
Post-Forming of Carbon Fibre-Reinforced PEEK Thermoplastic Tubular Structures

Abstract
:1. Introduction
2. Materials and Methods
2.1. CF/PEEK Tube Manufacture
2.2. Post-Forming Experiments
2.2.1. Rotary Draw Bender Setup
2.2.2. Post-Forming Parameters
2.2.3. Post-Forming Method and Experimental Procedure
2.3. Forming Behaviour Characterisation
2.3.1. Measurement Procedures of Fibre Angles
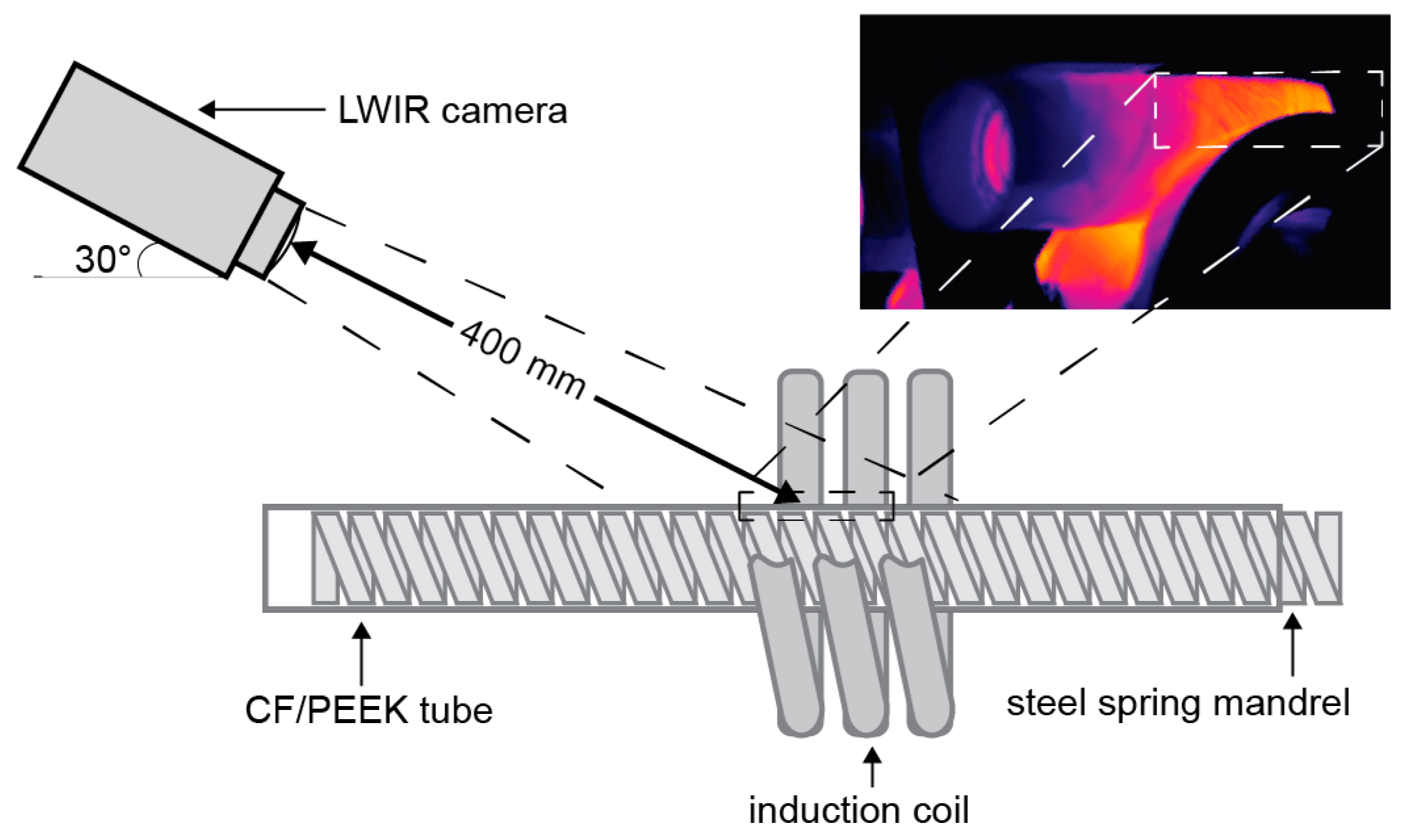
2.3.2. Measurement Procedures of Tube Temperature
3. Results
4. Discussion
4.1. Post-Forming Tube Temperature
4.2. Post-Forming Tube Fibre Angle Change
5. Conclusions
- Fibre angles at the start and end of tube bending zones were unchanged for all four bending angles during forming, indicating the absence of fibre movements beyond tube bending zones;
- The predicted fibre angles were within the standard deviations of the measurements at both tube intrados and extrados for tubes formed to all four bending angles.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, J.; Lin, G.; Vaidya, U.; Wang, H. Past, present and future prospective of global carbon fibre composite developments and applications. Compos. Part B Eng. 2023, 250, 110463. [Google Scholar] [CrossRef]
- Long, A.C.; Clifford, M.J. 1—Composite forming mechanisms and materials characterisation. In Composites Forming Technologies; Long, A.C., Ed.; Woodhead Publishing: Cambridge, UK, 2007; pp. 1–21. [Google Scholar] [CrossRef]
- Zheng, B.; Gao, X.; Li, M.; Deng, T.; Huang, Z.; Zhou, H.; Li, D. Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming. Polymers 2019, 11, 966. [Google Scholar] [CrossRef] [PubMed]
- Goodarzi, M. Study on the Shear Bending Process of Circular Tubes. Ph.D. Thesis, Electrical University of Communication, Tokyo, Japan, 2007; p. 145. [Google Scholar]
- Hamada, H.; Ramakrishna, S. Scaling effects in the energy absorption of carbon-fiber/PEEK composite tubes. Compos. Sci. Technol. 1995, 55, 211–221. [Google Scholar] [CrossRef]
- Hamada, H.; Ramakrishna, S.; Satoh, H. Crushing mechanism of carbon fibre/PEEK composite tubes. Composites 1995, 26, 749–755. [Google Scholar] [CrossRef]
- Burg, K.J.L.; Shalaby, S.W. PES and PEEK. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Oxford, UK, 2001; pp. 6837–6839. [Google Scholar] [CrossRef]
- Kurtz, S.M.; Devine, J.N. PEEK biomaterials in trauma, orthopedic, and spinal implants. Biomaterials 2007, 28, 4845–4869. [Google Scholar] [CrossRef] [PubMed]
- Fink, J.K. Chapter 3—Epoxy Resins. In Reactive Polymers Fundamentals and Applications, 2nd ed.; Fink, J.K., Ed.; Plastics Design Library; William Andrew Publishing: Oxford, UK, 2013; pp. 95–153. [Google Scholar] [CrossRef]
- Hassan, E.A.M.; Ge, D.; Yang, L.; Zhou, J.; Liu, M.; Yu, M.; Zhu, S. Highly boosting the interlaminar shear strength of CF/PEEK composites via introduction of PEKK onto activated CF. Compos. Part A Appl. Sci. Manuf. 2018, 112, 155–160. [Google Scholar] [CrossRef]
