
Influence of Dry-Mixing and Solvent Casting Blending Techniques on the Mechanical and Biological Behavior of Novel Biocompatible Poly(ε-caprolactone)/Alumina-Toughened Zirconia Scaffolds Obtained by 3D Printing


 , ,
, ,  ,
,  , ,
, ,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Materials and Composites
2.2. Sample Printing
2.3. X-ray Diffraction (XRD)
2.4. Gel Permeation Chromatography (GPC)
2.5. Scanning Electron Microscopy (SEM)
2.6. Mechanical Properties
2.7. Surface Roughness
2.8. Cell Viability
2.9. Statistical Analyses
3. Results
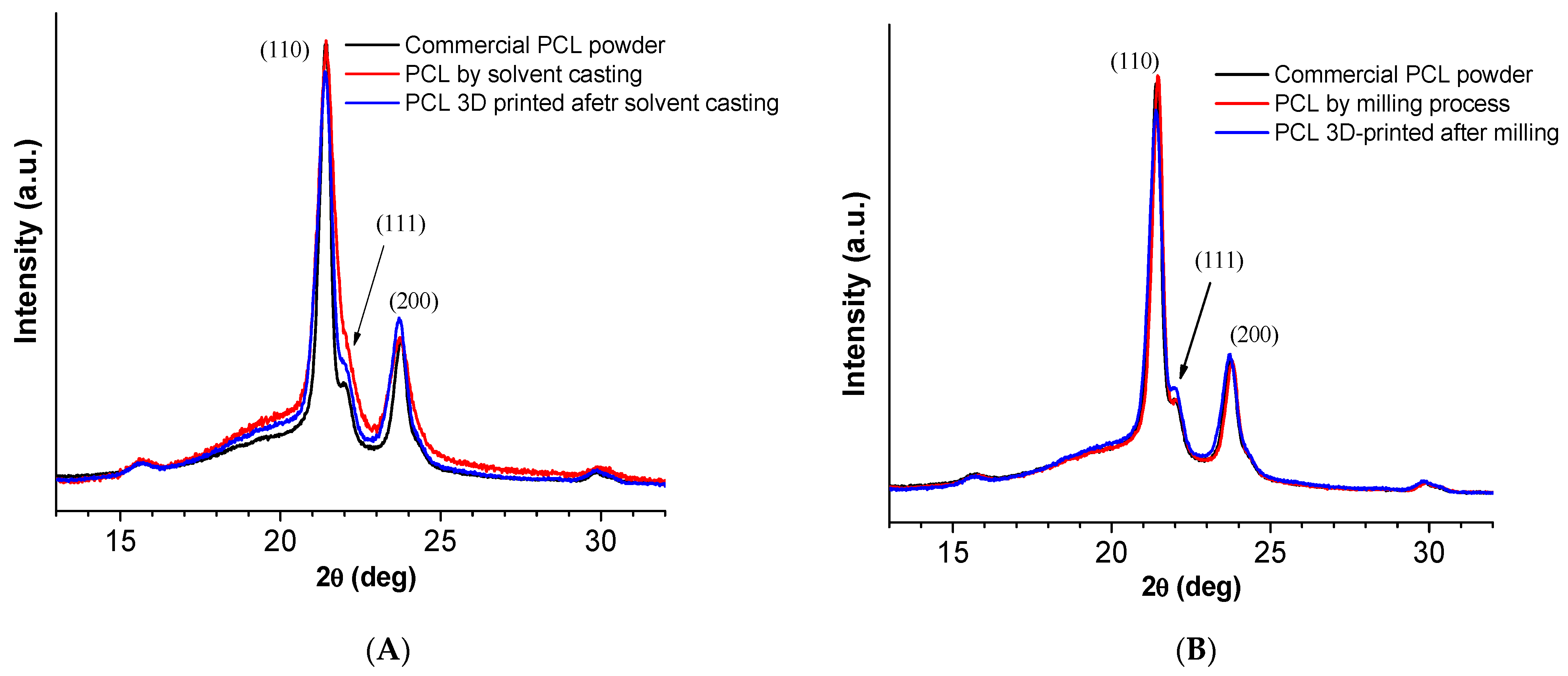
3.1. Structural Analysis
3.2. GPC
3.3. Morphological Analysis (SEM)
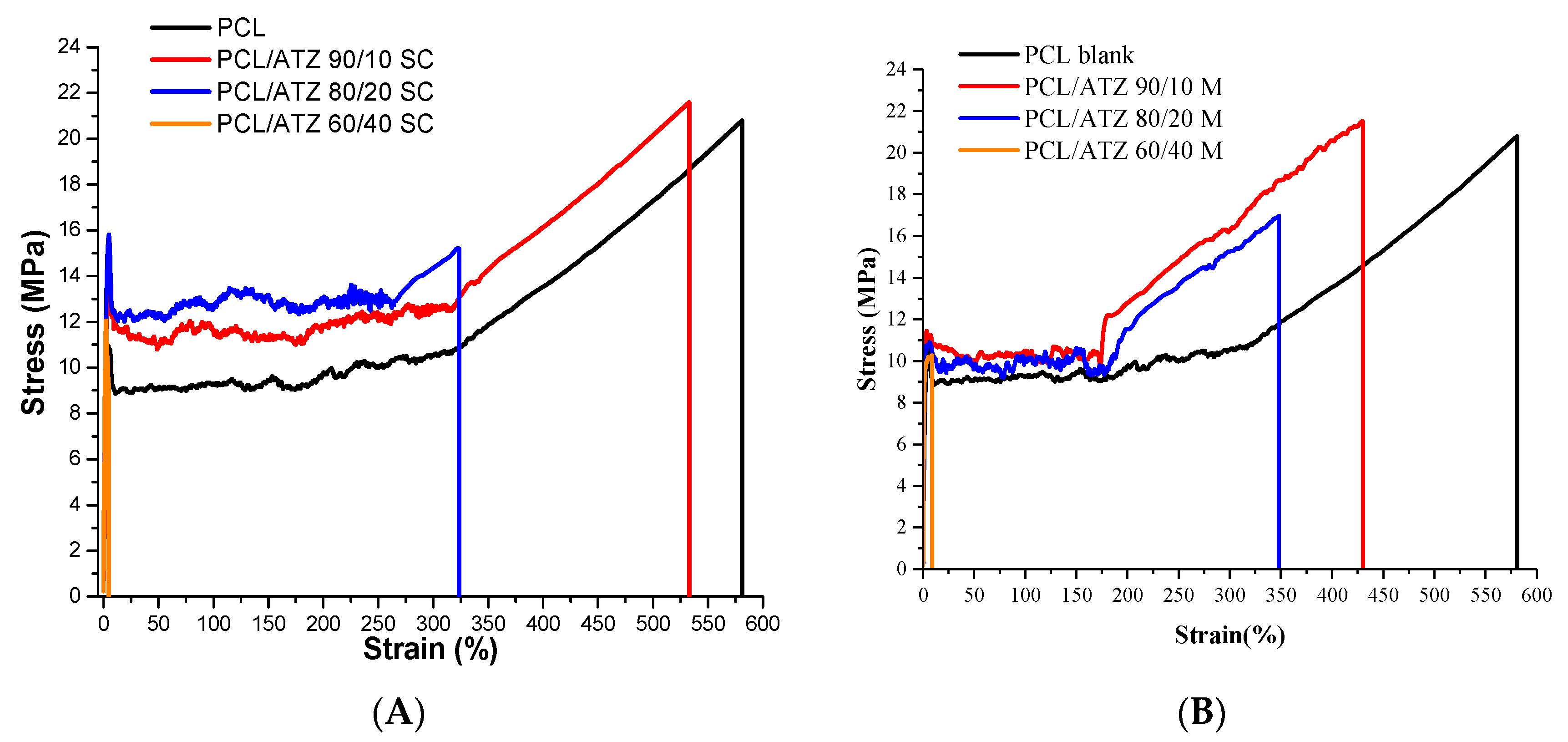
3.4. Mechanical Properties
3.5. Surface Roughness
3.6. Cell Viability
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sallent, I.; Capella-Monsonís, H.; Procter, P.; Bozo, I.Y.; Deev, R.V.; Zubov, D.; Vasyliev, R.; Perale, G.; Pertici, G.; Baker, J. The few who made it: Commercially and clinically successful innovative bone grafts. Front. Bioeng. Biotechnol. 2020, 8, 952. [Google Scholar] [CrossRef]
- Amini, A.R.; Laurencin, C.T.; Nukavarapu, S.P. Bone tissue engineering: Recent advances and challenges. Crit. Rev. Biomed. Eng. 2012, 40, 363–408. [Google Scholar] [CrossRef] [PubMed]
- Ho-Shui-Ling, A.; Bolander, J.; Rustom, L.E.; Johnson, A.W.; Luyten, F.P.; Picart, C. Bone regeneration strategies: Engineered scaffolds, bioactive molecules and stem cells current stage and future perspectives. Biomaterials 2018, 180, 143–162. [Google Scholar] [CrossRef] [PubMed]
- Morris, M.T.; Tarpada, S.P.; Cho, W. Bone graft materials for posterolateral fusion made simple: A systematic review. Eur. Spine J. 2018, 27, 1856–1867. [Google Scholar] [CrossRef] [PubMed]
- Haugen, H.J.; Lyngstadaas, S.P.; Rossi, F.; Perale, G. Bone grafts: Which is the ideal biomaterial? J. Clin. Periodontol. 2019, 46, 92–102. [Google Scholar] [CrossRef] [PubMed]
- Buser, Z.; Brodke, D.S.; Youssef, J.A.; Meisel, H.-J.; Myhre, S.L.; Hashimoto, R.; Park, J.-B.; Yoon, S.T.; Wang, J.C. Synthetic bone graft versus autograft or allograft for spinal fusion: A systematic review. J. Neurosurg. Spine 2016, 25, 509–516. [Google Scholar] [CrossRef] [PubMed]
