
The Benefit of the Glassy State of Reinforcing Particles for the Densification of Aluminum Matrix Composites

 ,
,  ,
, 


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
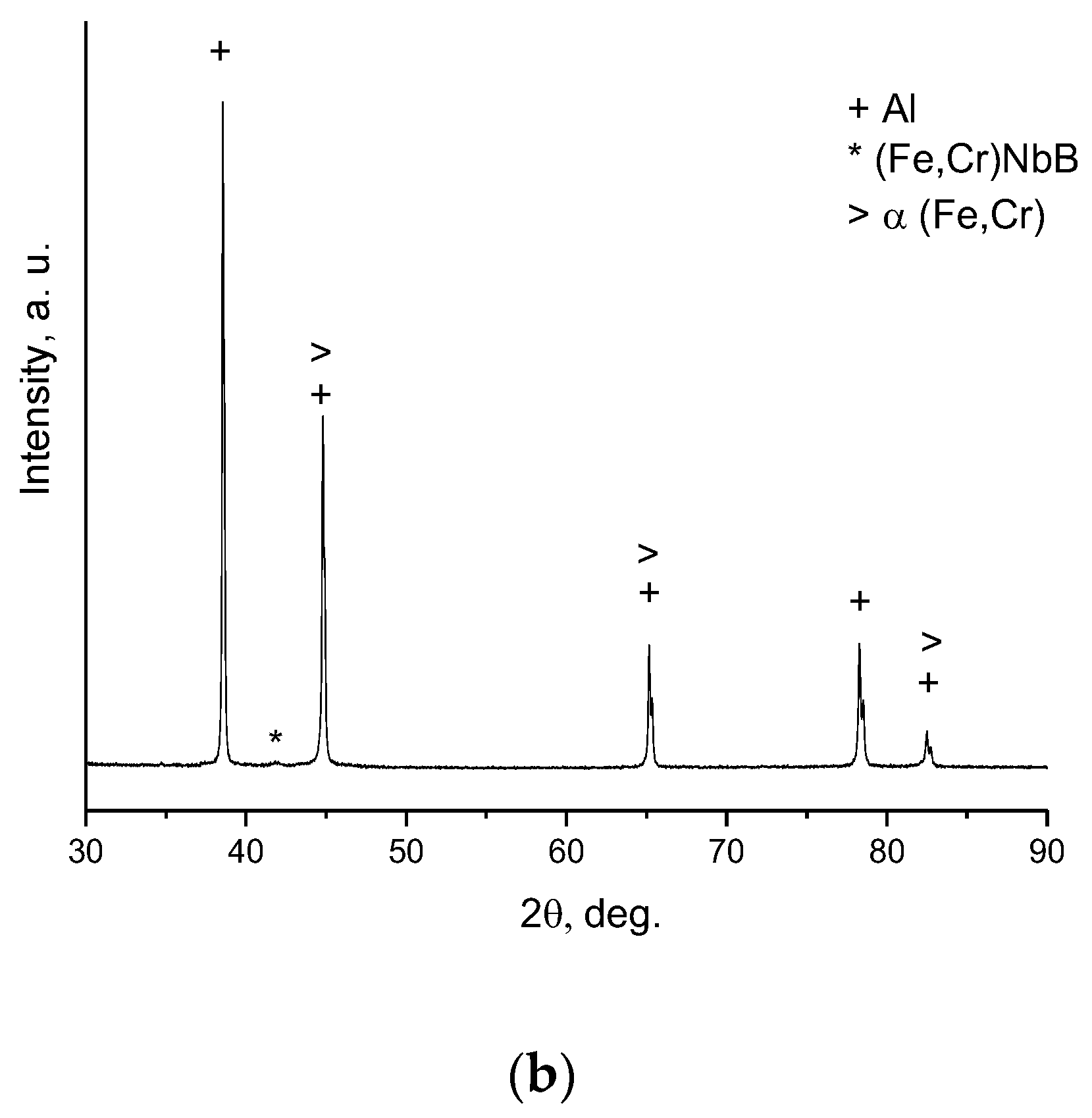
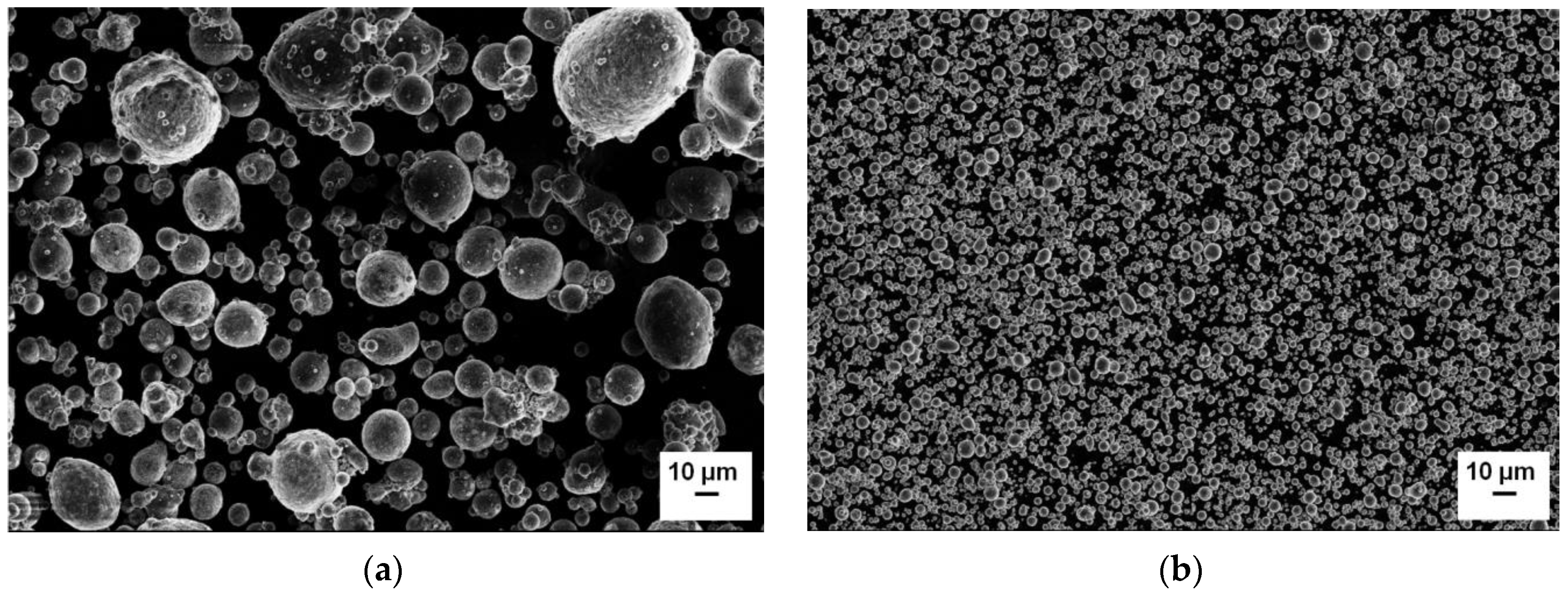
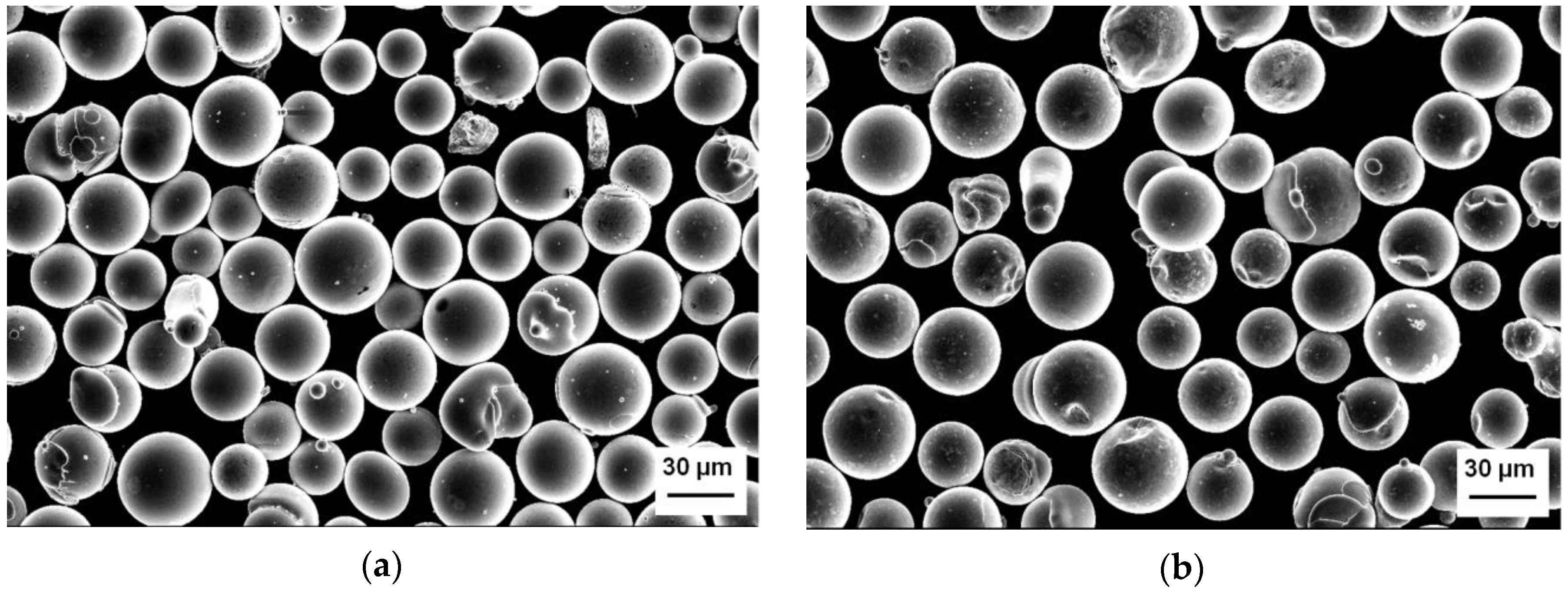
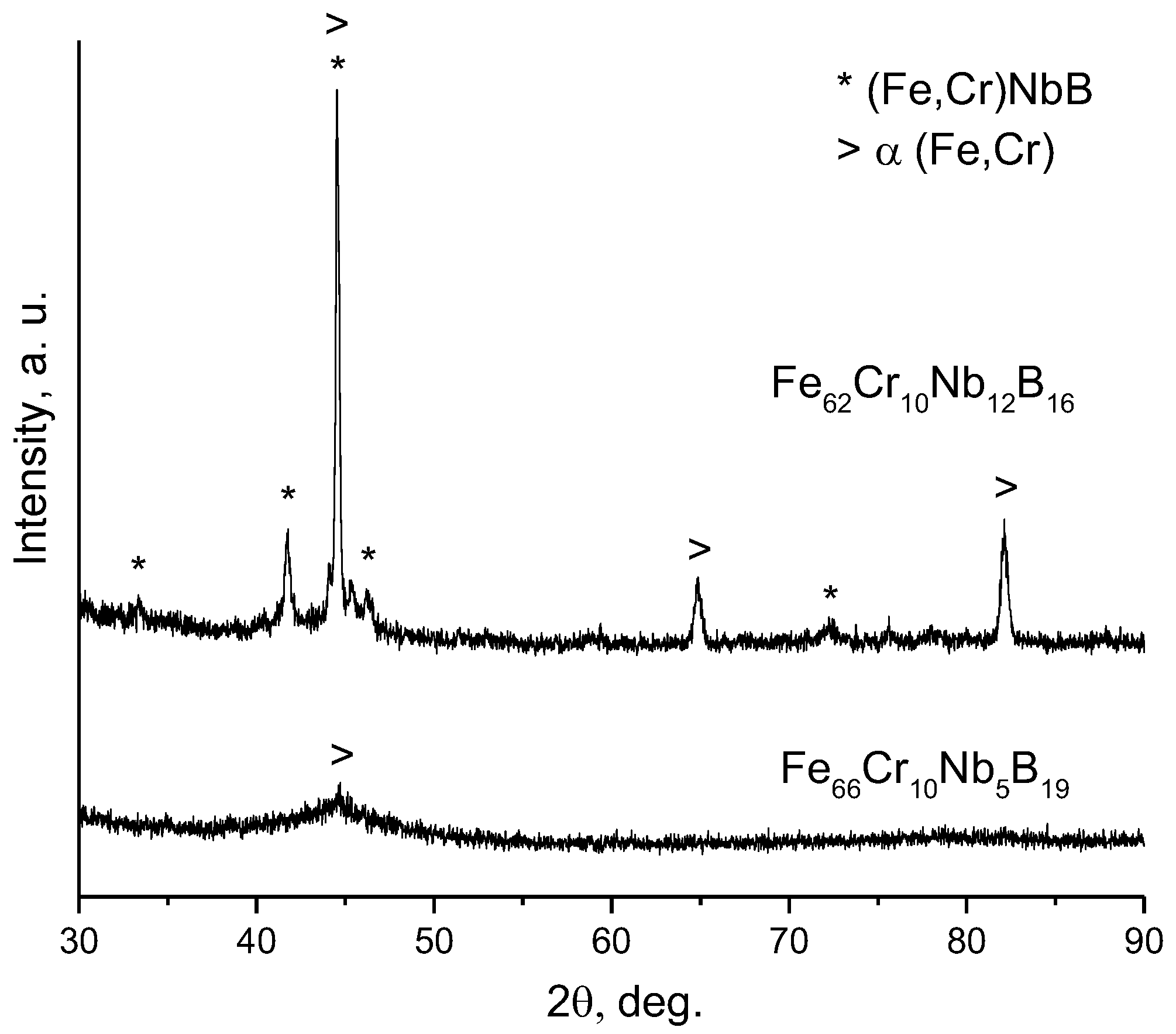
3.1. Characteristics of the Aluminum and Fe-Based Alloy Powders
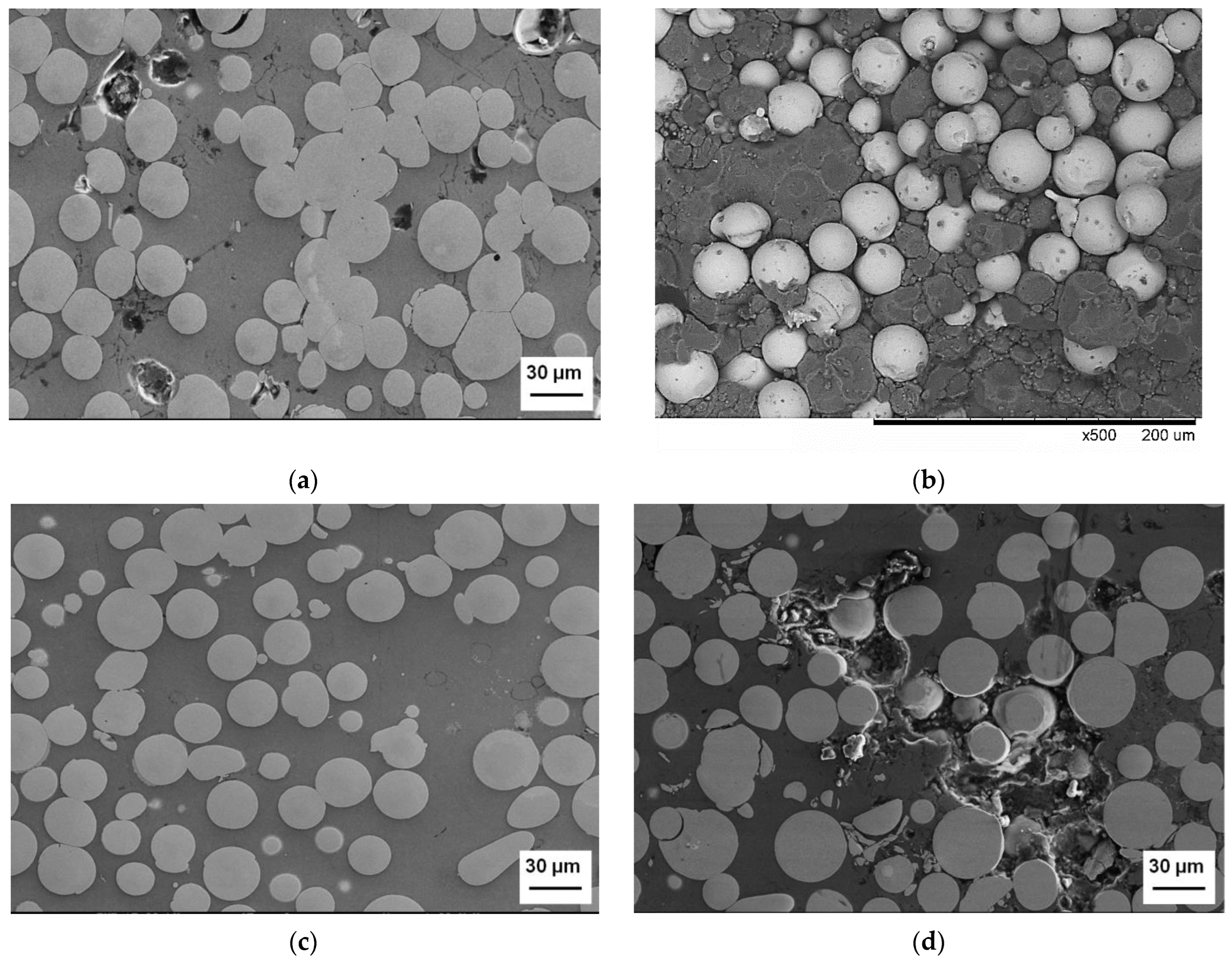
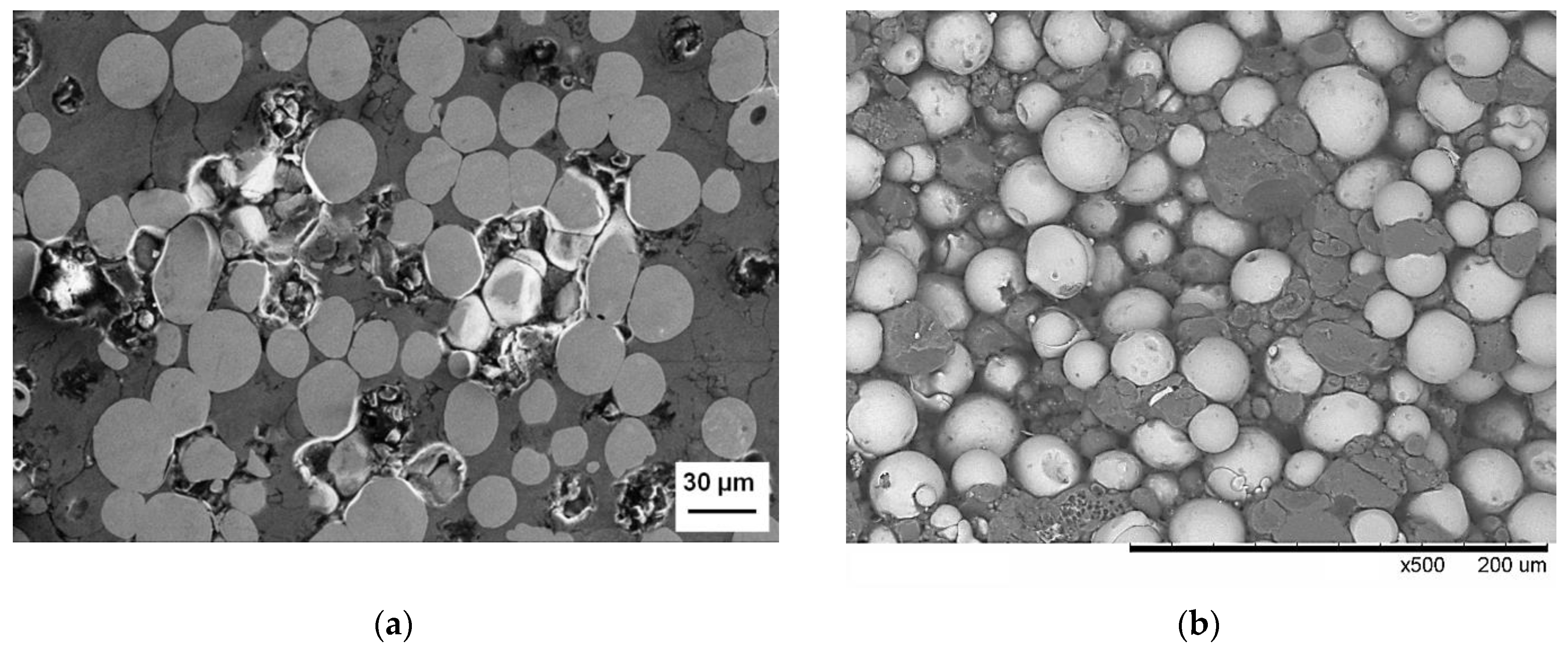
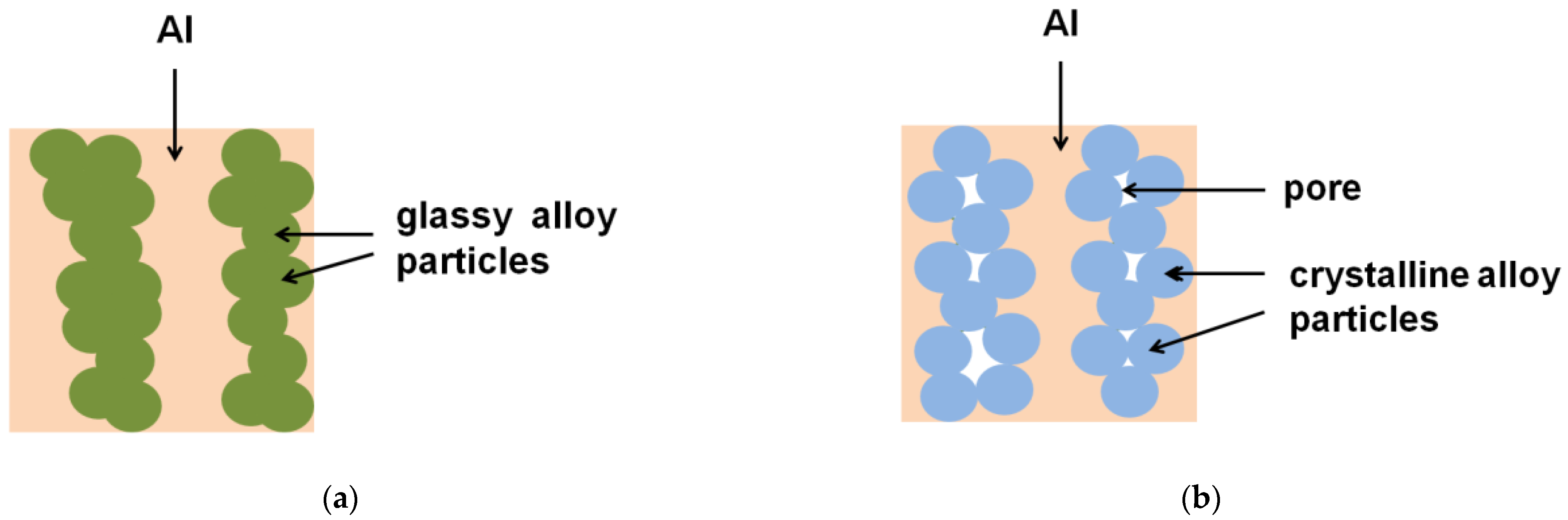
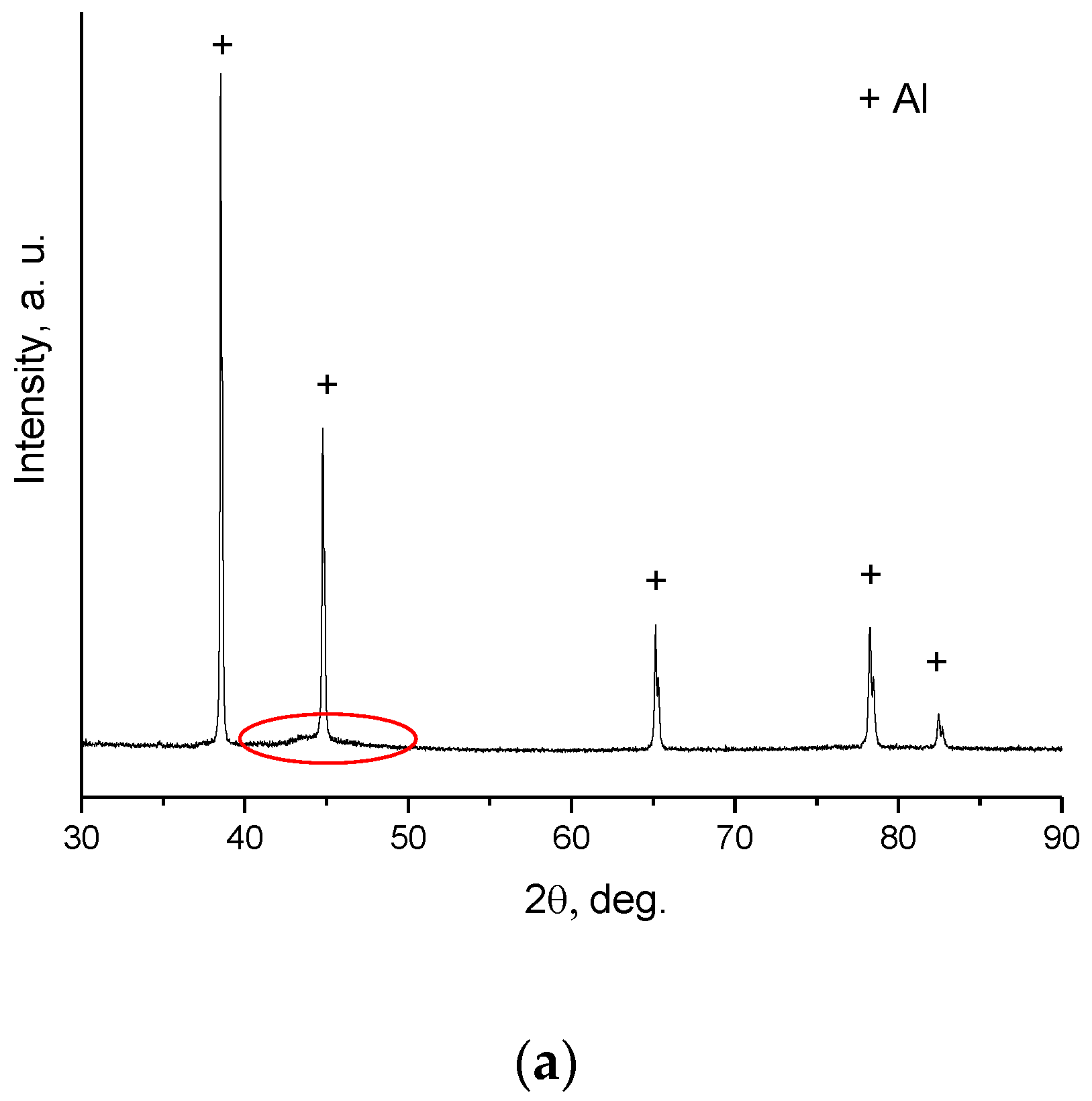
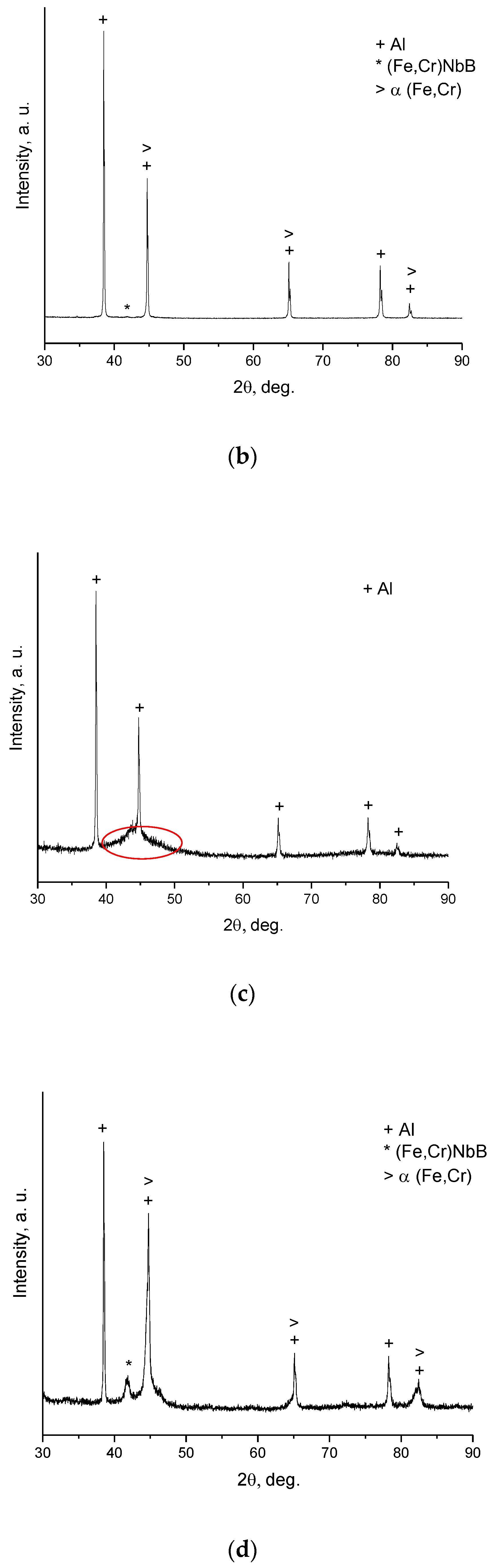
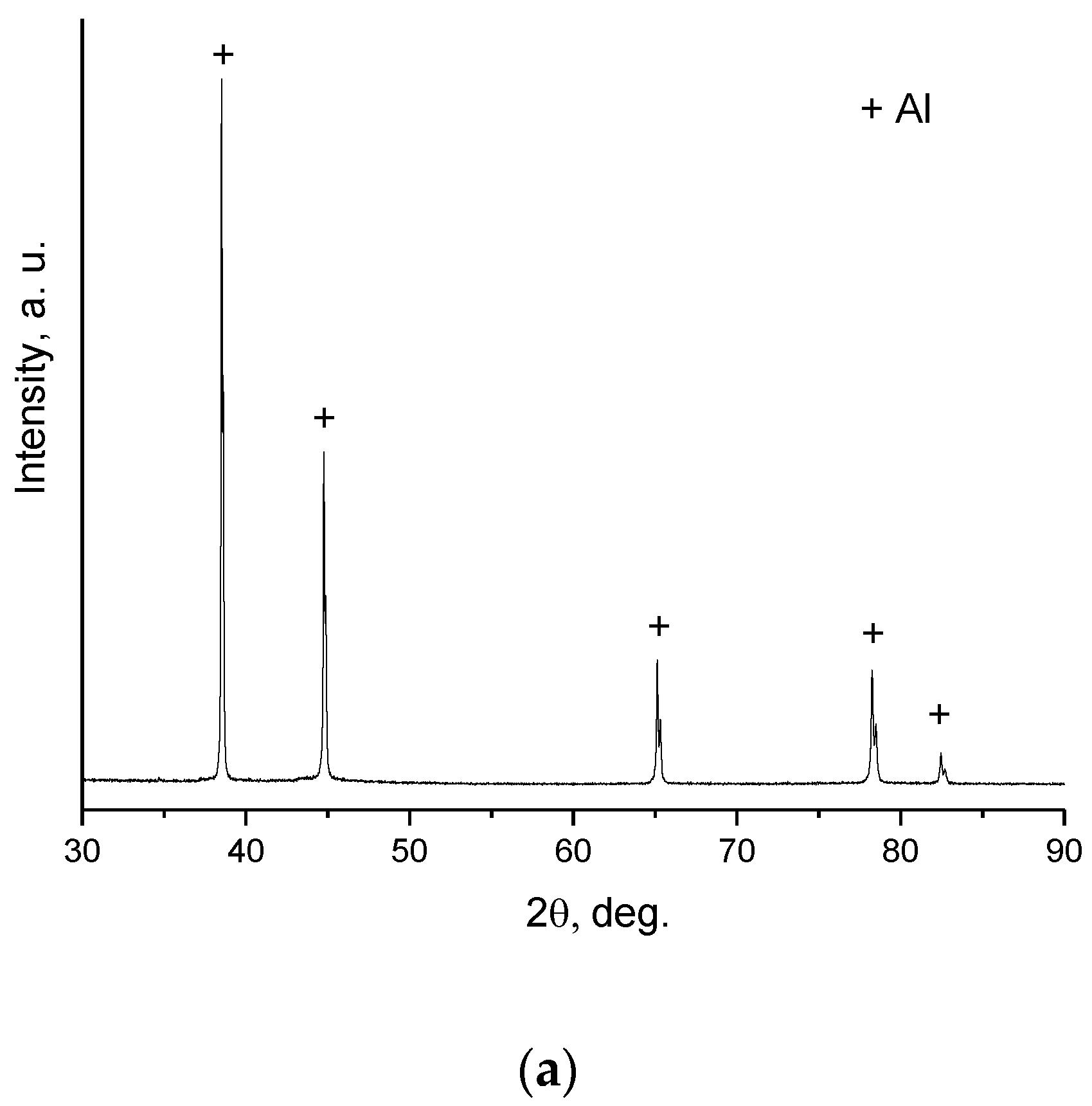
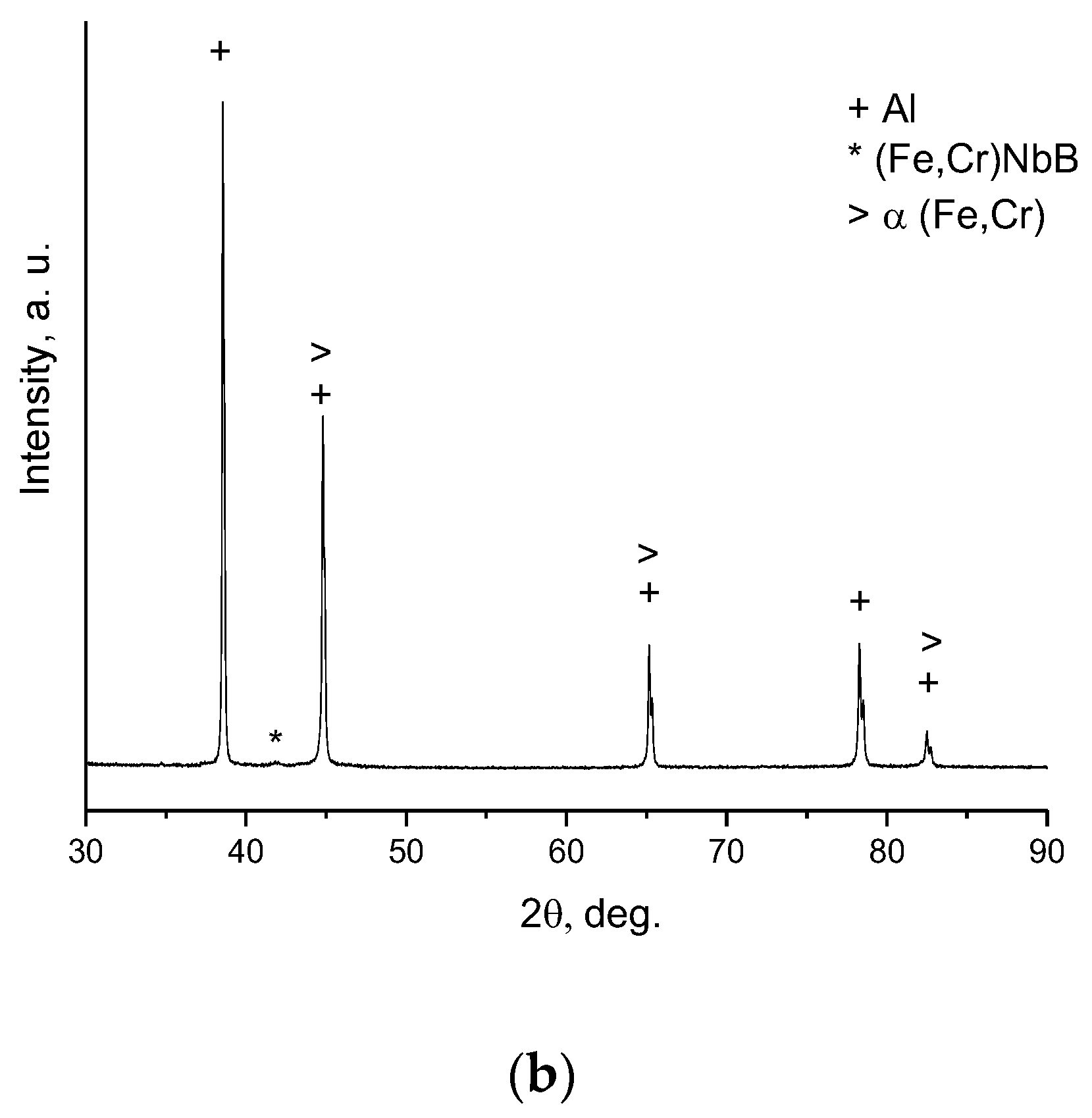
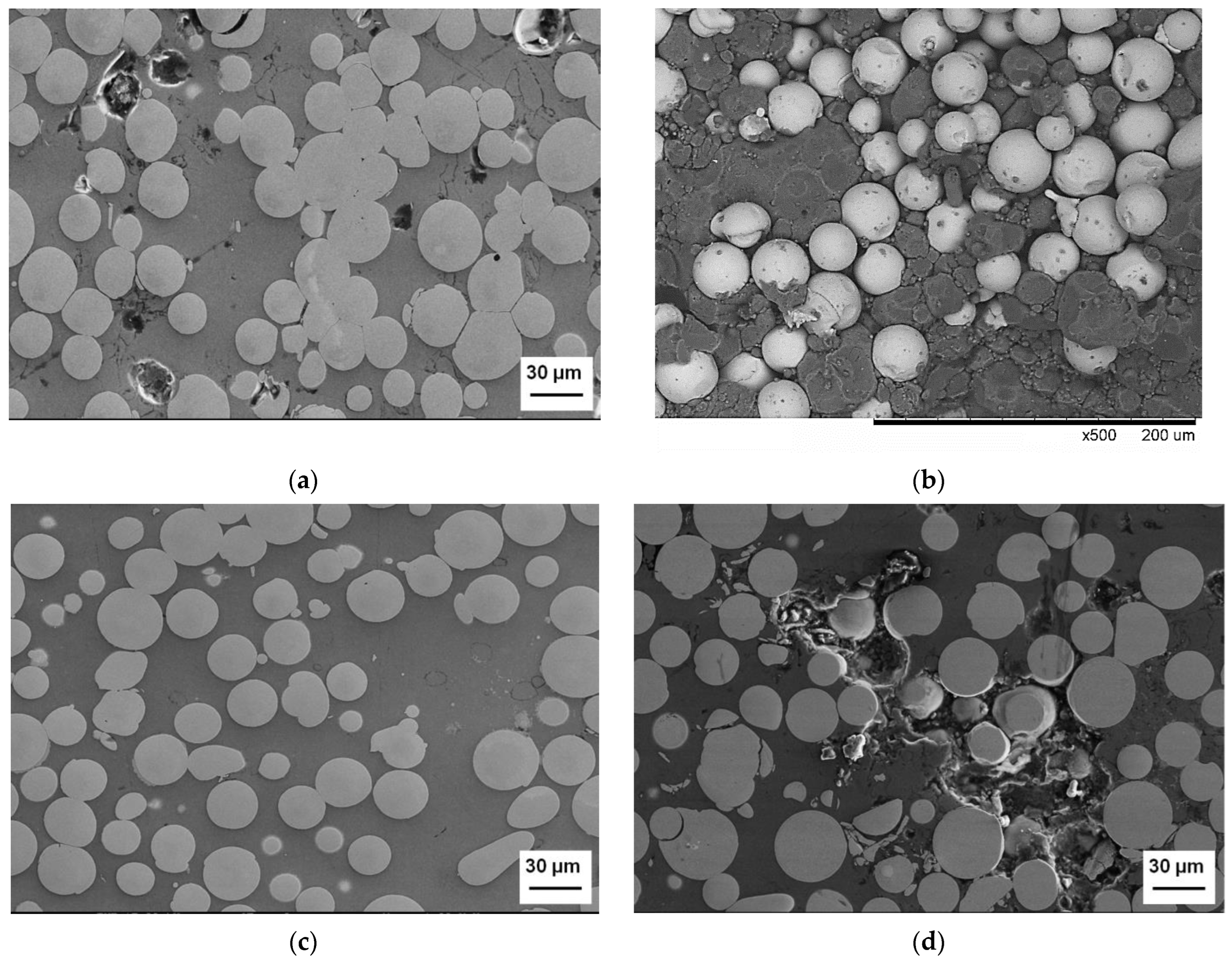
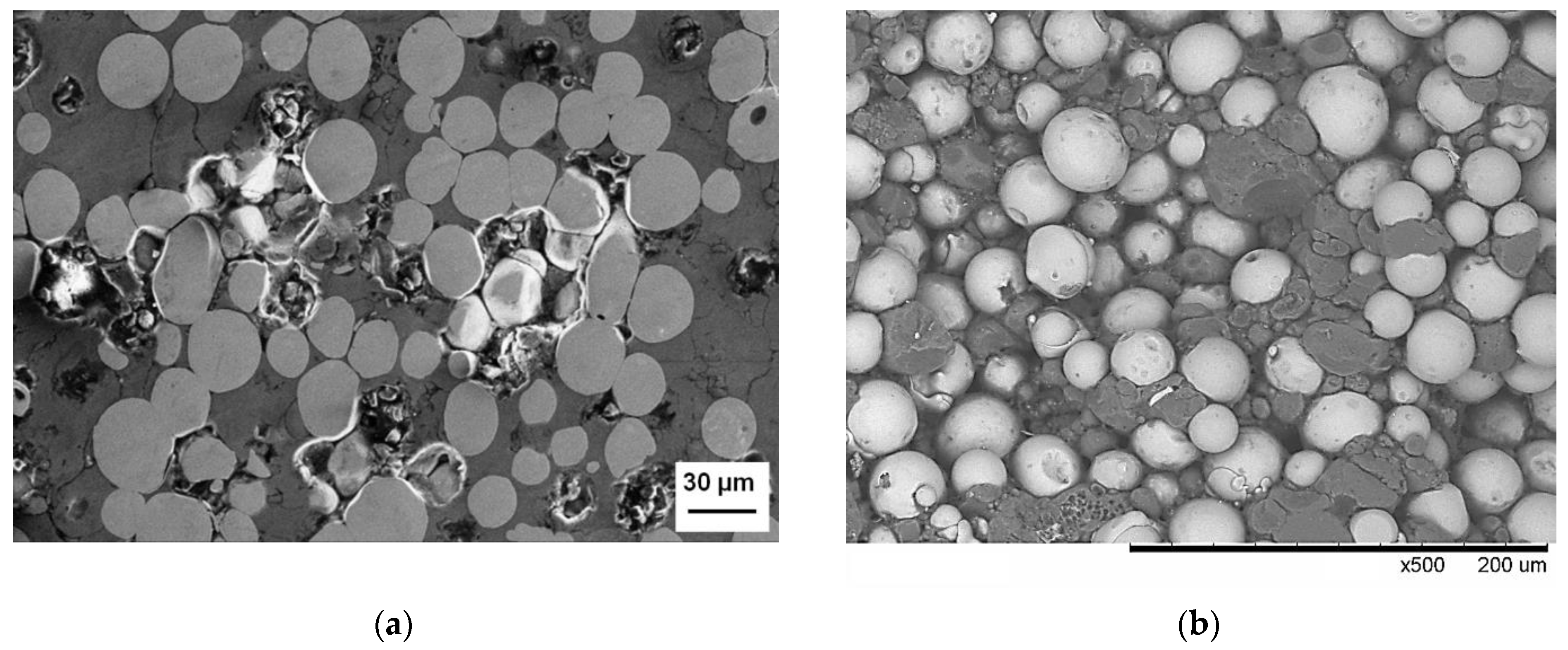
3.2. Structural Characteristics of the Sintered Composites
3.3. Hardness of the Sintered Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cooke, K. (Ed.) Aluminium Alloys and Composites; IntechOpen: London, UK, 2020; 182p. [Google Scholar]
- Mavhungu, S.T.; Akinlabi, E.T.; Onitiri, M.A.; Varachia, F.M. Aluminum matrix composites for industrial use: Advances and trends. Proc. Mmanuf. 2017, 7, 178–182. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y.; Nagaoka, T.; Sugioka, M.; Tanaka, M.; Takeuchi, T.; Tani, J.; Kawahara, M.; Makino, Y.; et al. Processing of Al/SiC composites in continuous solid–liquid co-existent state by SPS and their thermal properties. Compos. Part B 2012, 43, 2012–2019. [Google Scholar] [CrossRef]
