
Characterization of Posidonia oceanica Fibers High-Density Polyethylene Composites: Reinforcing Potential and Effect of Coupling Agent


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparation of POF/HDPE Composites
2.2. Characterization
3. Results
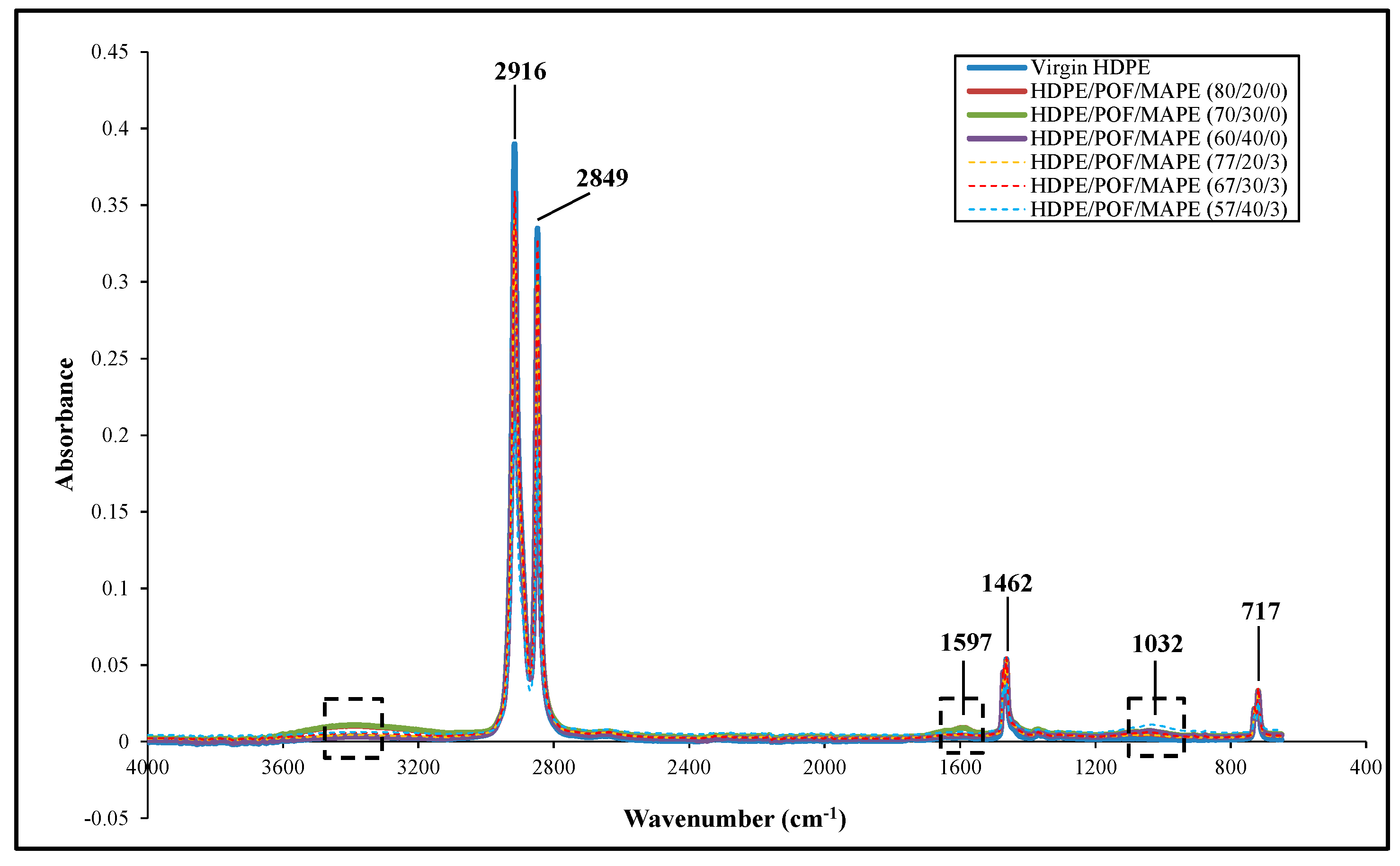
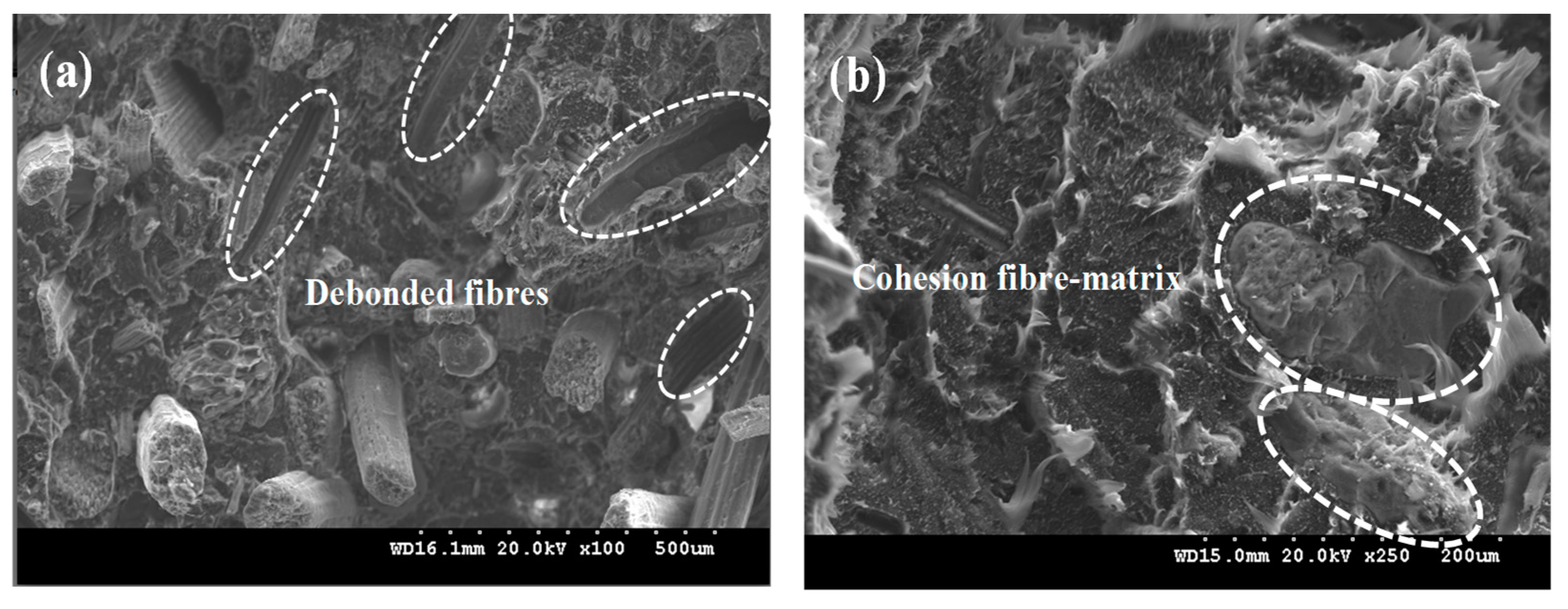
3.1. Surface Chemistry
3.2. Thermal Stability
3.2.1. Thermogravimetric Analysis
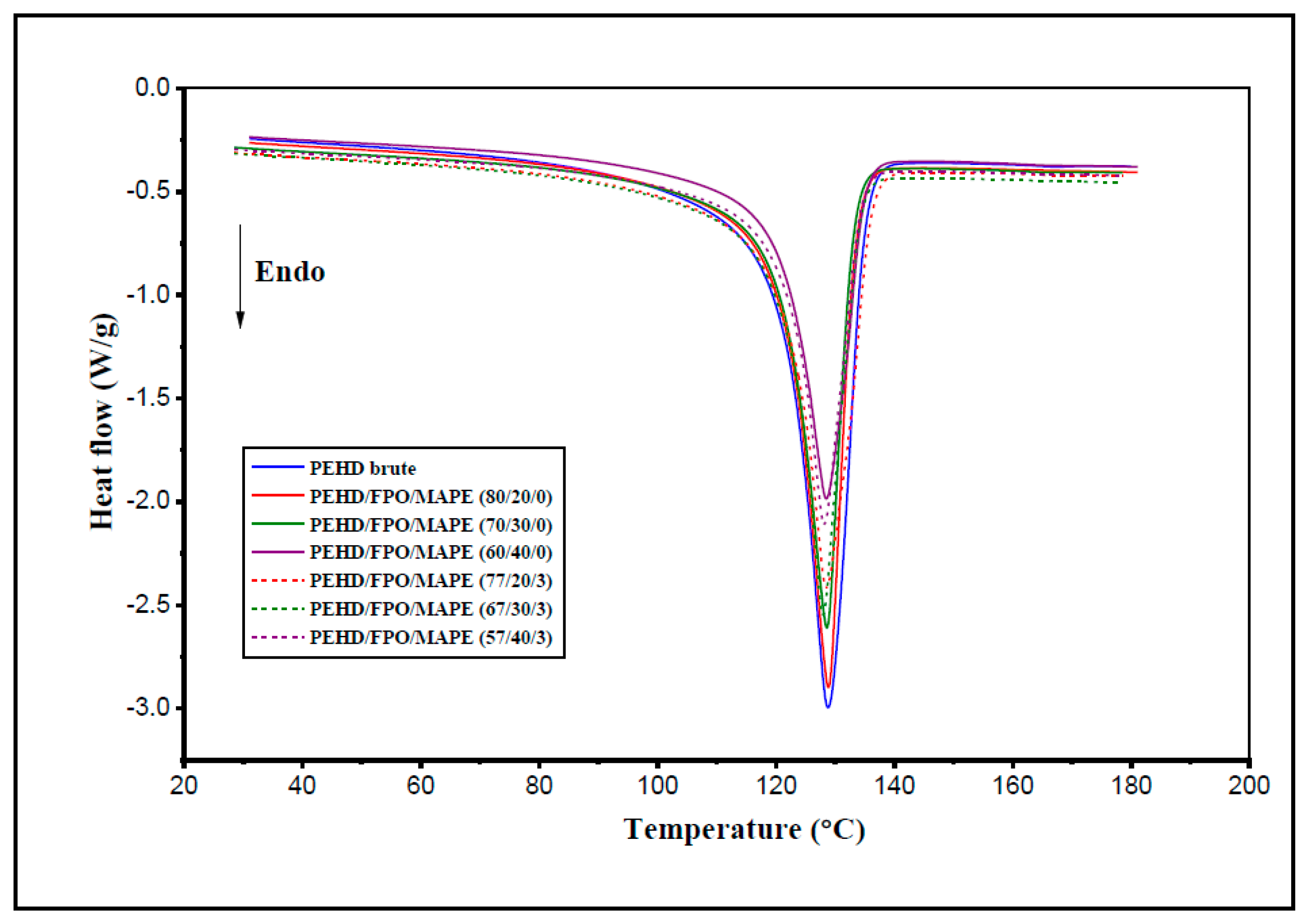
3.2.2. Differential Scanning Calorimetry (DSC)
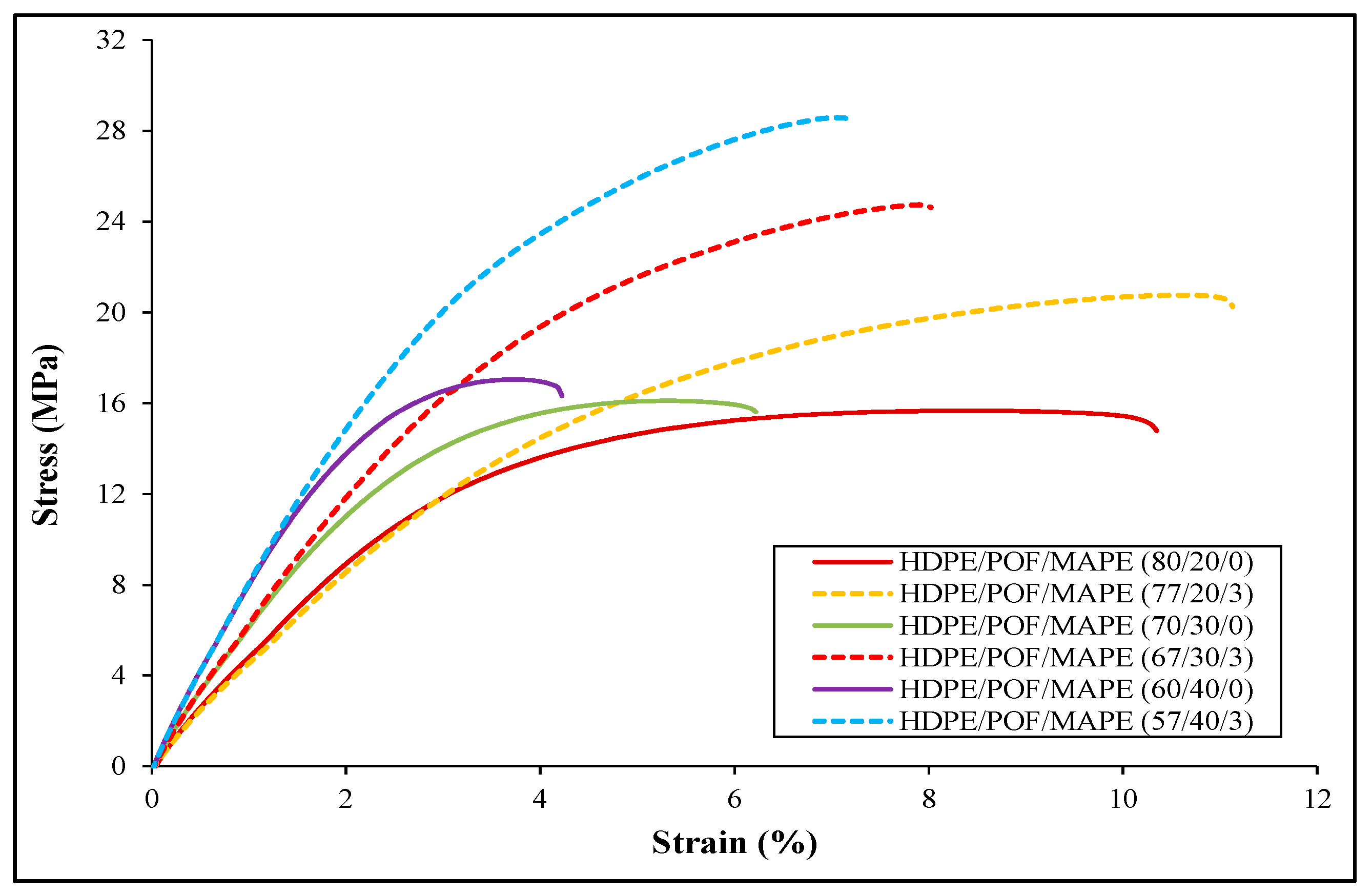
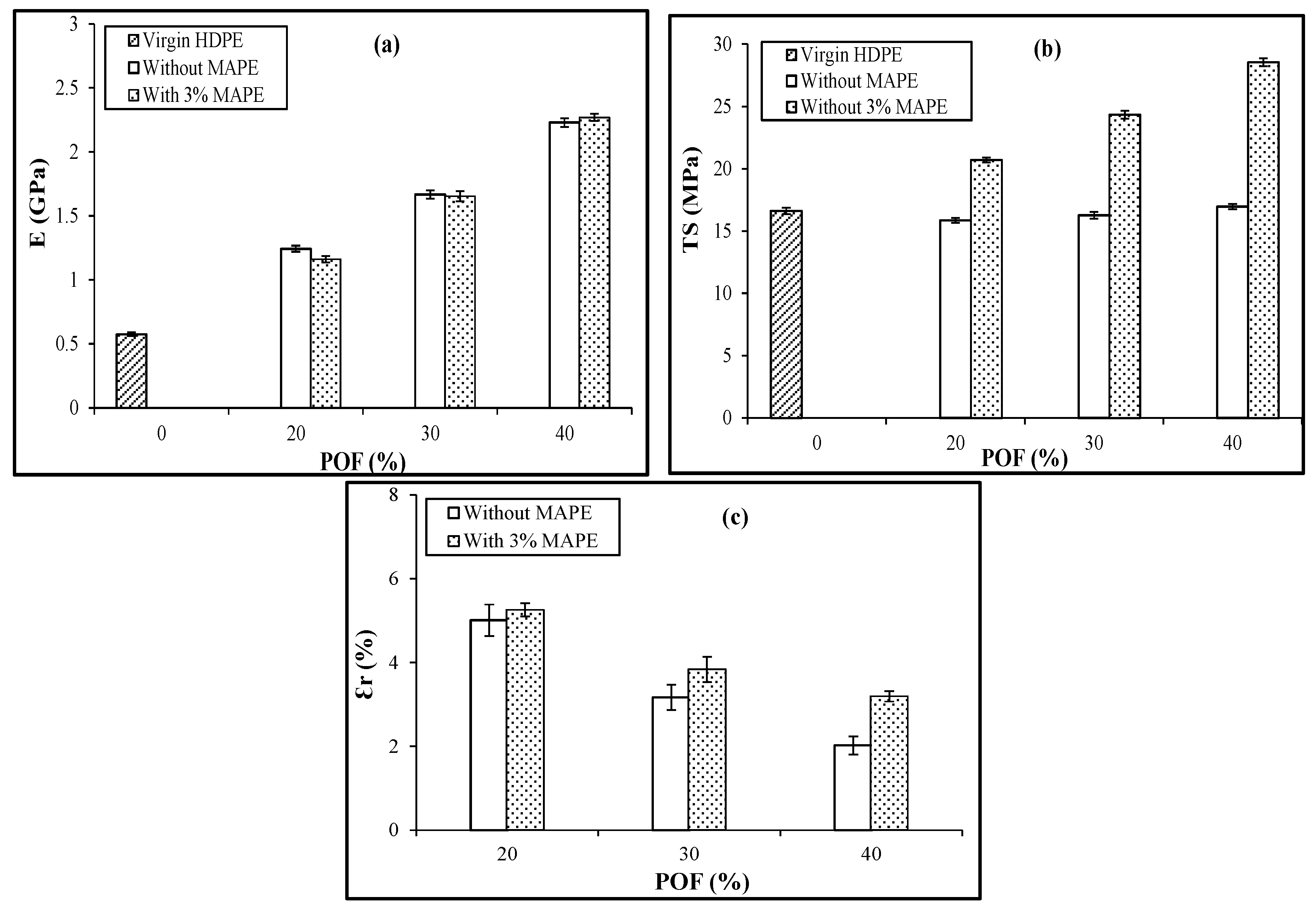
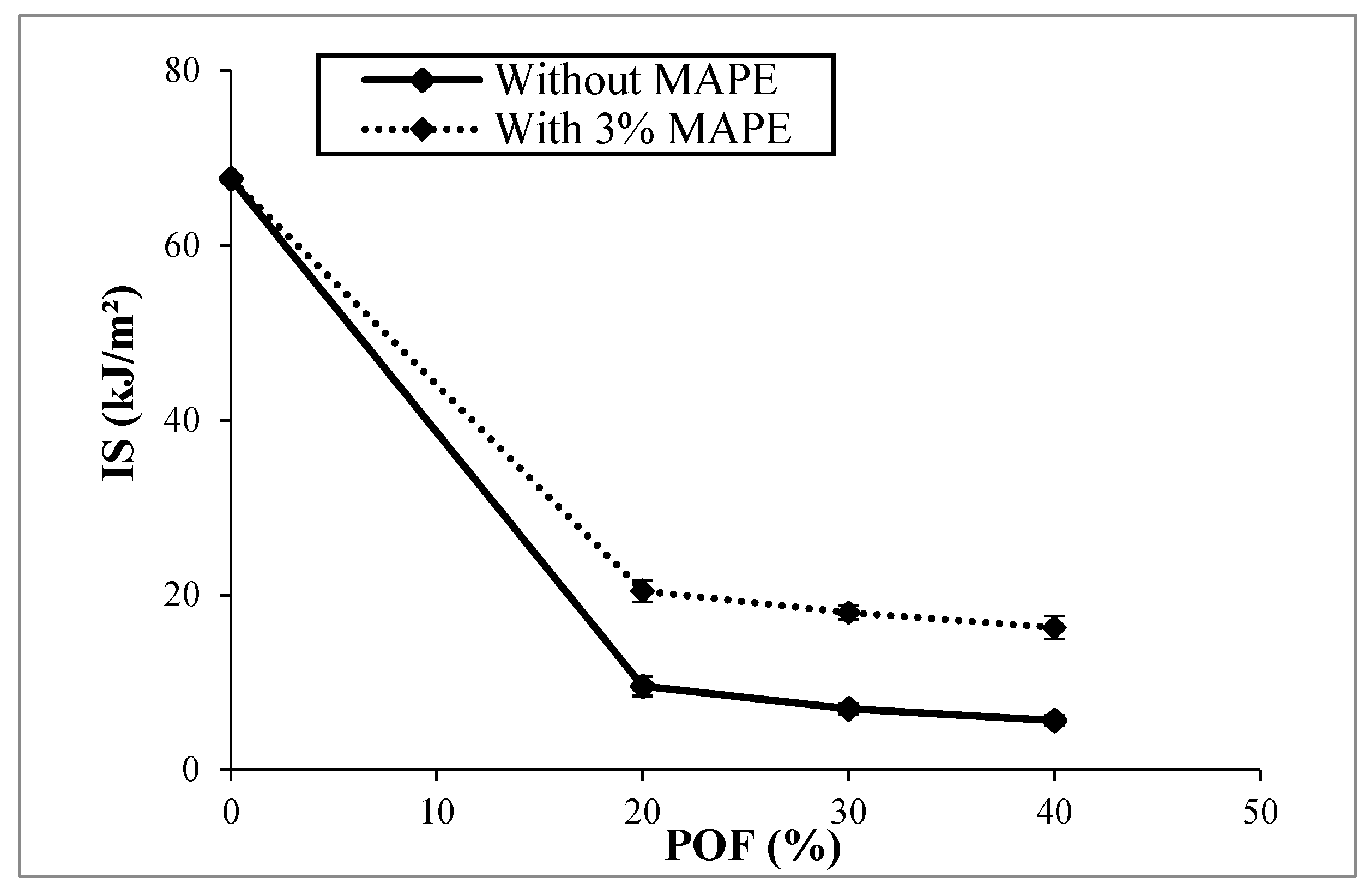
3.3. Mechanical Properties of HDPE/POF Composites
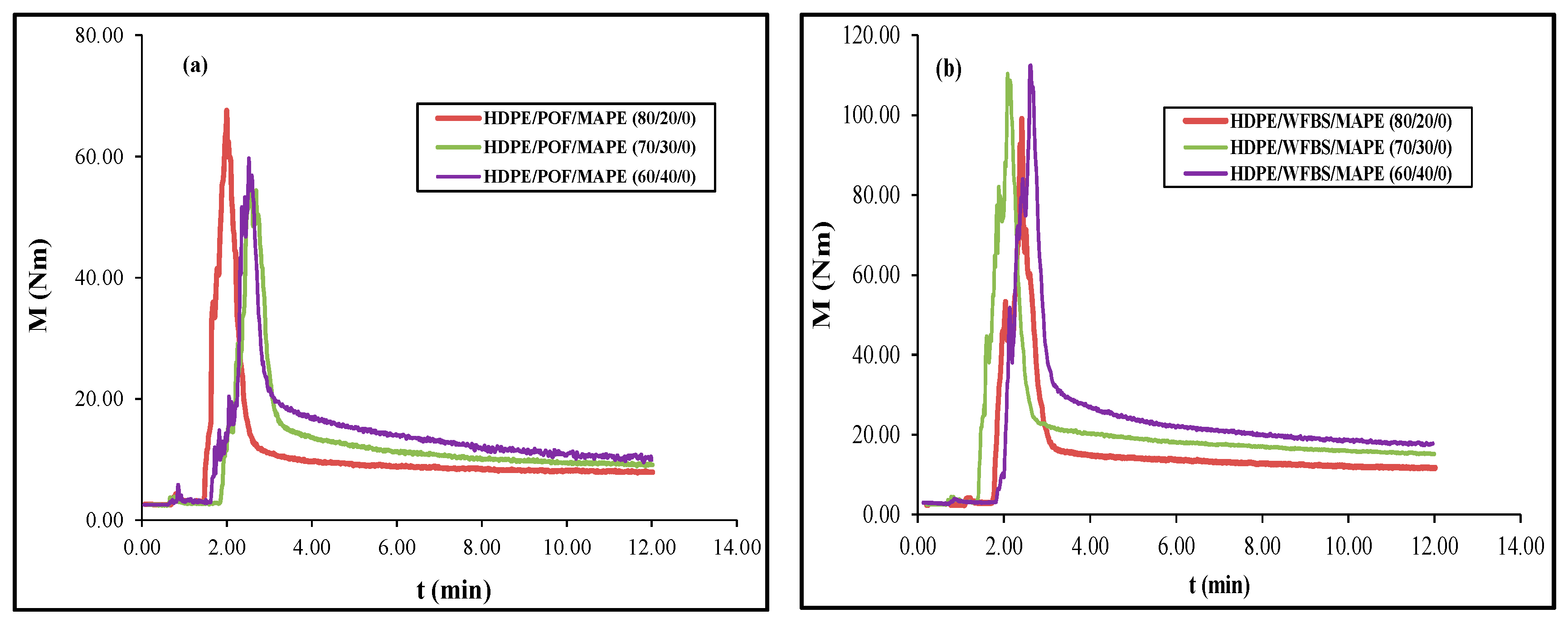
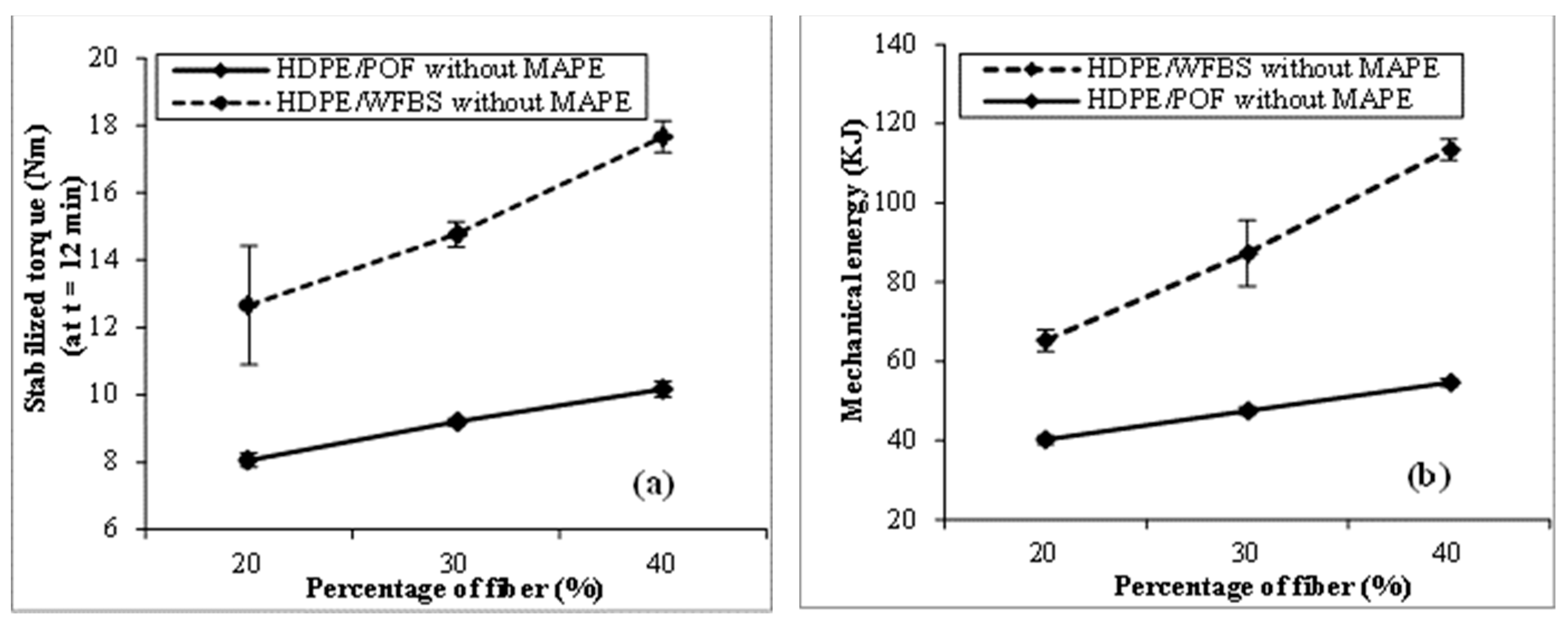
3.4. Torque Rheology
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Boukettaya, S.; Alawar, A.; Almaskari, F.; Ben Daly, H.; Abdala, A.; Chatti, S. Modeling of water diffusion mechanism in polypropylene/date palm fiber composite materials. J. Compos. Mater. 2018, 52, 2651–2659. [Google Scholar] [CrossRef]
- El Abbassi, F.E.; Assarar, M.; Ayad, R.; Sabhi, H.; Buet, S.; Lamdouar, N. Effect of recycling cycles on the mechanical and damping properties of short alfa fibre reinforced polypropylene composite. J. Renew. Mater. 2019, 7, 253. [Google Scholar] [CrossRef]
- Haddar, M.; Ben Slim, Y.; Koubaa, S. Mechanical and water absorption behavior of thermoset matrices reinforced with natural fiber. Polym. Compos. 2022, 43, 3481–3495. [Google Scholar] [CrossRef]
