
Gypsum–Cement–Pozzolan Composites for 3D Printing: Properties and Life Cycle Assessment

 ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Mix Preparation
2.3. Sample Testing
2.4. Evaluation of Material’s Suitability for 3D Printing
2.5. Life Cycle Assessment
3. Results and Discussion
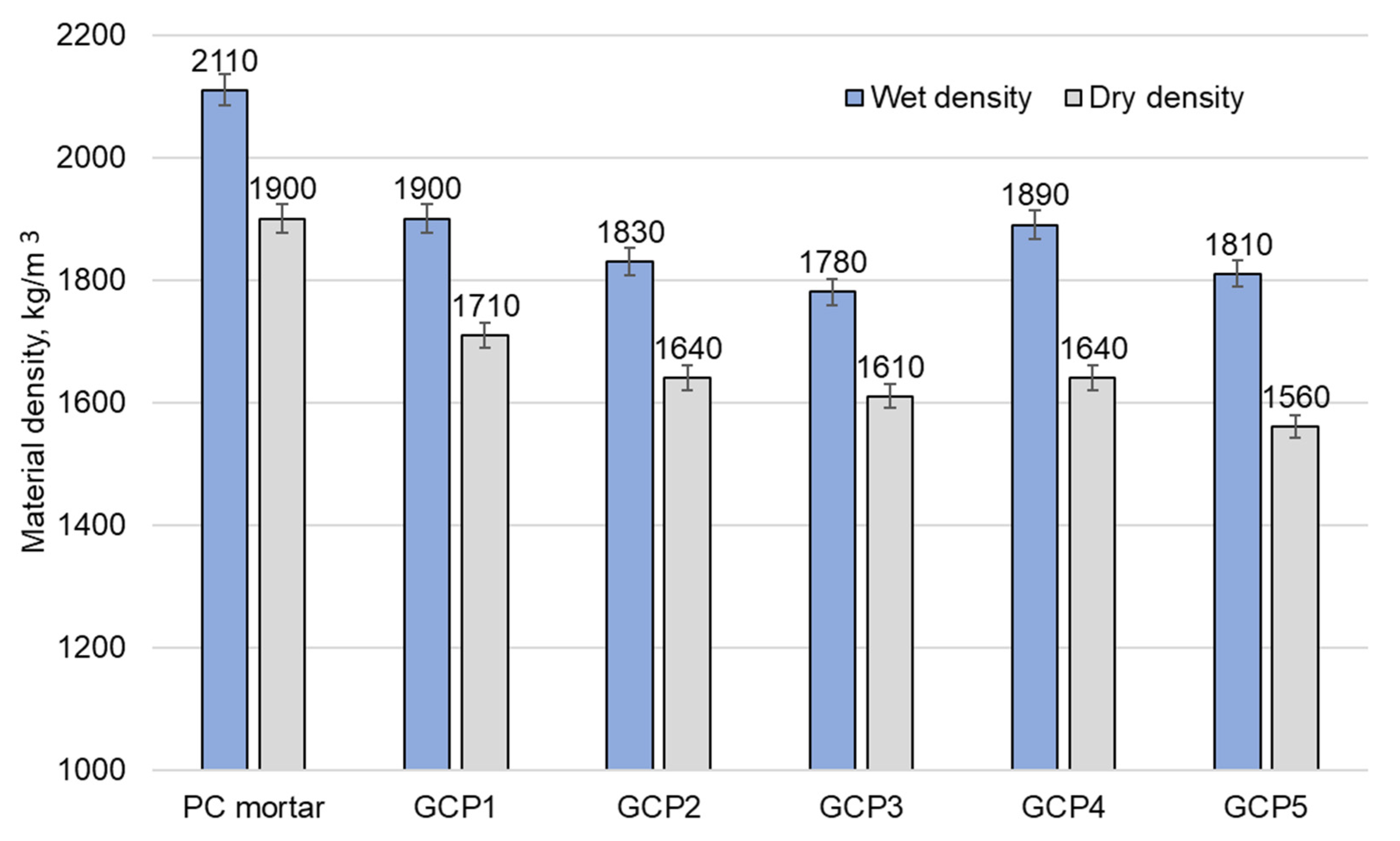
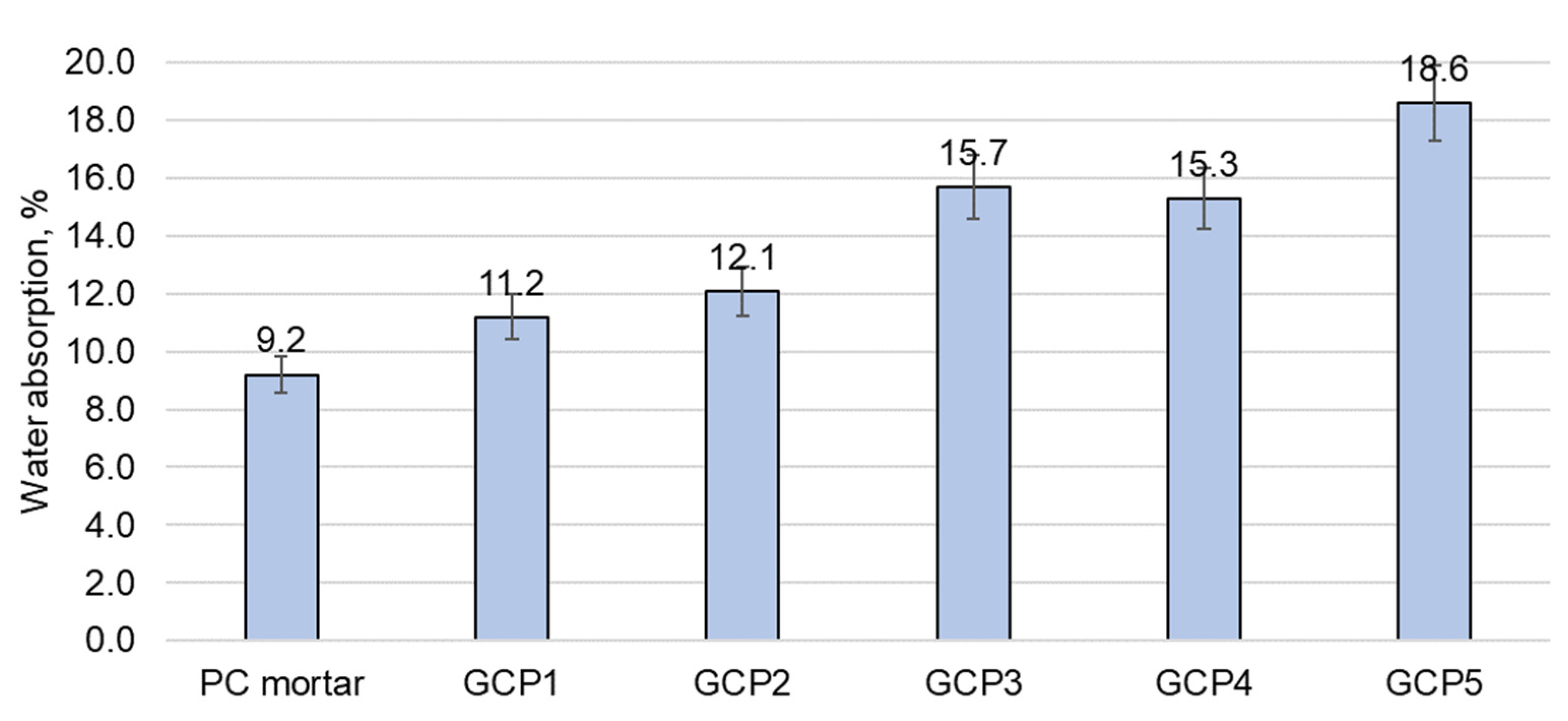
3.1. Hardened Properties
