
Determination of the In-Plane Shear Behavior of and Process Influence on Uncured Unidirectional CF/Epoxy Prepreg Using Digital Image Correlation Analysis



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
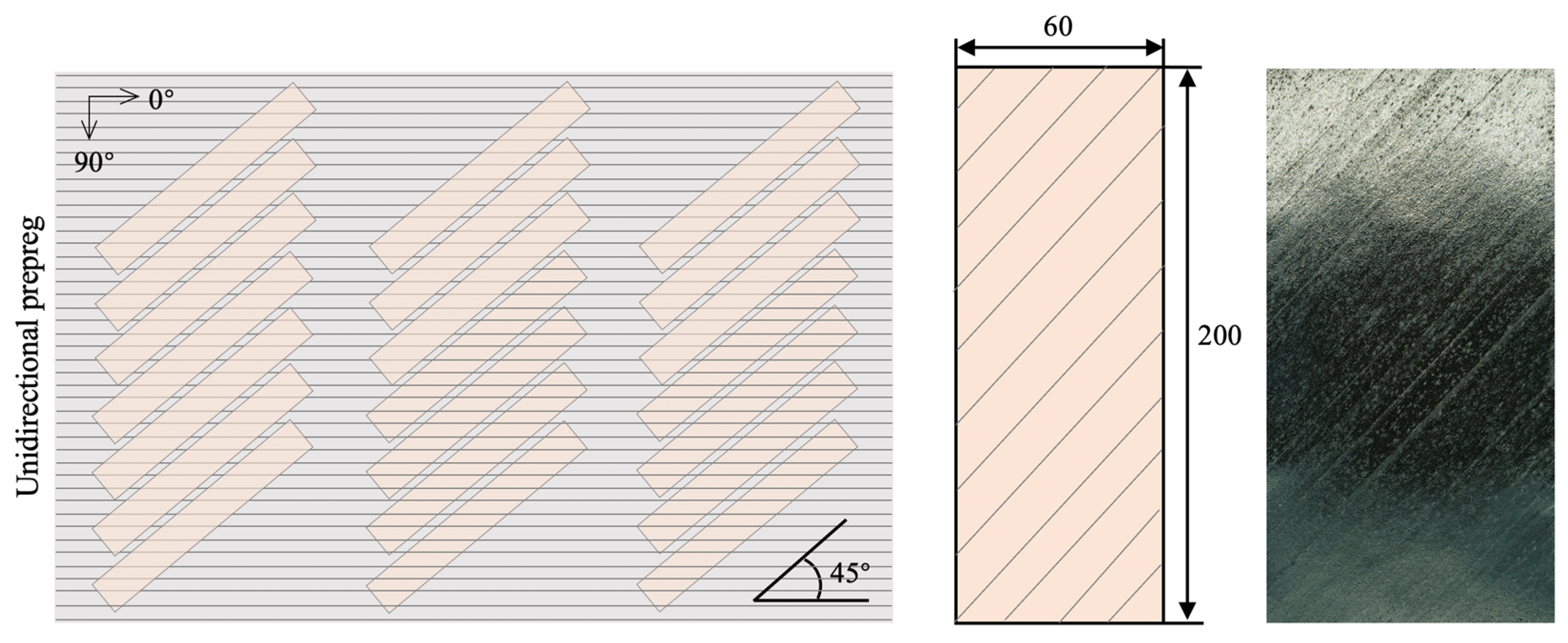
2.1. Materials
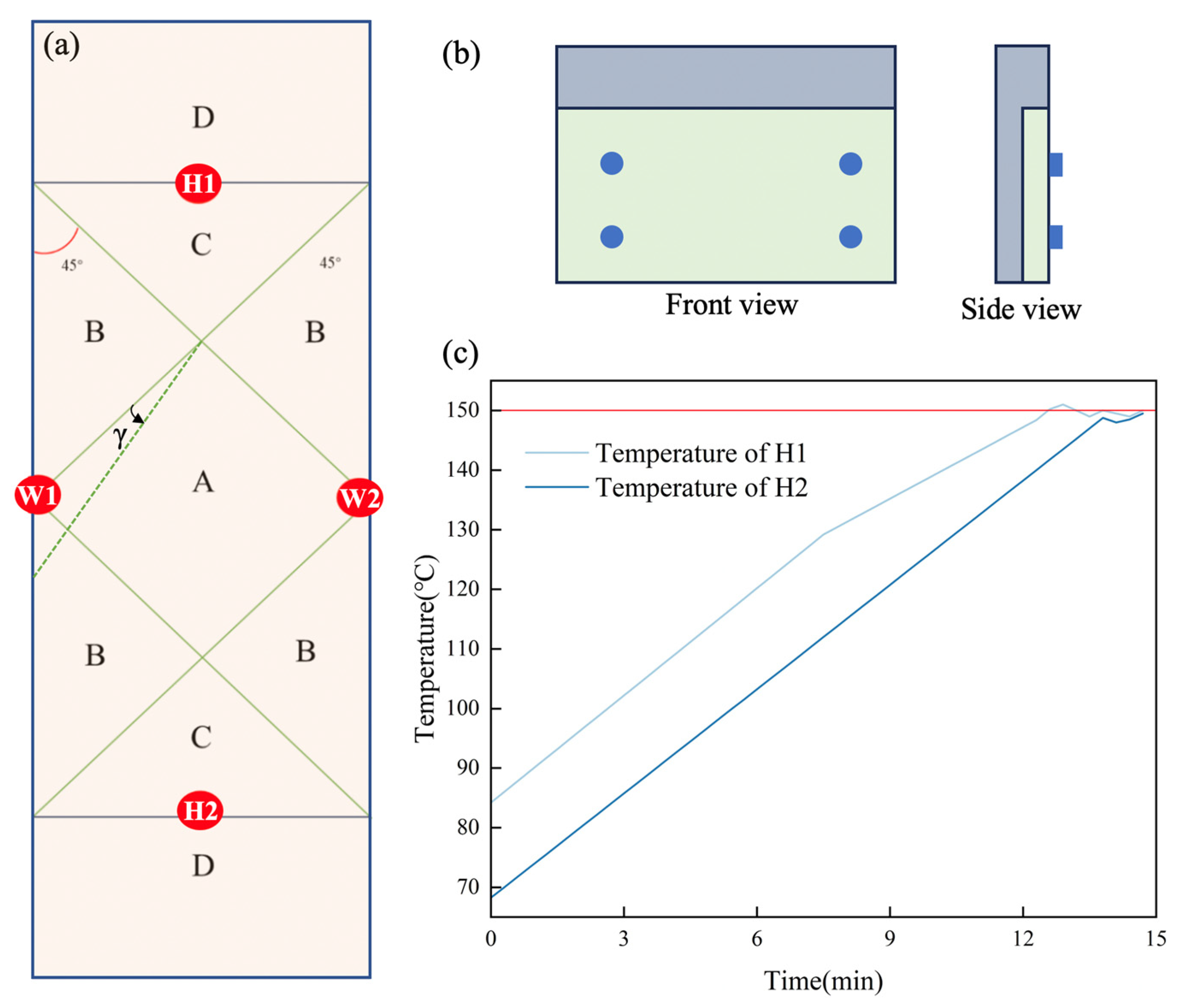
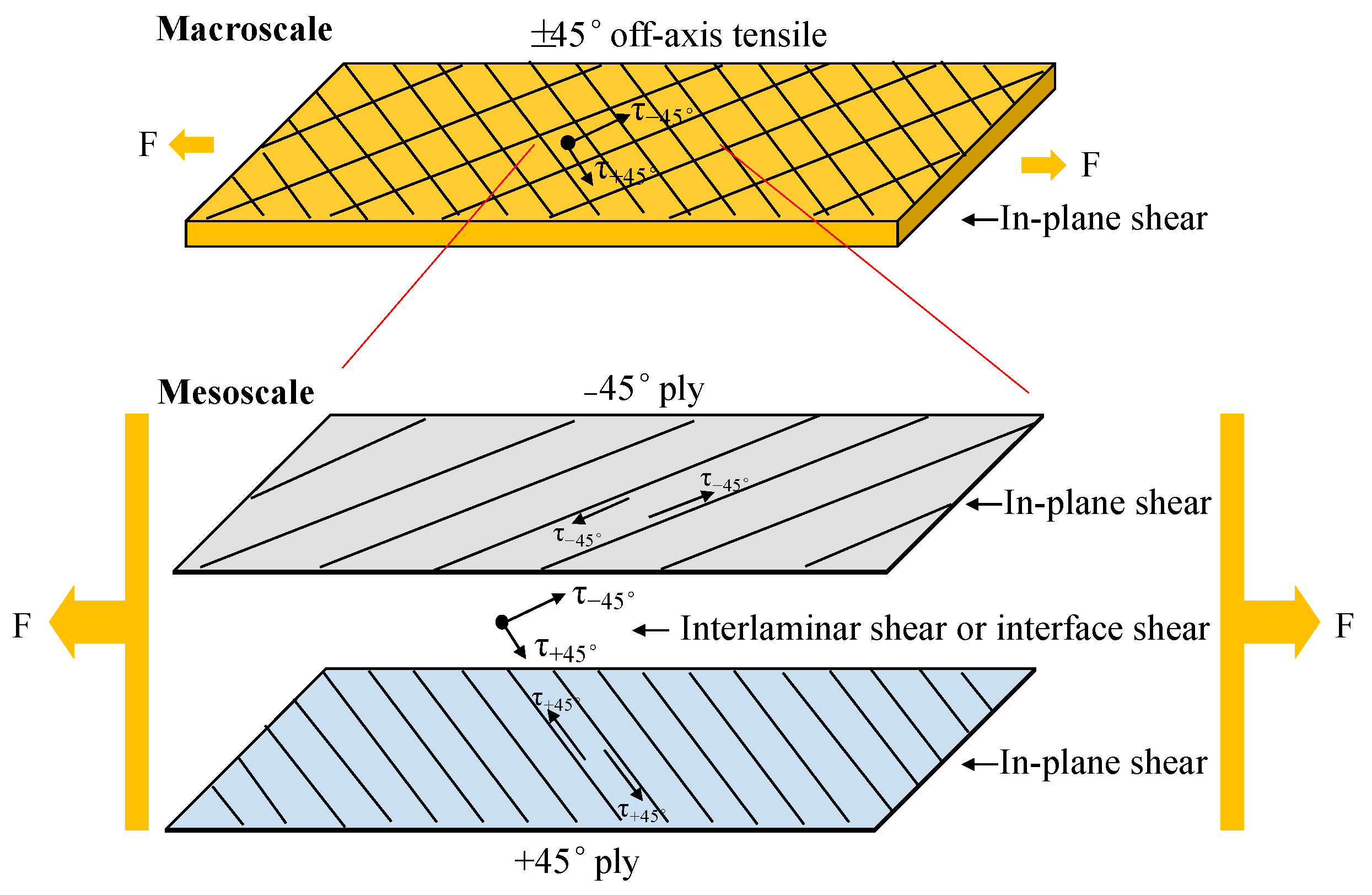
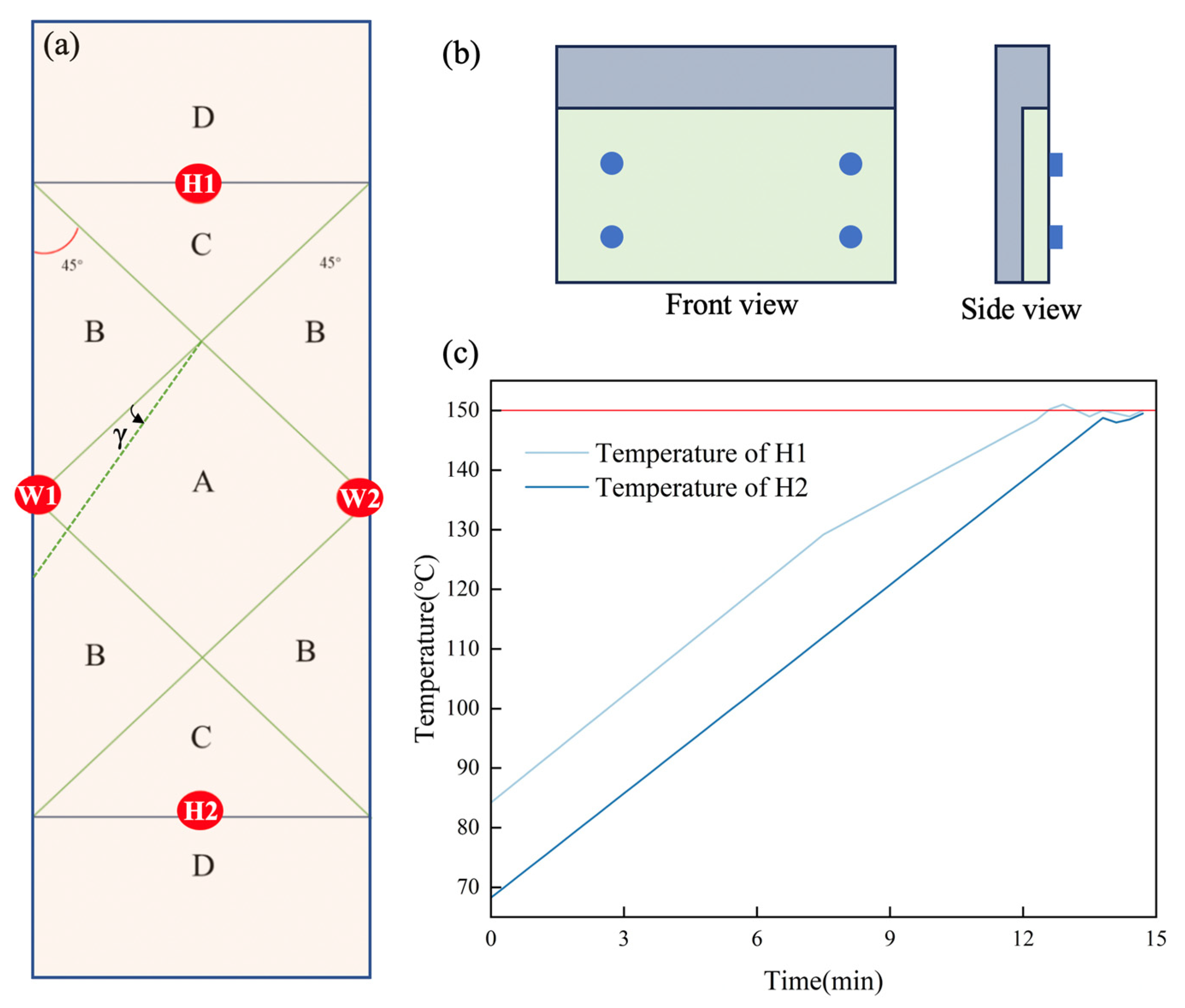
2.2. In-Plane Shear Testing of Prepreg
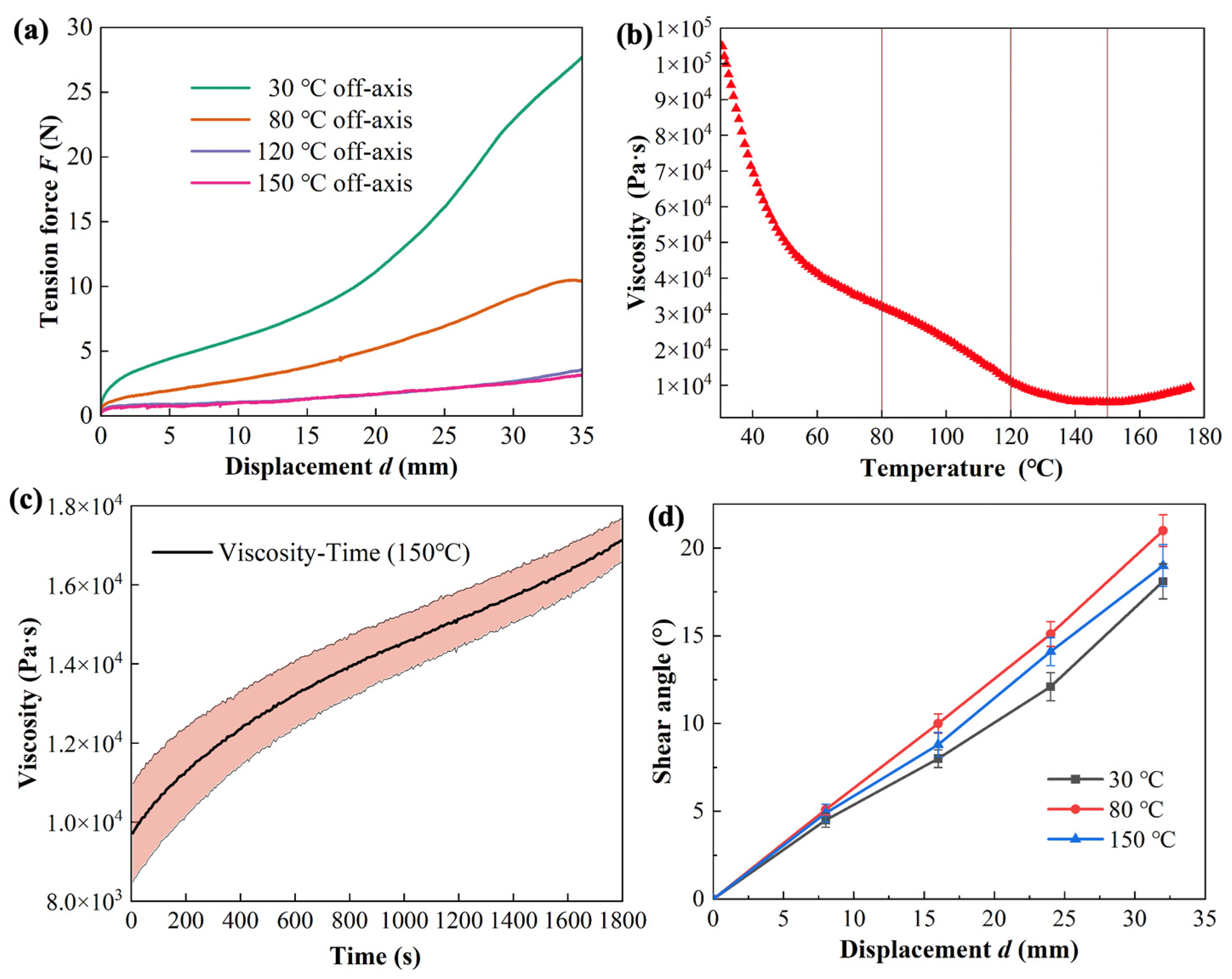
2.3. Rheological Behavior Testing of Prepreg
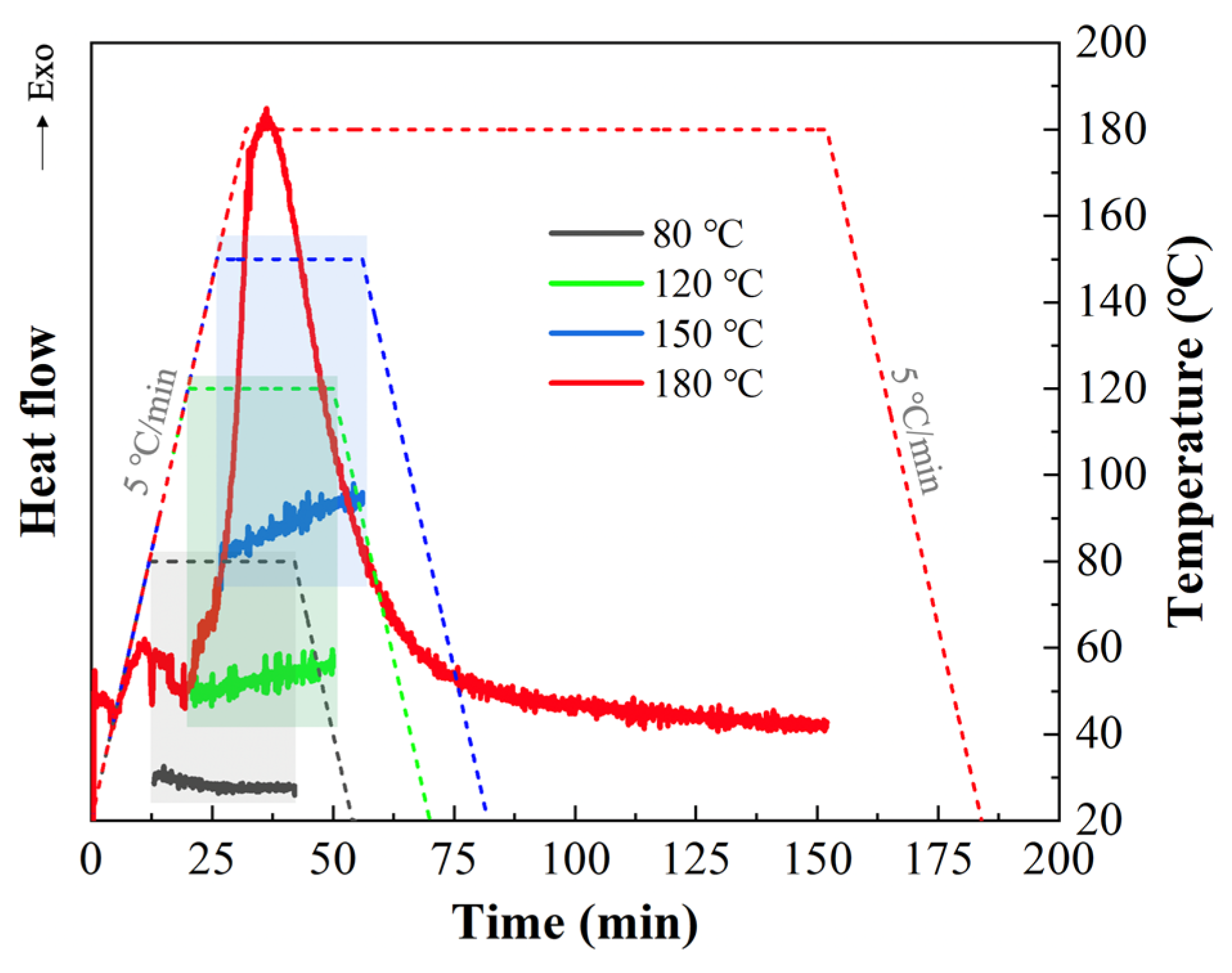
2.4. Curing Kinetics
3. Results and Discussion
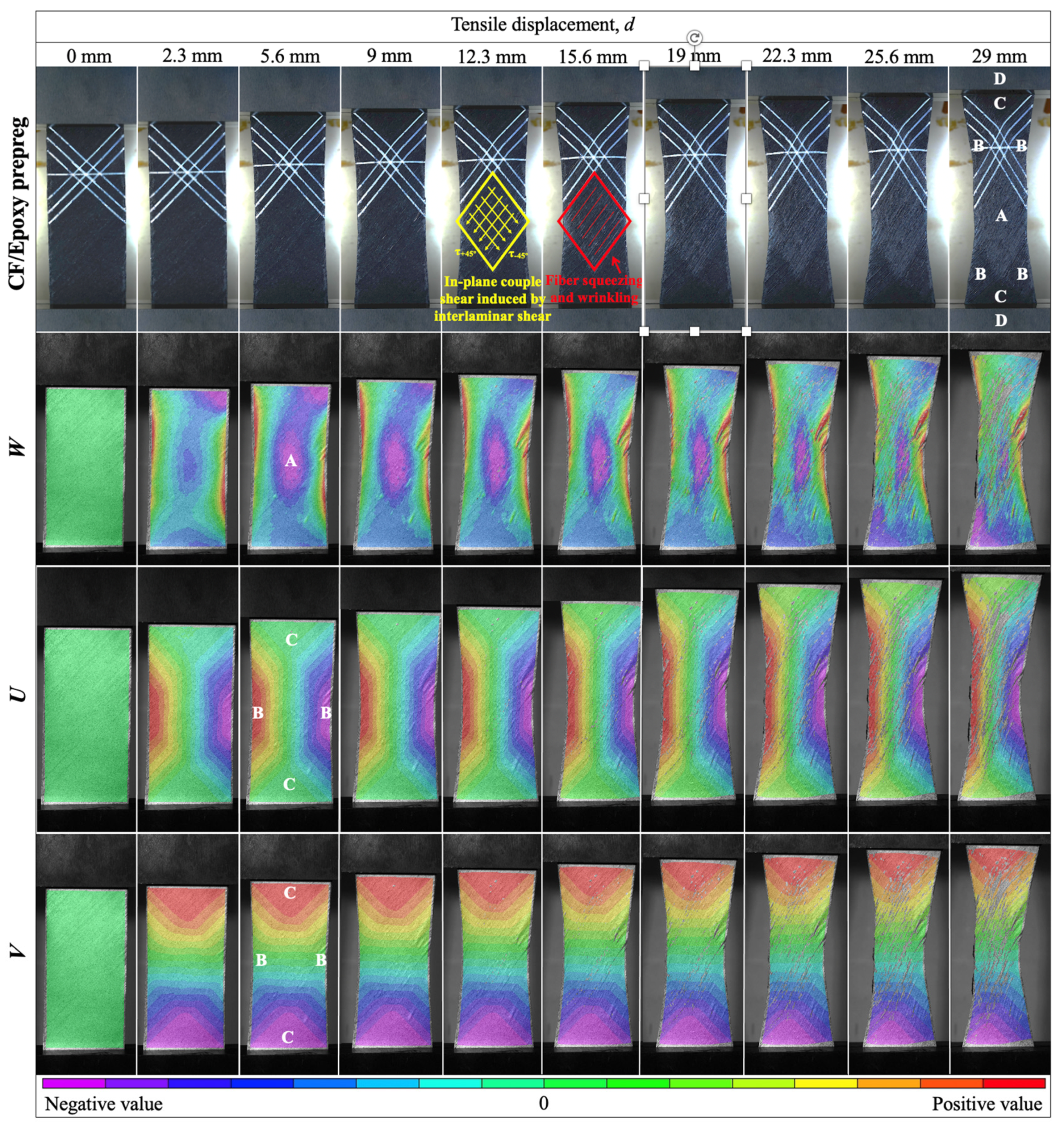
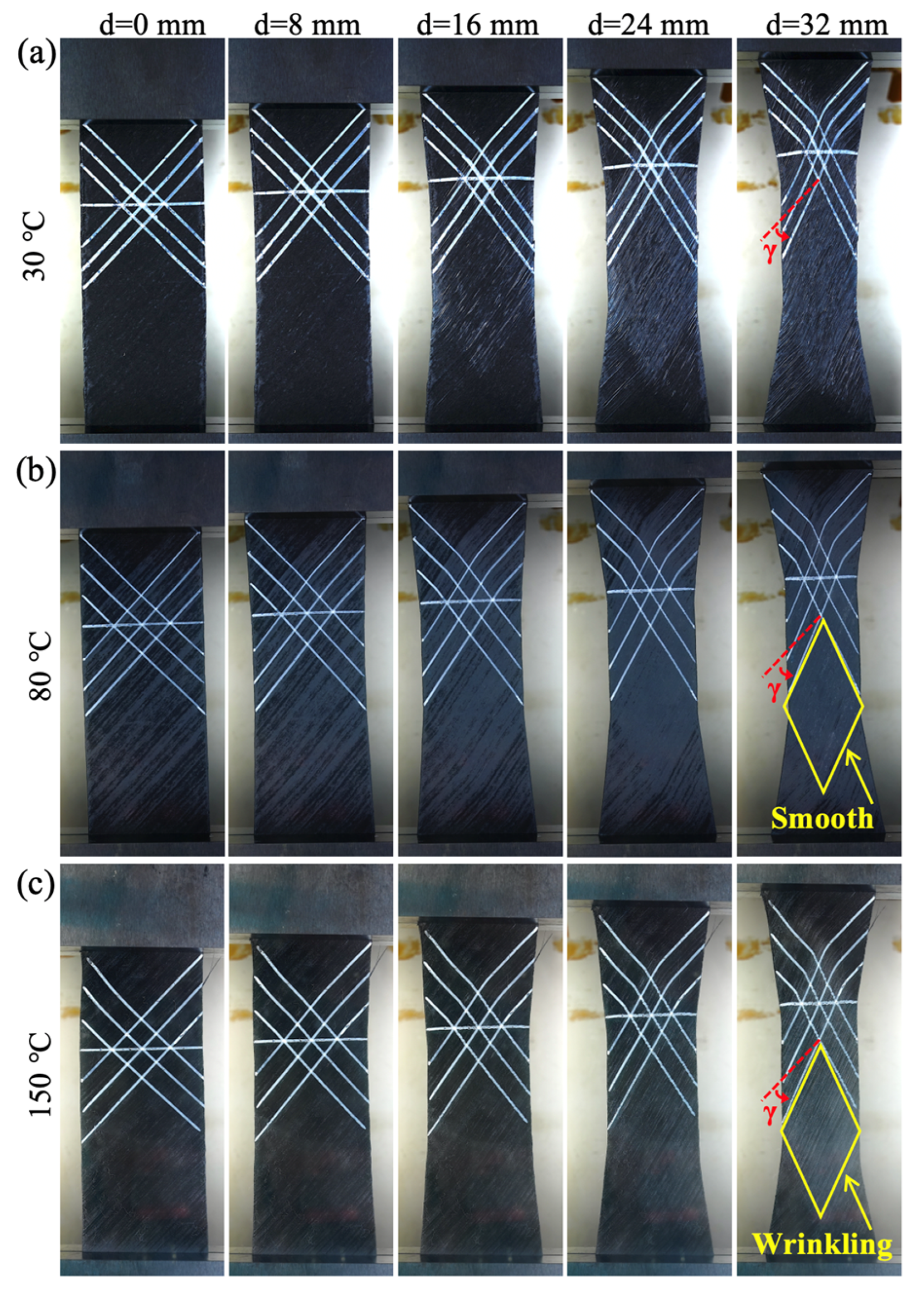
3.1. In-Plane Shear Characteristic Zones
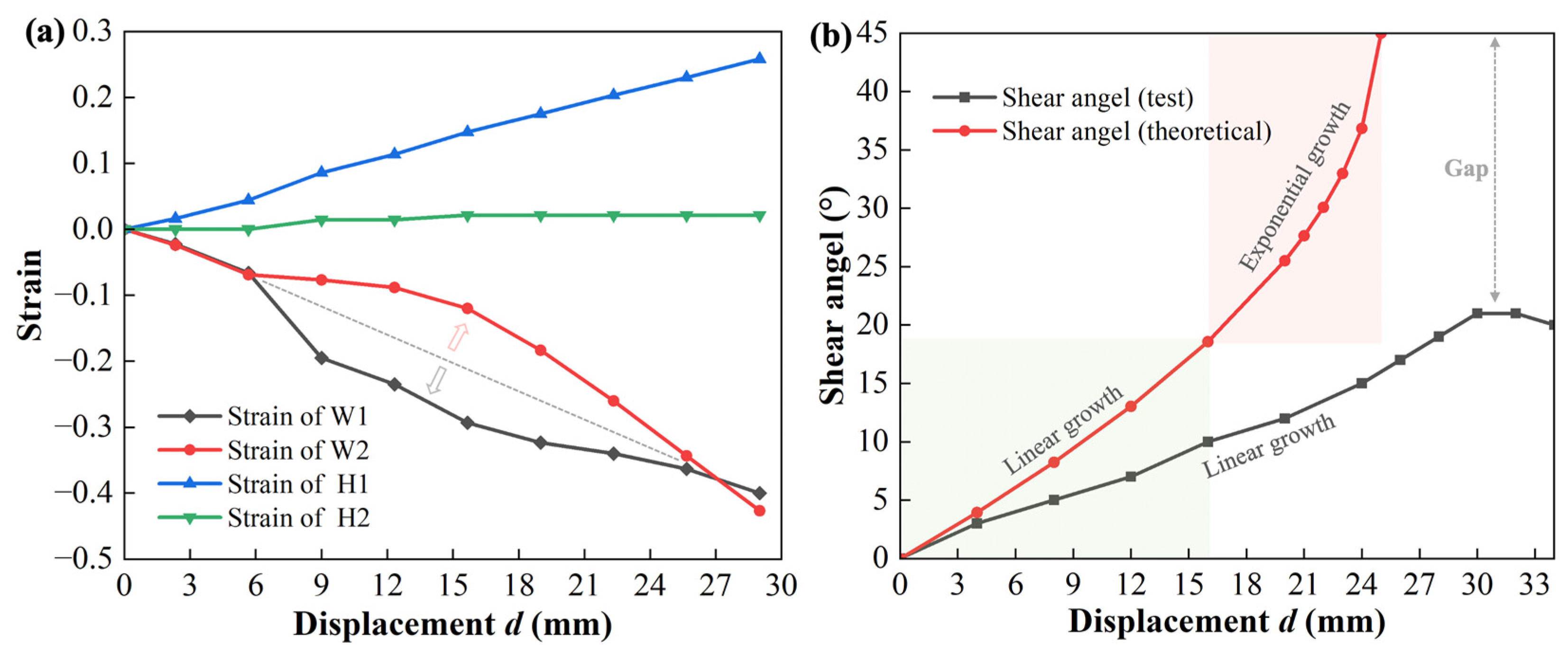
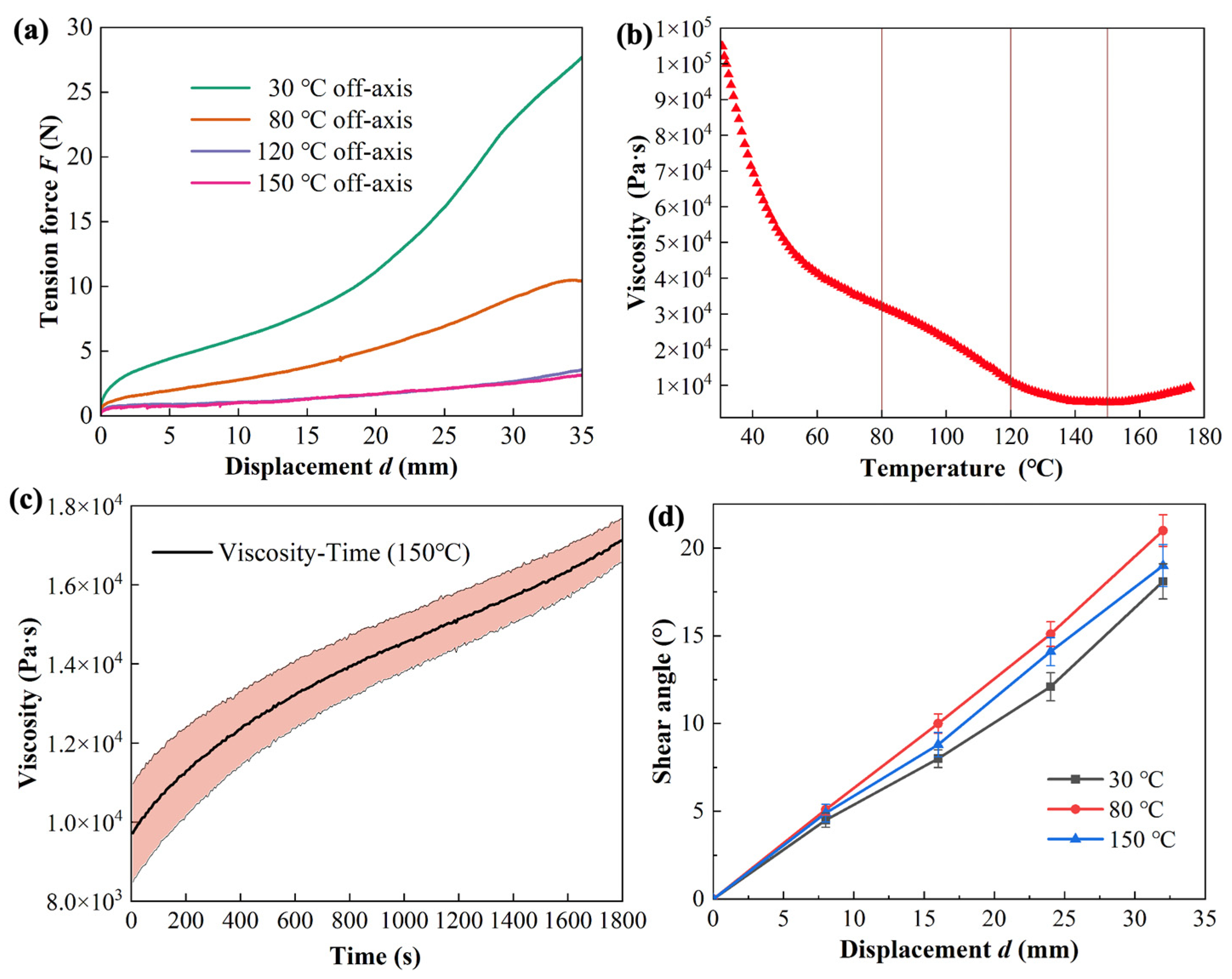
3.2. Quantitative Analysis of In-Plane Shear
3.3. Temperature Influence
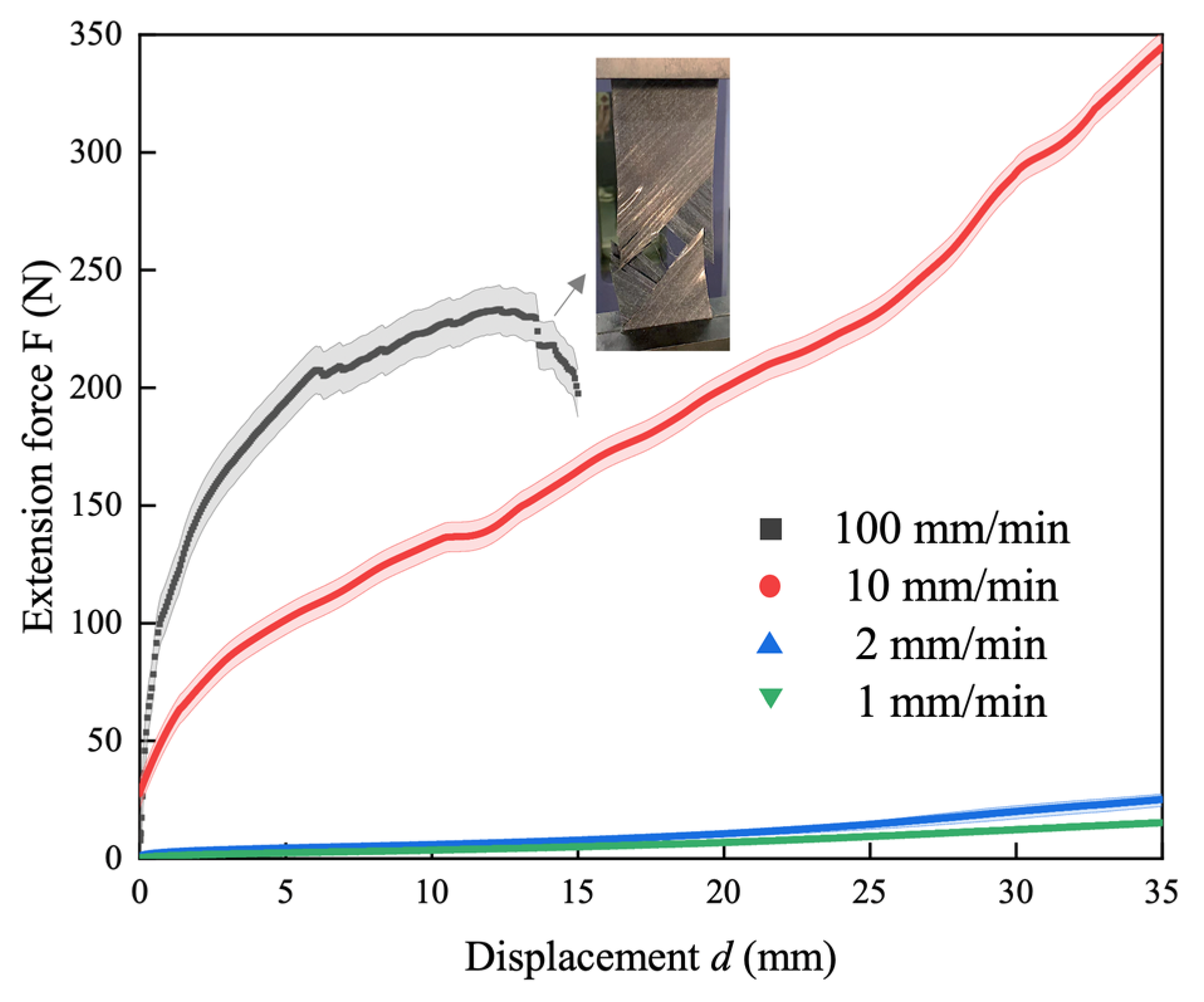
3.4. Shear Rate Influence
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Van Barschot, J. Airbus en Boeing vliegen met TenCate. NRC Handelsblad, Rotterdam, 5 January 2005; Volume 17. [Google Scholar]
- Rodríguez-García, V.; Gómez, J.; Cristiano, F.; Gude, M.R. Industrial manufacturing and characterization of multiscale CFRP laminates made from prepregs containing graphene-related materials. Mater. Res. Express 2020, 7, 075601. [Google Scholar] [CrossRef]
- Zhang, S.; Tang, H.; Tang, D.; Liu, T.; Liao, W. Effect of fabrication process on the microstructure and mechanical performance of carbon fiber reinforced PEEK composites via selective laser sintering. Compos. Sci. Technol. 2024, 246, 110396. [Google Scholar] [CrossRef]