- Zhao, X.; Copenhaver, K.; Wang, L.; Korey, M.; Gardner, D.J.; Li, K.; Lamm, M.E.; Kishore, V.; Bhagia, S.; Tajvidi, M.; et al. Recycling of natural fiber composites: Challenges and opportunities. Resour. Conserv. Recy. 2022, 177, 105962. [Google Scholar] [CrossRef]
- Rangappa, S.M.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Ozbakkaloglu, T. Lignocellulosic fiber reinforced composites: Progress, performance, properties, applications, and future perspectives. Polym. Compos. 2022, 43, 645–691. [Google Scholar] [CrossRef]
- Naik, N.; Sooriyaperakasam, N.; Abeykoon, Y.K.; Wijayarathna, Y.S.; Pranesh, G.; Roy, S.; Negi, R.; Aakif, B.K.; Kulatungag, A.; Kandasamy, J. Sustainable Green Composites: A Review of Mechanical Characterization, Morphological Studies, Chemical Treatments and their Processing Methods. J. Comput. Mech. Manag. 2022, 1, 66–81. [Google Scholar] [CrossRef]
- Chandrasekar, M.; Shahroze, R.M.; Ishak, M.R.; Saba, N.; Jawaid, M.; Senthilkumar, K.; Kumar, T.S.M.; Siengchin, S. Flax and sugar palm reinforced epoxy composites: Effect of hybridization on physical, mechanical, morphological and dynamic mechanical properties. Mater. Res. Express 2019, 6, 105331. [Google Scholar] [CrossRef]
- More, A.P. Flax fiber–based polymer composites: A review. Adv. Compos. Hybrid. Mater. 2022, 5, 1–20. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Rafidah, M.; Azrina, A.; Razman, M.R. Dynamic mechanical behaviour of kenaf cellulosic fibre biocomposites: A comprehensive review on chemical treatments. Cellulose 2021, 28, 2675–2695. [Google Scholar] [CrossRef]