3.2. Three-Dimensional Printing
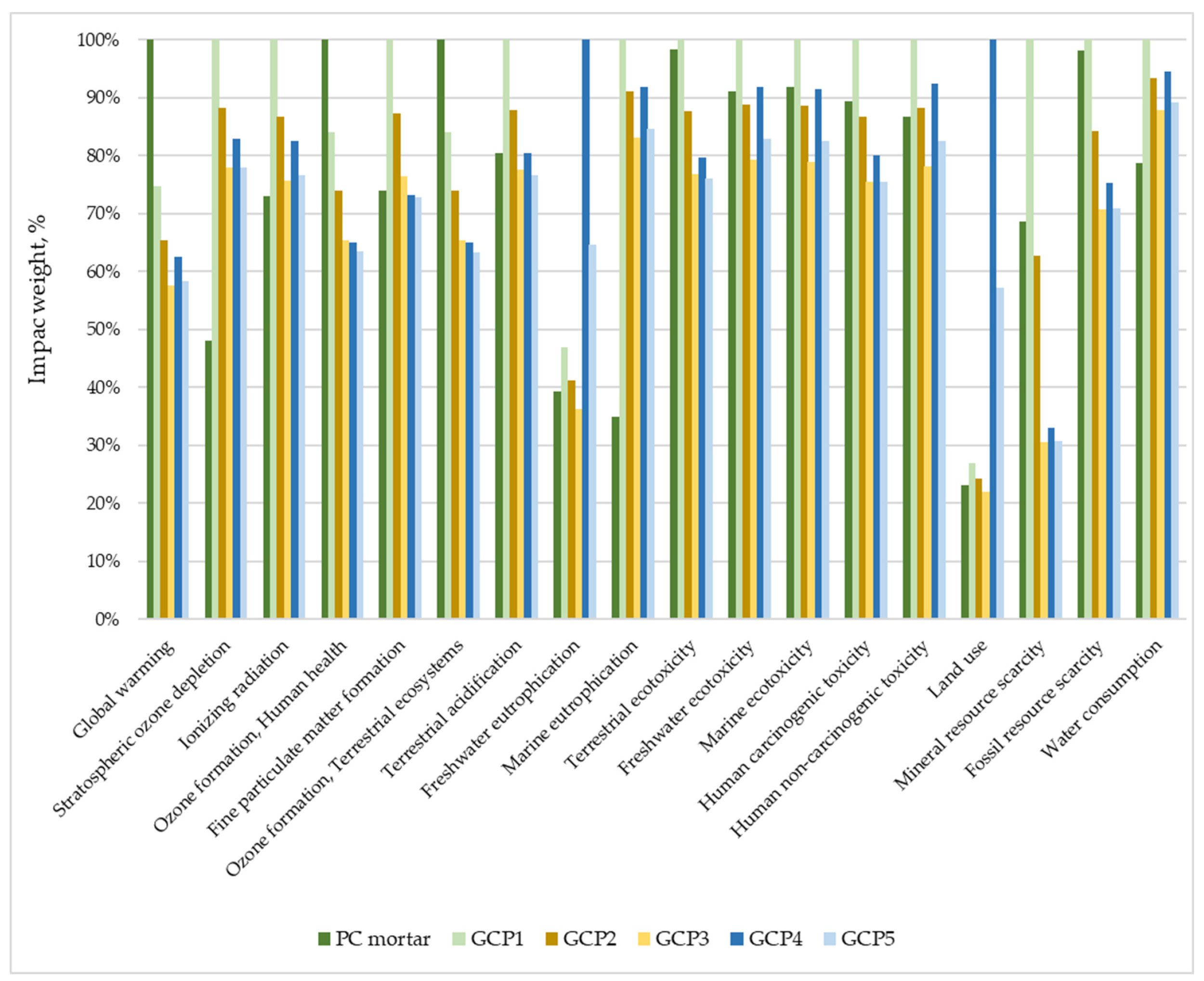
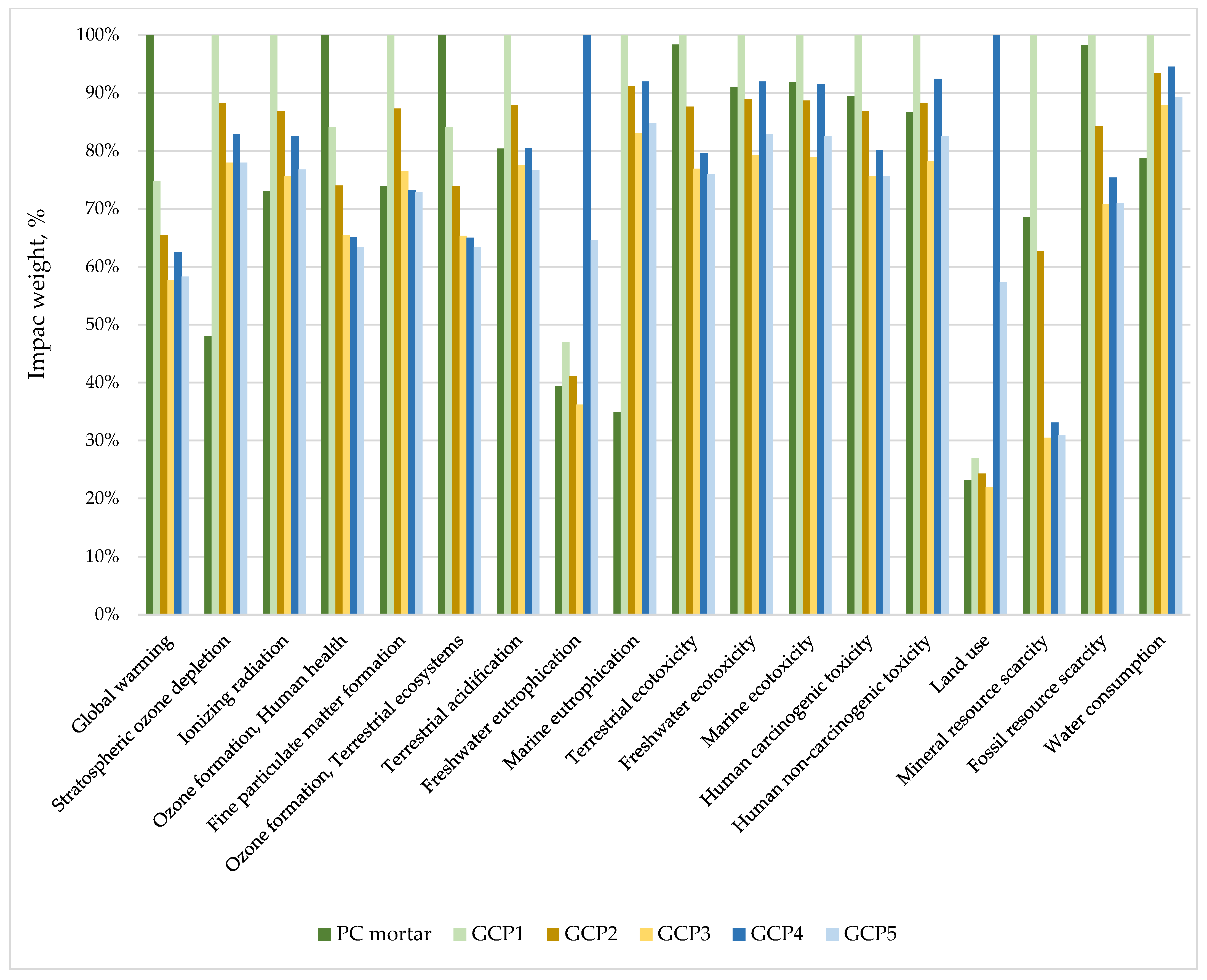
3.3. Life Cycle Assessment
4. Conclusions
- GCP compositions have a minimum compressive strength of 30 MPa but lower water resistance than PC mortar. The softening coefficient ranged from 0.71 to 0.75, below PC mortar’s 0.91.
- Tests show that natural gypsum can be partially replaced by recycled or artificial gypsum, with a potential strength reduction of up to 15%. Low-temperature-treated recycled gypsum is still viable for GCP production. A recycling system and industrial technology for gypsum board processing and thermal treatment are essential. The positive aspect is that gypsum heat treatment requires only 140 °C, low energy, and emits no CO2.
- LCAs for GCP highlight a positive shift toward sustainable material production. GCP3 has the lowest and PC mortar the highest impact in the scope of CO2 emissions. Examining various environmental impacts is crucial, as materials with low GHG emissions may affect other environmental categories like land use or water, e.g., the GCP3 composite scored higher in ozone depletion and marine eutrophication than the PC mixture.