- Dash, K.; Chaira, D.; Ray, B.C. Synthesis and characterization of aluminium–alumina micro-and nano-composites by spark plasma sintering. Mater. Res. Bull. 2013, 48, 2535–2542. [Google Scholar] [CrossRef]
- Sweet, G.A.; Brochu, M.; Hexemer, R.L., Jr.; Donaldson, I.W.; Bishop, D.P. Consolidation of aluminum-based metal matrix composites via spark plasma sintering. Mater. Sci. Eng. A 2015, 648, 123–133. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Wang, X.; Guo, T.; Liu, J. Significantly improving strength and plasticity of Al-based composites by in-situ formed AlCoCrFeNi core-shell structure. J. Mater. Res. Technol. 2021, 15, 4117–4129. [Google Scholar] [CrossRef]
- Lu, T.; Chen, W.; Li, Z.; He, T.; Li, B.; Li, R.; Fu, Z.; Scudino, S. Processing and mechanical properties of fine grained Al matrix composites reinforced with a uniform dispersion of nanocrystalline high-entropy alloy particles. J. Alloys Compd. 2019, 801, 473–477. [Google Scholar] [CrossRef]
- Joseph, A.; Gauthier-Brunet, V.; Joulain, A.; Bonneville, J.; Dubois, S.; Monchoux, J.-P.; Pailloux, F. Mechanical properties of Al/ω-Al-Cu-Fe composites synthesized by the SPS technique. Mater. Charact. 2018, 145, 644–652. [Google Scholar] [CrossRef]
