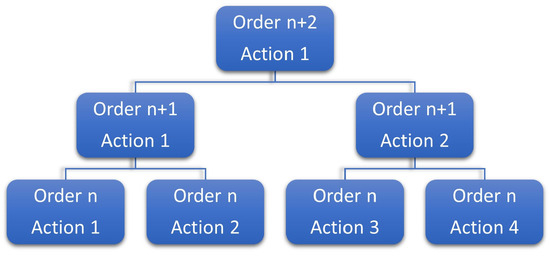
Figure 1.
Order of hierarchical complexity [21].
Previous research has established 16 orders of hierarchical complexity [21], as illustrated in Table 1. Tasks of order 0 have the highest level of irreducibility. All the following orders are created from actions of hierarchical complexity 0. (REFERENCIA).

Table 1.
The 16 stages and orders of hierarchical complexity [25].
Importantly, hierarchical complexity refers to any work, the series of events or occurrences that make it up, and how the information in it is arranged. Humans and their biological systems, as well as their social organizations, non-human species, and machines, including computers, are examples of entities that organize information. The wide applicability of the concept stems from the fact that it is a simple mathematical method for describing tasks, without the interference of mentalistic strategies or contextual contingencies. Tasks can contain any type of information [27].
2.2. Step Complexity
Understanding the complexity of each hierarchical procedure is essential to ensure that workers possess the skills and knowledge to perform tasks successfully, following a personalized procedure for them. This improves the efficiency of maintenance procedures within the facility, not only by promoting safe task execution for workers, but also by boosting their confidence and motivation in the workplace. In addition, understanding the complexity of each procedure helps in better time and resource management. More intricate procedures often require more time and resources, so efficiently organizing them ensures that they are executed with increased productivity.
The approach to determining the complexity of the maintenance process involves identifying the elements that contribute to the complexity of the procedure. Logistics complexity, mechanical complexity, electrical complexity, and software complexity are all factors to be considered.
After identifying the essential components, the complexity of the steps in a maintenance procedure is determined by the following:
where
with
- SC—Step complexity;
- LC—Logistics complexity;
- MC—Mechanical complexity;
- EC—Electrical complexity;
- SoC—Software complexity;
- —Individual bias, concerning logistics perspective ;
- —Individual bias, concerning mechanics perspective ;
- —Individual bias, concerning electrical perspective ;
- —Individual bias, concerning software perspective .
Each bias , , or may have values of to account for individual viewpoints (or biases) that may alter the complexity evaluation of each individual parameter i. This method provides a quantitative technique to estimate complexity, while still mainly relying on the subjective assessments of the persons doing the various maintenance procedures. As a result, the Formula (1) should be utilized with caution, and its findings should be understood in light of the underlying biases and assumptions.
2.3. Complexity Criteria
The criteria used to rank the complexity of the maintenance procedures steps play a vital role in assessing the intricacies of these tasks. Applying these criteria enables a comprehensive understanding of the complexity levels, facilitating effective planning, resource allocation, and training in industrial maintenance operations. In maintenance, many errors are caused by tasks that are too complex to perform, inadequate maintenance procedures, and the insufficient training and experience of workers. To define the complexity level of a given step, the following criteria must be taken into account:
- Corresponding shapes between objects—Corresponding shapes between objects is fundamental to maintenance procedures. This involves identifying the appropriate shapes and ensuring compatibility between objects, such as fitting a specific key into a corresponding screw. This criterion aligns with the MHC by evaluating the complexity task of recognizing and matching shapes (order 2). It acknowledges that different objects and components may require precise shape correspondence for successful execution, highlighting the importance of attention to detail and accuracy.
- hlIs there a color “guiding” system?—The presence of a color “guiding” system in maintenance procedures is another crucial criterion that is combined with shape matching (order 3). The color “guiding” systems criterion within maintenance procedures reflects the complexity of interpreting and applying color cues. Operators must understand the meaning behind different colors and effectively utilize them to navigate and execute tasks accurately.
- Any detail in the observation required to perform the task bias—The detail criterion in observation emphasizes the importance of thorough observation and attention to specific details in maintenance procedures. Operators need to carefully inspect components, surfaces, or parameters for signs of wear, damage, or proper alignment. This criterion aligns with the MHC by acknowledging the cognitive demands of maintaining focus, discerning fine details, and applying observational biases (stage 5–9). Importantly, as the level of detail required in observation escalates, the complexity of the maintenance procedure also increases. This can include identifying minuscule component cracks, measuring precise alignments, or detecting intricate malfunctions, which is made possible for the observer due to the acquisition of more complex knowledge about what to pay attention to and why.
- Are there two or more fields involved?—Maintenance procedures may involve tasks requiring knowledge and skills from a single field. However, the involvement of two or more fields is a significant criterion in the industrial context of maintenance procedures. These procedures often require a combination of skills and knowledge from various fields, such as mechanical, electrical, or software domains (order 12). This integration includes understanding how mechanical components interact with electrical systems or how software controls and monitors various processes. Technicians and operators must possess a multidisciplinary understanding in order to address complex maintenance challenges effectively, demonstrating their proficiency across diverse domains. Integrating knowledge from multiple fields showcases the higher cognitive complexity and expertise required in these procedures.
A comprehensive assessment of task complexities can be obtained by incorporating these criteria into the complexity ranking of the maintenance steps explored. This systematic approach provides a better understanding of maintenance procedures’ hierarchical complexity and valuable information for optimizing maintenance operations. Table 2 represents three steps that serve as an example of complexity classification. According to the four criteria explained above and each complexity parameter, the complexity of each one was then defined.
Table 2.
Example of step complexity classification.
Regarding the first step presented in the table, this refers to the execution of a step in the control panel of an equipment to be able to turn it on or off (Figure 2). This is an often recurring action in maintenance procedures because it is often necessary to turn off the equipment to be safer when performing the procedure. It is then necessary to identify the button shape that needs to be pressed, as well as its color, because many times there are several buttons with the same shape and different colors to accomplish different purposes, thus meeting the first two-step complexity classification criteria (order 3—nominating based on two or more criteria).

Figure 2.
Control panel of an equipment.
In the second step, the worker needs to know which wrench to use and its shape to effectively loosen the screw; that is, the first criterion is required. It is also necessary to distinguish the color of the cable because the black cable must be removed first, as it is an indispensable step, so the second criterion is also met (stage 5—sequencing). No detail can be emphasized in this step, so there is no need to have a bias value.
In the third step, it is possible to verify that it already has a bias value associated. First, it meets the first criterion since it is necessary to check the shape of the screw to be loosened and that the wrench is the right one for this purpose. That said, the instruction refers to measuring the wrench in inches, which differs from other common wrenches, adding detail to this step.
This explanation with three steps demonstrates how the process of classifying all steps of the maintenance procedures was performed. It should also be noted that Table 2 is an extraction of Table A1 (see Appendix A), where all the steps are classified with these criteria of all the maintenance procedures used in this study.
Designing workflows based on the MHC allows for creating clear and adequate instructions tailored to the employee’s complexity level is possible. This will help to ensure that the maintenance procedures are performed correctly and safely.
When designing the workflows, matching each step’s complexity level to the complexity level of the person performing the task is crucial. This will help to ensure that the instructions are clear and easy to follow and that the worker has the necessary skills to complete each step. It is also essential to consider any prior knowledge or experience the worker may have with the task. For example, some of the simpler steps in the hierarchy should be skipped over if the worker has performed similar tasks before.
The MHC can be used to better understand the potential cognitive benefits of AR applications on the manufacturing shop floor. AR technologies can give workers real-time access to information, allowing them to make better decisions and complete tasks more efficiently. According to the MHC, using AR can provide structured and productive cognitive stimulation by presenting workers with tasks adapted to their current level of knowledge, which enables them to learn new and increasingly complex tasks which are not too difficult for them.
3. Use Case
3.1. Procedure Preparation Flowchart
Developing a flowchart (Figure 3) to organize maintenance procedures based on complexity marks a significant milestone in enhancing workplace efficiency. The flowchart explains the process of classifying a procedure, from its separation into steps to the final test, to see if this procedure is functional. To improve comprehension of the flowchart, a thorough description of every process and decision is provided:

Figure 3.
Procedure preparation flowchart.
- Break down the procedure into steps—Each step represents a specific action or task required to complete the procedure. This helps to understand the sequence and logic of the maintenance process.
- Determine the complexity of each parameter for each step—This includes the logistics, mechanical, electrical, and software associated with each step. The complexity level of each step can be determined by evaluating these parameters.
- Calculate the complexity order of each step (depending on the bias value)—Calculate the complexity order of each step. This is determined by considering the complexity of the parameters assigned to each step. The calculation method will depend on the criteria and bias value established for step complexity. The bias value can be used to adjust the weight of different parameters in determining the overall complexity order.
- Select the highest complexity order of all parameters to define the complexity of the step—This highest complexity order represents the overall complexity order of the step. This decision ensures that the step’s most complex parameter defines the step’s complexity, ensuring a comprehensive assessment of its complexity.
- A database saves all orders of the complexity of the steps—The complexity order of each step is stored in a database. This allows for easy retrieval and reference when analyzing and categorizing the steps based on their complexity.
- Create digital work instructions—These can include text, images, videos, or any other relevant media to guide the workers in performing the step accurately. The instructions should be clear, concise, and easy to understand.
- Data in the form of photos or videos are collected—These visuals help to enhance the clarity and comprehensibility of the digital work instructions. Selecting the best visuals ensures that workers clearly understand the steps they need to perform.
- Design graphic instructions—This process involves designing graphic instructions based on the digital work instructions from Process 6. The explicit instructions provide visual representations of the steps to introduce AR into the steps. These graphics aid in conveying procedural information more effectively and intuitively.
- Is the decision procedure successfully tested?—At this decision point, the procedure is tested for its effectiveness. The flowchart process ends if the procedure is successfully tested and proven accurate and efficient. However, if the procedure needs refinement or adjustments, the flowchart loop starts again from Process 1, allowing continuous improvement and iteration.
Following this flowchart process, maintenance procedures can be systematically analyzed, categorized, and documented, considering their complexity. This promotes safety, efficiency, and accuracy in the execution of maintenance tasks while also allowing for iterative improvements based on testing and feedback.
3.2. User Profiles
Creating user profiles can be a useful way to design and test digital work instructions. These simulated profiles can then be used to evaluate digital work directions for clarity and ease of use for each type of worker. It is advantageous to build a framework in the context of maintenance processes that allows for the effective distribution of tasks among professionals depending on their experience and the complexity of the steps involved. This may be accomplished by dividing the professionals into four categories: logistics, mechanical, electrical, and software. Furthermore, three degrees of knowledge may be distinguished within each area: novice, professional, and expert, as expressed in Table 3.
Table 3.
