Abstract
The Resin Transfer Moulding process receives great attention from both academia and industry, owing to its superior manufacturing rate and product quality. Particularly, the progression of its mould filling stage is crucial to ensure a complete reinforcement saturation. Contemporary process simulation methods focus primarily on physics-based approaches to model the complex resin permeation phenomenon, which are computationally expensive to solve. Thus, the application of machine learning and data-driven modelling approaches is of great interest to minimise the cost of process simulation. In this study, a comprehensive dataset consisting of mould filling patterns of the Resin Transfer Moulding process at different injection locations for a composite dashboard panel case study is presented. The problem description and significance of the dataset are outlined. The distribution of this comprehensive dataset aims to lower the barriers to entry for researching machine learning approaches in composite moulding applications, while concurrently providing a standardised baseline for evaluating newly developed algorithms and models in future research works.
1. Introduction
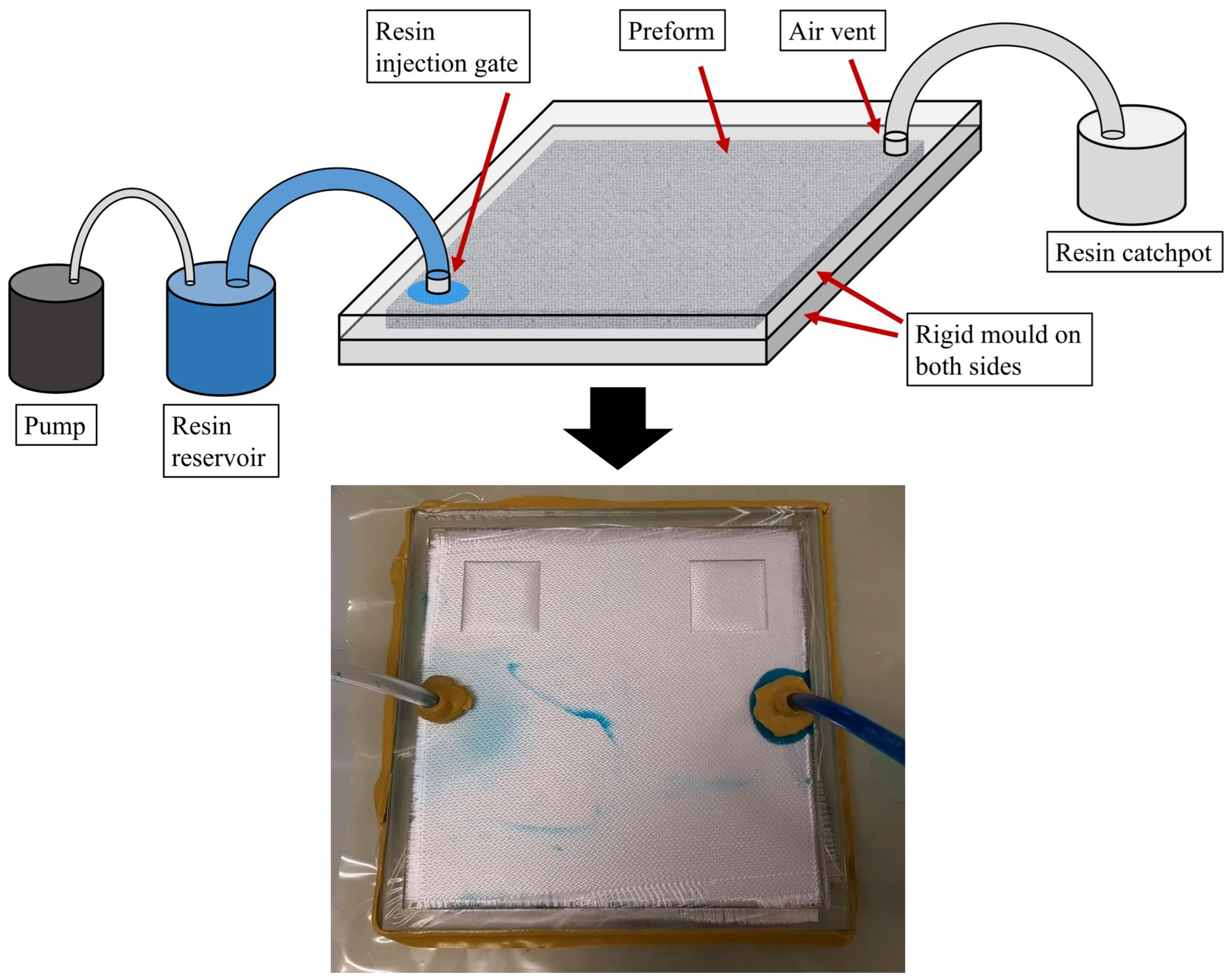
Attributed to their exceptional specific strength, composite materials have seen widespread adoption across various applications and industries. In particular, the aerospace and automotive industries are eager to incorporate composite materials into their productions in an effort to make their products lightweight, while maintaining a superior mechanical performance [1,2,3,4]. One of the composite manufacturing processes frequently adopted by the industry is the Resin Transfer Moulding (RTM) process, due to its significant potential for high-quality, high-throughput composite production [5,6,7,8]. The RTM process begins with forming the reinforcement material into a preform and placing the preform within the mould, followed by the injection of resin and resin curing, before the demoulding of the cured composite part. Within the RTM process, the mould filling stage plays a crucial role in determining the final production efficiency and quality [9,10,11,12]. During mould filling, the resin enters the closed mould through the resin injection gates to infuse the dry preform, while air, volatiles, and excess resin exit the mould via the air vents, as depicted in Figure 1. The selection of resin injection locations during the RTM process is critical, as it determines the subsequent mould filling pattern, ultimately dictating the efficiency of the moulding and the quality of the product [9,13,14,15].
To assist in optimising the resin injection locations, numerical modelling and simulation approaches are frequently adopted, as it is highly resource-consuming and uneconomical to iteratively optimise the injection configuration through physical prototyping [16,17,18]. Nevertheless, contemporary multi-physical, multi-scale RTM mould filling simulations require a significant volume of computational resources to solve at high resolutions [1,19,20]. Hence, there is a high demand for computationally cheaper alternatives to simulate or predict the progression of the mould filling process. To address this issue, the introduction of machine learning (ML) approaches into the field of composite manufacturing or modelling can be considered. Machine learning involves training computers to identify underlying correlations and patterns from data, which can then be used to make informed decisions, with minimal human intervention [21,22,23]. Process data obtained from the actual process, simulations of the process, or a combination of both can be analysed through machine learning to create accurate data-driven models. While process simulation is an abstraction of the actual process, considering only a selected subset of inputs, data-driven modelling represents a further abstraction, where even fewer representative inputs are considered [24,25,26]. Consequently, data-driven models are typically less expensive to execute than the actual process or physics-based simulations, albeit at the cost of some accuracy in representing the process.
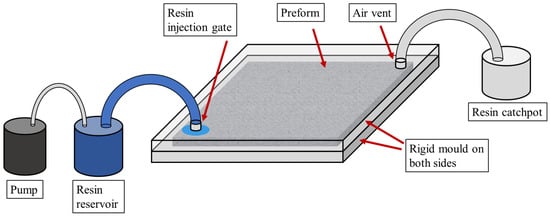
Figure 1.
Schematic diagram depicting a typical composite mould filling process. (This image was previously published in [26]).
Figure 1.
Schematic diagram depicting a typical composite mould filling process. (This image was previously published in [26]).
2. Problem Statement
Data-driven modelling, facilitated by machine learning techniques, constructs simplified models of processes by capturing the functional relationship between input and output features [13,19,27,28]. This approach involves identifying patterns and correlations within the data to create models that effectively predict outputs based on given inputs. Moreover, the application of machine learning is theory-agnostic, requiring minimal prior knowledge of the process to establish correlations [16,29,30,31]. Employing data-driven modelling for composite process/tooling optimisation can lead to significant cost savings, as evaluations can be conducted more economically on the data-driven models, instead of through costly physical experiments or numerical simulations [16,27,32,33]. This facilitates opportunities for real-time in-situ process control and monitoring, alongside the development of process or material digital twins, previously hindered by the lengthy computation times associated with numerical simulations [27,32,34,35]. Furthermore, the use of machine learning in a simulation-based optimisation setting also lessens the total number of simulation evaluations required. This is because the data needed for data-driven modelling is typically less extensive than what is required throughout an entire simulation-based optimisation process.