- Using GCP compositions can cut the carbon footprint by up to 40% compared to PC-based compositions, with the potential for greater reductions through further optimization of GCP mixtures and the binder–filler ratio.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Manjunatha, M.; Preethi, S.; Malingaraya; Mounika, H.G.; Niveditha, K.N. Ravi Life Cycle Assessment (LCA) of Concrete Prepared with Sustainable Cement-Based Materials. Mater. Today Proc. 2021, 47, 3637–3644. [Google Scholar] [CrossRef]
- Snellings, R.; Suraneni, P.; Skibsted, J. Future and Emerging Supplementary Cementitious Materials. Cem. Concr. Res. 2023, 171, 107199. [Google Scholar] [CrossRef]
- Bumanis, G.; Vitola, L.; Pundiene, I.; Sinka, M.; Bajare, D. Gypsum, Geopolymers, and Starch-Alternative Binders for Bio-Based Building Materials: A Review and Life-Cycle Assessment. Sustainability 2020, 12, 5666. [Google Scholar] [CrossRef]
- Fo, J.; Cerný, R. Carbon Footprint Analysis of Calcined Gypsum Production in the Czech Republic. J. Clean. Prod. 2018, 177, 795–802. [Google Scholar] [CrossRef]
- Potapova, E.; Guseva, T.; Shchelchkov, K. Mortar for 3D Printing Based on Gypsum Binders Mortar for 3D Printing Based on Gypsum Binders. Mater. Sci. Forum 2021, 1037, 26–31. [Google Scholar] [CrossRef]
- Pan, H.; Wu, X.; Song, K.; Zhang, Y.; Zhao, Q. Preparation of Calcium Sulphoaluminate Cement-Portland Cement-Gypsum Based Sleeve Grouting Material: Performance Optimization and Tensile Properties of Sleeve Connector. Constr. Build. Mater. 2024, 418, 135341. [Google Scholar] [CrossRef]
- Calderón-Morales, B.R.S.; García-Martínez, A.; Pineda, P.; García-Tenório, R. Valorization of Phosphogypsum in Cement-Based Materials: Limits and Potential in Eco-Efficient Construction. J. Build. Eng. 2021, 44, 102506. [Google Scholar] [CrossRef]
- Çolak, A. Physical, Mechanical, and Durability Properties of Gypsum–Portland Cement–natural Pozzolan Blends. Can. J. Civ. Eng. 2001, 28, 375–382. [Google Scholar] [CrossRef]
- Bumanis, G.; Zorica, J.; Bajare, D. Properties of Foamed Lightweight High-Performance Phosphogypsum-Based Ternary System Binder. Appl. Sci. 2020, 10, 6222. [Google Scholar] [CrossRef]
- Rourke, B.O.; Mcnally, C.; Richardson, M.G. Development of Calcium Sulfate–Ggbs–Portland Cement Binders. Constr. Build. Mater. 2009, 23, 340–346. [Google Scholar] [CrossRef]
- Bumanis, G.; Korjakins, A.; Bajare, D. Environmental Benefit of Alternative Binders in Construction Industry: Life Cycle Assessment. Environments 2022, 9, 6. [Google Scholar] [CrossRef]
- Bumanis, G.; Zorica, J.; Korjakins, A.; Bajare, D. Processing of Gypsum Construction and Demolition Waste and Properties of Secondary Gypsum Binder. Recycling 2022, 7, 30. [Google Scholar] [CrossRef]
- Nizevičienė, D.; Vaičiukynienė, D.; Michalik, B.; Bonczyk, M.; Vaitkevičius, V.; Jusas, V. The Treatment of Phosphogypsum with Zeolite to Use It in Binding Material. Constr. Build. Mater. 2018, 180, 134–142. [Google Scholar] [CrossRef]
- Cao, C.; Sun, D.; Xian, Z.; Zhang, H. A Brief Review of 3D Printed Concrete. Highlights Sci. Eng. Technol. 2022, 28, 374–380. [Google Scholar] [CrossRef]
- Struct, J.C.; Jo, J.H.; Jo, B.W.; Cho, W.; Kim, J.H. Development of a 3D Printer for Concrete Structures: Laboratory Testing of Cementitious Materials. Int. J. Concr. Struct. Mater. 2020, 14, 13. [Google Scholar] [CrossRef]
- Ghosh, D. TRACE: Tennessee Research and Creative Exchange A Study on Early Age Properties of Concrete for Precast and 3D Printing. Ph.D. Thesis, University of Tennessee, Knoxville, TN, USA, 2022. [Google Scholar]