Virtual profiles.
3.3. Questionnaire
The questionnaire is critical in defining the profile of the person responsible for carrying out the maintenance procedure. Table 4 summarizes the values obtained when users answer six essential questions. The goal is to obtain which area the person taking the questionnaire belongs to (logistics, mechanical, electrical, software) and what their level of proficiency is in that area (novice, professional, expert), as can be seen in Table 5.
Table 4.
A questionnaire.
Table 5.
Questionnaire results.
3.4. Example Procedure
Table 6 presents an example on how to change a car battery, showcasing the advantages of utilizing classified steps and defined user profiles within a maintenance procedure. The procedure becomes more structured and organized by categorizing the steps based on their complexity. This classification enables users to identify the tasks’ sequence and quickly prioritize them accordingly. Moreover, the defined user profiles add another layer of customization to the procedure. Including a questionnaire helps to determine the user’s proficiency in various domains related to the maintenance process. In this specific case, the resulting user profile was (1,3,1,2), indicating that the user possesses novice-level knowledge in logistics and electrical aspects while being a professional in software areas and an expert in mechanical tasks.
Table 6.
Procedure on how to change a car battery.
Adapting the procedure to the user’s profile makes the maintenance process more tailored and efficient. For instance, since the user is identified as a mechanical expert, they are only presented with steps that require a complexity level of 3 in the mechanical domain. This ensures that the user engages with tasks within their expertise, maximizing their productivity and minimizing the risk of errors or delays.
The procedure’s adaptability based on user profiles also encourages skill utilization and development. By focusing on tasks that align with the user’s strengths, they can leverage their expertise to achieve optimal results. Additionally, as users gain proficiency, they can gradually be exposed to more complex tasks, fostering continuous skill enhancement and growth.
Integrating classified steps and user profiles ultimately enhances the maintenance process in several ways. It promotes clarity and structure by organizing the steps based on complexity. It also optimizes resource allocation by aligning tasks with the user’s expertise, ensuring the efficient utilization of skills. It reduces the likelihood of errors and enhances overall performance. Additionally, it encourages skill development, enabling users to expand their capabilities within their areas of specialization.
3.5. Flowchart for Structuring a Maintenance Procedure
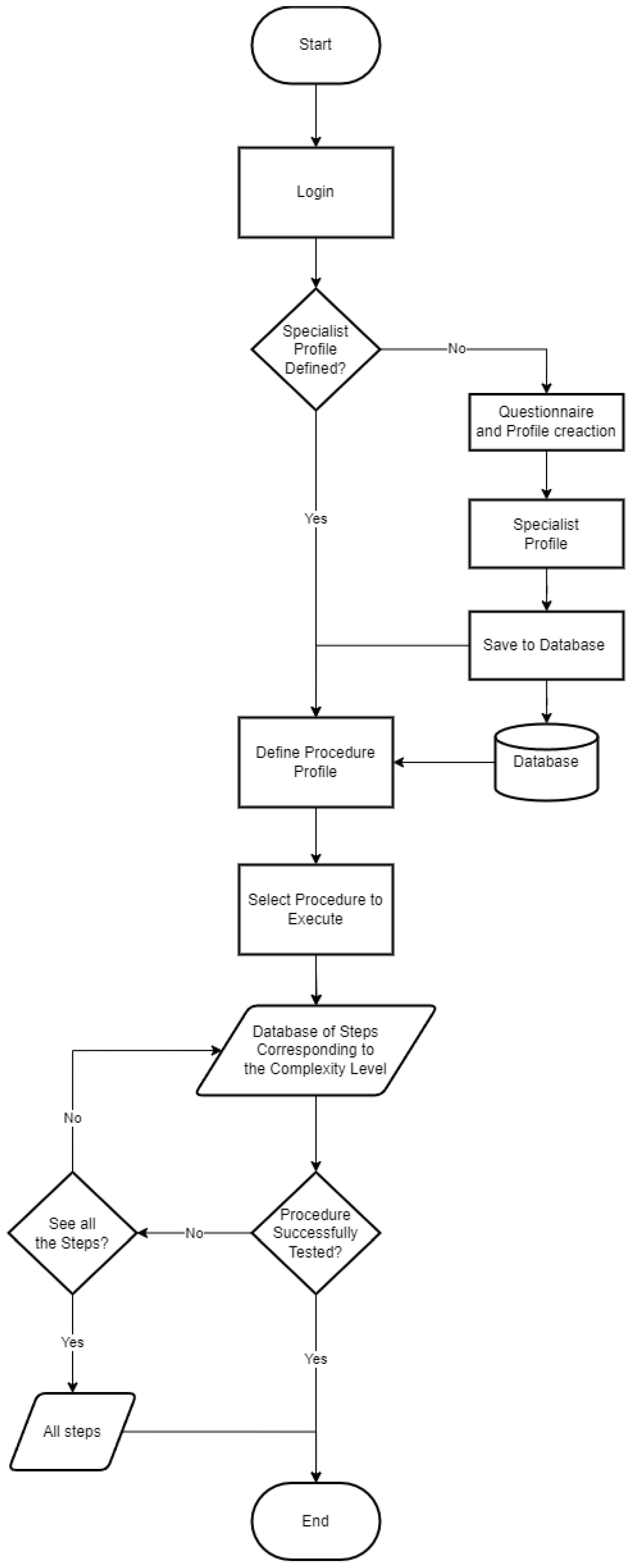
The flowchart (Figure 4) below represents the culmination of extensive research and analysis to develop a versatile maintenance procedure flowchart. The primary objective was to create a flowchart that could adapt to any maintenance procedure, allowing anyone to follow it by organizing steps based on hierarchical complexity levels. By achieving this goal, the flowchart offers a flexible and comprehensive framework for executing maintenance procedures efficiently and effectively.
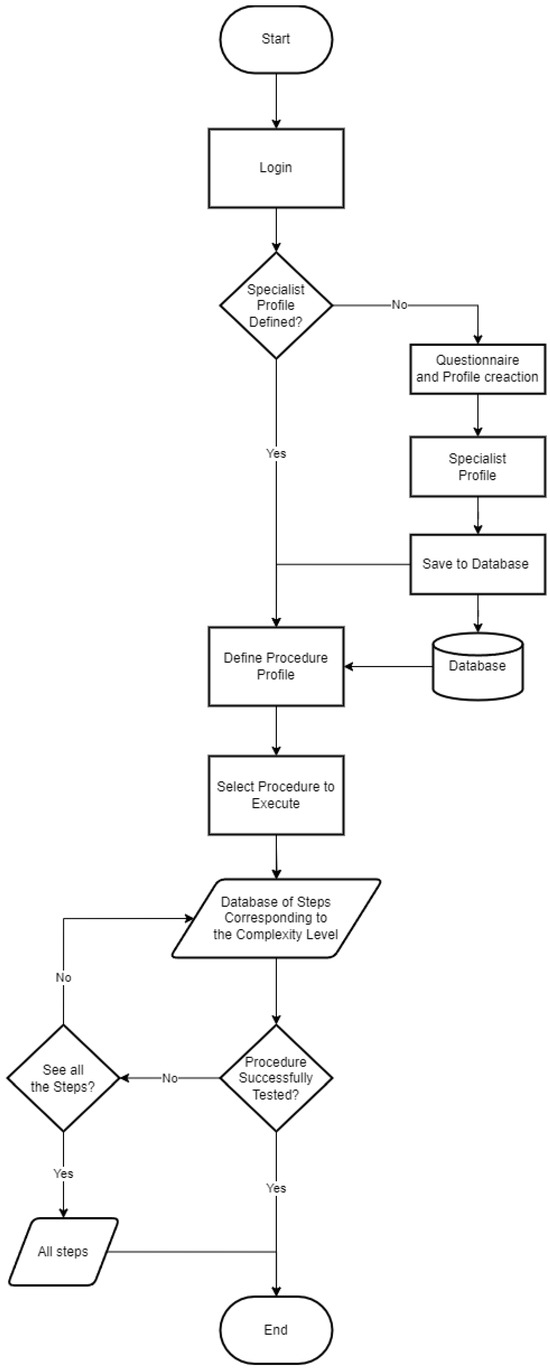
Figure 4.
Flowchart for structuring a maintenance procedure.
The flowchart’s design considers users’ varying levels of expertise and knowledge. It provides a user-friendly interface that guides individuals through each step of a maintenance procedure while considering their specific skill set. The flowchart dynamically adjusts the displayed steps based on the user’s expertise, ensuring that the information presented is relevant and manageable. Furthermore, the flowchart emphasizes knowledge sharing and accessibility. It allows users to view additional steps beyond their specialist level, providing an opportunity for learning and expanding their understanding of the procedure. This inclusiveness promotes collaboration and empowers users to enhance their skills gradually.
For a better understanding of the flowchart, here is a detailed explanation of each process and decision:
- Login—The process is started with the user logging in with their credentials. This step verifies their identity and grants access to the system.
- Specialist profile defined?—This decision point checks if the user already has a specialist profile defined within the system. If the profile exists, it means the user has previously completed the questionnaire, and their profile is already set up. If the profile does not exist, the user must take a questionnaire to create a new profile.
- Questionnaire and profile creation—The user is guided through a questionnaire (Table 4) to gather information and preferences necessary for creating a new profile. The questionnaire responses generate a comprehensive expert profile for the user.
- Save to database—The created profile is then saved in a database for future reference, eliminating the need for the user to answer the questionnaire again during subsequent logins.
- Define procedure profile—Once the user has logged in and their specialist profile is determined, this process focuses on defining the specific user profile performing the procedure. It ensures the appropriate profile is assigned based on the user’s expertise.
- Select procedure to execute—This process involves selecting a procedure that needs to be executed. The user chooses a specific procedure from the available options.
- Database of steps corresponding to the complexity level—Based on the selected user’s expert level, this step accesses a database containing a categorized collection of steps. Each step is assigned a complexity level. The system retrieves the steps corresponding to the user’s expert level, ensuring that the displayed steps match the user’s capabilities.
- Procedure successfully tested?—After the user completes the procedure, this decision point checks if the procedure was executed successfully. The flowchart ends if the procedure was completed without issues, indicating a successful execution. If the procedure is not successful, the flowchart continues.
- User wants to see all steps?—The user is asked to view all steps, including those not initially displayed due to their lower complexity level. This decision allows users to access additional information and steps if they desire a more comprehensive understanding or encounter difficulties.
In summary, this flowchart represents the culmination of a comprehensive study focused on developing a versatile and adaptive maintenance procedure framework. Placing steps on different levels of hierarchical complexity provides a tailored approach to guide users through any maintenance procedure efficiently. Its significance lies in its ability to adapt to various skill levels, foster knowledge sharing, and ultimately streamline the execution of maintenance procedures.