Highlighted across various reviews and recent papers, the adoption of ML approaches in composite manufacturing applications is still in its early stages and requires further development [16,36,37]. Currently, most relevant studies in the literature have focused on utilising machine learning to predict composite material properties [29,32,36] or to detect composite damage/delamination [34,37,38]. In contrast, contemporary applications of ML approaches in RTM process modelling and optimisation are still lacking or are rudimentary [13,16,26]. To the best of the authors’ knowledge, the study by Hanna et al. [13] is currently the only study that investigates the adoption of machine learning to identify preform permeability and predict the mould filling pattern of composite moulding processes. Furthermore, contemporary applications primarily focus on the training and prediction of numerical data [29,34,36]. The dominance of numerical data in the literature is largely attributed to its lower barrier in data collection and generation compared to graphical data. Despite their slower adoption, image-based ML models, such as Convolutional Neural Networks, which are capable of performing sophisticated image analysis and interpretation (e.g., detecting edges, colours, and shapes), can be extremely valuable for composite manufacturing applications [13,24,39].
To promote the adoption of image-based machine learning models by minimising its barrier to entry, this study aims to disseminate a robust graphical training dataset to provide researchers with access to a comprehensive dataset for composite moulding research purposes. The contributions of this study are threefold. First, disseminating the graphical training dataset minimises the barrier to researching machine learning approaches for composite moulding applications. Second, the investigation of mould filling patterns allows for feature extraction and the identification of correlations between the process inputs (i.e., resin injection location) and the corresponding process outputs (i.e., resultant mould filling pattern) in composite moulding processes. Lastly, this dataset provides a standardised baseline to compare the performance and accuracy of newly developed algorithms and models in future research studies. By meticulously sectioning the dataset into training and validation portions, various aspects of data-driven modelling and hyperparameter tuning can be explored and benchmarked in future studies.
3. Problem Framework
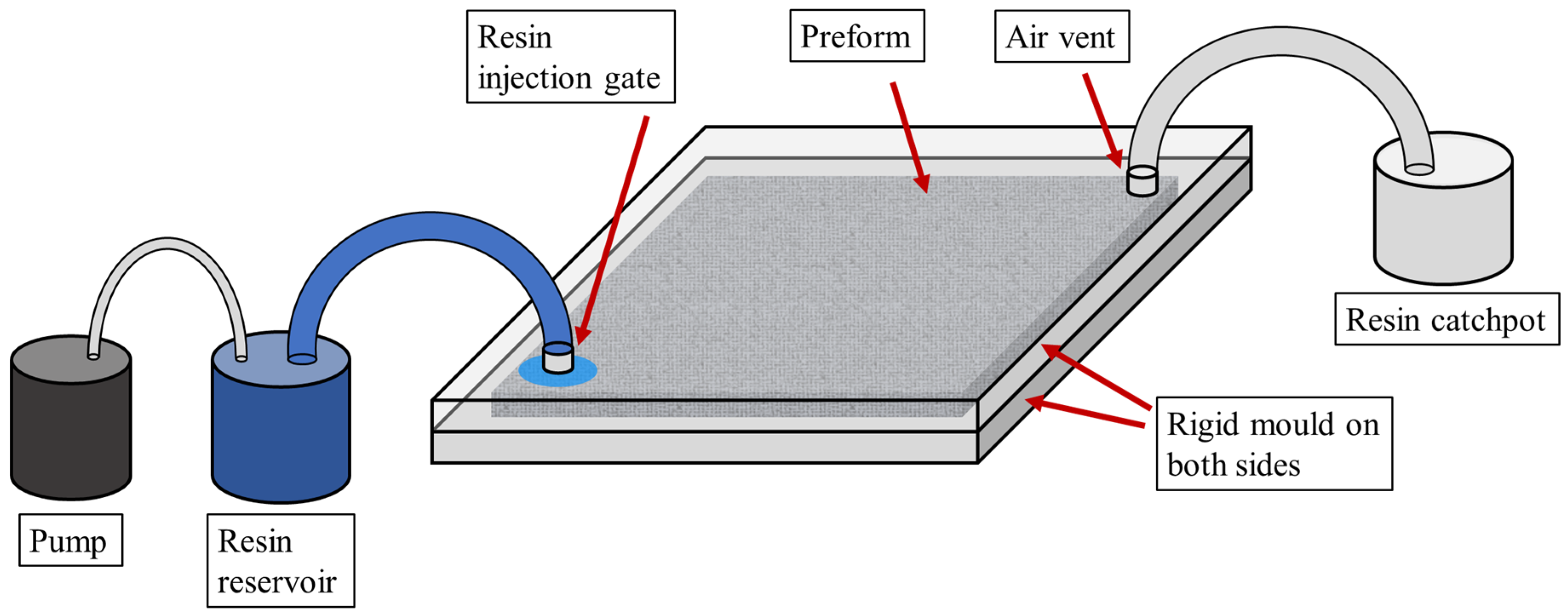
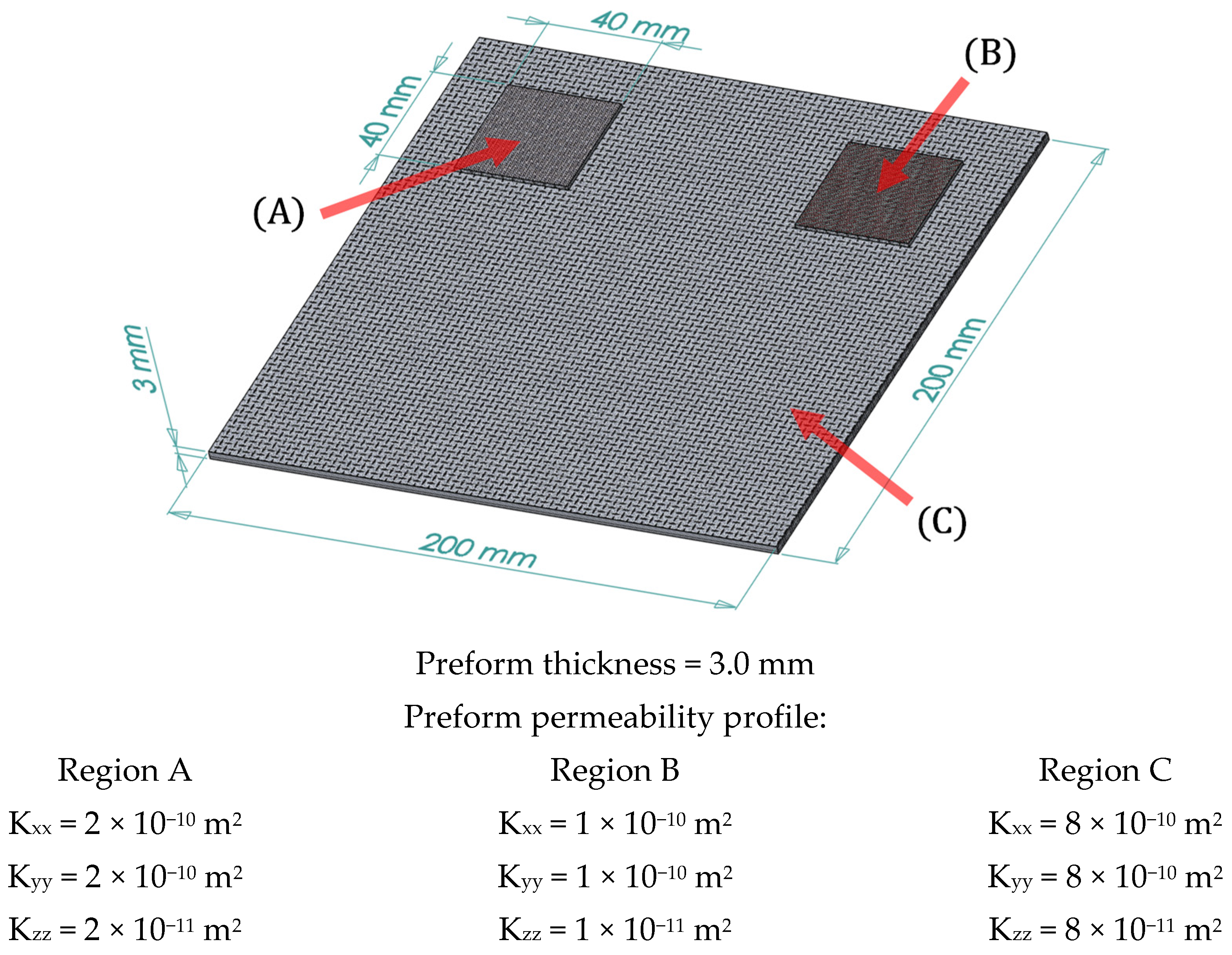
In this study, the single-gate RTM mould filling of a dashboard panel part is considered. Identical composite structures have previously been investigated for other applications in earlier studies [9,26]. The chosen composite part is characterised by a complex material profile, with spatially inhomogeneous glass fibre reinforcements. To increase the non-linearity and complexity of the problem space, the fibrous reinforcements within the two notch areas are modelled to have different permeabilities from each other and from the main area (plate) of the preform. This approach complicates the resultant mould filling patterns, creating a non-linear solution space that enables meaningful investigations. The dimensions and material properties of the part are presented in Figure 2.