- Frossard, G.; Cugnoni, J.; Gmür, T.; Botsis, J. Ply thickness dependence of the intralaminar fracture in thin-ply carbon-epoxy laminates. Compos. Part A-Appl. Sci. 2018, 109, 95–104. [Google Scholar] [CrossRef]
- Dirk, H.J.L.; Ward, C.; Potter, K.D. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B-Eng. 2012, 43, 997–1009. [Google Scholar]
- Poursatip, A. Transitioning composites manufacturing simulation into industrial practice: Challenges and opportunities. In Proceedings of the ICMAC 2015-International Conference on Manufacturing Advanced Composites, Bristol, UK, 24–25 June 2015. [Google Scholar]
- Harrison, P.; Abdiwi, F.; Guo, Z.; Potluri, P.; Yu, W. Characterising the shear–tension coupling and wrinkling behaviour of woven engineering fabrics. Compos. Part A-Appl. Sci. 2012, 43, 903–914. [Google Scholar] [CrossRef]
- Potter, K. Bias extension measurements on cross-plied unidirectional prepreg. Compos. Part A-Appl. Sci. 2002, 33, 63–73. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Guzman-Maldonado, E.; Madeo, A.; Hivet, G.; Dell’Isola, F. The bias-extension test for the analysis of in-plane shear properties of textile composite reinforcements and prepregs: A review. Int. J. Mater. Form. 2017, 10, 473–492. [Google Scholar] [CrossRef]
- Harrison, P.; Clifford, M.J.; Long, A. Shear characterisation of viscous woven textile composites: A comparison between picture frame and bias extension experiments. Compos. Sci. Technol. 2004, 64, 1453–1465. [Google Scholar] [CrossRef]