- Messaoui, S.; Borchani, K.E.; Ghali, L.; Guermazi, N.; Haddar, N.; Msahli, S. Effect of a New Composition Ratio and of a New Chemical Treatment on Natural Alfa Fiber/polypropylene Composites Manufacturing and Their Mechanical Properties. J. Nat. Fibers 2022, 19, 10126–10141. [Google Scholar] [CrossRef]
- Mousavi, S.R.; Zamani, M.H.; Estaji, S.; Tayouri, M.I.; Arjmand, M.; Jafari, S.H.; Nouranian, S.; Khonakdar, H.A. Mechanical properties of bamboo fiber-reinforced polymer composites: A review of recent case studies. J. Mater. Sci. 2022, 57, 3143–3167. [Google Scholar] [CrossRef]
- Radzi, A.M.; Zaki, S.A.; Hassan, M.Z.; Ilyas, R.A.; Jamaludin, K.R.; Daud, M.Y.M.; Aziz, S.A.A. Bamboo-Fiber-Reinforced thermoset and thermoplastic polymer composites: A review of properties, fabrication, and potential applications. Polymers 2022, 14, 1387. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Ishak, M.R.; Syamsir, A.; Nurazzi, N.M.; Sabaruddin, F.A.; Shazleen, S.S.; Norrrahim, M.N.F.; Rafidah, M.; Ilyas, R.A.; Rashid, M.Z.A.; et al. Mechanical properties of oil palm fibre-reinforced polymer composites: A review. J. Mater. Res. Technol. 2022, 17, 33–65. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Norrrahim, M.N.F.; Nurazzi, N.M.; Shazleen, S.S.; Ilyas, R.A.; Rafidah, M.; Razman, M.R. Recent advances of thermal properties of sugar palm lignocellulosic fibre reinforced polymer composites. Int. J. Biol. Macromol. 2021, 193, 1587–1599. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Rafidah, M.; Ebadi, S.; Azrina, A.; Razman, M.R. Mechanical properties of sugar palm lignocellulosic fibre reinforced polymer composites: A review. Cellulose 2022, 29, 6493–6516. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Syamsir, A.; Supian, A.B.M.; Usman, F.; Ilyas, R.A.; Nurazzi, N.M.; Norrrahim, M.N.F.; Razman, M.R.; Zakaria, S.Z.S.; Sharma, S.; et al. Sugar palm fibre-reinforced polymer composites: Influence of chemical treatments on its mechanical properties. Materials 2022, 15, 3852. [Google Scholar] [CrossRef] [PubMed]
- Chandekar, H.; Chaudhari, V.; Waigaonkar, S. A review of jute fiber reinforced polymer composites. Mater. Today Proc. 2020, 6, 2079–2082. [Google Scholar] [CrossRef]
- Sahoo, G.; Kamalakannan, R.; Pradeep, G.M.; Manivelmuralidaran, V.; Girimurugan, R. A process of analyzing the performance evaluation of sisal fiber in fiber reinforced composites. Mater. Today Proc. 2022, 56, 3201–3206. [Google Scholar] [CrossRef]
- Stelea, L.; Filip, I.; Lisa, G.; Ichim, M.; Drobotă, M.; Sava, C.; Mureșan, A. Characterisation of hemp fibres reinforced composites using thermoplastic polymers as matrices. Polymers 2022, 14, 481. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. Jom 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Mastura, M.T.; Sapuan, S.M.; Mansor, M.R.; Nuraini, A.A. Materials selection of thermoplastic matrices for ‘green’ natural fibre composites for automotive anti-roll bar with particular emphasis on the environment. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 111–119. [Google Scholar] [CrossRef]