- Wolf, W.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Recent developments on fabrication of Al-matrix composites reinforced with quasicrystals: From metastable to conventional processing. J. Mater. Res. 2021, 36, 281–297. [Google Scholar] [CrossRef]
- Inoue, A.; Shen, B.L.; Yavari, A.R.; Greer, A.L. Mechanical properties of Fe-based bulk glassy alloys in Fe–B–Si–Nb and Fe–Ga–P–C–B–Si systems. J. Mater. Res. 2003, 18, 1487–1492. [Google Scholar] [CrossRef]
- Eckert, J.; Das, J.; Pauly, S.; Duhamel, C. Mechanical properties of bulk metallic glasses and composites. J. Mater. Res. 2007, 22, 285–301. [Google Scholar] [CrossRef]
- Gu, X.J.; Poon, S.J.; Shiflet, G.J. Mechanical properties of iron-based bulk metallic glasses. J. Mater. Res. 2007, 22, 344–351. [Google Scholar] [CrossRef]
- Scudino, S.; Surreddi, K.B.; Sager, S.; Sakaliyska, M.; Kim, J.S.; Loser, W.; Eckert, J. Production and mechanical properties of metallic glass-reinforced Al-based metal matrix composites. J. Mater. Sci. 2008, 43, 4518–4526. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Prashanth, K.G.; Bartusch, B.; Surreddi, K.B.; Murty, B.S.; Eckert, J. Mechanical properties of Al-based metal matrix composites reinforced with Zr-based glassy particles produced by powder metallurgy. Acta Mater. 2009, 56, 2029–2039. [Google Scholar] [CrossRef]
