Abstract
This study presents the development of a composite film based on low-pressure polyethylene (LPPE) and sunflower husk. The sunflower husk was pretreated with a 4% NaOH solution. Composite films with a thickness of 200 ± 0.20 µm were obtained, containing 40–60 wt.% sunflower husk. The main mechanical properties, water absorption, and surface morphology of the films were analyzed using scanning electron microscopy (SEM). Thermogravimetric (TG) and differential scanning calorimetry (DSC) curves were obtained for sunflower husk, polyethylene, and composite films. The optimal composition of the film components (wt.%) was determined as follows: LPPE—50–55%, sunflower husk—45–50%. The composite film containing 50 wt.% sunflower husk exhibited the following properties: tensile resistance—3.9 ± 0.18 MPa, relative elongation at break—6 ± 0.28%, tensile strain—21 ± 1.02%, modulus of elasticity—108 ± 5.32 MPa, and water absorption over 24 h—2.4%.
1. Introduction
Polymers, extensively utilized as packaging materials, present a significant environmental challenge. The increasing volume of plastic waste, primarily composed of synthetic polymers derived from petrochemical raw materials, is a major environmental pollutant [1].
Currently, an urgent environmental task is to impart degradability to large-tonnage industrial polymers, such as polyethylene and polypropylene. At the same time, the agro-industrial complex generates significant amounts of waste annually, making its rational utilization highly important [2].
Biocomposites are materials composed of two or more components, at least one of which is derived from biological sources [3]. Experimental studies have demonstrated that introducing natural fillers into a polymer matrix can enhance the biodegradability of composite materials [4].
Extensive research is being conducted to develop new polymer composites with enhanced properties compared to unfilled polymers. These materials offer several advantages, including ecological benefits (recyclability, reduced reliance on fossil fuels—studies show that even the partial substitution of traditional polymers with biopolymers can significantly cut fossil fuel consumption and CO2 emissions [3,5,6,7]) and economic benefits (cost reduction—plant fibers can be 20–50% cheaper than glass fibers, making them attractive for mass production, and the use of agricultural waste in composites reduces landfill burdens and creates new market opportunities).
There are two main categories of fillers: organic and inorganic. In this context, polymer composites using fillers from renewable plant raw materials hold a special place [8]. Plant-based resources, such as cellulose and agricultural waste, are increasingly being used as the basis for polymer production. In addition to environmental and economic benefits, plant-based polymer composites offer technical advantages, including lightweight properties, durability, elasticity, and low production costs [9,10,11].
Natural plant fibers are actively used in the automotive, construction, and furniture industries, as well as for mulch films [12,13,14] and packaging [15,16,17]. Various polyethylene-based packaging films with plant fillers have been developed, such as polyethylene film with rubber and polylactide [18]. Polyethylene-based samples with 30 wt.% natural rubber showed visible degradation after soil incubation. The relative elongation of the material increased from 8% to 15.5% with additives, facilitating its application. However, the presence of rubber and polylactide in composites significantly raises production costs.
A study [19] focused on developing a potential packaging material based on polyethylene reinforced with rice husk. The results indicated biodegradation after 21 days of composting, with the highest degradation observed in films containing 50 wt.% rice husk.
Another study [20] explored biodegradable polyethylene-starch packaging materials modified with a surfactant. Over three months of composting, deformation and strength characteristics decreased, indicating biodegradation.
The study by [21] considered the use of straw as a filler for polyethylene, emphasizing the effect of pretreatment on improving mechanical properties. The article noted a moderate improvement in strength with optimal filler content, but a decrease in elasticity. The introduction of straw also changed the thermal stability of the mulching films, reducing the initial decomposition temperature. Such indicators are common when using plant raw materials in a polymer matrix.
In article [22], a composite based on vegetable raw materials (straw) in an epoxy resin matrix was investigated. Composite materials for construction purposes were obtained in the study. With a filler content of more than 40 wt.%, a decrease in strength was observed. The upper operating temperature limit for the epoxy binder was 306 °C, and for the composite with a wheat straw content of 30 wt.%—264 °C. There was also a decrease in the initial decomposition temperature.
Article [23] was devoted to the study of composites based on polypropylene and natural fillers modified with the help of enzymatic preparations under conditions of high shear deformations. The authors studied the optimal modification parameters for different types of fillers. The study showed that surface modification of natural fillers improved the mechanical properties of composites. The results of this study emphasized the importance of modifying the vegetable filler when creating a composite with a polymer matrix.
Therefore, the development of polymer systems from renewable plant raw materials, including agricultural waste, is a relevant research area [24]. The use of renewable raw materials contributes to “green chemistry”, which is increasingly in demand. However, an important aspect is the preservation of the functionality of the materials being processed and the compliance of their physical and mechanical and thermal properties with operational requirements.
Wood flour and fibers are the most commonly used fillers. However, growing environmental concerns, including global warming and biodiversity loss due to deforestation, necessitate research into alternatives to wood [25,26,27].
However, despite a significant amount of work in this field, there is a gap in the research on the effective use of sunflower husk as a functional filler for polymer composites, in particular for films. While wood flour and other plant waste have already been well studied, the potential of sunflower husk as an affordable, renewable, and unique chemical composition material (with high contents of cellulose and lignin) remains insufficiently explored.
The choice of a filler for a polymer matrix is based on its chemical composition and weight percentage. Sunflower husk is a suitable plant-based filler, as it is a significant byproduct of agricultural production, formed during the processing of sunflower seeds for oil and other products. Like other plant waste, the annual volume of sunflower husk varies but generally reaches tens of millions of tons worldwide, making it a major factor in the overall waste problem. Sunflower husk contains 31–42% cellulose, 20–29% lignin, 23–28% pentosans, and small amounts of oily substances [28]. However, certain impurities in sunflower husk can significantly affect the properties and durability of composites, reducing their strength, water resistance, and stability. Therefore, pre-treatment of the husk is necessary to obtain high-quality and durable composite materials.