3.6. Horizontal and Vertical Complexity
There are two types of task complexity. The best-known type is horizontal complexity, which is often measured in bits and refers to gathering knowledge about an event or task. It is determined by the number of “yes–no” questions needed to gather the desired information.
Vertical complexity, on the other hand, refers to the arrangement of information through a sequence of subtasks or operations. It refers to hierarchical tasks that require the completion of lower-level subtasks in a specific order to fulfill more complex activities. This type of complexity is based on the coordination and transformation of lower-order actions by higher-order actions. Actions at each level are defined by their dependence on actions at the next lower level, resulting in the formation of new and non-arbitrary groupings of lower-order activities. The higher-order actions coordinate the lower-level actions by performing a series of recursions on a collection of primary elements. Vertical complexity refers to more involved tasks requiring more recursive coordination than lower-order operations [21].
3.7. Combinations of Lower-Order Actions
According to the MHC, a phase transition occurs through a combination of old and new activities. Understanding the many forms of lower-order action combinations is critical to this concept. Iteration is the process of repeatedly performing the same action. For example, in the context of addition, iteration means the repeated addition of numbers such as 3 + 4 + 1 + 2 + 1 + 3. Action combinations involve the inclusion of many types of tasks. For example, solving a task that includes simple addition and multiplication would constitute a combination of activities.
Chains imply the arrangement of sub-tasks without regard to a precise or predetermined order. According to the MHC, tasks are coordinated when integrated in a non-arbitrary order. This cooperation leads to novel behavior because novel behavior occurs when two or more tasks of a lower level are skillfully coordinated. Here, each higher-order task coordinates at least two activities with the complexity level of the previous order.
Over the past two decades, integrating new technologies into traditional manufacturing processes has become a key development aimed at transforming the industrial landscape. Industry 4.0 has driven digital transformation, impacting both production assets and labor. This shift should prioritize equipping operators with digital tools to enhance productivity and adapt to evolving demands. Advances in robotics, automation, and digitalization have enabled agile manufacturing, smaller lot sizes, and faster product and process adjustments. However, workers must adapt quickly to evolving roles and frequent changes, highlighting the need for ongoing learning in industrial operations.
This study applies the MHC to industrial maintenance. It proposes a novel approach to digital work instructions tailored to individual workers’ capabilities. Here, tasks are categorized by complexity levels, and work instructions are created with varying levels of detail. These are based on the worker’s skills or the task’s complexity. By assigning tasks to hierarchical levels, a flexible flowchart can be designed for diverse maintenance procedures and workers. The study hypothesizes that MHC-based digital work instructions can significantly improve quality, reduce errors, and increase efficiency in manufacturing, assembly, and maintenance.
The rest of the paper is organized as follows. Section 1.1 presents some concepts related to maintenance activities. Section 2 addresses the MHC and its applicability in maintenance procedures. Section 4 and Section 5 showcase the application of the MHC framework and discuss the results, respectively. Finally, Section 6 draws the main conclusions.
3.8. Task Complexity of a Maintenance Procedure
This study aims to measure the difficulty of the maintenance steps. By understanding the workload of maintenance workers, it is possible to determine if they are truly qualified to complete the job in the right way and at the right time. Maintenance decision-making requires doing the right thing in conjunction with resource availability and procedural constraints [28]. The more complex the task, the more options operators must consider. The amount of information offered to maintenance teams seeking to address a particular problem and their ability to understand instructions will determine their success [29].
Procedures in the enterprise environment provide operators with a list of activities that must be performed on a certain plant, equipment, or part. According to [30], maintenance personnel spend between 15% and 30% of their total intervention time searching for information to make decisions. Because it is difficult to automate processes in maintenance, people play an important role. As a result, the availability of maintenance procedures directly impacts downtime and the production system’s overall efficiency. Therefore, techniques are needed to properly perform tasks that are appropriate for the work the operator is asked to perform. Compared to the technological changes in processes, procedural instructions are often outdated. Sharing data and expertise related to the operation of equipment would enable activities to be performed with less cognitive load.
4. Use Case Results
This section presents an application of our methodology, highlighting advancements in maintenance procedures. The findings pave the way for future developments and set a solid foundation for the further exploration and implementation of digital work instructions.
4.1. VSight Example
VSight (https://vsight.io/, accessed on 17 September 2023), an AR tool for remote maintenance/service operations is used to illustrate a maintenance procedure based on the proposed flowchart.
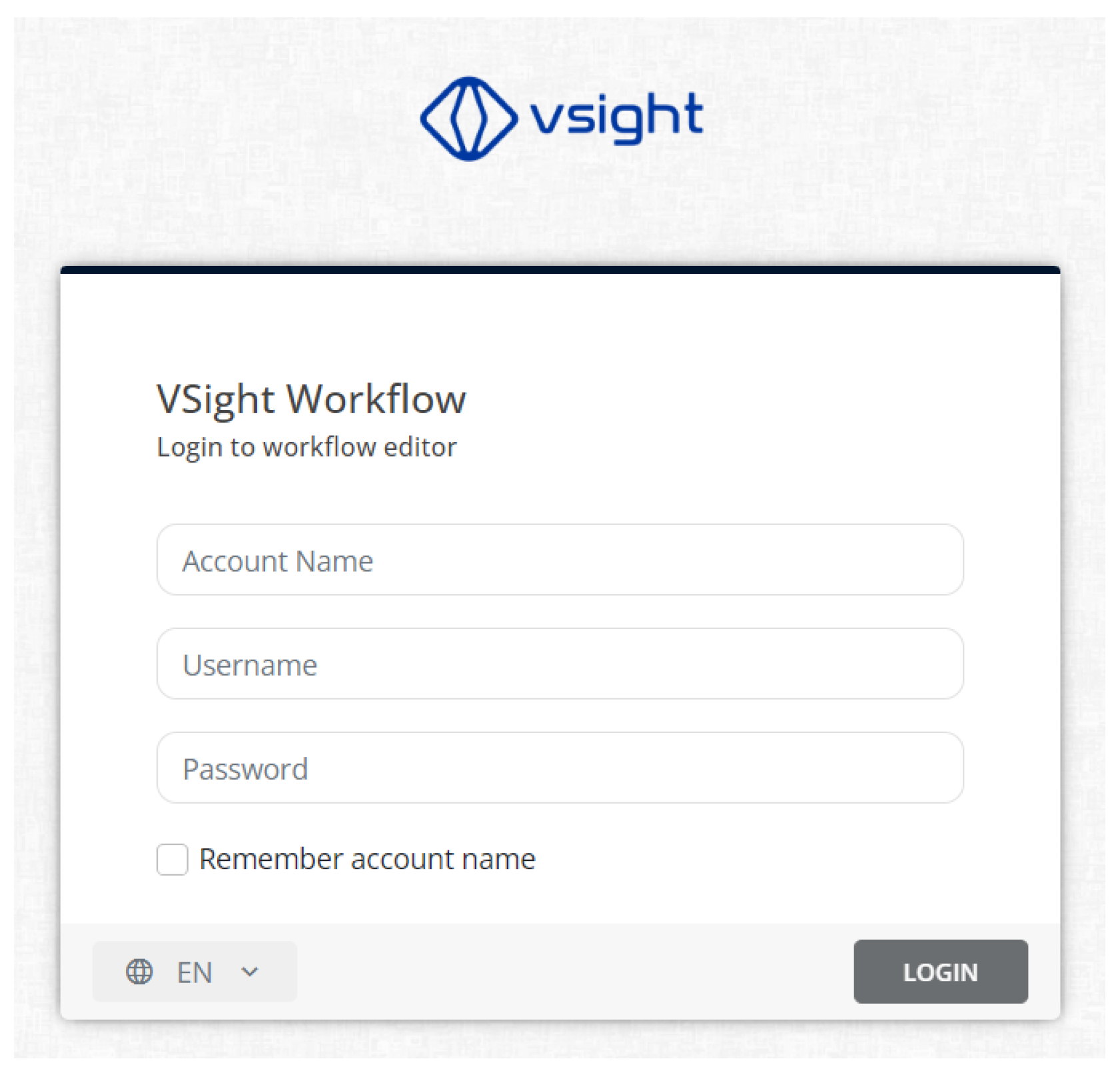
Regarding login (Figure 5), this is performed using the credentials previously provided to the user, or by means of their QR Code, which makes login much faster.
Figure 5.
VSight login.
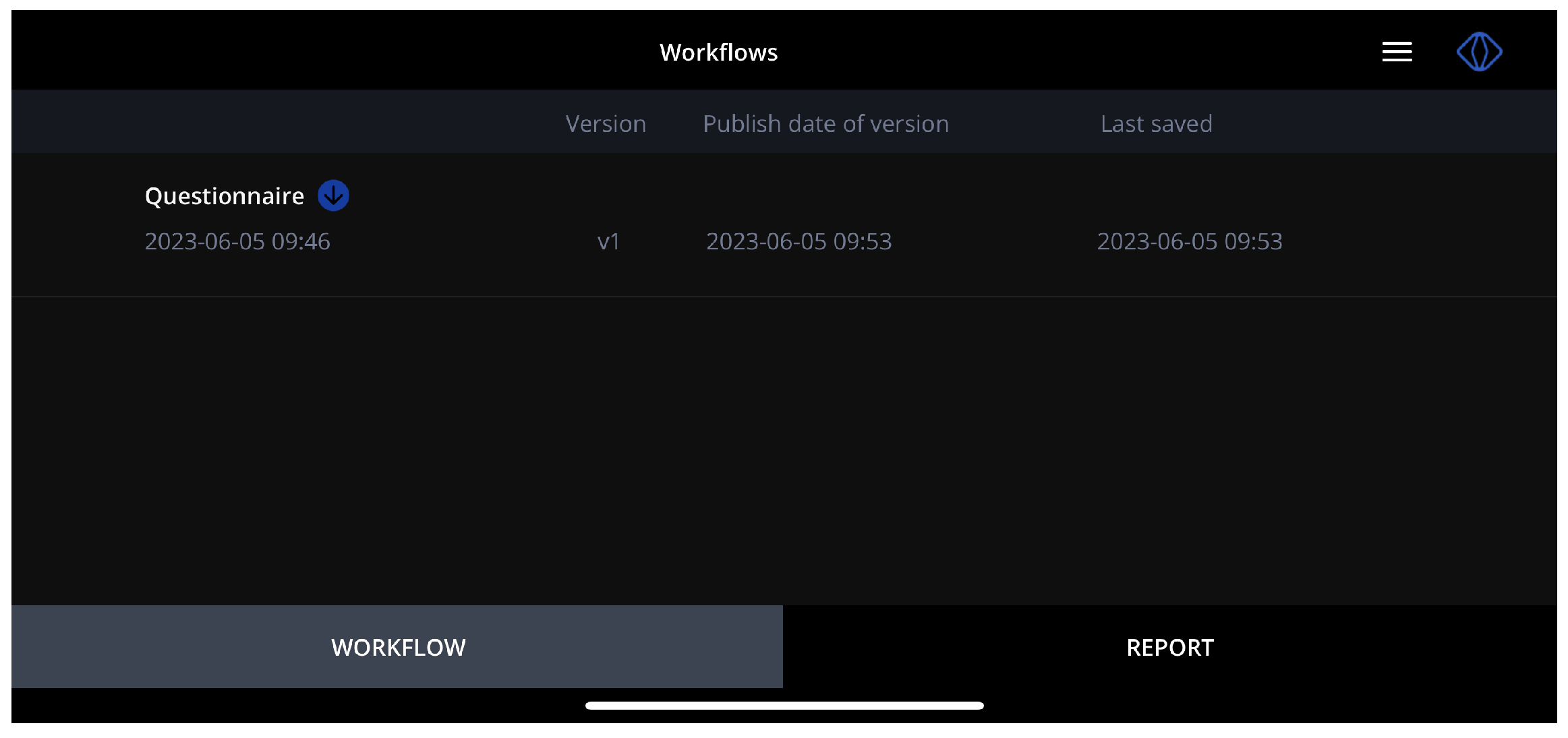
After login, the user will log into their account. If defining a profile is needed, as in the example shown in Figure 6, then the only workflow shown is the questionnaire.