- McGuinness, G.; ÓBrádaigh, C. Characterisation of thermoplastic composite melts in rhombus-shear: The picture-frame experiment. Compos. Part A-Appl. Sci. 1998, 29, 115–132. [Google Scholar] [CrossRef]
- Trejo, E.A.; Ghazimoradi, M.; Butcher, C.; Montesano, J. Assessing strain fields in unbalanced unidirectional non-crimp fabrics. Compos. Part A-Appl. Sci. 2020, 130, 105758. [Google Scholar] [CrossRef]
- Haanappel, S.; ten Thije, R.H.; Sachs, U.; Rietman, B.; Akkerman, R. Formability analyses of uni-directional and textile reinforced thermoplastics. Compos. Part A-Appl. Sci. 2014, 56, 80–92. [Google Scholar] [CrossRef]
- Li, H.; Wei, Y.; Wang, L. A general model for predicting the off-axis performance of fiber reinforced composite materials. In Structures; Elsevier: Amsterdam, The Netherlands, 2021; Volume 34, pp. 2087–2097. [Google Scholar]
- Zhu, B.; Yu, T.; Tao, X. An experimental study of in-plane large shear deformation of woven fabric composite. Compos. Sci. Technol. 2007, 67, 252–261. [Google Scholar] [CrossRef]
- Hautefeuille, A.; Comas-Cardona, S.; Binetruy, C. Mechanical signature and full-field measurement of flow-induced large in-plane deformation of fibrous reinforcements in composite processing. Compos. Part A-Appl. Sci. 2019, 118, 213–222. [Google Scholar] [CrossRef]
- Mei, M.; Huang, J.; Yu, S.; Zeng, T.; He, Y.; Wei, K. Shear deformation characterization and normalized method of tricot-stitched unidirectional non-crimp fabric. Compos. Sci. Technol. 2024, 246, 110391. [Google Scholar] [CrossRef]