A key challenge in developing polymer composites with plant fibers is ensuring sufficient adhesion at the interphase boundary. The hydrophilic nature of plant fibers and the hydrophobic polymer matrix often lead to poor interaction, negatively affecting the mechanical properties of the composite. To address this, polyethylene-based composites with improved performance require targeted modification of the plant filler surface. Alkaline treatment has proven to be an effective method for modifying the surface of natural fibers, significantly improving composite mechanical properties, as confirmed by several studies [29].
This study is devoted to the development and investigation of the physical, mechanical, thermal, and water-absorbing characteristics of polyethylene-based composites reinforced with alkali-treated sunflower husks. Alkali treatment removes lignin, hemicellulose, fats, and waxes from the husk’s surface, increasing its roughness and enhancing adhesion to the polymer matrix [30]. Unlike most existing works, which use more traditional methods of filler processing, our study used cryogenic crushing of sunflower husks followed by alkaline treatment, which allowed us to obtain a filler with a high degree of dispersion and a developed surface. We assumed that this would improve the adhesion between the filler and the polymer matrix and, as a result, increase the mechanical and thermal characteristics of the composite film.
An important area for future research is the assessment of the biodegradability of the developed composite materials.
2. Materials and Methods
2.1. Materials
Low-pressure polyethylene (LPPE) powder with a particle size of 400 ± 25 μm, GOST 16338-85 (TH “PolymerInvest”, Moscow, Russia) was used as a matrix. Sunflower husk (JSC “EFKO” Alekseevka, Russia), a waste product of the agricultural industry, was used as a filler. Additionally, 4% NaOH (JSC “Kaustik”, Volgograd, Russia) was used to modify the sunflower husk.
2.2. Method of Composite Film Production
Sunflower husk was used as a filler. The sunflower husk was loaded into a drying cabinet for drying at a temperature of 60 °C for at least 60 min., after which the material was ground in a ball mill for 15 min without heating. The grinding time, both in this and subsequent stages, was selected based on the results of the analysis of the granulometric composition of sunflower husks after grinding. It was found that increasing the grinding time beyond the specified time did not significantly reduce the particle size or increase the specific surface area, but increased energy consumption. Then, the sunflower husk was sieved through a sieve with a mesh size of 0.63 mm. The fraction that was not sieved was subjected to repeated grinding.
The next step was modification of the sunflower husk. When using natural fibers to reinforce polymers, a problem arises related to their hydrophilicity, causing moisture accumulation at the interface. This leads to swelling of the composite, a decrease in its adhesion strength, fiber delamination, a decrease in the glass transition temperature, and a change in its viscoelastic properties [31]. To solve these problems, chemical treatment is used to reduce the number of hydroxyl groups in natural fibers and improve their surface.
The interaction of cellulose with alkali can lead to the formation of additive or molecular compounds through intermolecular forces, mainly hydrogen bonds, or to the formation of alcoholates (celluloses).
The formation of cellulose compounds in aqueous–alkaline solutions is explained by the increased acidity of the hydroxyl group at C2. In aqueous–alkaline solutions, cellulose hydroxyls interact with alkali metal hydroxide ions to form hydrogen bonds.
As a result, a hydration complex can also be formed, in which a water molecule from the hydration shell of the Na+OH ion pair is replaced by a hydroxyl group of cellulose. The mixed structure model considers alkali cellulose as an additive and alcoholic compound [32].
To modify the sunflower husk powder, it was treated with 4% NaOH solution at a ratio of 1:10 (husk weight to solution volume) and kept in an ultrasonic bath at a temperature of 30 °C for 10 min. The NaOH concentration was selected based on preliminary studies [10], which showed that this concentration provides effective removal of lignin and hemicellulose from the surface of sunflower husks without damaging the cellulose structure. Then, the husk was washed from foreign particles and re-soaked in an alkaline solution for 4 h. After this, the husk was washed with distilled water and neutralized with diluted acetic acid to pH = 7. The prepared suspension was placed in a centrifuge to separate the sunflower husk and the solution. Then, the extracted sunflower husk was placed in a drying oven at a temperature of 90 °C and kept for 3 h.
Then, the prepared modified sunflower husk was mixed with low-pressure polyethylene by cryogenic milling using liquid nitrogen at a temperature of −196 °C for 15 min. This temperature is effective, close to the boiling point of liquid nitrogen, and ensures a maximum reduction in the strength of vegetable raw materials, reducing the energy intensity of the process and increasing the fine dispersion of the particles. As a result of milling, low-pressure polyethylene is deeply crushed and mixed with the filler. A uniform distribution of the filler in the polymer is achieved, reducing the stratification and agglomeration of particles.
Also, during the process of joint milling, as a result of abrasion in a cryogenic mill, there is an increase in the concentration of surface defects of the filler. This is due to the disruption of contacts between crystals, along with the rupture of covalent bonds, which creates a developed relief, which in turn allows for a uniform distribution of the filler in the matrix and an increase in reactive bonds [32]. After cryogenic milling, the finished mixture of low-pressure polyethylene and modified husk was subjected to hot pressing into films at a temperature of 140 °C for 5 min, under a pressure of 25 kPa. The resulting film was 200 ± 0.20 μm thick. This method is characterized by the formation of strong physical bonds between the components, which initiate shear deformations that help fill voids and eliminate unfilled pores in the composite structure. Table 1 shows the prepared compositions of the composite film, which were selected based on preliminary studies and allowed us to determine the boundaries of optimal filling for the composite.

Table 1.
Composite film compositions.
2.3. Research Methods
The morphology of the initial particles of the plant raw materials was investigated by scanning electron microscopy (SEM) using a TESCAN MIRA 3 LMU in the secondary electron registration mode.
The atomic elemental composition of the plant raw materials was investigated by energy dispersive spectrometry using a TESCAN MIRA 3 microscope equipped with an EX-2300BU attachment (Tescan, Brno, Czech Republic). This device allows for the analysis of elements from Be to U, with a localization of several microns.
The effects of chemical modifications on the filler surface were observed using a VERTEX 70 FTIR spectrometer (Bruker, Ettlingen, Germany) with a scan rate of 40 and a wavenumber range of 400–4000 cm−1.