- Shafighfard, T.; Cender, T.A.; Demir, E. Additive Manufacturing of Compliance Optimized Variable Stiffness Composites through Short Fiber Alignment along Curvilinear Paths. Addit. Manuf. 2021, 37, 101728. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and Harden Properties of the High-Thixotropy 3D Printing Concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Zaid, O.; El Ouni, M.H. Advancements in 3D Printing of Cementitious Materials: A Review of Mineral Additives, Properties, and Systematic Developments. Constr. Build. Mater. 2024, 427, 136254. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Sanjayan, J. Dimensional Accuracy, Flowability, Wettability, and Porosity in Inkjet 3DP for Gypsum and Cement Mortar Materials. Autom. Constr. 2020, 110, 102964. [Google Scholar] [CrossRef]
- Zhou, S.; Lu, Y.; Pan, Y.; Li, J.; Qu, F.; Luo, Z.; Li, W. Flowability Prediction of Recycled α-Hemihydrate Gypsum for 3D Powder Printing under Combined Effects of Different Glidants Using Response Surface Methodology. Dev. Built Environ. 2023, 16, 100265. [Google Scholar] [CrossRef]
- Ma, X.; Tan, L.; Lu, Y.; Yao, W.; Wei, Y. Upcycling of Waste Plasterboard for the Synthesis of High-Quality Gypsum-Based 3D Printing Powder. Constr. Build. Mater. 2023, 373, 130846. [Google Scholar] [CrossRef]
- Ma, B.; Lu, W.; Su, Y.; Li, Y.; Gao, C.; He, X. Synthesis of α-Hemihydrate Gypsum from Cleaner Phosphogypsum. J. Clean. Prod. 2018, 195, 396–405. [Google Scholar] [CrossRef]
- Lu, W.; Ma, B.; Su, Y.; He, X.; Jin, Z.; Qi, H. Preparation of α-Hemihydrate Gypsum from Phosphogypsum in Recycling CaCl2 Solution. Constr. Build. Mater. 2019, 214, 399–412. [Google Scholar] [CrossRef]
- Zhang, L.; Mo, K.H.; Tan, T.H.; Hung, C.-C.; Yap, S.P.; Ling, T.-C. Influence of Calcination and GGBS Addition in Preparing β-Hemihydrate Synthetic Gypsum from Phosphogypsum. Case Stud. Constr. Mater. 2023, 19, e02259. [Google Scholar] [CrossRef]
- Jin, Z.; Ma, B.; Su, Y.; Lu, W.; Qi, H.; Hu, P. Effect of Calcium Sulphoaluminate Cement on Mechanical Strength and Waterproof Properties of Beta-Hemihydrate Phosphogypsum. Constr. Build. Mater. 2020, 242, 118198. [Google Scholar] [CrossRef]
- Rodrigo-Bravo, A.; Alameda Cuenca-Romero, L.; Calderon, V.; Rodriguez, A.; Gutiérrez-González, S. Comparative Life Cycle Assessment (LCA) between Standard Gypsum Ceiling Tile and Polyurethane Gypsum Ceiling Tile. Energy Build. 2022, 259, 111867. [Google Scholar] [CrossRef]
- Pedreño-Rojas, M.A.; Fořt, J.; Černý, R.; Rubio-de-Hita, P. Life Cycle Assessment of Natural and Recycled Gypsum Production in the Spanish Context. J. Clean. Prod. 2020, 253, 120056. [Google Scholar] [CrossRef]
- Genc, G.; Demircan, R.K.; Beyhan, F.; Kaplan, G. Assessment of the Sustainability and Producibility of Adobe Constructions Reinforced with Ca-Based Binders: Environmental Life Cycle Analysis (LCA) and 3D Printability. Sci. Total Environ. 2024, 906, 167695. [Google Scholar] [CrossRef]
- Scheinherrová, L.; Doleželová, M.; Vimmrová, A.; Vejmelková, E.; Jerman, M.; Pommer, V.; Černý, R. Fired Clay Brick Waste as Low Cost and Eco-Friendly Pozzolana Active Filler in Gypsum-Based Binders. J. Clean. Prod. 2022, 368, 133142. [Google Scholar] [CrossRef]
- Suárez, S.; Roca, X.; Gasso, S. Product-Specific Life Cycle Assessment of Recycled Gypsum as a Replacement for Natural Gypsum in Ordinary Portland Cement: Application to the Spanish Context. J. Clean. Prod. 2016, 117, 150–159. [Google Scholar] [CrossRef]
- EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. European Committee for Standardization: Brussels, Belgium, 2011.