- Schirmaier, F.J.; Dörr, D.; Henning, F.; Kärger, L. A macroscopic approach to simulate the forming behaviour of stitched unidirectional non-crimp fabrics (UD-NCF). Compos. Part A-Appl. Sci. 2017, 102, 322–335. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Madeo, A. The difficulties in modeling the mechanical behavior of textile composite reinforcements with standard continuum mechanics of Cauchy. Some possible remedies. Int. J. Solids Struct. 2018, 154, 55–65. [Google Scholar] [CrossRef]
- Harrison, P.; Alvarez, M.F.; Anderson, D. Towards comprehensive characterisation and modelling of the forming and wrinkling mechanics of engineering fabrics. Int. J. Solids Struct. 2018, 154, 2–18. [Google Scholar] [CrossRef]
- Wang, Y.; Chea, M.K.; Belnoue, J.P.-H.; Kratz, J.; Ivanov, D.S.; Hallett, S.R. Experimental characterisation of the in-plane shear behaviour of UD thermoset prepregs under processing conditions. Compos. Part A-Appl. Sci. 2020, 133, 105865. [Google Scholar] [CrossRef]
- Scobbo, J., Jr.; Nakajima, N. Modification of the mechanical energy resolver for high temperature and rigid material applications. Polym. Test. 1990, 9, 245–255. [Google Scholar] [CrossRef]
- Stanley, W.; Mallon, P. Intraply shear characterisation of a fibre reinforced thermoplastic composite. Compos. Part A-Appl. Sci. 2006, 37, 939–948. [Google Scholar] [CrossRef]
- Larberg, Y.R.; Åkermo, M.; Norrby, M. On the in-plane deformability of cross-plied unidirectional prepreg. J. Compos. Mater. 2012, 46, 929–939. [Google Scholar] [CrossRef]