- Dudina, D.V.; Georgarakis, K.; Li, Y.; Aljerf, M.; Braccini, M.; Yavari, A.R.; Inoue, A. Cu-based metallic glass particle additions to significantly improve overall compressive properties of an Al alloy. Compos. Part A 2010, 41, 1551–1557. [Google Scholar] [CrossRef]
- Samanta, A.; Fecht, H.-J.; Manna, I.; Chattopadhyay, P.P. Development of amorphous phase dispersed Al-rich composites by rolling of mechanically alloyed amorphous Al–Ni–Ti powders with pure Al. Mater. Chem. Phys. 2007, 104, 434–438. [Google Scholar] [CrossRef]
- Kotov, A.D.; Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Medvedeva, S.V.; Bazlov, A.I. Aluminum alloy matrix composite reinforced with metallic glasses particles using hot-roll bonding. Rus. J. Non-Ferr. Met. 2020, 61, 297–302. [Google Scholar] [CrossRef]
- Wang, Z.; Scudino, S.; Stoica, M.; Zhang, W.; Eckert, J. Al-based matrix composites reinforced with short Fe-based metallic glassy fiber. J. Alloys Compd. 2015, 651, 170–175. [Google Scholar] [CrossRef]
- Xie, M.S.; Wang, Z.; Zhang, G.Q.; Yang, C.; Zhang, W.W.; Prashanth, K.G. Microstructure and mechanical property of bimodal-size metallic glass particle-reinforced Al alloy matrix composites. J. Alloys Compd. 2020, 814, 152317. [Google Scholar] [CrossRef]