The thermal properties of the composite material were studied using an STA 449F1 Jupiter® (NETZSCH-Gerätebau GmbH, Selb, Germany). The characteristics were investigated in an argon (Ar) atmosphere in the temperature range from 20 to 1000 °C.
The physical and mechanical properties of the composite films were measured using a REM-100-A-1-1 testing machine (OOO Metrotest, Bashkortostan, Russia). The tests were carried out according to the ISO 527-3 2018 [33] method (type 2 sample). The tests were conducted at a temperature of 25 °C, a relative humidity of 60%, a deformation rate of 100 mm/min, and a distance between the machine jaws of 75 mm. The samples were cut into pieces (100 × 15 mm), the tests were carried out five times for each sample, and the results were presented as averages.
3. Results and Discussion
3.1. Particle Analysis of Modified Sunflower Husks
- Figure 1 shows images of the modified sunflower husk particles. Analysis of the micrographs of the sunflower husk particles (Figure 1) showed that the particles had plate-like and flake-like shapes. The combination of these shapes can lead to a certain synergistic effect, where plate-like particles provide a larger contact area and improve rigidity, and flake-like particles increase the impact strength and mechanical adhesion. The particle size was 50 ± 14 μm. The micrograph shows that after modification, individual particles combined into large agglomerates up to 300 μm in size. Strong stratification of the particles was also noticeable, which was due to the leaching of essential oils and soluble elements from the material.
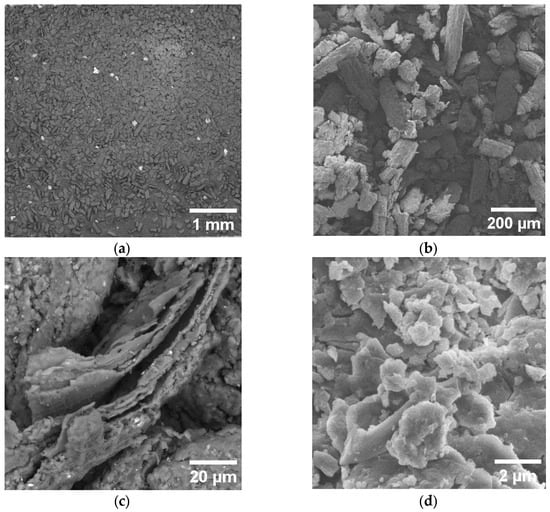
Figure 1.
SEM images of the surface of sunflower seed husk particles after modification at magnifications: (a) 5000 µm (b) 1000 µm (c) 100 µm (d) 10 µm.
Figure 1.
SEM images of the surface of sunflower seed husk particles after modification at magnifications: (a) 5000 µm (b) 1000 µm (c) 100 µm (d) 10 µm.
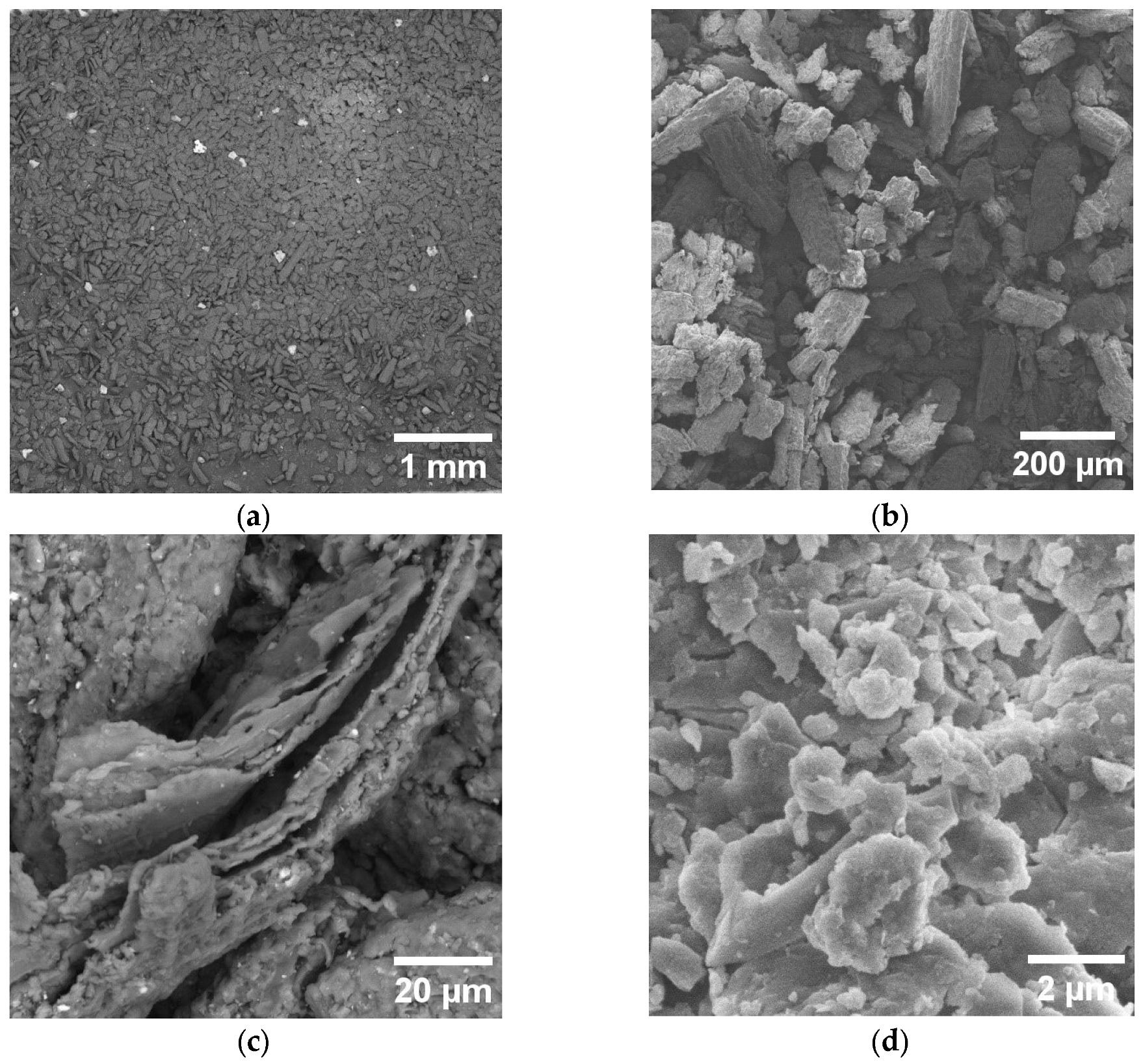
- The spectrum of energy-dispersive microanalysis of the plant filler is presented in Figure 2. The analysis results of the obtained data show that sunflower seed husk consisted mainly of C (54.4%) and O (39.5%) atoms. H atoms are absent on the spectrum because H is out of the range that is registered by the EX-2300BU device. Also, the presence of a small amount of impurity atoms, including Ca, Si, K, Mg, Fe, S, Al, P, and Na, was detected on the spectrum of the sunflower seed husk. A complete multilayer map of energy-dispersive microanalysis of the sunflower seed husk is presented in Figure 3.