- Larberg, Y.; Åkermo, M. In-plane deformation of multi-layered unidirectional thermoset prepreg–modelling and experimental verification. Compos. Part A-Appl. Sci. 2014, 56, 203–212. [Google Scholar] [CrossRef]
- Groves, D.; Bellamy, A.; Stocks, D. Anisotropic rheology of continuous fibre thermoplastic composites. Composites 1992, 23, 75–80. [Google Scholar] [CrossRef]
- Groves, D. A characterization of shear flow in continuous fibre thermoplastic laminates. Composites 1989, 20, 28–32. [Google Scholar] [CrossRef]
- Hörmann, P.M. Thermoset Automated Fibre Placement–on Steering Effects and Their Prediction. Ph.D. Thesis, Technische Universität München, München, Germany, 2015. [Google Scholar]
- Haanappel, S.; Akkerman, R. Shear characterisation of uni-directional fibre reinforced thermoplastic melts by means of torsion. Compos. Part A-Appl. Sci. 2014, 56, 8–26. [Google Scholar] [CrossRef]
- Dörr, D.; Henning, F.; Kärger, L. Nonlinear hyperviscoelastic modelling of intra-ply deformation behaviour in finite element forming simulation of continuously fibre-reinforced thermoplastics. Compos. Part A-Appl. Sci. 2018, 109, 585–596. [Google Scholar] [CrossRef]
- Gao, M.; Wang, C.; Yang, D.; Fu, Y.; Li, B.; Guan, R. Effect of stress concentration and deformation temperature on the tensile property and damage behavior of a B4Cp/Al composite. J. Mater. Res. Technol. 2021, 15, 2601–2610. [Google Scholar] [CrossRef]