Figure 6.
VSight overview.
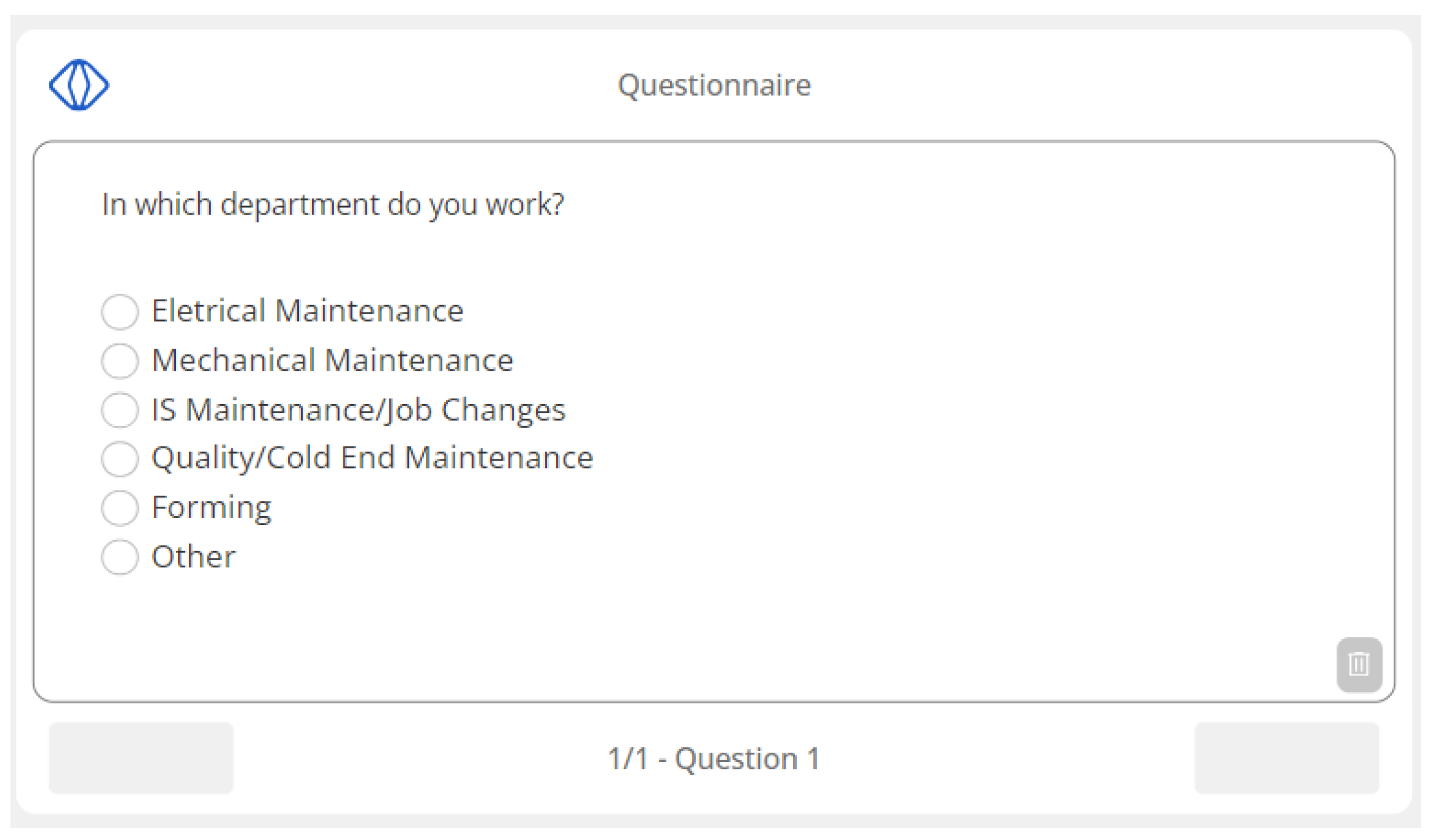
An example of a questionnaire question is illustrated in Figure 7. In this case, the questionnaire was undertaken in the VSight application for iOS.
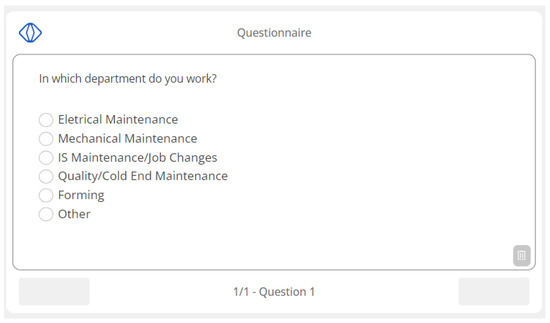
Figure 7.
Questionnaire—Question 1.
The user must execute this workflow so that, once submitted, an email notification is sent to the administrator for validating the user’s profile and assigning it to the user. Since the user’s profile is already defined through the login, all available procedures are also already classified. The user now only needs to open the procedure they intend to perform, and the steps displayed will be tailored to the level of knowledge in each area. This ensures a streamlined user experience, allowing individuals to focus on the specific tasks they need to perform without unnecessary information overload. This process of associating steps to the respective user based on their profile is handled through conditions inside VSight. By conditioning the first step of the procedure on the user profile, the entire procedure is adapted to the profile.
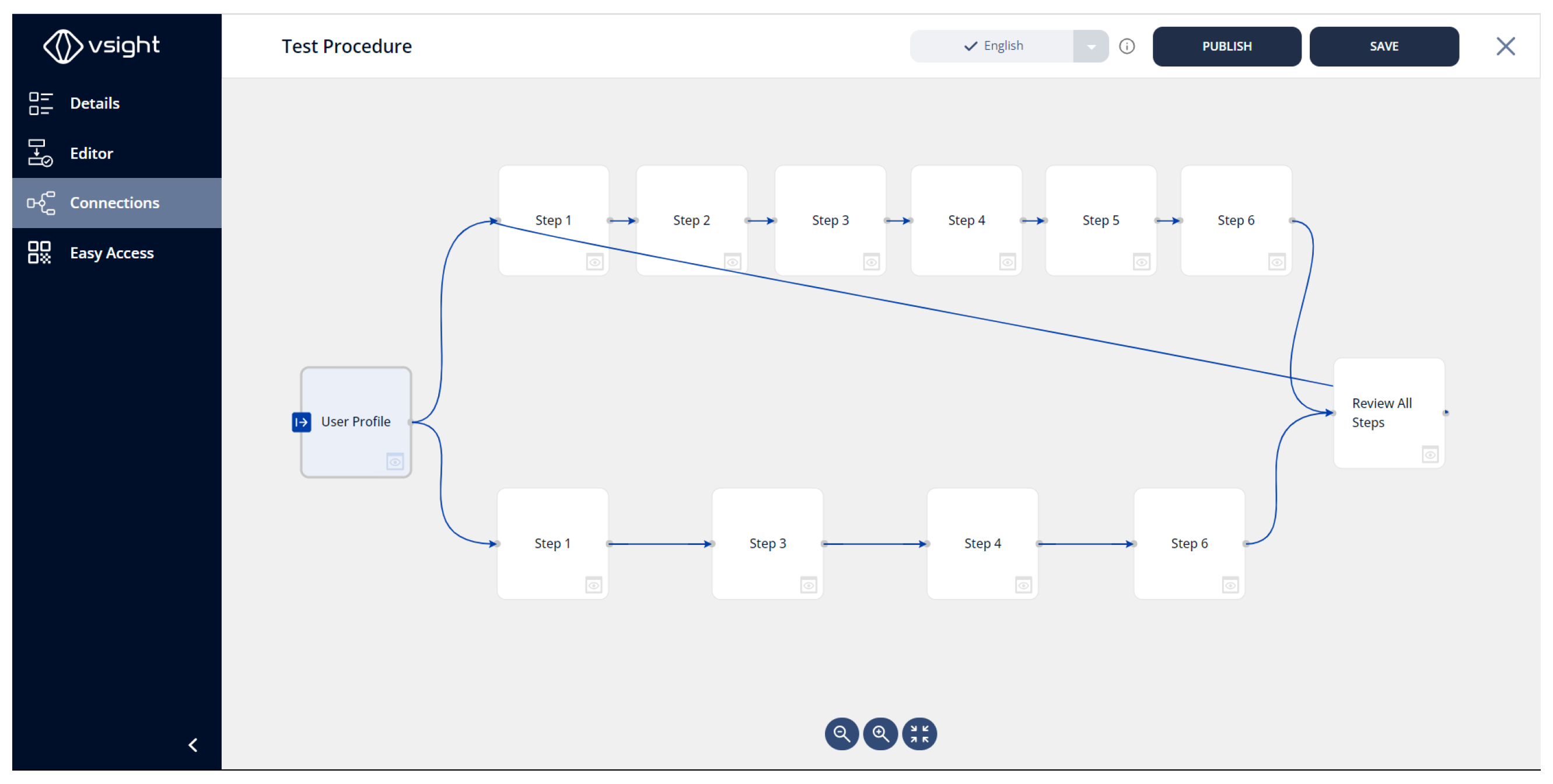
As seen in Figure 8, the same procedure can have two different paths, as it is associated with two profiles. The first profile, being a novice in all areas, must see all the procedure steps. The second profile, an expert in mechanics, will not see two steps because their complexity level is lower than 3.