- Jaafar, J.; Siregar, J.P.; Salleh, S.M.; Hamdan, M.M.H.; Cionita, T.; Rihayat, T. Important considerations in manufacturing of natural fiber composites: A review. Int. J. Precis. Eng. Manuf.-Green Technol. 2019, 6, 647–664. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Valášek, P.; Ruggiero, A.; Müller, M. Experimental description of strength and tribological characteristic of EFB oil palm fibres/epoxy composites with technologically undemanding preparation. Compos. Part B Eng. 2017, 122, 79–88. [Google Scholar] [CrossRef]
- Haddar, M.; Elloumi, A.; Koubaa, A.; Bradai, C.; Migneault, S.; Elhalouani, F. Synergetic effect of Posidonia oceanica fibers and deinking paper sludge on the thermo-mechanical properties of high-density polyethylene composites. Ind. Crops Prod. 2018, 121, 26–35. [Google Scholar] [CrossRef]
- Kim, J.W.; Lee, D.G. Study on the fiber orientation during compression molding of reinforced thermoplastic composites. Int. J. Precis. Eng. Manuf.-Green. Tech. 2014, 1, 335–339. [Google Scholar] [CrossRef]
- Haddar, M.; Koubaa, S.; Issaoui, M.; Frikha, A. Optimization in the reprocessing of recycled polyamide 6 reinforced with 30 wt% Glass Fiber (PA6/GF30) using mixture design. Polym. Adv. Technol. 2024, 35, e6240. [Google Scholar] [CrossRef]
- Correa-Aguirre, J.P.; Luna-Vera, F.; Caicedo, C.; Vera-Mondragón, B.; Hidalgo-Salazar, M.A. The effects of reprocessing and fiber treatments on the properties of polypropylene-sugarcane bagasse biocomposites. Polymers 2020, 12, 1440. [Google Scholar] [CrossRef] [PubMed]
- Latif, R.; Wakeel, S.; Khan, N.Z.; Siddiquee, A.N.; Verma, S.L.; Khan, Z.A. Surface treatments of plant fibers and their effects on mechanical properties of fiber-reinforced composites: A review. J. Reinf. Plast. Compos. 2019, 38, 15–30. [Google Scholar] [CrossRef]