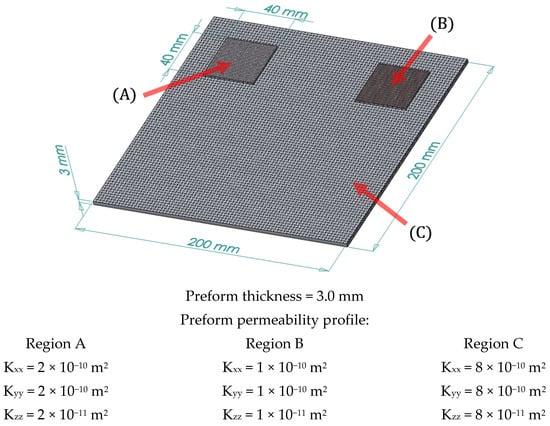
Figure 2.
The investigated dashboard panel and its permeability profile.
The manipulated input feature investigated in this study is the (x, y) positioning of the resin injection gate. Given the vast number of possibilities for placing the resin injection gate on the surface of the mould—equivalent to the number of surface nodes—evaluating all possibilities via numerical simulation would be cost-prohibitive. This highlights the value of this study and its generated dataset. The output feature to be predicted in this study is the resultant mould filling pattern based on the given resin injection location. The position of the resin injection gate and its resultant mould filling pattern are investigated here, as they significantly dictate the moulding efficiency and part quality.
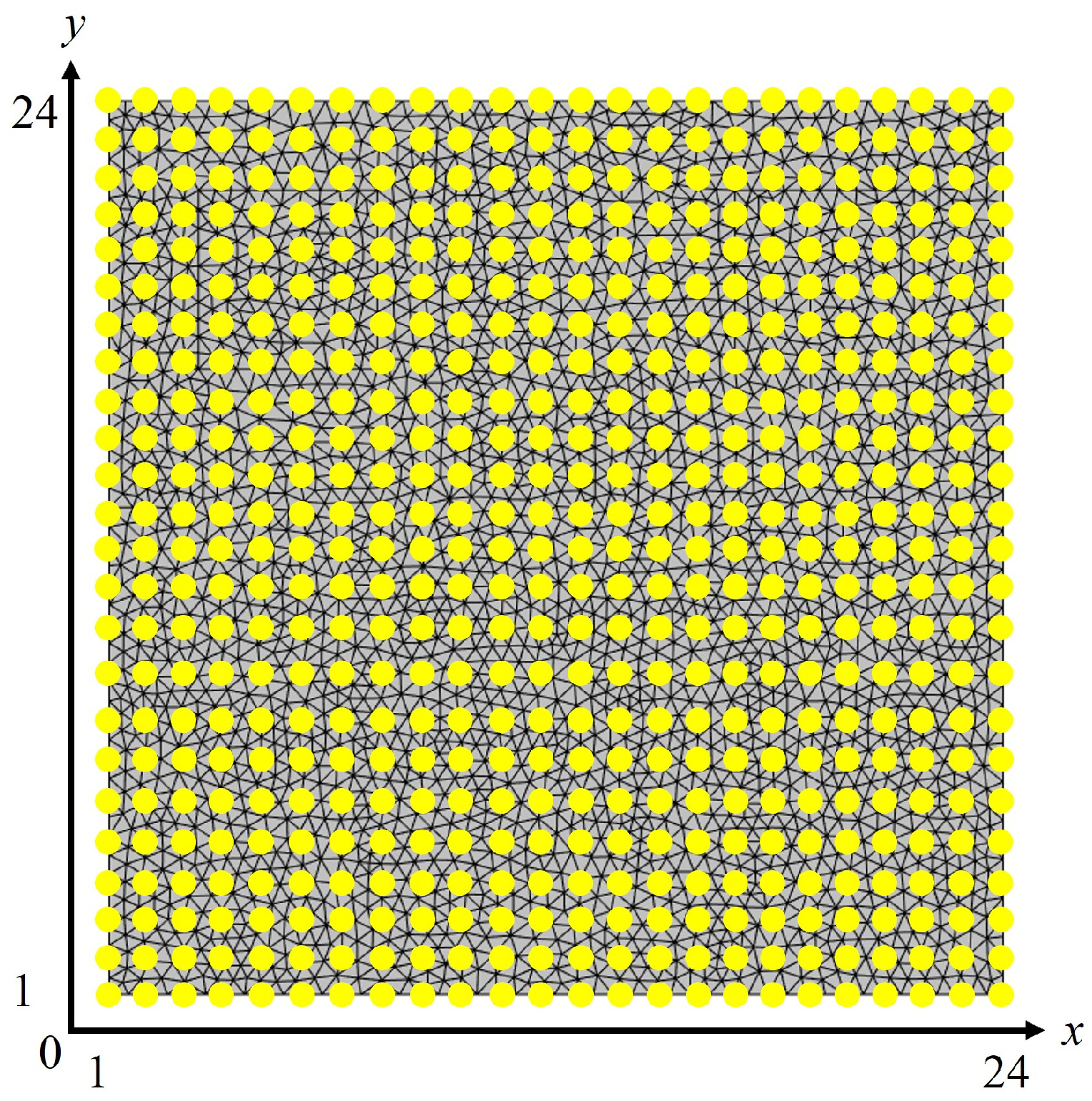
The top surface of the mould (i.e., top view) is projected onto a two-dimensional Euclidean plane (x, y), where the x-axis represents the length of the mould and the y-axis represents the width. On the two-dimensional plane, 576 data points are uniformly distributed on a 24-by-24 grid basis, as illustrated in Figure 3. In the context of the investigated single-gate injection process, each data point (coordinate) serves a potential resin injection location, depicted as yellow dots. The input features, represented by (x, y) coordinates, range from position (1, 1) to (24, 24). Significant cost-savings can be attained by only simulating a portion of the data points to train machine learning models and utilising the models to predict the remainders.
Figure 3.
The 576 potential resin injection locations (yellow dots) on the mould surface projected on an (x, y) plane. (This image was previously published in [26]).
4. Data Generation Methodology
Numerical simulations were performed to generate the graphical dataset of mould filling patterns for machine learning model training and validation. The numerical RTM mould filling analyses were performed using the commercial software Autodesk Moldflow® Synergy 2019. A global edge length of 5 mm was adopted in this study, which was determined using the software’s automatic mesh sizing, diagnosis, and refinement calculations to be sufficiently discretised. Process assumptions made for the numerical modelling are similar to those of previous studies [9,13,26]. A single-gate, constant volume injection strategy is adopted, with an injection time of 60 s. As demonstrated in [26], or by analysing the Darcy’s Law for fluid permeation through porous mediums [40,41,42], it is known that resin injection at different regions of the mould will require different amounts of injection pressure. Thus, the constant volume injection strategy was adopted in this study to ensure a complete mould filling across all different injection scenarios. Additionally, this strategy ensures comparability of the resultant mould filling patterns across different injection scenarios.
The mould filling process is modelled to be isothermal, with no occurrence of resin curing or race-tracking to simplify the process and minimise the simulation cost. These process modelling assumptions are typical in the relevant literature [1,13,43]. Mould filling experiments were performed as a basis for the process simulation. The schematic diagram and image of the experimental mould filling setup is depicted in Figure 4. Details of the experimental validation of the simulation model used can be found in [26]. The numerical modelling of the process simulation has been empirically finetuned to closely match that of the experiments, which is deemed to be reasonably accurate and reliable (<5% discrepancy) [9,26,44]. At the cost of some process accuracy, massive volumes of mould filling data can be obtained economically from the experimentally verified process simulations for ML model training and validation.
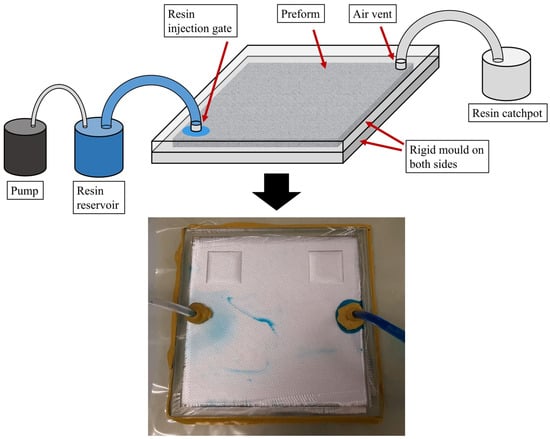
Figure 4.
Schematic diagram of the experimental mould filling setup. Some stains are present on the exterior of the mould, due to mould reusing, which do not affect the process. (This image was previously published in [26]).