- EN 13279-1; Gypsum Binders and Gypsum Plasters—Part 1: Definitions and Requirements. European Committee for Standardization: Brussels, Belgium, 2008.
- EN 196-1; Methods of Testing Cement—Part 1: Determination of Strength. European Committee for Standardization: Brussels, Belgium, 2016.
- EN 1015-3; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). European Committee for Standardization: Brussels, Belgium, 1999.
- Ivanova, I.; Ivaniuk, E.; Bisetti, S.; Nerella, V.N.; Mechtcherine, V. Comparison between Methods for Indirect Assessment of Buildability in Fresh 3D Printed Mortar and Concrete. Cem. Concr. Res. 2022, 156, 106764. [Google Scholar] [CrossRef]
- Roussel, N.; Coussot, P. “Fifty-Cent Rheometer” for Yield Stress Measurements: From Slump to Spreading Flow. J. Rheol. 2005, 49, 705–718. [Google Scholar] [CrossRef]
- Bos, F.P.; Kruger, P.J.; Lucas, S.S.; van Zijl, G.P.A.G. Juxtaposing Fresh Material Characterisation Methods for Buildability Assessment of 3D Printable Cementitious Mortars. Cem. Concr. Compos. 2021, 120, 104024. [Google Scholar] [CrossRef]
- ISO/ASTM 52939; Additive Manufacturing for Construction—Qualification Principles—Structural and Infrastructure Elements. ISO: Geneva, Switzerland, 2023.
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D Concrete Printing: A Lower Bound Analytical Model for Buildability Performance Quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Spurina, E.; Sinka, M.; Ziemelis, K.; Vanags, A.; Bajare, D. The Effects of Air-Entraining Agent on Fresh and Hardened Properties of 3D Concrete. J. Compos. Sci. 2022, 6, 281. [Google Scholar] [CrossRef]
- Tsioka, M.; Voudrias, E.A. Comparison of Alternative Management Methods for Phosphogypsum Waste Using Life Cycle Analysis. J. Clean. Prod. 2020, 266, 121386. [Google Scholar] [CrossRef]
- Gou, M.; Zhao, M.; Zhou, L.; Zhao, J.; Hou, W.; Ma, W. Hydration and Mechanical Properties of FGD Gypsum-Cement- Mineral Powder Composites. J. Build. Eng. 2023, 69, 106288. [Google Scholar] [CrossRef]
- Gaidučis, S.; Žvironaitė, J. Resistance of Phosphogypsum Cement Pozzolanic Compositions against the Influence of Water. Mater. Sci. 2011, 17, 308–313. [Google Scholar] [CrossRef]
- Cho, S.; Kruger, J.; Bester, F.; van den Heever, M.; van Rooyen, A.; van Zijl, G. A Compendious Rheo-Mechanical Test for Printability Assessment of 3D Printable Concrete; Springer: Berlin/Heidelberg, Germany, 2020; pp. 196–205. [Google Scholar]
- Arruda Junior, E.S.; de Sales Braga, N.T.; Barata, M.S. Life Cycle Assessment to Produce LC3 Cements with Kaolinitic Waste from the Amazon Region, Brazil. Case Stud. Constr. Mater. 2023, 18, e01729. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix No.: | PC Mortar | GCP1 | GCP2 | GCP3 | GCP4 | GCP5 |
|---|---|---|---|---|---|---|
| Building gypsum (BG) | - | 0.550 | 0.275 | - | - | - |
| Recycled gypsum (RG) | - | - | 0.275 | 0.550 | - | 0.275 |
| Phosphogypsum (PG) | - | - | - | - | 0.550 | 0.275 |
| CEM I 42.5 N | 1.000 | 0.225 | 0.225 | 0.225 | 0.225 | 0.225 |
| Metakaolin (MK) | - | 0.225 | 0.225 | 0.225 | 0.225 | 0.225 |
| Limestone filler | 0.670 | - | - | - | - | - |
| Water | 0.500 | 0.460 | 0.540 | 0.620 | 0.530 | 0.600 |
| Admixture Plastretard | - | 0.005 | 0.005 | 0.005 | 0.005 | 0.005 |
| Complex admixture | 0.033 | - | - | - | - | - |