- Schäfer, J.; Gries, T. 17—Braiding pultrusion of thermoplastic composites. In Advances in Braiding Technology; Kyosev, Y., Ed.; Woodhead Publishing: Cambridge, UK, 2016; pp. 405–428. [Google Scholar] [CrossRef]
- Tornero, R.G. Composite materials are more present today than ever before in cars. Reinf. Plast. 2015, 59, 131. [Google Scholar] [CrossRef]
- Hastie, J.C.; Guz, I.A.; Kashtalyan, M. Response of carbon/PEEK automotive driveshafts with/without an inner isotropic layer at high temperature considering temperature-dependent material properties. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 237, 1406–1415. [Google Scholar] [CrossRef]
- Miao, Q.; Dai, Z.; Ma, G.; Niu, F.; Wu, D. Effect of consolidation force on interlaminar shear strength of CF/PEEK laminates manufactured by laser-assisted forming. Compos. Struct. 2021, 266, 113779. [Google Scholar] [CrossRef]
- Schäkel, M.; Hosseini, S.M.A.; Janssen, H.; Baran, I.; Brecher, C. Temperature analysis for the laser-assisted tape winding process of multi-layered composite pipes. Procedia CIRP 2019, 85, 171–176. [Google Scholar] [CrossRef]
- Maron, B.; Garthaus, C.; Lenz, F.; Hornig, A.; Hübner, M.; Gude, M. Forming of carbon fiber reinforced thermoplastic composite tubes—Experimental and numerical approaches. AIP Conf. Proc. 2016, 1769, 170028. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Ehard, S.; Kollmannsberger, A.; Compston, P.; Drechsler, K. A laser tape placement process for selective reinforcement of steel with CF/PA6 composites: Effects of surface preparation and laser angle. Mater. Des. 2017, 116, 545–553. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Compston, P. Laser-Assisted Tape Placement of Thermoplastic Composites: The Effect of Process Parameters on Bond Strength. In Sustainable Automotive Technologies 2013: Proceedings of the 5th International Conference ICSAT 2013; Springer: Cham, Switzerland, 2014; pp. 133–141. [Google Scholar] [CrossRef]
- Stokes-Griffin, C.M.; Compston, P. A combined optical-thermal model for near-infrared laser heating of thermoplastic composites in an automated tape placement process. Compos. Part A Appl. Sci. Manuf. 2015, 75, 104–115. [Google Scholar] [CrossRef]
- Engel, B.; Böcking, J. Bending of fibre-reinforced thermoplastic tubes. In Proceedings of the 20th International Conference on Composite Materials, Online, 19–24 July 2015; p. 9. [Google Scholar]
- Kuppusamy, R.R.P.; Rout, S.; Kumar, K. Chapter one—Advanced manufacturing techniques for composite structures used in aerospace industries. In Modern Manufacturing Processes; Kumar, K., Davim, J.P., Eds.; Woodhead Publishing: Cambridge, UK, 2020; pp. 3–12. [Google Scholar] [CrossRef]
- Manabe, K.-I.; Ozaki, J.-I. Bulge forming of braided thermoplastic composite tubes under axial compression and internal pressure. Polym. Compos. 1996, 17, 115–123. [Google Scholar] [CrossRef]