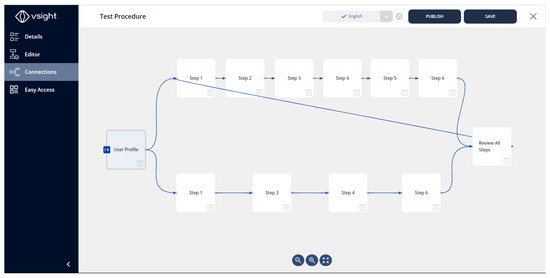
Figure 8.
Procedure connections.
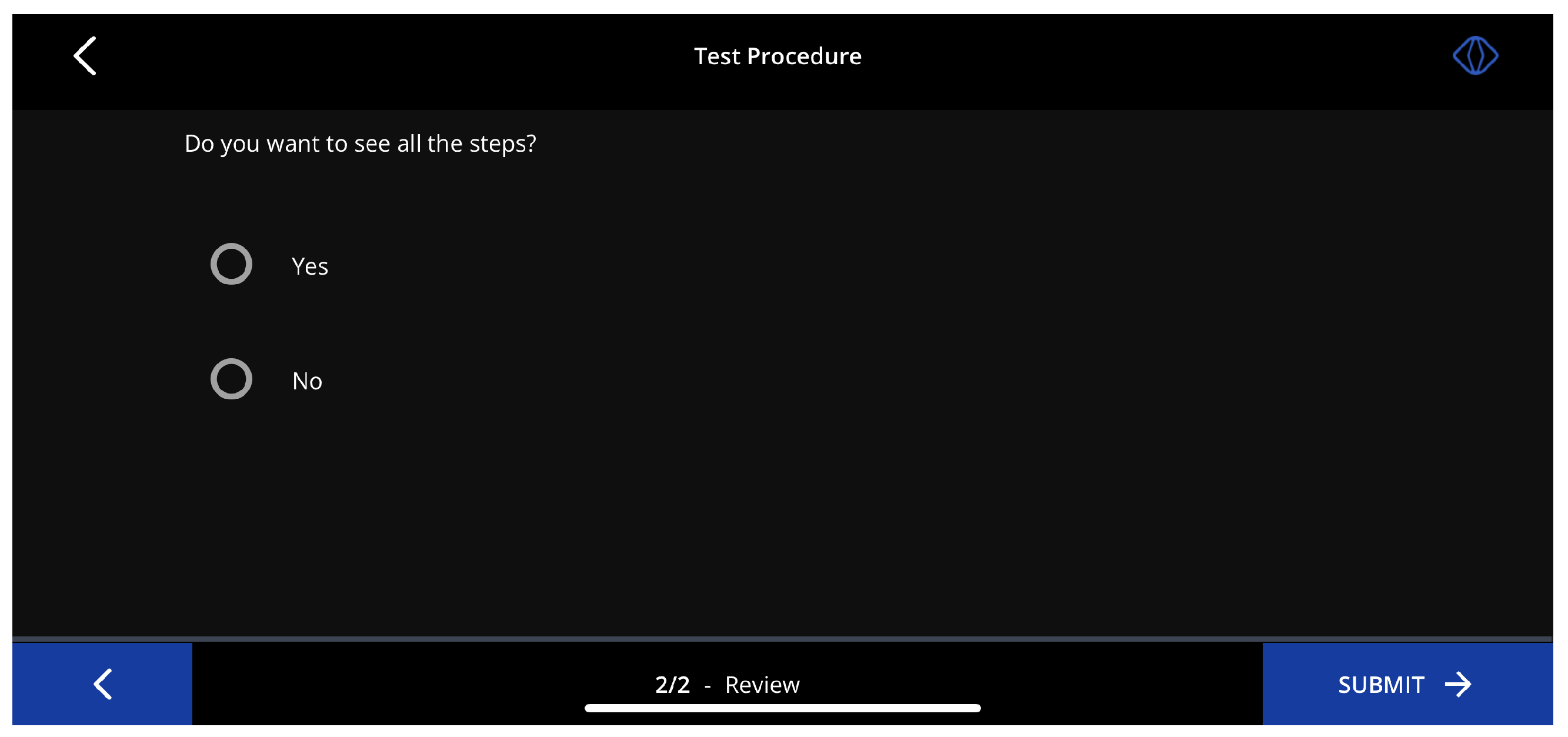
It should also be noted that if the user wants to view all the steps, even if they are of a lower level of complexity, this option will always be available at the end of each procedure, as can be seen in Figure 9.
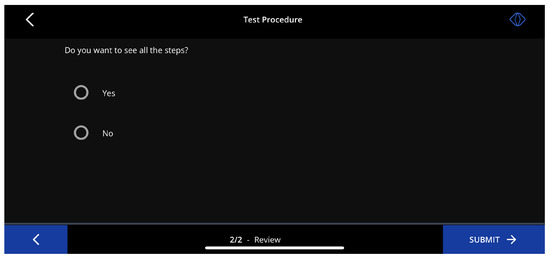
Figure 9.
Procedure review.
4.2. VSight Procedures Sample
Three practical procedures highlighting the advancements achieved in maintenance processes are presented, specifically focusing on digital work instructions. These procedures exemplify the effective use of digital tools to streamline processes, improve accuracy, and facilitate collaboration.
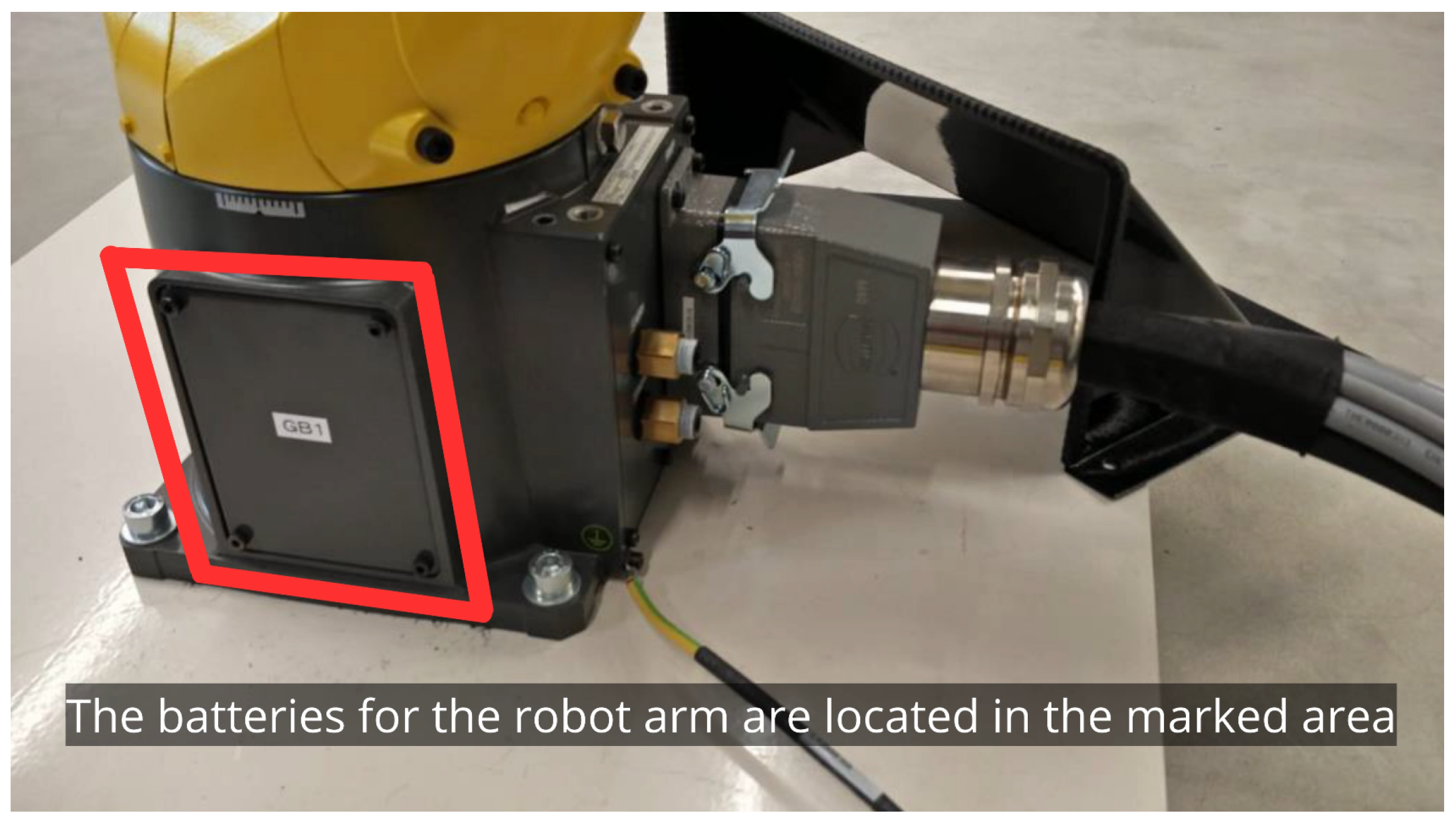
The first procedure demonstrates the process of changing the batteries in the Novaxion Automatic Swabbing Robots. It provides workers with clear, step-by-step instructions for safely and efficiently replacing the robot batteries, ensuring optimal robot performance. Although this procedure only contains photos, including animated ones, it highlights the evolution of digital work instructions, as this was the first conversion. In Figure 10, it can be seen that the rectangle, which serves as an instruction for locating the box containing the robot’s batteries, is positioned on the same plane as the robot’s surface. This provides a clearer understanding of the equipment. After scanning the QR code, it is possible to access the procedure via the browser or the VSight workflow application.
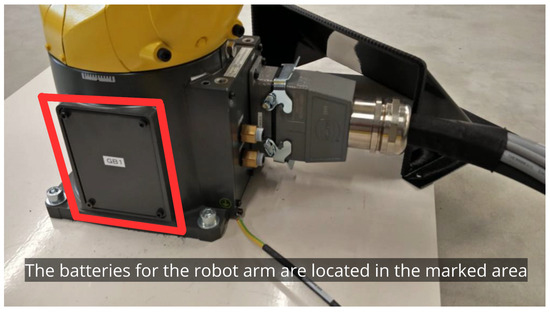
Figure 10.
Changing the batteries in the Novaxion Automatic Swabbing Robots: example of a procedure instruction.