- Zheng, R.; Yang, H.; Liu, T.; Ameyama, K.; Ma, C. Microstructure and mechanical properties of aluminum alloy matrix composites reinforced with Fe-based metallic glass particles. Mater. Des. 2014, 53, 512–518. [Google Scholar] [CrossRef]
- He, T.; Ertuğrul, O.; Ciftci, N.; Uhlenwinkel, V.; Nielsch, K.; Scudino, S. Effect of particle size ratio on microstructure and mechanical properties of aluminum matrix composites reinforced with Zr48Cu36Ag8Al8 metallic glass particles. Mater. Sci. Eng. A 2019, 742, 517–525. [Google Scholar] [CrossRef]
- Perriere, L.; Champion, Y. Phases distribution dependent strength in metallic glass–aluminium composites prepared by spark plasma sintering. Mater. Sci. Eng. A 2012, 548, 112–117. [Google Scholar] [CrossRef]
- Wang, Z.; Xie, M.S.; Zhang, W.W.; Yang, C.; Xie, G.Q.; Louzguine-Luzgin, D.V. Achieving super-high strength in an aluminum based composite by reinforcing metallic glassy flakes. Mater. Lett. 2020, 262, 127059. [Google Scholar] [CrossRef]
- Wang, Z.; Georgarakis, K.; Nakayama, K.S.; Li, Y.; Tsarkov, A.A.; Xie, G.; Dudina, D.; Louzguine-Luzgin, D.V.; Yavari, A.R. Microstructure and mechanical behavior of metallic glass fiber-reinforced Al alloy matrix composites. Sci. Rep. 2016, 6, 24384. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kuchumova, I.D.; Batraev, I.S.; Ulianitsky, V.Y.; Shtertser, A.A.; Gerasimov, K.B.; Ukhina, A.V.; Bulina, N.V.; Bataev, I.A.; Koga, G.Y.; Guo, Y.; et al. Formation of metallic glass coatings by detonation spraying of a Fe66Cr10Nb5B19 powder. Metals 2019, 9, 846. [Google Scholar] [CrossRef] [Green Version]
- Paul, T.; Singh, A.; Harimkar, S.P. Densification and crystallization in Fe–based bulk amorphous alloy spark plasma sintered in the supercooled liquid region. Adv. Eng. Mater. 2017, 19, 1700224. [Google Scholar] [CrossRef]
- Ertugrul, O.; He, T.; Shahid, R.N.; Scudino, S. Effect of heat treatment on microstructure and mechanical properties of Al 2024 matrix composites reinforced with Ni60Nb40 metallic glass particles. J. Alloys Compd. 2019, 808, 151732. [Google Scholar] [CrossRef]
- Guan, H.D.; Li, C.J.; Gao, P.; Prashanth, K.G.; Tan, J.; Eckert, J.; Tao, J.; Yi, J.H. Aluminum matrix composites reinforced with metallic glass particles with core-shell structure. Mater. Sci. Eng. A. 2019, 771, 138630. [Google Scholar] [CrossRef]
- He, T.; Lu, T.; Ciftci, N.; Uhlenwinkel, V.; Chen, W.; Nielsch, K.; Scudino, S. Interfacial characteristics and mechanical asymmetry in Al2024 matrix composites containing Fe-based metallic glass particles. Mater. Sci. Eng. A 2020, 793, 139971. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B.; Batraev, I.S.; Kvashnin, V.I.; Legan, M.A.; Novoselov, A.N.; Anisimov, A.G.; Esikov, M.A.; Ukhina, A.V.; Matvienko, A.A.; et al. Microstructure and mechanical properties of composites obtained by spark plasma sintering of Al–Fe66Cr10Nb5B19 metallic glass powder mixtures. Metals 2021, 11, 1457. [Google Scholar] [CrossRef]
- Pines, M.L.; Bruck, H.A. Pressureless sintering of particle-reinforced metal–ceramic composites for functionally graded materials: Part I. Porosity reduction models. Acta Mater. 2006, 54, 1457–1465. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B.; Batraev, I.S.; Amirastanov, Y.N.; Ukhina, A.V.; Kuchumova, I.D.; Legan, M.A.; Novoselov, A.N.; Gerasimov, K.B.; Bataev, I.A.; et al. Interaction between Fe66Cr10Nb5B19 metallic glass and aluminum during spark plasma sintering. Mater. Sci. Eng. A 2021, 799, 140165. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Relative Density, % | |
|---|---|---|
| SPS | HP | |
| Al (coarse)–crystalline Fe62Cr10Nb12B16 | 84 ± 1 | 78 ± 1 |
| Al (coarse)–glassy Fe66Cr10Nb5B19 | 99 ± 1 | 94 ± 1 |
| Al (fine)–crystalline Fe62Cr10Nb12B16 | 94 ± 1 | - |
| Al (fine)–glassy Fe66Cr10Nb5B19 | 99 ± 1 | - |
| Sintered Material | Vickers Hardness, HV1 | |
|---|---|---|
| SPS | HP | |