- Shekar, H.S.; Ramachandra, M. Green Composites: A Review. Mater. Today Proc. 2018, 5, 2518–2526. [Google Scholar] [CrossRef]
- Zainal, M.; Santiagoo, R.; Ayob, A.; Ghani, A.A.; Mustafa, W.A.; Othman, N.S. Thermal and mechanical properties of chemical modification on sugarcane bagasse mixed with polypropylene and recycle acrylonitrile butadiene rubber composite. J. Thermoplast. Compos. Mater. 2020, 33, 1533–1554. [Google Scholar] [CrossRef]
- Madhavi, S.; Raju, N.V.; Johns, J. Characterization of bamboo-polypropylene composites: Effect of coupling agent. Fibers Polym. 2021, 22, 3183–3191. [Google Scholar] [CrossRef]
- Li, Y. Effect of coupling agent concentration, fiber content, and size on mechanical properties of wood/HDPE composites. Int. J. Polym. Mater. Polym. Biomater. 2012, 61, 882–890. [Google Scholar] [CrossRef]
- Hachaichi, A.; Nekkaa, S.; Amroune, S.; Jawaid, M.; Alothman, O.Y.; Dufresne, A. Effect of alkali surface treatment and compatibilizer agent on tensile and morphological properties of date palm fibers-based high-density polyethylene biocomposites. Polym. Compos. 2022, 43, 7211–7221. [Google Scholar] [CrossRef]
- Bouafif, H.; Koubaa, A.; Perré, P.; Cloutier, A.; Riedl, B. Wood particle/high-density polyethylene composites: Thermal sensitivity and nucleating ability of wood particles. J. Appl. Polym. Sci. 2009, 113, 593–600. [Google Scholar] [CrossRef]
- Wunderlich, B. Macromolecular Physics II; Academic Press: New York, NY, USA, 1973. [Google Scholar]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2003; p. 15.