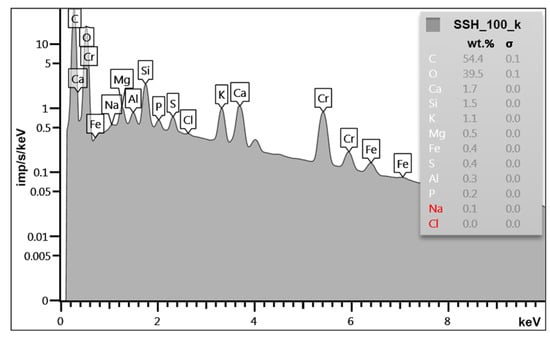
Figure 2.
Spectrum of energy-dispersive microanalysis of modified sunflower seed husk.
Figure 2.
Spectrum of energy-dispersive microanalysis of modified sunflower seed husk.
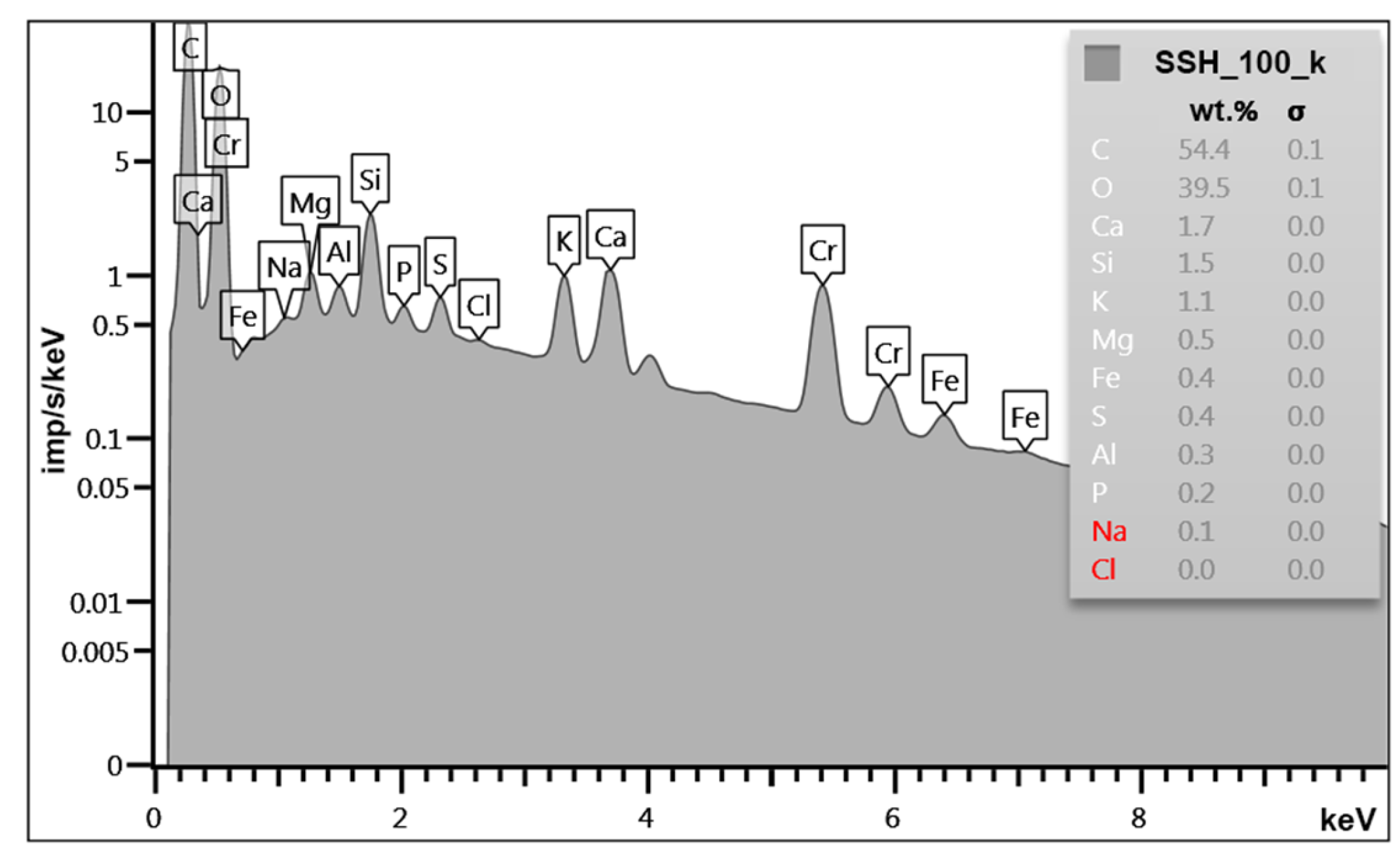
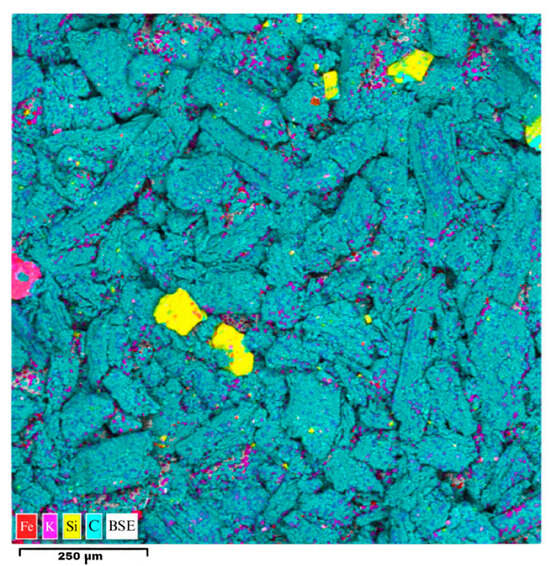
Figure 3.