| Sand 0/2 mm | 1.600 | 0.500 | 0.500 | 0.500 | 0.500 | 0.500 |
| Material | Amount | Unit | Data from Ecoinvent or Modified |
|---|---|---|---|
| Baugips Knauf (BG) | 1 | kg | Stucco {GLO} | market for | Cut-off, U |
| Recycled gypsum (RG) | Gypsum, mineral {CH} | gypsum quarry operation | Cut-off, U (modified); Gypsum plasterboard {RoW} | production | Cut-off, U (modified) | ||
| Phosphogypsum (PG) | 1 | kg | Gypsum, mineral {RER} | market for gypsum, mineral | Cut-off, U (modified); Gypsum, mineral {CH} | gypsum quarry operation | Cut-off, U (modified) |
| CEM I 42.5 N | 1 | kg | Cement, limestone 6–10% {RoW} | market for cement, limestone 6–10% | Cut-off, U |
| Metakaolin [30] | 1.14 | kg | Kaolin {GLO} | market for | Cut-off, U |
| 2.14 | MJ | Heat, district or industrial, other than natural gas RoW} | market for | Cut-off, U | |
| Limestone filler | 1 | kg | Supplementary cementitious materials {RER} | limestone, crushed, washed to generic market for supplementary cementitious materials | Conseq, U |
| Water | 1 | kg | Tap water {Europe without Switzerland} | market for | Cut-off, U |
| Retarder powder | 1 | kg | Citric acid {GLO} | market for | Cut-off, U |
| Admixtures | 1 | kg | Plasticiser, for concrete, based on sulfonated melamine formaldehyde {GLO} | market for | Cut-off, U |
| Sand 0/2 mm | 1 | kg | Sand {RoW} | market for sand | Cut-off, U |
| Mix No.: | PC Mortar | GCP1 | GCP2 | GCP3 | GCP4 | GCP5 |
|---|---|---|---|---|---|---|
| Baugips Knauf (BG) | 533 | 247 | ||||
| Recycled gypsum (RG) | 247 | 461 | 236 | |||
| Phosphogypsum (PG) | 512 | 236 | ||||
| CEM I 42.5 N | 550 | 218 | 202 | 189 | 209 | 193 |
| Metakaolin (MK) | 218 | 202 | 189 | 209 | 193 | |
| Limestone filler | 367 | |||||
| Water | 275 | 441 | 480 | 517 | 489 | 516 |
| Admixture Plastretard | 4.8 | 4.5 | 4.2 | 4.7 | 4.3 | |
| Complex admixture | 18 | |||||
| Sand 0/2 mm | 899 | 485 | 449 | 420 | 466 | 430 |
| Mixture | PC Mortar | GCP1 | GCP2 | GCP3 | GCP4 | GCP5 |
|---|---|---|---|---|---|---|
| 5 min | 187 | 157 | 157 | 162 | 162 | 181 |
| 15 min | 185 | 156 | 151 | 160 | 153 | 180 |
| 25 min | 185 | 156 | 146 | 158 | 149 | 179 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sahmenko, G.; Puzule, L.; Sapata, A.; Slosbergs, P.; Bumanis, G.; Sinka, M.; Bajare, D. Gypsum–Cement–Pozzolan Composites for 3D Printing: Properties and Life Cycle Assessment. J. Compos. Sci. 2024, 8, 212. https://doi.org/10.3390/jcs8060212
Sahmenko G, Puzule L, Sapata A, Slosbergs P, Bumanis G, Sinka M, Bajare D. Gypsum–Cement–Pozzolan Composites for 3D Printing: Properties and Life Cycle Assessment. Journal of Composites Science. 2024; 8(6):212. https://doi.org/10.3390/jcs8060212
Chicago/Turabian StyleSahmenko, Genadijs, Liga Puzule, Alise Sapata, Peteris Slosbergs, Girts Bumanis, Maris Sinka, and Diana Bajare. 2024. "Gypsum–Cement–Pozzolan Composites for 3D Printing: Properties and Life Cycle Assessment" Journal of Composites Science 8, no. 6: 212. https://doi.org/10.3390/jcs8060212
APA StyleSahmenko, G., Puzule, L., Sapata, A., Slosbergs, P., Bumanis, G., Sinka, M., & Bajare, D. (2024). Gypsum–Cement–Pozzolan Composites for 3D Printing: Properties and Life Cycle Assessment. Journal of Composites Science, 8(6), 212. https://doi.org/10.3390/jcs8060212