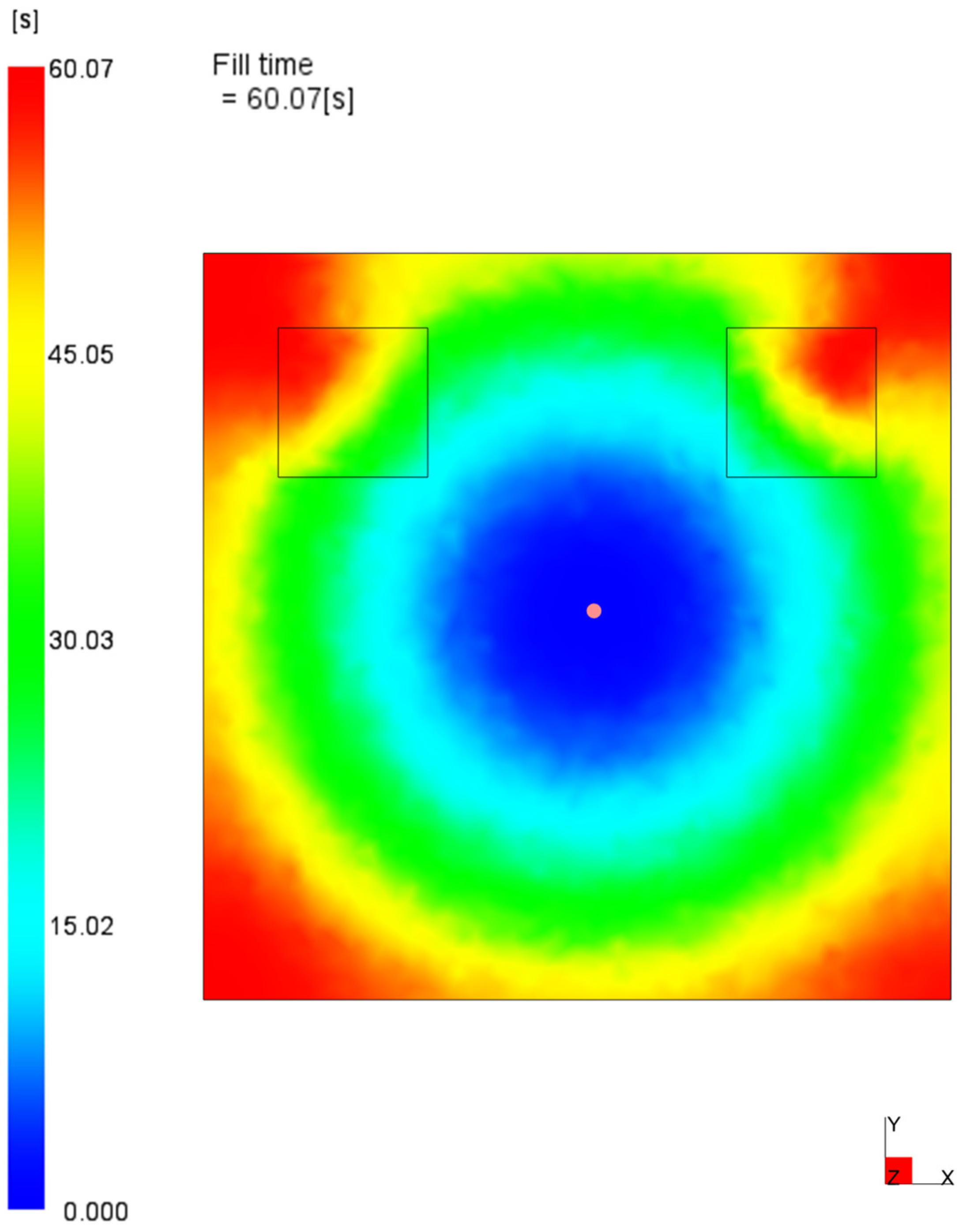
To provide clarity about the dataset, an example involving resin injection from the centre of the mould and its resultant mould filling pattern is presented in Figure 5 (Image 277 of the dataset). The mould filling progression is scalarised into a colour-coded time scale (shown in the legend of Figure 5), beginning with navy blue (0 s), then transitioning to aqua (15 s), green (30 s), yellow (45 s), and finally to red (60 s). As the constant volume injection strategy was adopted, the resultant mould filling progression and its time scale are standardised and commensurable. Note, images provided in the dataset have their time scales removed to ease data preprocessing and to streamline the feature extraction process for ML models.
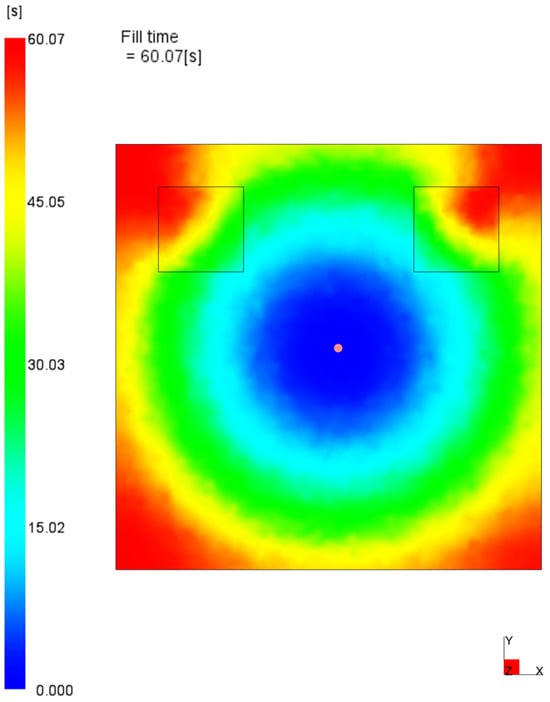