Full multilayer map of energy-dispersive microanalysis of sunflower seed husk.
Figure 3.
Full multilayer map of energy-dispersive microanalysis of sunflower seed husk.
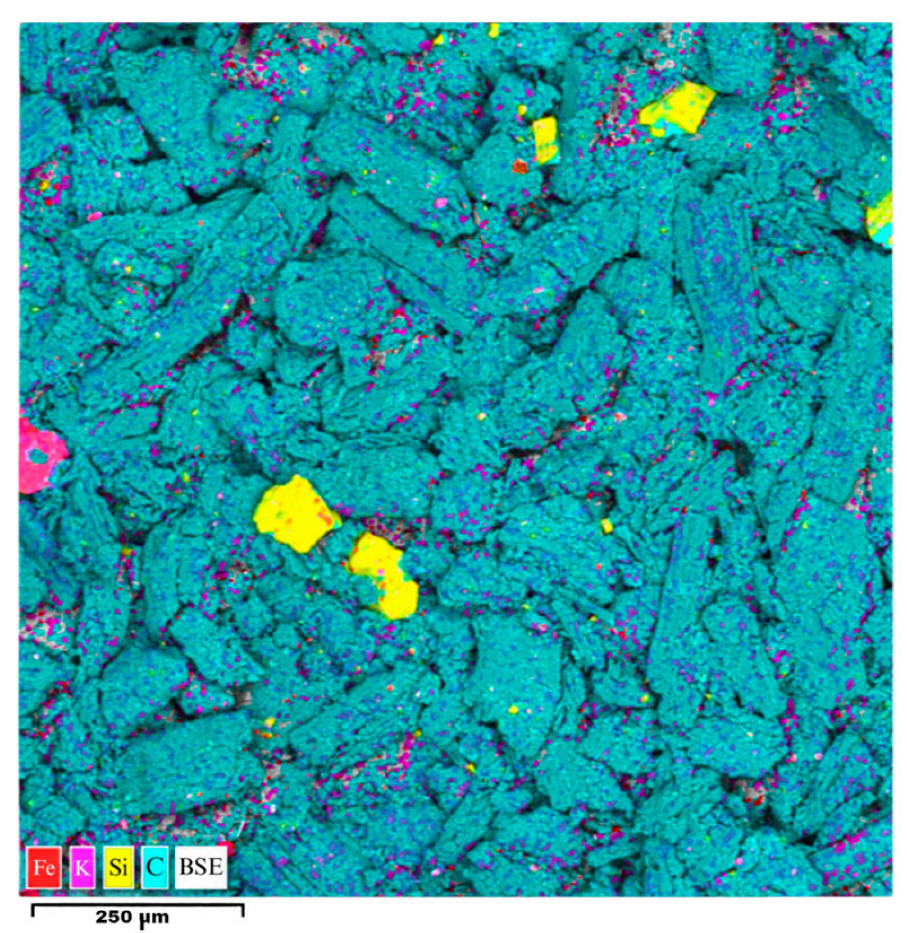
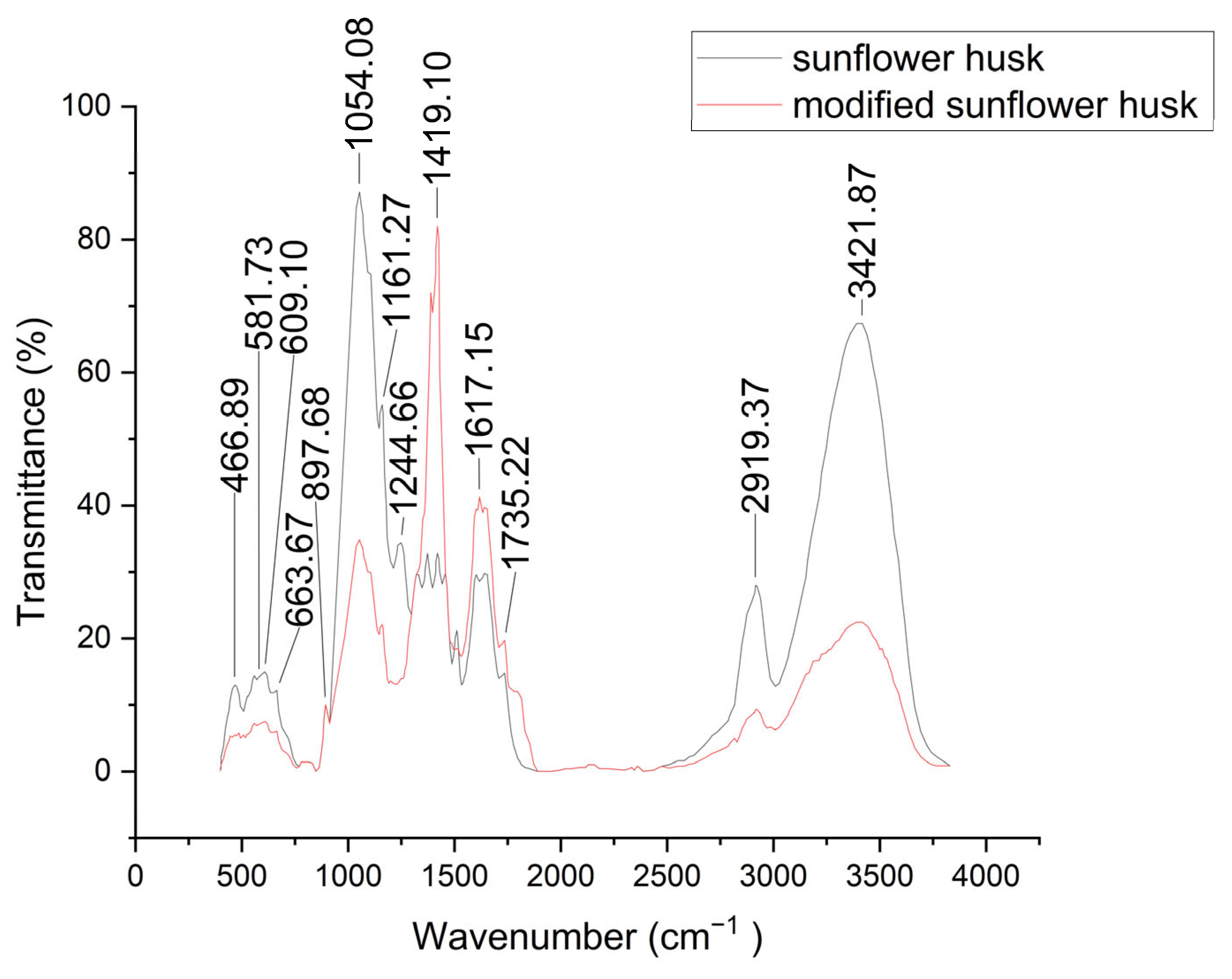
Figure 4 shows the FTIR spectrum of the sunflower husks before and after modification. The FTIR shows the transitions between the vibrational and rotational energy levels of the molecules. In the FTIR spectra, only vibrations of those bonds characterized by a change in the electric dipole moment μ of the bond were manifested. The main vibration is active in the FTIR spectrum if the first derivative of the dipole moment μ on the normal coordinate r is different from 0. The studied sunflower husk sample had the most pronounced stretching fluctuations at 3401, 2919, and 1054 cm−1, and after modification, stretching fluctuations at 3401, 1617, and 1419 cm−1.
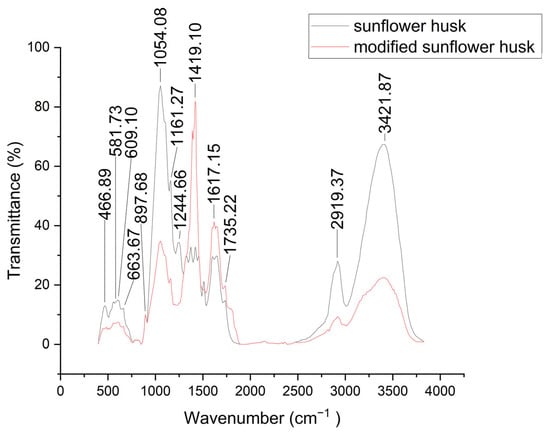
Figure 4.
FTIR spectrum of sunflower husks before and after modification.
The peak at 3401 cm−1 is a typical peak that determines the presence of O-H and C-O groups in compounds. In order to determine their presence accurately, one should look at the fingerprint region. If a C-O bond is present in the compound, there should be a peak expressed in the range of 1100 to 1200 cm−1. Such a peak is present here. By analyzing the location of the peaks close to 3000 cm−1, it can be concluded that the material contained the compounds characterized by the sp3 conformation of carbon. The stretching vibrations of C-H bonds in methylene and methine groups are manifested in the region of 3000–2800 cm−1. After NaOH modification, the peak at 3401 cm−1 decreased in intensity, which indicates the possible removal or modification of hydroxyl groups, for example, by breaking the hydrogen bonds and interacting with the alkali. The intense absorption band in the region of 1700–1600 cm−1 corresponds to the deformation vibrations of -OH groups of water. It follows from the data of FTIR spectroscopic analysis that the position of the maxima in this region for the sample was very close to the FTIR spectra of cellulose. Therefore, it can be concluded that cellulose was the dominant compound in the sample under study. The bands in the range of 1617–1419 cm−1 are associated with the aromatic structures of lignin; after modification of the husk, their intensity changed, indicating the partial depolymerization of lignin or changes in its structure. A decrease in the intensity of the 1244 cm−1 band indicates the destruction of esters, which confirms the removal of hemicellulose.