- ASTM D4812; Standard Test Method for Unnotched Cantilever Beam Impact Resistance of Plastics. ASTM International: West Conshohocken, PA, USA, 1999; p. 11.
- Araujo, J.R.; Mano, B.; Teixeira, G.M.; Spinacé, M.A.S.; De Paoli, M.A. Biomicrofibrilar composites of high-density polyethylene reinforced with curaua fibers: Mechanical, interfacial and morphological properties. Compos. Sci. Tech. 2010, 70, 1637–1644. [Google Scholar] [CrossRef]
- Haddar, M.; Elloumi, A.; Koubaa, A.; Bradai, C.; Migneault, S.; Elhalouani, F. Effect of high content of deinking paper sludge (DPS) on the reinforcement of HDPE. J. Polym. Environ. 2017, 25, 617–627. [Google Scholar] [CrossRef]
- Kaci, M.; Hamma, A.; Pillin, I.; Grohens, Y. Effect of reprocessing cycles on the morphology and properties of poly(propylene)/wood flour composites compatibilized with EBAGMA terpolymer. Macromol. Mater. Eng. 2009, 294, 532–540. [Google Scholar] [CrossRef]
- Essabir, H.; Boujmal, R.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R.; Qaiss, A.E.K. Mechanical and thermal properties of hybrid composites: Oil-palm fiber/clay reinforced high-density polyethylene. Mech. Mater. 2016, 98, 36–43. [Google Scholar] [CrossRef]
- Balasuriya, P.W.; Ye, L.; Mai, Y.W.; Wu, J. Mechanical properties of wood flake-polyethylene composites. II. Interface modification. J. Appl. Poly. Sci. 2002, 83, 2505–2521. [Google Scholar] [CrossRef]
- Părpăriţă, E.; Darie, R.N.; Popescu, C.M.; Uddin, M.A.; Vasile, C. Structure-morphology-mechanical properties relationship of some polypropylene/lignocellulosic composites. Mater. Des. 2014, 56, 763–772. [Google Scholar] [CrossRef]
- Lisperguer, J.; Perez, P.; Urizar, S. Structure and thermal properties of lignins: Characterization by infrared spectroscopy and differential scanning calorimetry. J. Chil. Chem. Soc. 2009, 54, 460–463. [Google Scholar] [CrossRef]
- Robledo-Ortíz, J.R.; González-López, M.E.; Rodrigue, D.; Gutiérrez-Ruiz, J.F.; Prezas-Lara, F.; Pérez-Fonseca, A.A. Improving the compatibility and mechanical properties of natural fibers/green polyethylene biocomposites produced by rotational molding. J. Polym. Environ. 2020, 28, 1040–1049. [Google Scholar] [CrossRef]
- Mulinari, D.R.; Voorwald, H.J.; Cioffi, M.O.; da Silva, M.L. Cellulose fiber-reinforced high-density polyethylene composites—Mechanical and thermal properties. J. Compos. Mater. 2017, 51, 1807–1815. [Google Scholar] [CrossRef]
- Tazi, M.; Erchiqui, F.; Godard, F.; Kaddami, H.; Ajji, A. Characterization of rheological and thermophysical properties of HDPE-wood composite. J. Appl. Polym. Sci. 2014, 131, 40495–40506. [Google Scholar] [CrossRef]
- Mulinari, D.R.; Guedes, J.R.; Simba, B.G. Low-density polyethylene composites reinforced with Australian King Palm fibers: Mechanical and thermal properties. Polym. Bull. 2017, 74, 4549–4559. [Google Scholar] [CrossRef]
- Torres-Tello, E.V.; Robledo-Ortíz, J.R.; González-García, Y.; Pérez-Fonseca, A.A.; Jasso-Gastinel, C.F.; Mendizábal, E. Effect of agave fiber content in the thermal and mechanical properties of green composites based on polyhydroxybutyrate or poly (hydroxybutyrate-co-hydroxyvalerate). Ind. Crops Prod. 2017, 99, 117–125. [Google Scholar] [CrossRef]
- Roumeli, E.; Terzopoulou, Z.; Pavlidou, E.; Chrissafis, K.; Papadopoulou, E.; Athanasiadou, E.; Triantafyllidis, K.; Bikiaris, D.N. Effect of maleic anhydride on the mechanical and thermal properties of hemp/high-density polyethylene green composites. J. Therm. Anal. Calorim. 2015, 121, 93–105. [Google Scholar] [CrossRef]
- Yang, H.S.; Wolcott, M.P.; Kim, H.S.; Kim, H.J. Thermal properties of lignocellulosic filler-thermoplastic polymer bio-composites. J. Therm. Anal. Calorim. 2005, 82, 157–160. [Google Scholar] [CrossRef]
- Ferrero, B.; Fombuena, V.; Fenollar, O.; Boronat, T.; Balart, R. Development of natural fiber-reinforced plastics (NFRP) based on biobased polyethylene and waste fibers from Posidonia oceanica seaweed. Polym. Compos. 2015, 36, 1378–1385. [Google Scholar] [CrossRef]
- Borja, Y.; Rieß, G.; Lederer, K. Synthesis and characterization of polypropylene reinforced with cellulose I and II fibers. J. Appl. Polym. Sci. 2006, 101, 364–369. [Google Scholar] [CrossRef]
- Joseph, P.V.; Joseph, K.; Thomas, S.; Pillai, C.K.S.; Prasad, V.S.; Groeninckx, G.; Sarkissova, M. The thermal and crystallisation studies of short sisal fibre reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 253–266. [Google Scholar] [CrossRef]
- Bendahou, A.; Kaddami, H.; Sautereau, H.; Raihane, M.; Erchiqui, F.; Dufresne, A. Short palm tree fibers polyolefin composites: Effect of filler content and coupling agent on physical properties. Macromol. Mater. Eng. 2008, 293, 140–148. [Google Scholar] [CrossRef]