- Corcione, C.E.; Gervaso, F.; Scalera, F.; Padmanabhan, S.K.; Madaghiele, M.; Montagna, F.; Sannino, A.; Licciulli, A.; Maffezzoli, A. Highly loaded hydroxyapatite microsphere/PLA porous scaffolds obtained by fused deposition modelling. Ceram. Int. 2019, 45, 2803–2810. [Google Scholar] [CrossRef]
- Wang, C.; Meng, C.; Zhang, Z.; Zhu, Q. 3D printing of polycaprolactone/bioactive glass composite scaffolds for in situ bone repair. Ceram. Int. 2022, 48, 7491–7499. [Google Scholar] [CrossRef]
- Roato, I.; Genova, T.; Duraccio, D.; Ruffinatti, F.A.; Zanin Venturini, D.; Di Maro, M.; Mosca Balma, A.; Pedraza, R.; Petrillo, S.; Chinigò, G. Mechanical and Biological Characterization of PMMA/Al2O3 Composites for Dental Implant Abutments. Polymers 2023, 15, 3186. [Google Scholar] [CrossRef]
- Duraccio, D.; Strongone, V.; Faga, M.; Auriemma, F.; Mussano, F.; Genova, T.; Malucelli, G. The role of different dry-mixing techniques on the mechanical and biological behavior of UHMWPE/alumina-zirconia composites for biomedical applications. Eur. Polym. J. 2019, 120, 109274. [Google Scholar] [CrossRef]
- Schierano, G.; Mussano, F.; Faga, M.G.; Menicucci, G.; Manzella, C.; Sabione, C.; Genova, T.; Degerfeld, M.M.v.; Peirone, B.; Cassenti, A. An alumina toughened zirconia composite for dental implant application: In vivo animal results. BioMed Res. Int. 2015, 2015, 157360. [Google Scholar] [CrossRef] [PubMed]
- Hutmacher, D.W.; Schantz, T.; Zein, I.; Ng, K.W.; Teoh, S.H.; Tan, K.C. Mechanical properties and cell cultural response of polycaprolactone scaffolds designed and fabricated via fused deposition modeling. J. Biomed. Mater. Res. Off. J. Soc. Biomater. Jpn. Soc. Biomater. Aust. Soc. Biomater. Korean Soc. Biomater. 2001, 55, 203–216. [Google Scholar] [CrossRef]
- Khor, H.L.; Ng, K.W.; Schantz, J.-T.; Phan, T.-T.; Lim, T.C.; Teoh, S.-H.; Hutmacher, D. Poly(ε-caprolactone) films as a potential substrate for tissue engineering an epidermal equivalent. Mater. Sci. Eng. C 2002, 20, 71–75. [Google Scholar] [CrossRef]
- Catauro, M.; Raucci, M.; De Marco, D.; Ambrosio, L. Release kinetics of ampicillin, characterization and bioactivity of TiO2/PCL hybrid materials synthesized by sol–gel processing. J. Biomed. Mater. Res. Part A Off. J. Soc. Biomater. Jpn. Soc. Biomater. Aust. Soc. Biomater. Korean Soc. Biomater. 2006, 77, 340–350. [Google Scholar] [CrossRef] [PubMed]