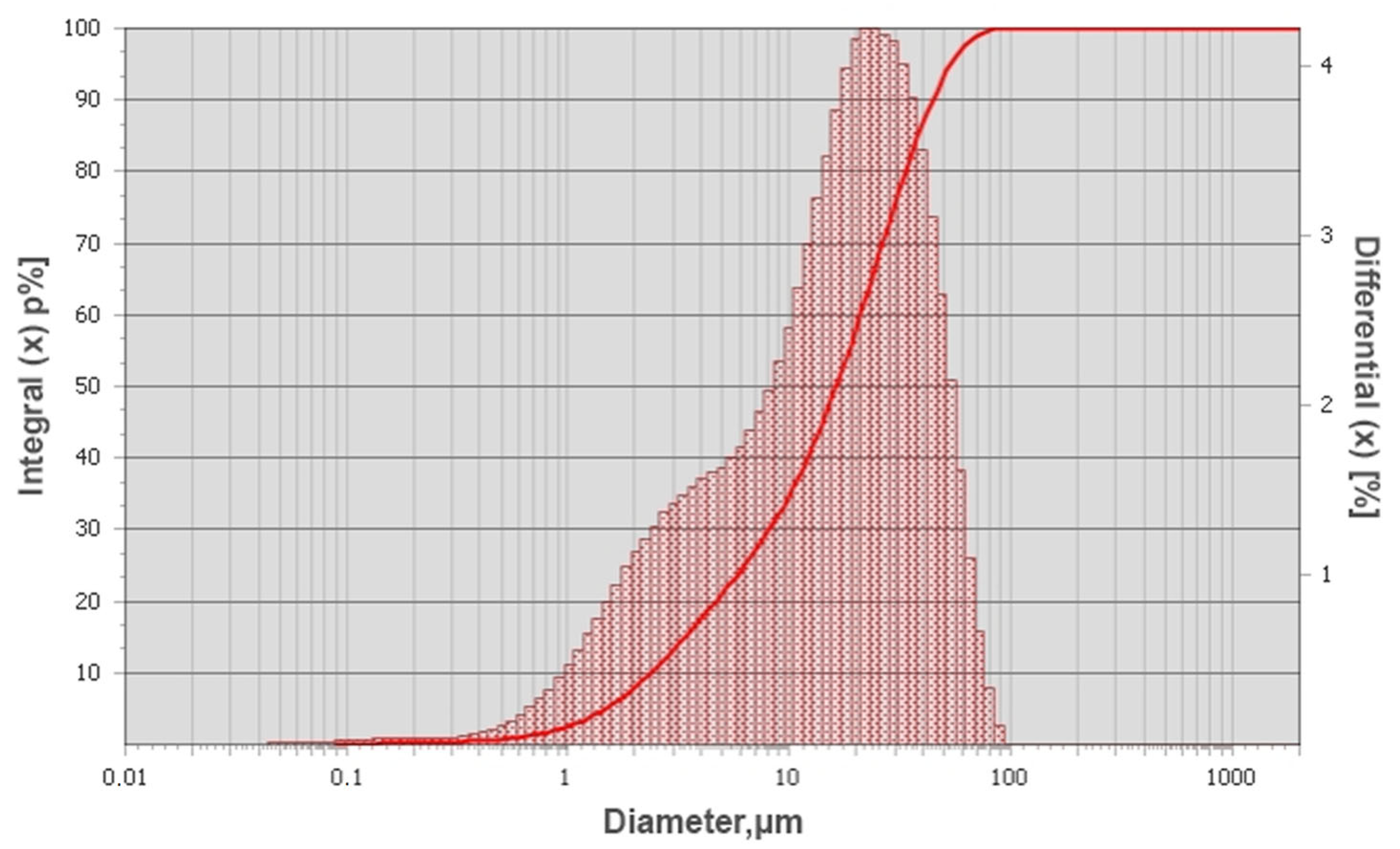
Figure 5 shows the fractional composition of the modified sunflower husk powder after grinding for 15 min.
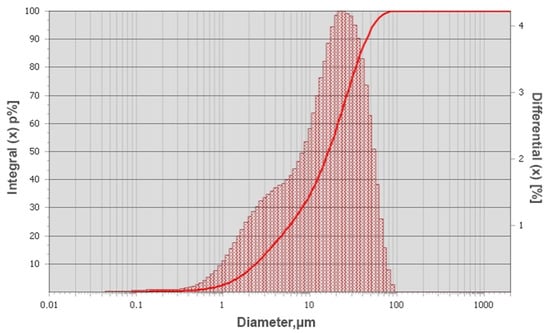
Figure 5.
Fractional composition of the modified sunflower husk powder after grinding for 15 min.
Granulometric analysis of the modified sunflower husk powder revealed that the particles ranged from 0.01 to 94.57 μm, with most of the particles ranging in size from 5.71 to 51.37 μm (Figure 5). The modal diameter of the particles was 17.90 μm and the specific surface area of the particles was 11,885 cm2/cm3. It can be inferred from the graph obtained that the average particle size after grinding ranged between 0.01 and 94.57 μm. Increasing the grinding time to more than 15 min had almost no effect on the increase in the specific surface area of the particles, so a grinding time of 15 min was used for this research.
3.2. Physical and Mechanical Parameters of Composite Films
To evaluate the effect of filler concentration on the mechanical characteristics of the developed composite materials, a comparative analysis of the properties of pure low-pressure polyethylene (LPPE) and composites based on it was carried out. The results of physical and mechanical tests of the obtained materials, performed at room temperature, are presented in Table 2.
Table 2.
Physical and mechanical parameters of composite films for soil mulching.
Analysis of the obtained data revealed that under conditions where the polymer matrix was hydrophobic and the sunflower husk was hydrophilic, the strength of the composites showed a tendency to decrease. This was due to insufficient interphase interaction, which prevented the formation of a continuous matrix capable of effectively distributing external loads and suppressing crack propagation. Insufficient interphase adhesion probably led to local peeling of the dispersed phase and reduced the overall mechanical integrity of the material. The tensile resistance, tensile strength, and relative elongation at break decreased in relation to the pure polymer, which negatively affected its performance properties.
Nevertheless, the introduction of modified sunflower husk into the polymer matrix led to a noticeable increase in the elastic modulus, which can be explained by the fact that sunflower husk, having high rigidity, acted as a reinforcing element, increasing the material’s resistance to deformation under load. The highest value, 135 ± 6.71 MPa, was recorded for a composite material with a component ratio of 40/60 wt.%. Optimal values were found in composition numbers 2–3; these compositions retained acceptable values of strength and elasticity of the composite material for use as a packaging material, while having a high percentage of matrix filling.
Based on the results obtained, it can be concluded that the incompatibility between the polar properties of sunflower husks and polyethylene matrix probably leads to the formation of stress concentration regions at the interface, which reduces the material’s resistance to tensile fracture. Although alkaline treatment is aimed at improving adhesion by removing lignin and increasing surface roughness, it probably does not lead to ideal compatibility between the components, as evidenced by a decrease in mechanical characteristics with a high filler content.