- Li, M.; Stokes-Griffin, C.; Sommacal, S.; Compston, P. Fibre Angle Prediction for Post-Forming of Carbon Fibre Reinforced Composite Tubular Structures. Compos. Part A Appl. Sci. Manuf. 2022, 158, 106948. [Google Scholar] [CrossRef]
- Banno, T.; Rashidi, A.; Crawford, B.; Milani, A.S.; Nakai, A. Development of bend-forming technologies on CFRTP tube. In Proceedings of the Twenty-Second International Conference on Composite Materials, Melbourne, Australia, 11–16 August 2019; p. 6. [Google Scholar]
- Eckardt, S.; Barfuß, D.; Condé-Wolter, J.; Gude, M.; Würfel, V.; Böcking, J. Study on Bend-Forming Behaviour of Thermoplastic Tape-Braided CFRTP Profiles. In Proceedings of the SAMPE Europe Conference 2020, Amsterdam, The Netherlands, 30 September–1 October 2020; p. 9. [Google Scholar]
- Moosbrugger, C. ASM Ready Reference: Electrical and Magnetic Properties of Metals; ASM International: Almere, The Netherlands, 2000. [Google Scholar]
- Mühlbauer, A. History of Induction Heating and Melting; Vulkan-Verlag GmbH: Essen, Germany, 2008. [Google Scholar]
- Li, M.; Stokes-Griffin, C.; Holmes, J.; Sommacal, S.; Compston, P. A Comparison of Internal Mandrel Designs for Rotary Draw Bend Forming of Carbon-fibre/Thermoplastic (PA6) Tubular Structures. Appl. Compos. Mater. 2024, 31, 1259–1273. [Google Scholar] [CrossRef]
- Rousseau, J.; Perreux, D.; Verdière, N. The influence of winding patterns on the damage behaviour of filament-wound pipes. Compos. Sci. Technol. 1999, 59, 1439–1449. [Google Scholar] [CrossRef]
- Li, M.; Stokes-Griffin, C.; Compston, P. Comparative study on the heating methods in the post-forming of carbon reinforced thermoplastic tubular structures. In Proceedings of the Composites meet Sustainability—Proceedings of the 20th European Conference on Compoite Materials, Lausanne, Switzerland, 26–30 June 2022; Volume 2, pp. 472–479. [Google Scholar] [CrossRef]
- Li, M.; Stokes-Griffin, C.; Sommacal, S.; Compston, P. Post-Forming Limits of Carbon Fibre Reinforced Thermoplastic Tubular Structures in a Rotary Draw Bending Process. Key Eng. Mater. 2022, 926, 1379–1386. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bending Angle | 45° | 90° | 135° | 180° |
|---|---|---|---|---|
| Intrados | −0.89 ± 2.90% | −0.44 ± 2.64% | −0.44 ± 2.90% | −0.03 ± 2.56% |
| Extrados | −0.65 ± 3.17% | 0.54 ± 2.93% | −0.43 ± 2.57% | −0.31 ± 2.60% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Stokes-Griffin, C.; Compston, P. Post-Forming of Carbon Fibre-Reinforced PEEK Thermoplastic Tubular Structures. J. Compos. Sci. 2024, 8, 335. https://doi.org/10.3390/jcs8090335
Li M, Stokes-Griffin C, Compston P. Post-Forming of Carbon Fibre-Reinforced PEEK Thermoplastic Tubular Structures. Journal of Composites Science. 2024; 8(9):335. https://doi.org/10.3390/jcs8090335
Chicago/Turabian StyleLi, Mengyuan, Chris Stokes-Griffin, and Paul Compston. 2024. "Post-Forming of Carbon Fibre-Reinforced PEEK Thermoplastic Tubular Structures" Journal of Composites Science 8, no. 9: 335. https://doi.org/10.3390/jcs8090335