- Catauro, M.; Raucci, M.; Continenza, M.; Marotta, A. Biocompatibility tests with fibroblasts of CaO rich calcium silicate glasses. J. Mater. Sci. 2004, 39, 373–375. [Google Scholar] [CrossRef]
- Catauro, M.; Raucci, M.; De Gaetano, F.; Marotta, A. Sol-gel synthesis, characterization and bioactivity of polycaprolactone/SiO2 hybrid material. J. Mater. Sci. 2003, 38, 3097–3102. [Google Scholar] [CrossRef]
- Catauro, M.; Raucci, M.; Ausanio, G. Sol–gel processing of drug delivery zirconia/polycaprolactone hybrid materials. J. Mater. Sci. Mater. Med. 2008, 19, 531–540. [Google Scholar] [CrossRef] [PubMed]
- Rittidach, T.; Tithito, T.; Suntornsaratoon, P.; Charoenphandhu, N.; Thongbunchoo, J.; Krishnamra, N.; Tang, I.M.; Pon-On, W. Effect of zirconia-mullite incorporated biphasic calcium phosphate/biopolymer composite scaffolds for bone tissue engineering. Biomed. Phys. Eng. Express 2020, 6, 055004. [Google Scholar] [CrossRef] [PubMed]
- Soliman, Y.M.; Mabrouk, M.; Abd Raboh, A.S.; Tohamy, K.M.; Beherei, H.H. Influence of the addition of different metal oxides on physicochemical and biological properties of calcium fluorosilicate/PCL bone cement. J. Mech. Behav. Biomed. Mater. 2023, 146, 106075. [Google Scholar] [CrossRef]
- Lacambra-Andreu, X.; Maazouz, A.; Lamnawar, K.; Chenal, J.-M. A review on manufacturing processes of biocomposites based on poly(α-Esters) and bioactive glass fillers for bone regeneration. Biomimetics 2023, 8, 81. [Google Scholar] [CrossRef]
- Kolan, K.; Liu, Y.; Baldridge, J.; Murphy, C.; Semon, J.; Day, D.; Leu, M. Solvent based 3D printing of biopolymer/bioactive glass composite and hydrogel for tissue engineering applications. Procedia CIRP 2017, 65, 38–43. [Google Scholar] [CrossRef]
- De Luna, M.S.; Wang, Y.; Zhai, T.; Verdolotti, L.; Buonocore, G.; Lavorgna, M.; Xia, H. Nanocomposite polymeric materials with 3D graphene-based architectures: From design strategies to tailored properties and potential applications. Prog. Polym. Sci. 2019, 89, 213–249. [Google Scholar] [CrossRef]
- Mashayekhi, S.; Rasoulpoor, S.; Shabani, S.; Esmaeilizadeh, N.; Serati-Nouri, H.; Sheervalilou, R.; Pilehvar-Soltanahmadi, Y. Curcumin-loaded mesoporous silica nanoparticles/nanofiber composites for supporting long-term proliferation and stemness preservation of adipose-derived stem cells. Int. J. Pharm. 2020, 587, 119656. [Google Scholar] [CrossRef] [PubMed]