Figure 5.
Example of a mould filling pattern and its time scale (central resin injection, Image 277).
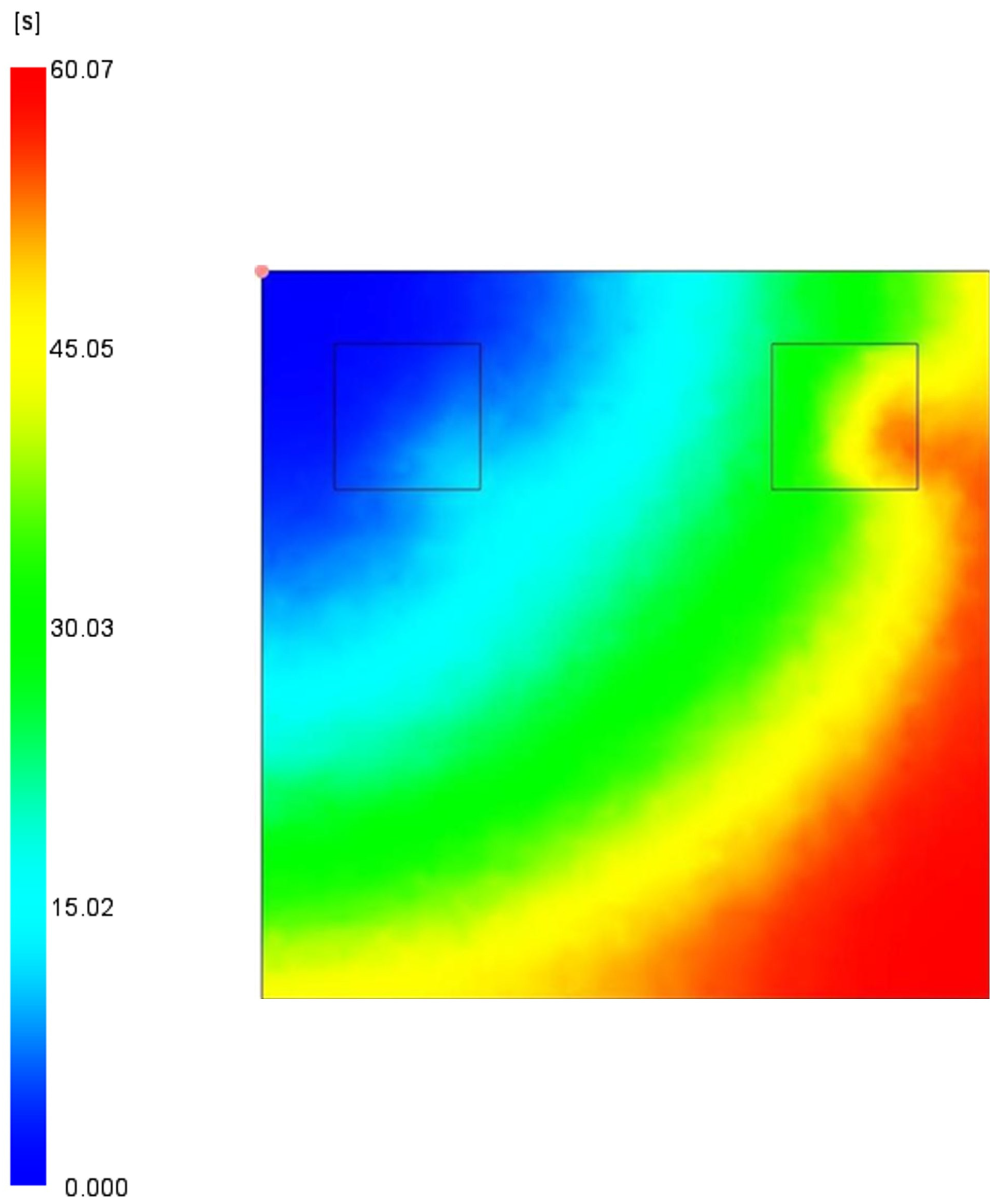
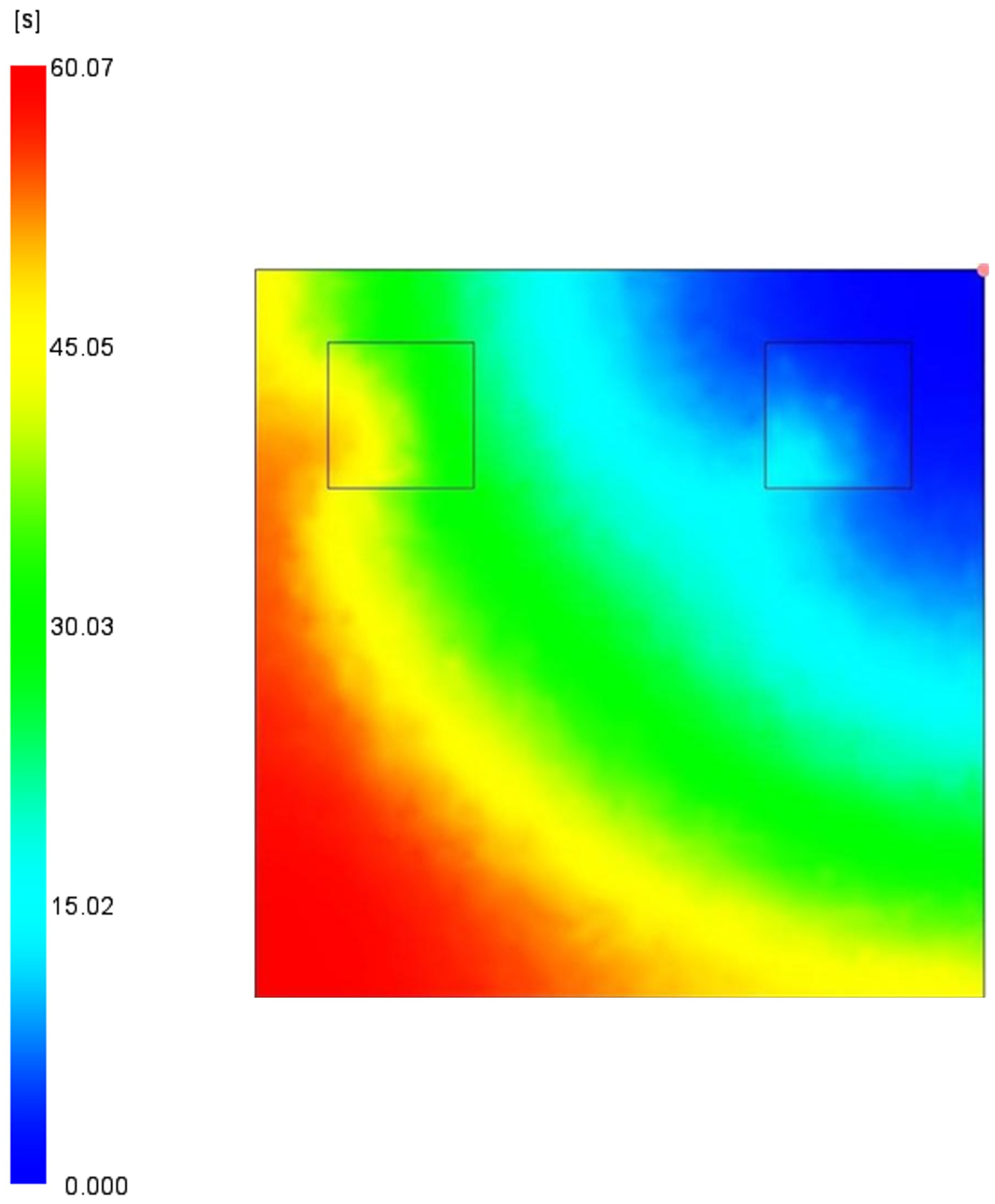
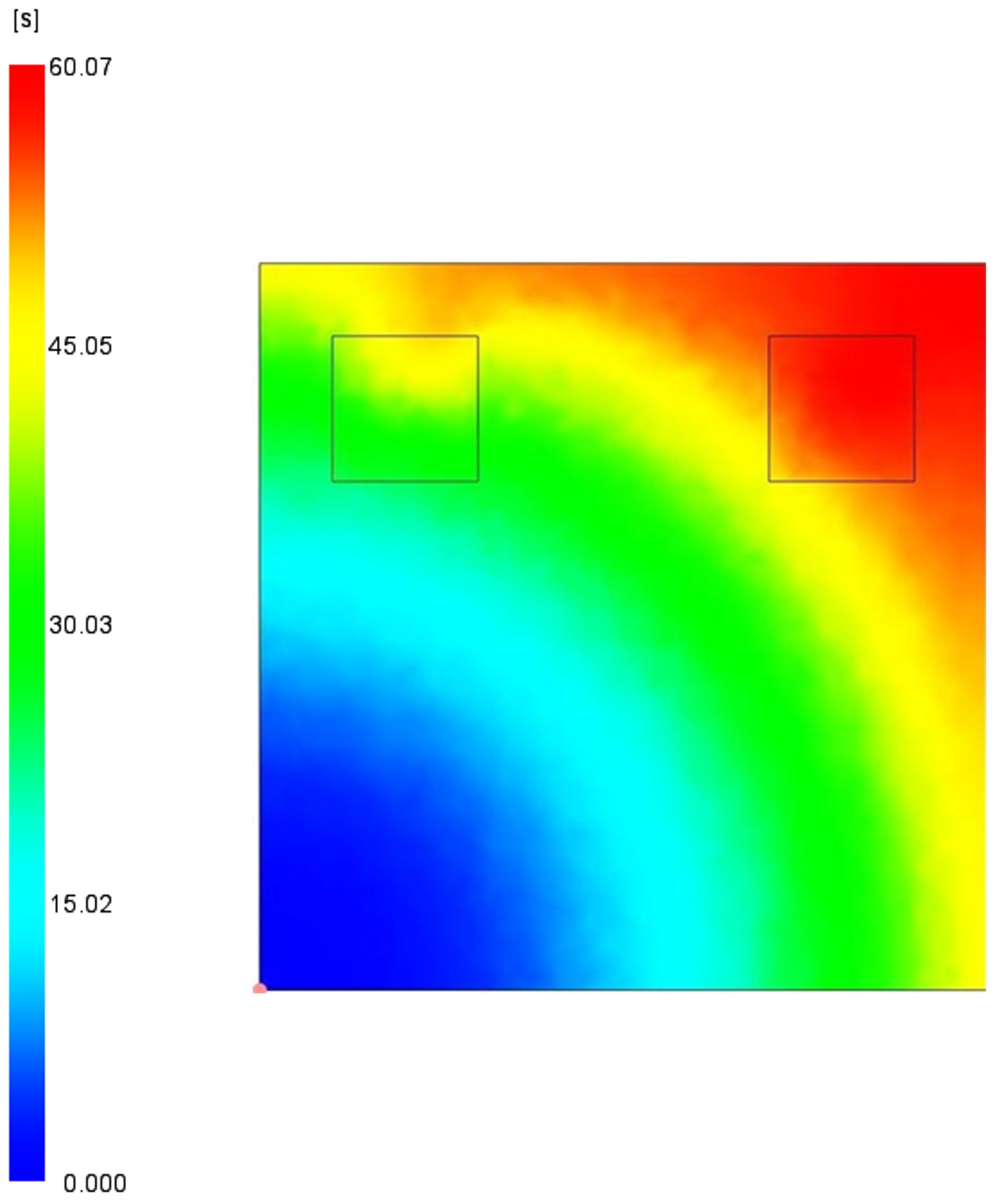
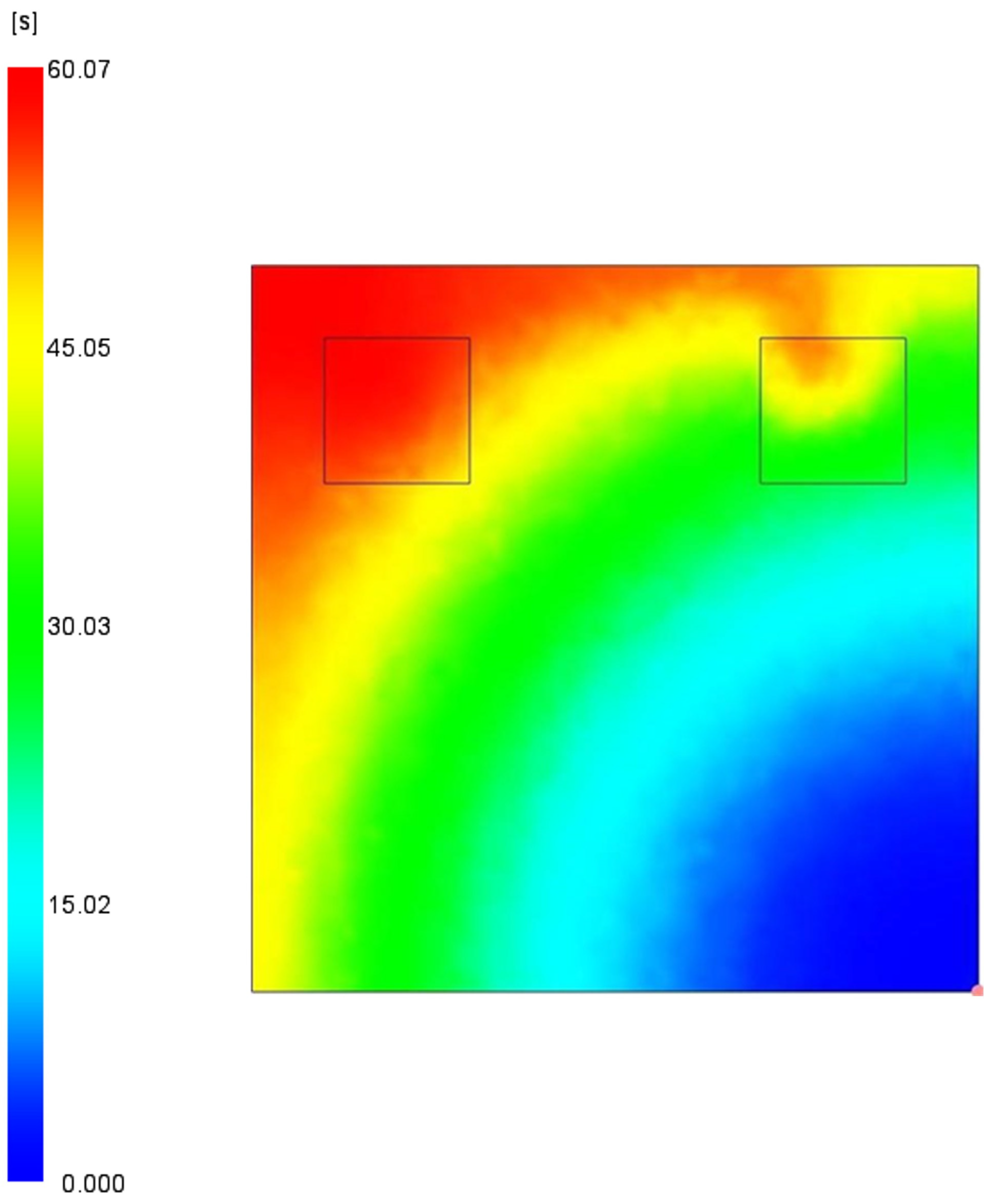
To showcase the effect of the inhomogeneous preform permeability profile on the resultant mould filling pattern, examples of mould filling from different resin injection locations are presented. Examples of mould filling at different resin injection locations (indicated by a pink dot) and their corresponding mould filling patterns are as follows: (i) injection at the top left corner (Figure 6), (ii) injection at the top right corner (Figure 7), (iii) injection at the bottom left corner (Figure 8), and (iv) injection at the bottom right