| Al (coarse)–glassy Fe66Cr10Nb5B19 | 106 ± 40 | 83 ± 24 |
| Al (fine)–glassy Fe66Cr10Nb5B19 | 109 ± 26 | - |
| Al (fine)–crystalline Fe62Cr10Nb12B16 | 72 ± 8 | - |
| Al (fine) | 44 ± 1 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kvashnin, V.I.; Dudina, D.V.; Ukhina, A.V.; Koga, G.Y.; Georgarakis, K. The Benefit of the Glassy State of Reinforcing Particles for the Densification of Aluminum Matrix Composites. J. Compos. Sci. 2022, 6, 135. https://doi.org/10.3390/jcs6050135
Kvashnin VI, Dudina DV, Ukhina AV, Koga GY, Georgarakis K. The Benefit of the Glassy State of Reinforcing Particles for the Densification of Aluminum Matrix Composites. Journal of Composites Science. 2022; 6(5):135. https://doi.org/10.3390/jcs6050135
Chicago/Turabian StyleKvashnin, Vyacheslav I., Dina V. Dudina, Arina V. Ukhina, Guilherme Yuuki Koga, and Konstantinos Georgarakis. 2022. "The Benefit of the Glassy State of Reinforcing Particles for the Densification of Aluminum Matrix Composites" Journal of Composites Science 6, no. 5: 135. https://doi.org/10.3390/jcs6050135
APA StyleKvashnin, V. I., Dudina, D. V., Ukhina, A. V., Koga, G. Y., & Georgarakis, K. (2022). The Benefit of the Glassy State of Reinforcing Particles for the Densification of Aluminum Matrix Composites. Journal of Composites Science, 6(5), 135. https://doi.org/10.3390/jcs6050135