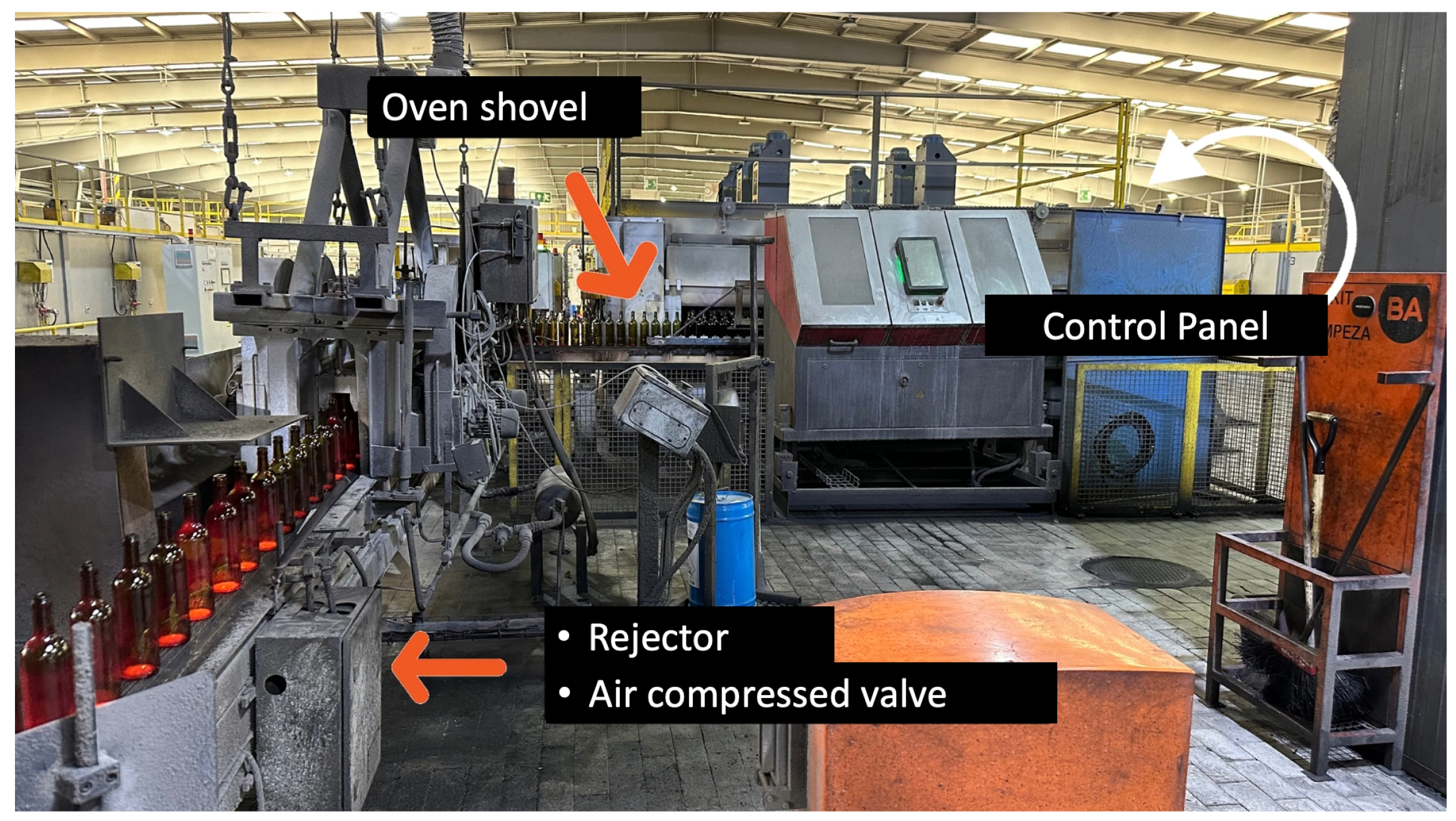
The second procedure focuses on mechanical maintenance within the IS Machines Department of a company’s plant. It outlines the sequential process for replacing a component in the Annealing Lehr. By implementing digital work instructions, technicians can effectively perform this maintenance task, minimizing downtime and optimizing overall machinery performance.
Since this procedure involves actions on several pieces of equipment, a general image of the equipment’s location is included to guide the user through the process, as shown in Figure 11.
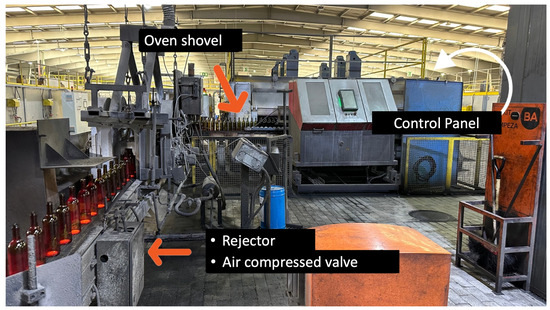
Figure 11.
IS Machines Department procedure overview.
It should also be noted that several animations are included throughout the procedure, demonstrating the movements necessary to execute each step correctly, as seen in Figure 12.
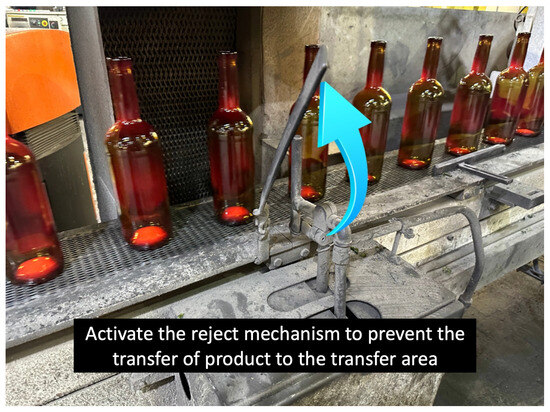
Figure 12.
IS Machines Department procedure: example of a procedure instruction.
Lastly, the third procedure details the steps for changing the label and ribbon on the MD-6000 pallet labeling machine, ZETES, Brussels, Belgium. By following the provided instructions, personnel can complete label changes accurately and efficiently, minimizing errors in the process.
In this case, as shown in Figure 13, the procedure is demonstrated with the help of a collaborator to better illustrate the process. It should also be noted that this procedure includes the equipment manuals, allowing users to consult more technical aspects of the equipment when the workflow is opened.
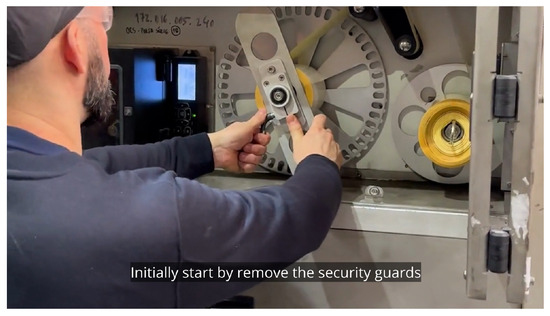
Figure 13.
Changing the label and ribbon on the MD-6000 pallet labeling machine: example of a procedure instruction.
The availability of example videos demonstrating the build procedures greatly enhances the maintenance procedures. These videos provide a valuable visual component that complements the written instructions and further enriches the learning experience. By incorporating real-time footage of the procedures being performed, users can observe the step-by-step processes in action, gaining a deeper understanding of the tasks and techniques. Combining written instructions and visual demonstrations improves comprehension and promotes engagement and retention of the information presented.
5. Discussion
5.1. Strengths and Advantages of the Model
Despite the development and implementation platform, in this work, various areas are identified that must be addressed in order to improve and optimize the structuring model and convert traditional maintenance procedures to digital work instructions. This study highlights the benefits of using the MHC to personalize digital work instructions in industrial maintenance. Using the task complexity to structure the maintenance steps and aligning them with worker profiles, the MHC offers a tailored approach. This enhances efficiency and reduces cognitive overload. Using the program VSight, or other platforms, further allows for real-time adaptation, thus ensuring that maintenance personnel receive instructions suited to their expertise and pro-efficient capabilities.
Compared to traditional maintenance instructions (paper-based), MHC-based digital workflows offer several advantages. Heng et al. [31] and Liu et al. [32] have shown that interactive digital work instructions can improve task completion speed by up to 15% and reduce errors by 20% compared to static PDFs or manuals. However, the effectiveness of these approaches varies depending on factors such as user focus, training, and technical area. As for future research, we suggest an investigation into how MHC-based personalization compares to other adaptive learning models used in industrial training programs, namely [33,34].
5.2. Remaining Challenges and Areas for Improvement
Despite the advantages of digital work instructions, several challenges remain that require further refinement:
- User Adoption and Resistance: The transition from paper-based to digital maintenance instructions may face resistance from experienced technicians, particularly those who are accustomed to traditional methods. Here, ensuring effective training and demonstrating clear benefits will be crucial for successful adoption [35].
- Accuracy of Automated Profile Classification: The model presented in this work relies on questionnaires to define user expertise levels; however, misclassifications can occur. Future iterations should integrate real-time performance tracking to dynamically adjust worker profiles and ensure appropriate task allocation [36]. Also, the profile update should be considered and eventually automatic, based on the user performance and variability of the performed tasks.
- Scalability and Interoperability: While the model has been successfully applied using VSight, it was not tested in different platforms, industries, or maintenance environments. Standardizing digital work instructions across multiple industrial settings could improve the scalability of this approach [5]. Also, the adoption rate will be improved and adaptation costs will decrease.
- Language and Accessibility Barriers: The integration of multi-language support remains a challenge, particularly in VSight and for video-based instructions. Implementing an embedded video player with dynamic subtitles and real-time audio translation could enhance accessibility for multinational workforces [37]. This point can also be enhanced by the recent advancements in automatic video generation tools like OpenAI’s Sora, Google’s Veo 2, and others [38,39,40].
- Data Privacy and Security Considerations: As digital work instructions collect and analyze worker data to optimize task allocation, it is essential to ensure data privacy and compliance with industrial regulations. Further studies should explore secure data-sharing frameworks to mitigate potential risks [41].
5.3. Future Research and Industrial Implications
To fully realize the potential of MHC-based digital work instructions, several points should be explored in future research and developments; these are as follows:
- Cross-Industry Validation: Testing this methodology in industries beyond manufacturing, such as healthcare, logistics, and aerospace. This can give us the ability to assess its adaptability and effectiveness in different maintenance contexts [42].
- AI-Driven Adaptive Learning: Integrating ML algorithms into digital work instructions could enable real-time performance analysis and adaptive complexity adjustments. AI could refine worker profiles based on task execution data, improving the accuracy of task assignments [43], eventually eliminating the need for an initial classification system.
- Predictive Maintenance Integration: Combining MHC-based work instructions with predictive maintenance strategies could improve operational efficiency. Through analyzing historical performance data and equipment conditions, digital instructions could proactively recommend maintenance interventions before failures occur [44,45].
- User Experience Optimization: Developing user-friendly interfaces with intuitive navigation and AR enhancements could improve engagement and task comprehension. This is particularly important for complex maintenance procedures [46].