- Baptista, C.; Azagury, A.; Shin, H.; Baker, C.M.; Ly, E.; Lee, R.; Mathiowitz, E. The effect of temperature and pressure on polycaprolactone morphology. Polymer 2020, 191, 122227. [Google Scholar] [CrossRef]
- Chinaglia, D.L.; Gregorio, R., Jr.; Stefanello, J.C.; Pisani Altafim, R.A.; Wirges, W.; Wang, F.; Gerhard, R. Influence of the solvent evaporation rate on the crystalline phases of solution-cast poly(vinylidene fluoride) films. J. Appl. Polym. Sci. 2010, 116, 785–791. [Google Scholar] [CrossRef]
- Di Maro, M.; Duraccio, D.; Malucelli, G.; Faga, M. High density polyethylene composites containing alumina-toughened zirconia particles: Mechanical and tribological behavior. Compos. Part B Eng. 2021, 217, 108892. [Google Scholar] [CrossRef]
- Castilla-Cortázar, I.; Vidaurre, A.; Marí, B.; Campillo-Fernández, A.J. Morphology, crystallinity, and molecular weight of poly(ε-caprolactone)/graphene oxide hybrids. Polymers 2019, 11, 1099. [Google Scholar] [CrossRef] [PubMed]
- Najafabadi, F.M.; Karbasi, S.; Benisi, S.Z.; Shojaei, S.; Poursamar, S.A.; Azadani, R.N. Evaluation of the effects of alumina nanowire on 3D printed polycaprolactone/magnetic mesoporous bioactive glass scaffold for bone tissue engineering applications. Mater. Chem. Phys. 2023, 303, 127616. [Google Scholar] [CrossRef]
- Mofokeng, J.; Luyt, A. Morphology and thermal degradation studies of melt-mixed poly(lactic acid)(PLA)/poly(ε-caprolactone)(PCL) biodegradable polymer blend nanocomposites with TiO2 as filler. Polym. Test. 2015, 45, 93–100. [Google Scholar] [CrossRef]
- Correlo, V.M.; Boesel, L.F.; Bhattacharya, M.; Mano, J.F.; Neves, N.M.; Reis, R.L. Hydroxyapatite reinforced chitosan and polyester blends for biomedical applications. Macromol. Mater. Eng. 2005, 290, 1157–1165. [Google Scholar] [CrossRef]
- Nunes, R.W.; Martin, J.R.; Johnson, J.F. Influence of molecular weight and molecular weight distribution on mechanical properties of polymers. Polym. Eng. Sci. 1982, 22, 205–228. [Google Scholar] [CrossRef]
- Serra, T.; Planell, J.A.; Navarro, M. High-resolution PLA-based composite scaffolds via 3-D printing technology. Acta Biomater. 2013, 9, 5521–5530. [Google Scholar] [CrossRef] [PubMed]
- Woodruff, M.A.; Hutmacher, D.W. The return of a forgotten polymer—Polycaprolactone in the 21st century. Prog. Polym. Sci. 2010, 35, 1217–1256. [Google Scholar] [CrossRef]