- Aghdam, M.; Morsali, S.; Hosseini, S.; Sadighi, M. Mechanical behavior of unidirectional SiC/Ti composites subjected to off-axis loading at elevated temperatures. Mater. Sci. Eng. A 2017, 688, 244–249. [Google Scholar] [CrossRef]
- Zhai, Z.; Jiang, B.; Drummer, D. Temperature-dependent response of quasi-unidirectional E-glass fabric reinforced polypropylene composites under off-axis tensile loading. Compos. Part B-Eng. 2018, 148, 180–187. [Google Scholar] [CrossRef]
- Shah, S.; Megat-Yusoff, P.; Sharif, T.; Hussain, S.Z.; Choudhry, R. Off-axis tensile performance of notched resin-infused thermoplastic 3D fibre-reinforced composites. Mech. Mater. 2022, 175, 104478. [Google Scholar] [CrossRef]
- Yao, L.; Chuai, M.; Li, H.; Chen, X.; Quan, D.; Alderliesten, R.; Beyens, M. Temperature effects on fatigue delamination behavior in thermoset composite laminates. Eng. Fract. Mech. 2024, 295, 109799. [Google Scholar] [CrossRef]
- Zhang, B.; Kim, B.C. Experimental characterisation of large in-plane shear behaviour of unidirectional carbon fibre/epoxy prepreg tapes for continuous tow shearing (CTS) process. Compos. Part A-Appl. Sci. 2022, 162, 107168. [Google Scholar] [CrossRef]
- Pheysey, J.; De Cola, F.; Pellegrino, A.; Martinez-Hergueta, F. Strain rate and temperature dependence of short/unidirectional carbon fibre PEEK hybrid composites. Compos. Part B-Eng. 2024, 268, 111080. [Google Scholar] [CrossRef]