The implementation of digital work instructions based on the MHC represents a significant step forward in optimizing industrial maintenance operations. While the model offers clear advantages in efficiency, personalization, and adaptability, addressing challenges related to user adoption, automation accuracy, and scalability will be critical for widespread adoption. Future research should focus on refining the model through AI-driven learning, predictive maintenance integration, and industry-wide validation. By addressing these areas, MHC-based digital work instructions will further transform maintenance processes, reducing downtime, enhancing safety, and improving workforce productivity.
6. Conclusions
This paper introduced a novel methodology based on the MHC for dynamically personalizing digital work instructions in industrial maintenance operations, tailoring them to the worker’s cognitive and skill levels. The new approach addresses the limitations of common digitalization methods that do not account for differences in worker expertise. The study demonstrated that personalized digital work instructions can improve maintenance operations, contributing to shorter task completion times, fewer errors, and higher worker engagement compared to conventional static instructions based approaches. The integration of predictive maintenance policies further increases operational efficiency by strengthening proactive decision-making.
Despite these advancements, challenges remain. The accuracy of automated profile classification requires further validation to prevent misclassification, and the scalability of this model across diverse industrial environments needs to be tested. Additionally, organizational and cultural factors, such as worker resistance to digital adoption, must be addressed to ensure smooth implementation.
Future research should focus on refining the classification system through AI-driven adaptive learning, enabling real-time adjustments to worker profiles based on task performance. Moreover, expanding this approach to industries beyond manufacturing, such as healthcare and logistics, could further validate its applicability. Integrating predictive maintenance strategies with digital work instructions may also offer new opportunities for proactive intervention, enhancing operational efficiency.
In conclusion, leveraging the MHC framework for digital work instructions represents a significant step toward more adaptive and intelligent maintenance operations. Addressing existing challenges and advancing this methodology through AI and predictive analytics will further drive efficiency, safety, and workforce productivity in Industry 4.0 environments.
Author Contributions
Conceptualization, G.R., S.L. and A.R.S.; methodology, G.R., N.A., M.P., A.M.L., A.S., F.P., S.L. and A.R.S.; validation, G.R., M.P., A.M.L., A.S., F.P., S.L. and A.R.S.; formal analysis, G.R., N.A., A.M.L., A.S., F.P., S.L. and A.R.S.; investigation, G.R., N.A., M.P., A.M.L., A.S., F.P., S.L. and A.R.S.; writing—original draft preparation, G.R. and A.R.S.; writing—review and editing, G.R., N.A., A.M.L., A.S., F.P., S.L. and A.R.S.; visualization, G.R., N.A., M.P., A.M.L., A.S., F.P., S.L. and A.R.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Fundação para a Ciência e a Tecnologia Project UIDB/50022/2020, UIDP/50022/2020.
Data Availability Statement
No new data were created.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A. Classification of the Steps’ Complexity of the Procedures Under Study
Table A1.
Classification of the steps’ complexity of the procedures under study.
Table A1.
Classification of the steps’ complexity of the procedures under study.
| Step | Intermediary Steps | Maint. Category | Step Order | Previous Steps | LCi | MCi | ECi | SoCi | Overall | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Change batteries | Ele. | 3 | 32, 34 | 0 | 0 | 1 | 0 | 2 | 0 | 0 | 0 | 2 |
| 2 | Restart an equipment | Ele. | 6 | 7 | 0 | 0 | 2 | 0 | 1 | 0 | 1 | 0 | 2 |
| 3 | Check if a fuse is blown | Ele. | 1 | NA | 0 | 0 | 1 | 0 | 1 | 0 | 0 | 0 | 1 |
| 4 | Change a fuse | Ele. | 2 | 3 | 0 | 0 | 2 | 0 | 1 | 0 | 0 | 0 | 2 |
| 5 | Locate equipment | Geral | 2 | 53, 54 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 6 | Know languagues | Geral | 1 | NA | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 7 | Stop/Start an equipment | Mech. | 5 | 22 | 0 | 0 | 2 | 0 | 1 | 0 | 0 | 0 | 3 |
| 8 | Activate/Deactivate a rejector | Mech. | 3 | 5 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 1 |
| 9 | Move robot axis manually | Mech. | 2 | 7 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 10 | Stop a section | Mech. | 5 | 22 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 2 |
| 11 | Remove deflector | Mech. | 6 | 10 | 0 | 0 | 3 | 0 | 1 | 0 | 0 | 0 | 3 |
| 12 | Remove cartridges and punches | Mech. | 6 | 10 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 2 |
| 13 | Remove a mechanism from the inner shaft | Mech. | 6 | 10 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 2 |
| 14 | Switch on the “drop load” | Mech. | 6 | 10 | 0 | 0 | 2 | 0 | 1 | 0 | 0 | 0 | 2 |
| 15 | Calibrate nozzle holder arm | Mech. | 7 | 13 | 0 | 0 | 3 | 0 | 1 | 0 | 0 | 0 | 3 |
| 16 | Leveling the nozzle holder arm | Mech. | 7 | 14 | 0 | 0 | 3 | 0 | 1 | 0 | 0 | 0 | 3 |
| 17 | Place nozzles | Mech. | 8 | 15, 16 | 0 | 0 | 3 | 0 | 1 | 0 | 0 | 0 | 3 |
| 18 | Open/Close air valve | Pneum. | 2 | 42, 43 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 2 |
| 19 | Close/open section air | Pneum. | 3 | 18 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 20 | Consult an equipment manual | Qual. CTRL | 1 | NA | 2 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 2 |
| 21 | Confirm the retaining ring condition | Qual. CTRL | 4 | 44, 45, 46 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 2 |
| 22 | Activate/Deactivate the emergency button of an equipment | Safety | 4 | 51 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 23 | Place/Remove the safety on the reversing mechanism | Safety | 6 | 11 | 0 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 2 |
| 24 | Insert a USB pen drive | Soft. | 4 | 47, 60 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 1 |
| 25 | Use an equipment menu | Soft. | 3 | 5 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 0 | 2 |
| 26 | Use a touch screen | Soft. | 4 | 63 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 1 |
| 27 | Turn on a TV | Soft. | 2 | 43 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 1 |
| 28 | Connect an HDMI cable | Soft. | 4 | 47 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 1 |
| 29 | Unzip a .zip folder | Soft. | 2 | 25 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 0 | 2 |
| 30 | Connect an SD Card | Soft. | 4 | 47, 62 | 0 | 0 | 0 | 0 | 2 | 0 | 2 | 0 | 2 |
| 31 | Identify an Unbrako key | Tools | 1 | NA | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 2 |
| 32 | Unscrew/tighten CHC | Tools | 2 | 31 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 2 |
| 33 | Identify a screwdriver | Tools | 1 | NA | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 34 | Unscrew/tighten screws | Tools | 2 | 33 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 35 | Identify a socket wrench | Tools | 1 | NA | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 36 | Unscrew/tighten hexagon socket screws with a screwdriver | Tools | 2 | 35 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 37 | Identify a 9/16" socket wrench | Tools | 1 | NA | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 2 |
| 38 | Unscrew/tighten screws with the 9/16" socket wrench | Tools | 2 | 37 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 2 |
| 39 | Identify a crosshead screwdriver | Tools | 1 | NA | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 40 | Unscrew/tighten screws with a crosshead screwdriver | Tools | 2 | 39 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 41 | Locate the compressed air valve | Pneum. | 1 | NA | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 42 | Turn the valve handle clockwise/Anticlockwise | Pneum. | 1 | NA | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 43 | Locate the power button on a remote control | Geral | 1 | NA | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 1 |
| 44 | Locate the O-rings | Qual. CTRL | 3 | 5 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 45 | Inspect the surface of the O-rings for any visible cracks, deformities or signs of wear and tear | Qual. CTRL | 3 | 5 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 2 |
| 46 | Check for any signs of damage or corrosion around the O-ring | Qual. CTRL | 3 | 5 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 2 |
| 47 | Check if the equipment is turned on | Geral | 3 | 48, 49, 50 | 1 | 0 | 1 | 0 | 1 | 0 | 2 | 0 | 2 |
| 48 | Observe if there are any warning lights or indicators that suggest that the equipment is not running | Soft. | 2 | 58, 59 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
| 49 | Listen for any sounds or noises coming from the equipment that may indicate that it is running | Soft. | 1 | NA | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 50 | Check if any displays on the equipment show that it is running | Soft. | 1 | NA | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 1 |
| 51 | Locate the emergency stop button or switch | Geral | 3 | 5 | 1 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 2 |
| 52 | Check the status of the equipment before stopping/starting it to ensure that it is safe to do so | Mech. | 3 | 5 | 1 | 0 | 2 | 0 | 0 | 0 | 0 | 0 | 2 |
| 53 | Identify the name or type of equipment | Geral | 1 | NA | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 54 | Know the general area or department where the equipment is usually located | Geral | 1 | NA | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 55 | Verify that the equipment has restarted properly | Qual. CTRL | 7 | 2 | 1 | 0 | 1 | 0 | 0 | 0 | 2 | 0 | 2 |
| 56 | Check for any error messages or issues with the equipment after restarting | Qual. CTRL | 7 | 2 | 0 | 0 | 1 | 0 | 1 | 0 | 2 | 0 | 2 |
| 57 | Know the difference between the meaning of the color of lights | Geral | 1 | NA | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| 58 | Locate USB port on the equipment | Ele. | 3 | 5 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 1 |
| 59 | Identify the orientation of the USB drive | Ele. | 1 | NA | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 1 |
| 60 | Identify the location of the SD card slot on the equipment | Ele. | 3 | 5 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 1 |
| 61 | Increase the water flow on the cullet chute | Mech. | 1 | NA | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 |
| 62 | Reduce the glass flow | Soft. | 2 | 10 | 0 | 0 | 2 | 0 | 0 | 0 | 1 | 0 | 2 |
NA: Not Applicable.