- Peterson, G.I.; Ko, W.; Hwang, Y.-J.; Choi, T.-L. Mechanochemical degradation of amorphous polymers with ball-mill grinding: Influence of the glass transition temperature. Macromolecules 2020, 53, 7795–7802. [Google Scholar] [CrossRef]
- Park, B.; Peterson, G.I. Comparing molecular weight models for polymer degradation with ball-mill grinding. Polym. Degrad. Stab. 2023, 218, 110549. [Google Scholar] [CrossRef]
- Nilagiri Balasubramanian, K.B.; Ramesh, T. Role, effect, and influences of micro and nano-fillers on various properties of polymer matrix composites for microelectronics: A review. Polym. Adv. Technol. 2018, 29, 1568–1585. [Google Scholar] [CrossRef]
- Rahaman, M.; Aldalbahi, A.; Bhagabati, P. Preparation/processing of polymer–carbon composites by different techniques. In Carbon-Containing Polymer Composites; Springer: Singapore, 2019; pp. 99–124. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PCL | PCL/ATZ 90/10 | PCL/ATZ 80/20 | PCL/ATZ 60/40 | |
|---|---|---|---|---|
| PCL (g) | 3 | 2.7 | 2.4 | 1.8 |
| ATZ (g) | / | 0.3 | 0.6 | 1.2 |
| CHCl3 (mL) | 22.55 | 22.55 | 22.55 | 22.55 |
| PCL | PCL/ATZ 90/10 | PCL/ATZ 80/20 | PCL/ATZ 60/40 | |
|---|---|---|---|---|
| PCL (g) | 3 | 2.7 | 2.4 | 1.8 |
| ATZ (g) | / | 0.3 | 0.6 | 1.2 |
| Sample | xc (%) | Mw (Da) | Mn (Da) | IV (dL/g) |
|---|---|---|---|---|
| PCL | 52 ± 1 | 97,411 | 55,172 | 1.135 |
| PCL_3D SC | 50 ± 1 | 65,251 | 37,449 | 1.092 |
| PCL_3D M | 49 ± 2 | 61,757 | 32,876 | 1.068 |
| PCL/ATZ 90/10 SC | 54 ± 1 | 68,895 | 51,668 | 1.094 |
| PCL/ATZ 80/20 SC | 54 ± 1 | 59,614 | 39,653 | 0.936 |
| PCL/ATZ 60/40 SC | 54 ± 1 | 49,227 | 27,322 | 0.649 |
| PCL/ATZ 90/10 M | 53 ± 2 | 53,169 | 44,876 | 0.991 |
| PCL/ATZ 80/20 M | 53 ± 1 | 46,690 | 39,111 | 0.829 |
| PCL/ATZ 60/40 M | 52 ± 2 | 31,073 | 23,041 | 0.637 |
| Sample | E (MPa) | εb (%) | σb (MPa) | Shore D |
|---|---|---|---|---|
| PCL blank 3D-printed | 516 ± 37 | 581 ± 42 | 20.8 ± 2.7 | 56.2 ± 1.3 |
| PCL/ATZ 90/10 SC | 630 ± 64 | 533 ± 43 | 21.6 ± 2.1 | 57.3 ± 2.1 |
| PCL/ATZ 80/20 SC | 810 ± 90 | 324 ± 26 | 15.2 ± 0.6 | 62.8 ± 2.5 |
| PCL/ATZ 60/40 SC | 943 ± 205 | 4.7 ± 0.7 | 9.1 ± 0.8 | 65.1 ± 3.1 |
| PCL/ATZ 90/10 M | 521 ± 134 | 430 ± 36 | 22.1 ± 2.8 | 56.1 ± 2.8 |