corner (Figure 9). It is observed that, due to the presence of permeability inhomogeneities in the two notch areas, the resultant mould filling patterns are complex, non-linear, and asymmetrical.
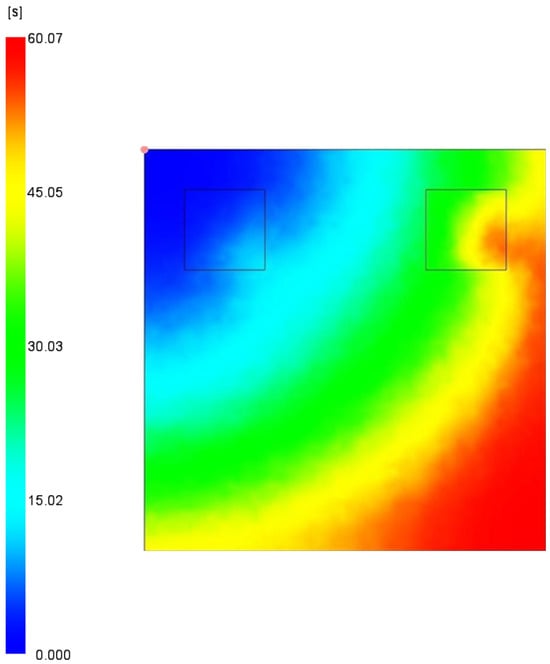
Figure 6.
Resin injection from the top left corner of the mould, with the injection gate positioned at (1, 24), shown in Image 1 of the dataset.
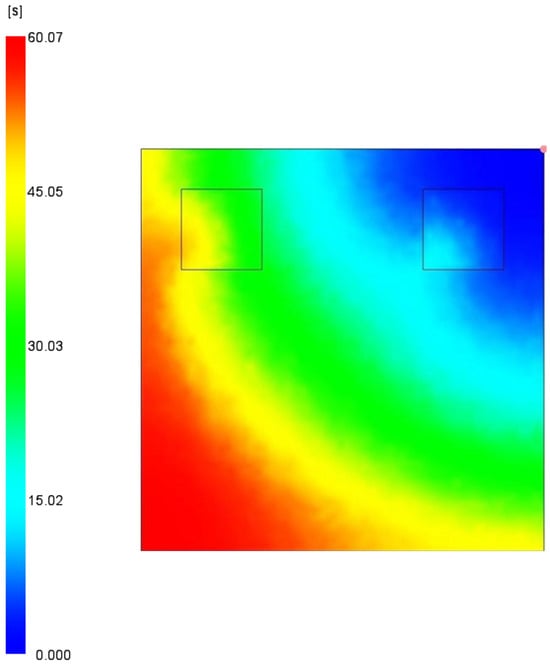
Figure 7.
Resin injection from the top right corner of the mould, with the injection gate positioned at (24, 1), shown in Image 24 of the dataset.
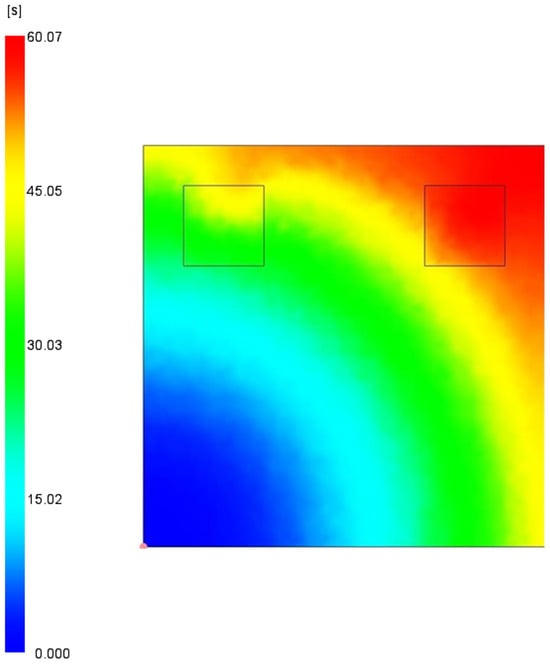
Figure 8.
Resin injection from the bottom left corner of the mould, with the injection gate positioned at (1, 1), shown in Image 553 of the dataset.
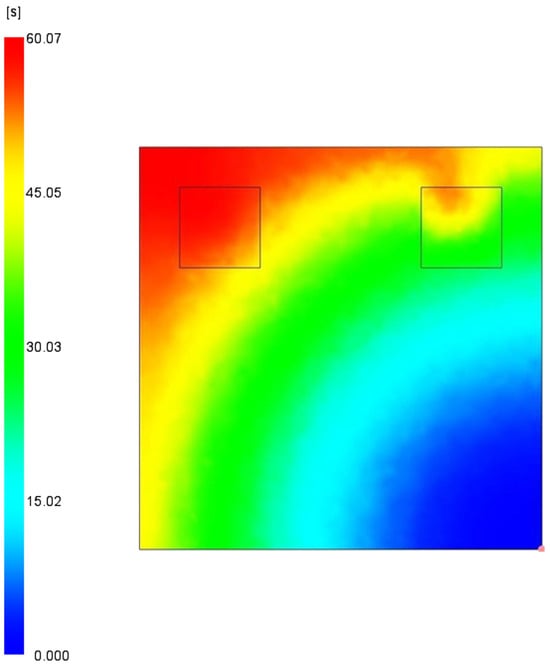
Figure 9.