- Rashidi, A.; Montazerian, H.; Yesilcimen, K.; Milani, A. Experimental characterization of the inter-ply shear behavior of dry and prepreg woven fabrics: Significance of mixed lubrication mode during thermoset composites processing. Compos. Part A-Appl. Sci. 2020, 129, 105725. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, J.; Xiao, S.; Li, Y.; Yang, L. Dynamic tensile properties of carbon/glass hybrid fibre composites under intermediate strain rates via DIC and SEM technology. Thin-Walled Struct. 2023, 190, 110986. [Google Scholar] [CrossRef]
- Hsu, F.Y.; Hung, K.C.; Xu, J.W.; Liu, J.W.; Wu, Y.H.; Chang, W.S.; Wu, J.H. Analyzing the impact of veneer layup direction and heat treatment on plywood strain distribution during bending load by digital image correlation (DIC) technique. J. Mater. Res. Technol. 2023, 27, 5257–5265. [Google Scholar] [CrossRef]
- Liu, Z.; Mu, T.; Lan, X.; Liu, L.; Bian, W.; Liu, Y.; Leng, J. Damage behavior analysis of unidirectional fiber reinforced shape memory polymer composites. Compos. Struct. 2023, 304, 116392. [Google Scholar] [CrossRef]
- Gu, Q.; Quan, Z.; Shen, M.; Xie, Y.; Yu, J. Fabrication and braiding angle effect on the improved interlaminar shear performances of 3D braided sandwich hybrid composites. J. Mater. Res. Technol. 2023, 25, 5795–5806. [Google Scholar] [CrossRef]
- Robles, J.B.; Dubé, M.; Hubert, P.; Yousefpour, A. Healing study of poly (ether-imide) and poly ether ether ketone using resin films and a parallel plate rheometer. Compos. Part A-Appl. Sci. 2023, 174, 107736. [Google Scholar] [CrossRef]
- Das, A.; Choong, G.Y.; Dillard, D.A.; De Focatiis, D.S.; Bortner, M.J. Characterizing friction for fiber reinforced composites manufacturing: Method development and effect of process parameters. Compos. Part B-Eng. 2022, 236, 109777. [Google Scholar] [CrossRef]