| PCL/ATZ 80/20 M | 543 ± 277 | 348 ± 41 | 17.2 ± 1.1 | 65.5 ± 1.1 |
| PCL/ATZ 60/40 M | 246 ± 138 | 9.54 ± 4.46 | 10.2 ± 0.6 | 65.7 ± 4.5 |
| Sample | Sa (μm) | Ssk | Sku |
|---|---|---|---|
| Neat PCL | 6.461 | −0.0823 | 2.841 |
| PCL/ATZ 90/10 SC | 9.175 | 0.06053 | 2.707 |
| PCL/ATZ 80/20 SC | 7.484 | 0.504 | 3.035 |
| PCL/ATZ 60/40 SC | 11.03 | 0.3712 | 2.716 |
| PCL/ATZ 90/10 M | 15.73 | −0.2934 | 2.751 |
| PCL/ATZ 80/20 M | 11.63 | −0.02216 | 2.503 |
| PCL/ATZ 60/40 M | 10.71 | −0.1473 | 2.601 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Maro, M.; Pedraza, R.; Mosca Balma, A.; Gomez d’Ayala, G.; Poggetto, G.D.; Malucelli, G.; Roato, I.; Duraccio, D.; Mussano, F.; Faga, M.G. Influence of Dry-Mixing and Solvent Casting Blending Techniques on the Mechanical and Biological Behavior of Novel Biocompatible Poly(ε-caprolactone)/Alumina-Toughened Zirconia Scaffolds Obtained by 3D Printing. J. Compos. Sci. 2024, 8, 194. https://doi.org/10.3390/jcs8060194
Di Maro M, Pedraza R, Mosca Balma A, Gomez d’Ayala G, Poggetto GD, Malucelli G, Roato I, Duraccio D, Mussano F, Faga MG. Influence of Dry-Mixing and Solvent Casting Blending Techniques on the Mechanical and Biological Behavior of Novel Biocompatible Poly(ε-caprolactone)/Alumina-Toughened Zirconia Scaffolds Obtained by 3D Printing. Journal of Composites Science. 2024; 8(6):194. https://doi.org/10.3390/jcs8060194
Chicago/Turabian StyleDi Maro, Mattia, Riccardo Pedraza, Alessandro Mosca Balma, Giovanna Gomez d’Ayala, Giovanni Dal Poggetto, Giulio Malucelli, Ilaria Roato, Donatella Duraccio, Federico Mussano, and Maria Giulia Faga. 2024. "Influence of Dry-Mixing and Solvent Casting Blending Techniques on the Mechanical and Biological Behavior of Novel Biocompatible Poly(ε-caprolactone)/Alumina-Toughened Zirconia Scaffolds Obtained by 3D Printing" Journal of Composites Science 8, no. 6: 194. https://doi.org/10.3390/jcs8060194
APA StyleDi Maro, M., Pedraza, R., Mosca Balma, A., Gomez d’Ayala, G., Poggetto, G. D., Malucelli, G., Roato, I., Duraccio, D., Mussano, F., & Faga, M. G. (2024). Influence of Dry-Mixing and Solvent Casting Blending Techniques on the Mechanical and Biological Behavior of Novel Biocompatible Poly(ε-caprolactone)/Alumina-Toughened Zirconia Scaffolds Obtained by 3D Printing. Journal of Composites Science, 8(6), 194. https://doi.org/10.3390/jcs8060194