- Khiari, R.; Marrakchi, Z.; Belgacem, M.N.; Mauret, E.; Mhenni, F. New lignocellulosic fiber-reinforced composite materials: A stepforward in the valorization of the Posidonia oceanica balls. Compos. Sci. Technol. 2011, 71, 1867–1872. [Google Scholar] [CrossRef]
- Puglia, D.; Petrucci, R.; Fortunati, E.; Luzi, F.; Kenny, J.M.; Torre, L. Revalorisation of Posidonia oceanica as reinforcement in polyethylene/maleic anhydride grafted polyethylene composites. J. Renew. Mater. 2014, 2, 66–76. [Google Scholar] [CrossRef]
- Ndiaye, D.; Tidjani, A. Effects of coupling agents on thermal behavior and mechanical properties of wood flour/polypropylene composites. J. Compos. Mater. 2012, 46, 3067–3075. [Google Scholar] [CrossRef]
- Naghmouchi, I.; Espinach, F.X.; Mutjé, P.; Boufi, S. Polypropylene composites based on lignocellulosic fillers: How the filler morphology affects the composite properties. Mater. Des. 2015, 65, 454–461. [Google Scholar] [CrossRef]
- Saddem, M.; Koubaa, A.; Bouafif, H.; Migneault, S.; Riedl, B. Effect of fiber and polymer variability on the rheological properties of wood polymer composites during processing. Polym. Compos. 2019, 40, 609–616. [Google Scholar] [CrossRef]
- Teuber, L.; Militz, H.; Krause, A. Processing of wood plastic composites: The influence of feeding method and polymer melt flow rate on particle degradation. J. Appl. Polym. Sci. 2016, 133, 43231. [Google Scholar] [CrossRef]
- Zhang, J.; Koubaa, A.; Xing, D.; Liu, W.; Wang, H.; Wang, X.; Wang, Q. High-performance lignocellulose/polycarbonate biocomposites fabricated by in situ reaction: Structure and properties. Compos. Part A Appl. Sci. Manuf. 2020, 138, 106068. [Google Scholar] [CrossRef]
- Yemele, M.C.N.; Koubaa, A.; Cloutier, A.; Soulounganga, P.; Wolcott, M. Effect of bark fiber content and size on the mechanical properties of bark/HDPE composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 131–137. [Google Scholar] [CrossRef]
- Hamdaoui, O.; Limam, O.; Ibos, L.; Mazioud, A. Thermal and mechanical properties of hardened cement paste reinforced with Posidonia-Oceanica natural fibers. Constr. Build. Mater. 2021, 269, 121339. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Formulations | HDPE Content (wt.%) | POF Content (wt.%) | MAPE Content (wt.%) |
|---|---|---|---|
| Virgin HDPE | 100 | 0 | 0 |
| HDPE/POF/MAPE (80/20/0) | 80 | 20 | 0 |
| HDPE/POF/MAPE (77/20/3) | 77 | 20 | 3 |
| HDPE/POF/MAPE (70/30/0) | 70 | 30 | 0 |
| HDPE/POF/MAPE (67/30/3) | 67 | 30 | 3 |
| HDPE/POF/MAPE (60/40/0) | 60 | 40 | 0 |
| HDPE/POF/MAPE (57/40/3) | 57 | 40 | 3 |
| Samples | Tonset (°C) * | Degradation Step | Temperature Range (°C) | Weight Loss (%) | DTGmax (°C) |
|---|---|---|---|---|---|
| Virgin HDPE | 388.8 ± 6.7 | First | - | - | - |
| Second | 320–500 | 99.8 ± 0.6 | 460.5 ± 2.7 | ||
| HDPE/POF/MAPE (80/20/0) | 304.8 ± 1.1 | First | 220–350 | 9.5 ± 0.1 | 318.3 ± 0.5 |
| Second | 350–520 | 82.1 ± 0.0 | 457.8 ± 1.1 | ||
| HDPE/POF/MAPE (70/30/0) | 286.0 ± 4.2 | First | 220–350 | 12.6 ± 0.2 | 318.3 ± 0.5 |
| Second | 350–520 | 73.7 ± 0.8 | 463.1 ± 1.1 | ||
| HDPE/POF/MAPE (60/40/0) | 278.5 ± 0.7 | First | 220–350 | 16.0 ± 0.1 | 317.2 ± 1.1 |
| Second | 350–520 | 66.1 ± 0.1 | 462.0 ± 0.5 |
| Sample | Tm (°C) | ∆Hm (J/g) | χc (%) |
|---|---|---|---|
| Virgin HDPE Polymer | 128.7 ± 0.1 | 195.7 ± 3.1 | 67.9 ± 1.1 |
| HDPE/POF/MAPE (80/20/0) | 128.8 ± 0.1 | 151.2 ± 0.4 | 65.6 ± 0.2 |
| HDPE/POF/MAPE (70/30/0) | 128.6 ± 0.0 | 137.7 ± 0.1 | 68.3 ± 0.1 |
| HDPE/POF/MAPE (60/40/0) | 128.5 ± 0.1 | 120.9 ± 0.3 | 70 ± 0.2 |
| HDPE/POF/MAPE (77/20/3) | 128.7 ± 0.3 | 154.65 ± 0.1 | 69.7 ± 0.0 |
| HDPE/POF/MAPE (67/30/3) | 128 ± 0.0 | 134.15 ± 0.5 | 69.5 ± 0.3 |
| HDPE/POF/MAPE (57/40/3) | 128.2 ± 0.0 | 118.9 ± 0.4 | 72.4 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haddar, M.; Elloumi, A.; Bradai, C.; Koubaa, A. Characterization of Posidonia oceanica Fibers High-Density Polyethylene Composites: Reinforcing Potential and Effect of Coupling Agent. J. Compos. Sci. 2024, 8, 236. https://doi.org/10.3390/jcs8070236
Haddar M, Elloumi A, Bradai C, Koubaa A. Characterization of Posidonia oceanica Fibers High-Density Polyethylene Composites: Reinforcing Potential and Effect of Coupling Agent. Journal of Composites Science. 2024; 8(7):236. https://doi.org/10.3390/jcs8070236
Chicago/Turabian StyleHaddar, Manel, Ahmed Elloumi, Cheldly Bradai, and Ahmed Koubaa. 2024. "Characterization of Posidonia oceanica Fibers High-Density Polyethylene Composites: Reinforcing Potential and Effect of Coupling Agent" Journal of Composites Science 8, no. 7: 236. https://doi.org/10.3390/jcs8070236