Resin injection from the bottom right corner of the mould, with the injection gate positioned at (24, 24), shown in Image 576 of the dataset.
5. Discussions and Concluding Remarks
In applications such as process design or optimisation, the phenomenon behind the process needs to be evaluated. However, the high costs associated with experimental investigations promote the development of alternative approaches. In the literature, efforts in process evaluation and modelling predominantly fall into the following three main fields of research: theoretical modelling (e.g., Density Functional Theory [45] and Darcy’s Law [46]), physics-based modelling (e.g., Finite Element method [47,48]), and data-driven modelling (e.g., Artificial Neural Network [49,50]). While theoretical and physics-based modelling approaches are renowned for their accuracy, these methods often demand high computational resources to evaluate. As the size of the process or parameters under consideration increases, data-driven modelling emerges as a compelling option, offering unparalleled advantages in computational efficiency.
As computationally expensive simulations are used to generate the data for training and validating data-driven models, in real-world applications, it is desirable to construct ML models using minimal data. Nevertheless, it is widely acknowledged that an insufficient training data volume can lead to inaccurate model predictions [13,21,38]. While an ill-representation of the actual process is unacceptable, performing excessive simulations for model training also contradicts the intended purpose of cost reduction [1,26,38]. Therefore, investigating and potentially optimising the cost-accuracy trade-off of ML approaches is of great research interest and value. Research in areas such as few-shot learning, where models learn from a minimal amount of data, and neural architecture search, which automates the design of optimal neural network architectures, promises to further revolutionise this field.
One potential research direction that can be explored with this dataset is the effect of dataset sizes on ML prediction accuracy. ML models can be developed using different proportions of training data. The dataset can be partitioned into the following two parts: N% of the original dataset to be used for ML model training, and the remaining (100-N)% to evaluate the models’ prediction accuracy. It is important to adopt a uniform data sampling technique to prevent biased training, which may affect prediction performance [21,26,32]. Besides evaluating ML models’ prediction accuracies across different dataset sizes, the performance of different ML models can also be fairly compared upon unbiased training using this dataset.
This study could be viewed as one of the early efforts to promote the application of ML approaches, particularly image-based ML models, in composite manufacturing applications. The adoption of machine learning in composite manufacturing aims to alleviate the computational burdens of simulation-based optimisation, while maintaining credible process accuracy. The accelerated solution evaluation time offered by machine learning can further advance and develop process digital twinning technologies, real-time and online process monitoring/optimisation, stochastic process optimisation, and more. However, the prediction accuracy of data-driven models largely depends on the regularity of the process investigated.
The current case study involves a comprehensive dataset consisting of mould filling patterns of the RTM process at different injection locations for a composite dashboard panel case study. The distribution of this comprehensive dataset aims to lower barriers to entry for researching machine learning approaches in composite moulding applications, while concurrently providing a standardised baseline for the comparison of newly developed algorithms and models in future research studies. Furthermore, this dataset allows for various aspects of data-driven modelling, feature extraction, and hyperparameter tuning to be investigated without bias in future studies. It is vital to highlight that, akin to process modelling and simulation, the application of machine learning approaches to such problem scenarios should be considered a complementary tool and not a complete replacement for experimental investigations.
Author Contributions
Methodology, B.X.C., J.W. and M.N.; Software, M.N., B.X.C. and J.W.; Validation, J.W., B.E. and B.X.C.; Formal analysis, B.X.C., B.F. and T.K.M.D.; Writing—original draft, B.X.C. and J.W.; Writing—review and editing, B.F., B.E. and T.K.M.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors. The authors declare no known conflict of interest that may influence the work of this paper.
Data Availability Statement
Data discussed in this study are available on the ResearchGate repository (http://dx.doi.org/10.13140/RG.2.2.33720.72967) under the CC BY 4.0 Creative Common license.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Chai, B.X.; Eisenbart, B.; Nikzad, M.; Fox, B.; Wang, Y.; Bwar, K.H.; Zhang, K. Review of Approaches to Minimise the Cost of Simulation-Based Optimisation for Liquid Composite Moulding Processes. Materials 2023, 16, 7580. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Xie, J.; Chen, L. A hybrid optimization algorithm for gate locations in the liquid composite molding process. Text. Res. J. 2022, 92, 4912–4920. [Google Scholar] [CrossRef]
- Capricho, J.C.; Subhani, K.; Chai, B.X.; Bryant, G.; Salim, N.; Juodkazis, S.; Fox, B.L.; Hameed, N. Porous macroradical epoxy-based supercapacitors. Polymer 2022, 259, 125356. [Google Scholar] [CrossRef]
- Zade, A.; Kuppusamy, R. A review on numerical optimization in liquid composite moulding processes. Mater. Today Proc. 2019, 19, 329–332. [Google Scholar] [CrossRef]
- Facciotto, S.; Simacek, P.; Advani, S.G.; Middendorf, P. Modeling of anisotropic dual scale flow in RTM using the finite elements method. Compos. Part B Eng. 2021, 214, 108735. [Google Scholar] [CrossRef]
- Mendikute, J.; Plazaola, J.; Baskaran, M.; Zugasti, E.; Aretxabaleta, L.; Aurrekoetxea, J. Impregnation quality diagnosis in Resin Transfer Moulding by machine learning. Compos. Part B Eng. 2021, 221, 108973. [Google Scholar] [CrossRef]
- May, D.; Aktas, A.; Advani, S.G.; Berg, D.C.; Endruweit, A.; Fauster, E.; Lomov, S.V.; Long, A.; Mitschang, P.; Abaimov, S.; et al. In-plane permeability characterization of engineering textiles based on radial flow experiments: A benchmark exercise. Compos. Part A Appl. Sci. Manuf. 2019, 121, 100–114. [Google Scholar] [CrossRef]
- Han, W.S.; Jung, Y.; Kim, S. Numerical simulation of RTM process using the extended finite element method combined with the level set method. J. Reinf. Plast. Compos. 2013, 32, 308–317. [Google Scholar] [CrossRef]
- Chai, B.X.; Eisenbart, B.; Nikzad, M.; Fox, B.; Blythe, A.; Blanchard, P.; Dahl, J. A novel heuristic optimisation framework for radial injection configuration for the resin transfer moulding process. Compos. Part A Appl. Sci. Manuf. 2023, 165, 107352. [Google Scholar] [CrossRef]
- Blythe, A.; Fox, B.; Nikzad, M.; Eisenbart, B.; Chai, B.X.; Blanchard, P.; Dahl, J. Evaluation of the Failure Mechanism in Polyamide Nanofibre Veil Toughened Hybrid Carbon/Glass Fibre Composites. Materials 2022, 15, 8877. [Google Scholar] [CrossRef]
- Vernet, N.; Ruiz, E.; Advani, S.; Alms, J.B.; Aubert, M.; Barburski, M.; Barari, B.; Beraud, J.M.; Berg, D.C.; Correia, N.; et al. Experimental determination of the permeability of engineering textiles: Benchmark II. Compos. Part A Appl. Sci. Manuf. 2014, 61, 172–184. [Google Scholar] [CrossRef]
- Okabe, T.; Oya, Y.; Yamamoto, G.; Sato, J.; Matsumiya, T.; Matsuzaki, R.; Yashiro, S.; Obayashi, S. Multi-objective optimization for resin transfer molding process. Compos. Part A Appl. Sci. Manuf. 2017, 92, 1–9. [Google Scholar] [CrossRef]
- Hanna, J.M.; Aguado, J.V.; Comas-Cardona, S.; Le Guennec, Y.; Borzacchiello, D. A self-supervised learning framework based on physics-informed and convolutional neural networks to identify local anisotropic permeability tensor from textiles 2D images for filling pattern prediction. Compos. Part A Appl. Sci. Manuf. 2024, 179, 108019. [Google Scholar] [CrossRef]