- Obande, W.; O’Rourke, K.; Stankovic, D.; Lykkeberg, A.; Garden, J.A.; Brádaigh, C.Ó.; Ray, D. Multi-stage, in-situ polymerisation for low-exotherm, liquid resin infusion of thick thermoplastic laminates at room temperature. Compos. Commun. 2024, 45, 101788. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Zhang, H.; Yue, G.; Guo, B.; Wu, Y. Determination of the In-Plane Shear Behavior of and Process Influence on Uncured Unidirectional CF/Epoxy Prepreg Using Digital Image Correlation Analysis. J. Compos. Sci. 2024, 8, 133. https://doi.org/10.3390/jcs8040133
Li H, Zhang H, Yue G, Guo B, Wu Y. Determination of the In-Plane Shear Behavior of and Process Influence on Uncured Unidirectional CF/Epoxy Prepreg Using Digital Image Correlation Analysis. Journal of Composites Science. 2024; 8(4):133. https://doi.org/10.3390/jcs8040133
Chicago/Turabian StyleLi, Hongfu, Haoxuan Zhang, Guangquan Yue, Boyu Guo, and Ying Wu. 2024. "Determination of the In-Plane Shear Behavior of and Process Influence on Uncured Unidirectional CF/Epoxy Prepreg Using Digital Image Correlation Analysis" Journal of Composites Science 8, no. 4: 133. https://doi.org/10.3390/jcs8040133
APA StyleLi, H., Zhang, H., Yue, G., Guo, B., & Wu, Y. (2024). Determination of the In-Plane Shear Behavior of and Process Influence on Uncured Unidirectional CF/Epoxy Prepreg Using Digital Image Correlation Analysis. Journal of Composites Science, 8(4), 133. https://doi.org/10.3390/jcs8040133