References
- Jacobs, R.L. Knowledge Work and Human Resource Development. Hum. Resour. Dev. Rev. 2017, 16, 176–202. [Google Scholar] [CrossRef]
- Leder, R.; Stern, H.; Freitag, M. Towards design guidance for the digitalisation of work instructions by focusing on technological possibilities and industrial requirements. Procedia CIRP 2022, 109, 466–471. [Google Scholar] [CrossRef]
- Kock, N. Media naturalness theory: Human evolution and behaviour towards electronic communication technologies. In Applied Evolutionary Psychology; Oxford Academic: Oxford, UK, 2012. [Google Scholar] [CrossRef]
- Nee, A.; Ong, S.; Chryssolouris, G.; Mourtzis, D. Augmented reality applications in design and manufacturing. CIRP Ann. 2012, 61, 657–679. [Google Scholar] [CrossRef]
- Letmathe, P.; Rößler, M. Should firms use digital work instructions?—Individual learning in an agile manufacturing setting. J. Oper. Manag. 2022, 68, 94–109. [Google Scholar] [CrossRef]
- Xu, L.D.; Xu, E.L.; Li, L. Industry 4.0: State of the art and future trends. Int. J. Prod. Res. 2018, 56, 2941–2962. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Clark, J.M.; Paivio, A. Dual coding theory and education. Educ. Psychol. Rev. 1991, 3, 149–210. [Google Scholar] [CrossRef]
- Mayer, R.E.; Moreno, R. A Cognitive Theory of Multimedia Learning: Implications for Design Principles. In Proceedings of the International Conference on Human Factors in Computing Systems, Los Angeles, CA, USA, 18–23 April 1998. [Google Scholar]
- Ayres, P.; Cierniak, G. Split-Attention Effect; Springer: Greer, SC, USA, 2012; pp. 3172–3175. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M.; Singh, R.P. Encouraging Safety 4.0 to enhance industrial culture: An extensive study of its technologies, roles, and challenges. Green Technol. Sustain. 2025, 3, 100158. [Google Scholar] [CrossRef]
- Bednarek, M.; Luściński, S.; Jabłoński, M.; Schaffeld Graniffo, G.J. Harnessing Industry 4.0 Technologies: A Novel Predictive Maintenance Method for Advanced Production Systems. Manag. Prod. Eng. Rev. 2025, 15, 1–13. [Google Scholar] [CrossRef]
- Cao, H. Towards more sustainable enterprise data and application management with cross silo Federated Learning and Analytics. arXiv 2023, arXiv:2312.14628. [Google Scholar]
- Boareto, P.A.; Szejka, A.L.; Loures, E.F.R.; Deschamps, F.; Santos, E.A.P. Accelerating Industry 4.0 and 5.0: The Potential of Generative Artificial Intelligence. In Communications in Computer and Information Science, Proceedings of the Innovative Intelligent Industrial Production and Logistics—5th International Conference, IN4PL 2024, Porto, Portugal, 21–22 November 2024; Springer: Cham, Switzerland, 2025; Volume 2372, pp. 456–472. [Google Scholar] [CrossRef]
- Hoffmann, M.A.; Lasch, R. Unlocking the Potential of Predictive Maintenance for Intelligent Manufacturing: A Case Study On Potentials, Barriers, and Critical Success Factors. Schmalenbach J. Bus. Res. 2025, 77, 27–55. [Google Scholar] [CrossRef]
- Berghout, T.; Benbouzid, M.; Bentrcia, T.; Lim, W.H.; Amirat, Y. Federated Learning for Condition Monitoring of Industrial Processes: A Review on Fault Diagnosis Methods, Challenges, and Prospects. Electronics 2023, 12, 158. [Google Scholar] [CrossRef]
- Szpytko, J.; Salgado Duarte, Y. A digital twins concept model for integrated maintenance: A case study for crane operation. J. Intell. Manuf. 2021, 32, 1863–1881. [Google Scholar] [CrossRef]
- Ras, E.; Wild, F.; Stahl, C.; Baudet, A. Bridging the Skills Gap of Workers in Industry 4.0 by Human Performance Augmentation Tools: Challenges and Roadmap. In Proceedings of the 10th International Conference on PErvasive Technologies Related to Assistive Environments (PETRA’17), New York, NY, USA, 21–23 June 2017; pp. 428–432. [Google Scholar] [CrossRef]
- Harborth, D.; Kümpers, K. Intelligence augmentation: Rethinking the future of work by leveraging human performance and abilities. Virtual Real. 2022, 26, 849–870. [Google Scholar] [CrossRef]
- Moencks, M.; Roth, E.; Bohné, T.; Kristensson, P.O. Augmented Workforce: Contextual, cross-hierarchical enquiries on human-technology integration in industry. Comput. Ind. Eng. 2022, 165, 107822. [Google Scholar] [CrossRef]
- Commons, M.L.; Trudeau, E.J.; Stein, S.A.; Richards, F.A.; Krause, S.R. Hierarchical Complexity of Tasks Shows the Existence of Developmental Stages. Dev. Rev. 1998, 18, 237–278. [Google Scholar] [CrossRef]
- Commons, M.L.; Gane-McCalla, R.; Barker, C.D.; Li, E.Y. The model of hierarchical complexity as a measurement system. Behav. Dev. Bull. 2014, 19, 9. [Google Scholar] [CrossRef]
- Leite, S.; Mota, B.; Silva, A.R.; Commons, M.L.; Miller, P.M.; Rodrigues, P.P. Hierarchical growth in neural networks structure: Organizing inputs by Order of Hierarchical Complexity. PLoS ONE 2023, 18, e0308115. [Google Scholar] [CrossRef]
- Barros Neves, R.; Ferreira Leite, S.; Ramos Silva, A.; Mesquita Vasconcelos, J.H. Development of a Virtual System to Analyze the Learning of 3D Shapes. World Futur. 2023, 79, 776–793. [Google Scholar] [CrossRef]
- Commons, M.L. Introduction to the Model of Hierarchical Complexity and Its Relationship to Postformal Action. World Futur. 2008, 64, 305–320. [Google Scholar] [CrossRef]
- Commons, M.; Goodheart, E.; Pekker, A.; Dawson, T.; Draney, K.; Adams, K. Using Rasch scaled stage scores to validate orders of hierarchical complexity of balance beam task sequences. J. Appl. Meas. 2008, 9, 182–199. [Google Scholar]
- Commons, M.; Chen, S. Advances in the model of hierarchical complexity (MHC). Behav. Dev. Bull. 2014, 19, 37–50. [Google Scholar] [CrossRef]
- Garnier, R.; Nadeau, S.; Boivin, R. Decision support system for the allocation of resources in a maintenance organization. Int. J. Ind. Eng. Comput. 2011, 2, 857–870. [Google Scholar]
- Kamsu-Foguem, B.; Noyes, D. Graph-based reasoning in collaborative knowledge management for industrial maintenance. Comput. Ind. 2013, 64, 998–1013. [Google Scholar] [CrossRef]
- Masoni, R.; Ferrise, F.; Bordegoni, M.; Gattullo, M.; Uva, A.E.; Fiorentino, M.; Carrabba, E.; Di Donato, M. Supporting Remote Maintenance in Industry 4.0 through Augmented Reality. Procedia Manuf. 2017, 11, 1296–1302. [Google Scholar] [CrossRef]
- Ming Heng, B.J.; Keong Ng, A.; Hee Tay, R.K. Digitization of Work Instructions and Checklists for Improved Data Management and Work Productivity. In Proceedings of the 2019 4th International Conference on Intelligent Transportation Engineering (ICITE), Singapore, 5–7 September 2019; pp. 79–83. [Google Scholar] [CrossRef]
- Liu, X.W.; Li, C.Y.; Dang, S.; Wang, W.; Qu, J.; Chen, T.; Wang, Q.L. Research on training effectiveness of professional maintenance personnel based on virtual reality and augmented reality technology. Sustainability 2022, 14, 14351. [Google Scholar] [CrossRef]
- Abbas, Y.; Martinetti, A.; Nizamis, K.; Spoolder, S.; van Dongen, L.A. Ready, trainer… one*! discovering the entanglement of adaptive learning with virtual reality in industrial training: A case study. Interact. Learn. Environ. 2023, 31, 3698–3727. [Google Scholar] [CrossRef]
- Lagomarsino, M.; Lorenzini, M.; De Momi, E.; Ajoudani, A. An online framework for cognitive load assessment in industrial tasks. Robot. Comput.-Integr. Manuf. 2022, 78, 102380. [Google Scholar] [CrossRef]
- Plumanns, L.; Janssen, D.; Vossen, R.; Isenhardt, I. Organizational and individual factors for training of the manufacturing workforce in digitalization. In Proceedings of the 2019 IEEE Global Engineering Education Conference (EDUCON), Dubai, United Arab Emirates, 8–11 April 2019; pp. 1158–1166. [Google Scholar]
- Tinga, T.; Wubben, F.; Tiddens, W.; Wortmann, H.; Gaalman, G. Dynamic maintenance based on functional usage profiles. J. Qual. Maint. Eng. 2021, 27, 21–42. [Google Scholar] [CrossRef]
- Gonzales, L. Designing for intersectional, interdependent accessibility: A case study of multilingual technical content creation. Commun. Des. Q. Rev. 2019, 6, 35–45. [Google Scholar] [CrossRef]
- Temsah, M.H.; Nazer, R.; Altamimi, I.; Aldekhyyel, R.; Jamal, A.; Almansour, M.; Aljamaan, F.; Alhasan, K.; Temsah, A.A.; Al-Eyadhy, A.; et al. OpenAI’s Sora and Google’s Veo 2 in Action: A Narrative Review of Artificial Intelligence-driven Video Generation Models Transforming Healthcare. Cureus 2025, 17, e77593. [Google Scholar] [CrossRef] [PubMed]
- Anderson, T.; Niu, S. Making AI-Enhanced Videos: Analyzing Generative AI Use Cases in YouTube Content Creation. arXiv 2025, arXiv:2503.03134. [Google Scholar]
- Lee, U.; Jeong, Y.; Kim, S.; Son, Y.; Byun, G.; Kim, H.; Lim, C. How Can Video Generative AI Transform K-12 Education? Examining Teachers’ Perspectives through TPACK and TAM. arXiv 2025, arXiv:2503.08003. [Google Scholar]
- Soveizi, N.; Turkmen, F.; Karastoyanova, D. Security and privacy concerns in cloud-based scientific and business workflows: A systematic review. Future Gener. Comput. Syst. 2023, 148, 184–200. [Google Scholar] [CrossRef]
- Taylor, R.; Johnson, M. Applying Digital Work Instructions in Healthcare Maintenance. HealthTech J. 2020, 8, 150–165. [Google Scholar] [CrossRef]
- Roque, A.S.; Krebs, V.W.; Figueiro, I.C.; Jazdi, N. An analysis of machine learning algorithms in rotating machines maintenance. IFAC-PapersOnLine 2022, 55, 252–257. [Google Scholar] [CrossRef]
- Werner, A.; Zimmermann, N.; Lentes, J. Approach for a holistic predictive maintenance strategy by incorporating a digital twin. Procedia Manuf. 2019, 39, 1743–1751. [Google Scholar] [CrossRef]
- Daoudi, N.; Smail, Z.; Aboussaleh, M. Machine learning based predictive maintenance: Review, challenges and workflow. In Proceedings of the International Conference on Artificial Intelligence & Industrial Applications, Meknes, Morocco, 17–18 February 2023; pp. 71–88. [Google Scholar]
- Alomari, H.W.; Ramasamy, V.; Kiper, J.D.; Potvin, G. A User Interface (UI) and User eXperience (UX) evaluation framework for cyberlearning environments in computer science and software engineering education. Heliyon 2020, 6, e03917. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).