- Li, J.; Zhang, C.; Liang, R.; Wang, B. Robust design of composites manufacturing processes with process simulation and optimisation methods. Int. J. Prod. Res. 2008, 46, 2087–2104. [Google Scholar] [CrossRef]
- Seyednourani, M.; Yildiz, M.; Sas, H.S. A two-stage optimization methodology for gate and vent locations and distribution media layout for liquid composite molding process. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106522. [Google Scholar] [CrossRef]
- Gu, G.X.; Chen, C.T.; Richmond, D.J.; Buehler, M.J. Bioinspired hierarchical composite design using machine learning: Simulation, additive manufacturing, and experiment. Mater. Horiz. 2018, 5, 939–945. [Google Scholar] [CrossRef]
- Huang, J.P.; Zhilyaev, I.; Snezhina, N.; Shevtsov, S. Evaluation of the vacuum infusion process objectives at the early stages of computer simulation. In Proceedings of the 10th International Conference on Mathematical Modeling in Physical Sciences, Virtual, 6–9 September 2021. [Google Scholar]
- Bodaghi, M.; Simacek, P.; Advani, S.G.; Correia, N.C. A model for fibre washout during high injection pressure resin transfer moulding. J. Reinf. Plast. Compos. 2018, 37, 865–876. [Google Scholar] [CrossRef]
- Rautela, M.; Huber, A.; Senthilnath, J.; Gopalakrishnan, S. Inverse characterization of composites using guided waves and convolutional neural networks with dual-branch feature fusion. Mech. Adv. Mater. Struct. 2022, 29, 6595–6611. [Google Scholar] [CrossRef]
- Achim, V.; Ruiz, E. Guiding selection for reduced process development time in RTM. Int. J. Mater. Form. 2010, 3, 1277–1286. [Google Scholar] [CrossRef]
- Caglar, B.; Broggi, G.; Ali, M.A.; Orgéas, L.; Michaud, V. Deep learning accelerated prediction of the permeability of fibrous microstructures. Compos. Part A Appl. Sci. Manuf. 2022, 158, 106973. [Google Scholar] [CrossRef]
- Chen, C.T.; Gu, G. Generative Deep Neural Networks for Inverse Materials Design Using Backpropagation and Active Learning. Adv. Sci. 2020, 7, 1902607. [Google Scholar] [CrossRef] [PubMed]
- Sacco, C.; Baz Radwan, A.; Anderson, A.; Harik, R.; Gregory, E. Machine learning in composites manufacturing: A case study of Automated Fiber Placement inspection. Compos. Struct. 2020, 250, 112514. [Google Scholar] [CrossRef]
- Ali, M.A.; Guan, Q.; Umer, R.; Cantwell, W.J.; Zhang, T. Deep learning based semantic segmentation of µCT images for creating digital material twins of fibrous reinforcements. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106131. [Google Scholar] [CrossRef]
- Cassola, S.; Duhovic, M.; Schmidt, T.; May, D. Machine learning for polymer composites process simulation—A review. Compos. Part B Eng. 2022, 246, 110208. [Google Scholar] [CrossRef]
- Chai, B.X.; Eisenbart, B.; Nikzad, M.; Fox, B.; Blythe, A.; Bwar, K.H.; Wang, J.; Du, Y.; Shevtsov, S. Application of KNN and ANN Metamodeling for RTM Filling Process Prediction. Materials 2023, 16, 6115. [Google Scholar] [CrossRef]
- Ejaz, F.; Hwang, L.K.; Son, J.; Kim, J.S.; Lee, D.S.; Kwon, B. Convolutional neural networks for approximating electrical and thermal conductivities of Cu-CNT composites. Sci. Rep. 2022, 12, 13614. [Google Scholar] [CrossRef] [PubMed]
- Kokalis, C.-C.A.; Tasakos, T.; Kontargyri, V.T.; Siolas, G.; Gonos, I.F. Hydrophobicity classification of composite insulators based on convolutional neural networks. Eng. Appl. Artif. Intell. 2020, 91, 103613. [Google Scholar] [CrossRef]
- Shen, C.; Sheng, Q.; Zhao, H. Predicting effective thermal conductivity of fibrous and particulate composite materials using convolutional neural network. Mech. Mater. 2023, 186, 104804. [Google Scholar] [CrossRef]
- Luo, J.; Liang, Z.; Zhang, C.; Wang, B. Optimum tooling design for resin transfer molding with virtual manufacturing and artificial intelligence. Compos. Part A Appl. Sci. Manuf. 2001, 32, 877–888. [Google Scholar] [CrossRef]
- Wang, J.; Ren, Y.; Li, J.; Deng, K. The Footprint of Factorization Models and Their Applications in Collaborative Filtering. ACM Trans. Inf. Syst. 2021, 40, 1–32. [Google Scholar] [CrossRef]
- Wei, H.; Zhao, S.; Rong, Q.; Bao, H. Predicting the effective thermal conductivities of composite materials and porous media by machine learning methods. Int. J. Heat Mass Transf. 2018, 127, 908–916. [Google Scholar] [CrossRef]
- Chen, C.T.; Gu, G. Machine learning for composite materials. MRS Commun. 2019, 9, 556–566. [Google Scholar] [CrossRef]
- Wu, J.; Xu, X.; Liu, C.; Deng, C.; Shao, X. Lamb wave-based damage detection of composite structures using deep convolutional neural network and continuous wavelet transform. Compos. Struct. 2021, 276, 114590. [Google Scholar] [CrossRef]
- Torres, M. Parameters’ monitoring and in-situ instrumentation for resin transfer moulding: A review. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105500. [Google Scholar] [CrossRef]
- Liu, X.; Tian, S.; Tao, F.; Yu, W. A review of artificial neural networks in the constitutive modeling of composite materials. Compos. Part B Eng. 2021, 224, 109152. [Google Scholar] [CrossRef]
- Tabian, I.; Fu, H.; Sharif Khodaei, Z. A Convolutional Neural Network for Impact Detection and Characterization of Complex Composite Structures. Sensors 2019, 19, 4933. [Google Scholar] [CrossRef]
- Mezeix, L.; Rivas, A.S.; Relandeau, A.; Bouvet, C. A New Method to Predict Damage to Composite Structures Using Convolutional Neural Networks. Materials 2023, 16, 7213. [Google Scholar] [CrossRef]
- Dey, S.; Bhattacharyya, S.; Maulik, U. Quantum Inspired Meta-Heuristics for Image Analysis; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar]
- Darcy, H. Les Fontaines Publiques de la Ville de Dijon; Dalmont: Paris, France, 1856. [Google Scholar]
- Dammann, C.; Mahnken, R. Simulation of a resin transfer molding process using a phase field approach within the theory of porous media. Compos. Part A Appl. Sci. Manuf. 2019, 120, 147–160. [Google Scholar] [CrossRef]
- Park, C.H.; Lee, W.I. Modeling void formation and unsaturated flow in liquid composite molding processes: A survey and review. J. Reinf. Plast. Compos. 2011, 30, 957–977. [Google Scholar] [CrossRef]
- Mathur, R.; Advani, S.; Fink, B.K. A real-coded hybrid genetic algorithm to determine optimal resin injection locations in the resin transfer molding process. Comput. Model. Eng. Sci. 2003, 4, 587–601. [Google Scholar]
- Crawford, B.; Rashif, K.M.S.; Rashidi, A.; Sadiq, R.; Milani, A.S. A Bayesian belief approach to quality control of resin transfer molding process. Int. J. Adv. Manuf. Technol. 2020, 109, 1953–1968. [Google Scholar] [CrossRef]
- Yu, Y.X. Theoretical insights into surface-phase transition and ion competition during alkali ion intercalation on the Cu4Se4 nanosheet. Phys. Chem. Chem. Phys. 2024, 26, 323–335. [Google Scholar] [CrossRef] [PubMed]
- Bodaghi, M.; Simacek, P.; Correia, N.; Advani, S.G. Experimental parametric study of flow-induced fiber washout during high-injection-pressure resin transfer molding. Polym. Compos. 2019, 41, 1053–1065. [Google Scholar] [CrossRef]
- Wang, M.; Hang, X. Finite Element Analysis of Residual Stress Distribution Patterns of Prestressed Composites Considering Interphases. Materials 2023, 16, 1345. [Google Scholar] [CrossRef] [PubMed]
- Sandberg, M.; Hattel, J.H.; Spangenberg, J. Simulation of liquid composite moulding using a finite volume scheme and the level-set method. Int. J. Multiph. Flow 2019, 118, 183–192. [Google Scholar] [CrossRef]
- Phunpeng, V.; Saensuriwong, K.; Kerdphol, T.; Uangpairoj, P. The Flexural Strength Prediction of Carbon Fiber/Epoxy Composite Using Artificial Neural Network Approach. Materials 2023, 16, 5301. [Google Scholar] [CrossRef]
- Zhilyaev, I.; Chigrinets, E.; Shevtsov, S.; Chotchaeva, S.; Snezhina, N. ANN-based estimation of the defect severity in the drilling of GFRP/Ti multilayered composite structure. J. Compos. Sci. 2022, 6, 370. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).