3.3. Microscopy of Composite Films
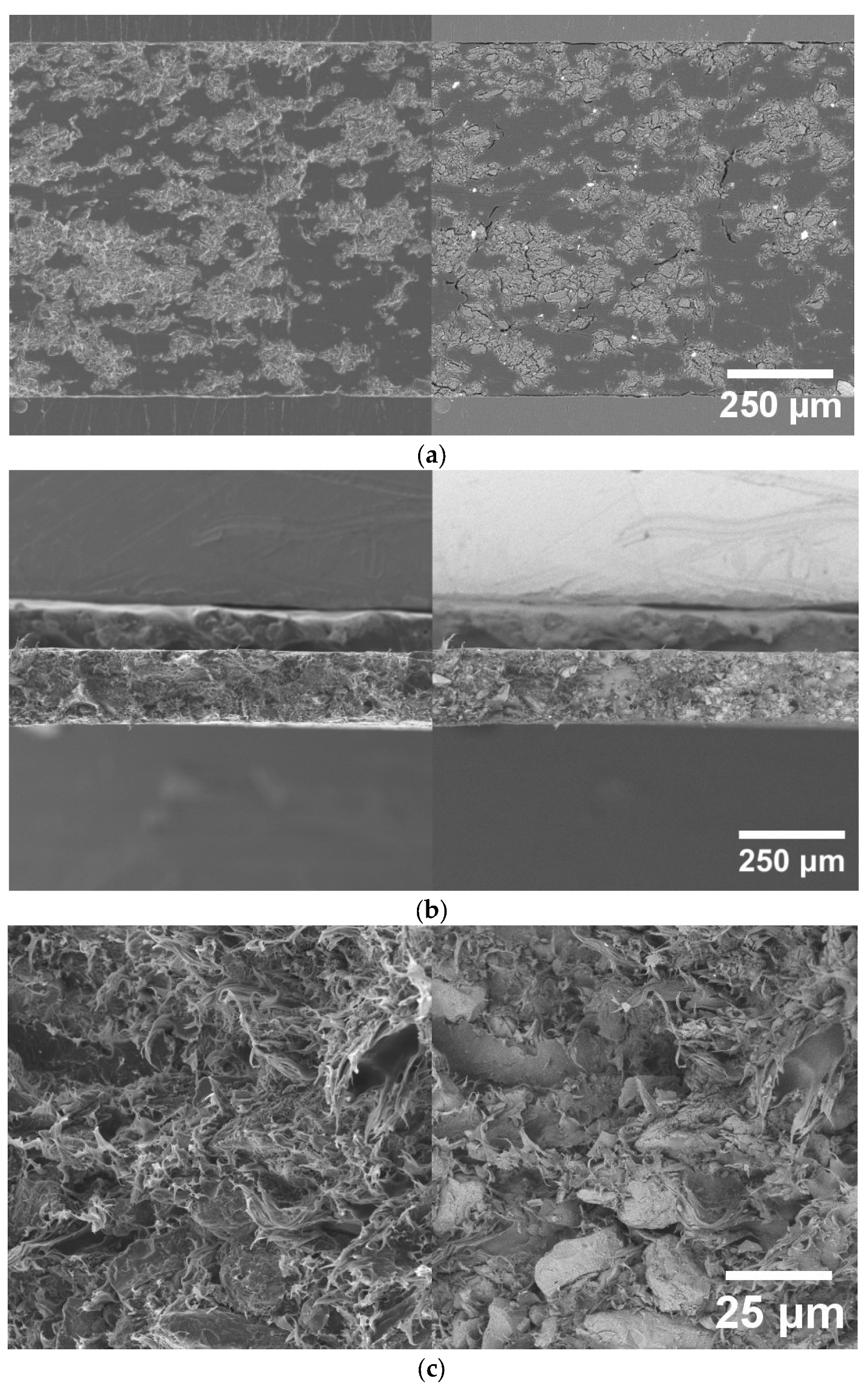
Using scanning electron microscopy, microphotographs of the surfaces and cross sections of the mulching composite films were obtained (Figure 6).
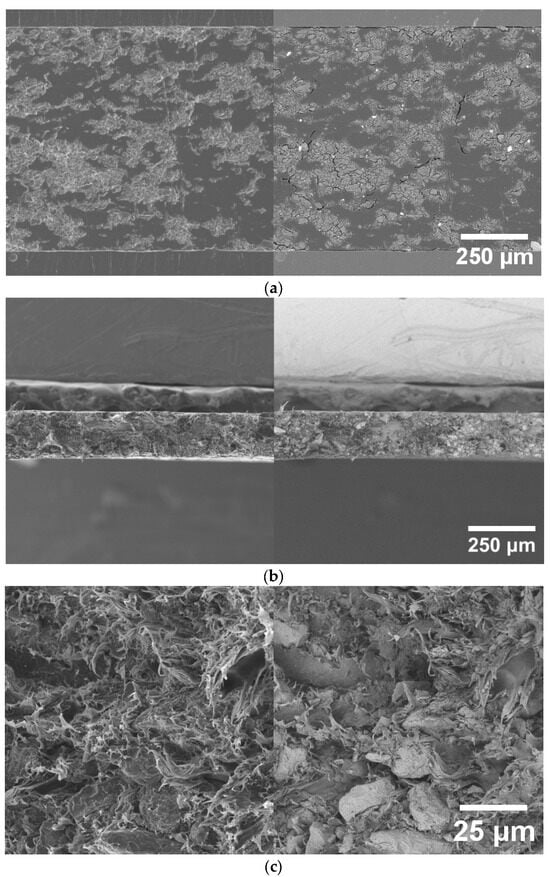
Figure 6.
SEM images of mulching composite film (composition 3): (a) surface; (b,c) cross section.
Figure 6a shows the areas of modified sunflower husk powder concentration in the matrix; the distribution of these areas is uniform. In the cross section (Figure 6b,c), the particles of modified sunflower husk among the polyethylene fibers can be clearly observed. The filamentous structure of the polyethylene is clearly visible. The particles did not crumble and were securely bound in the matrix.
3.4. Thermal Properties of Composite Films
For thermal analysis of the obtained composite films, the method of differential scanning calorimetry (DSC) was used. Differential scanning calorimetry, or DSC, is a method of thermal analysis that determines how the heat capacity of a material changes depending on temperature. The method involves heating or cooling a sample of known mass, and changes in its heat capacity are tracked as changes in heat flow. This allowed us to detect transitions such as melting, glass transition, phase transition, and solidification.
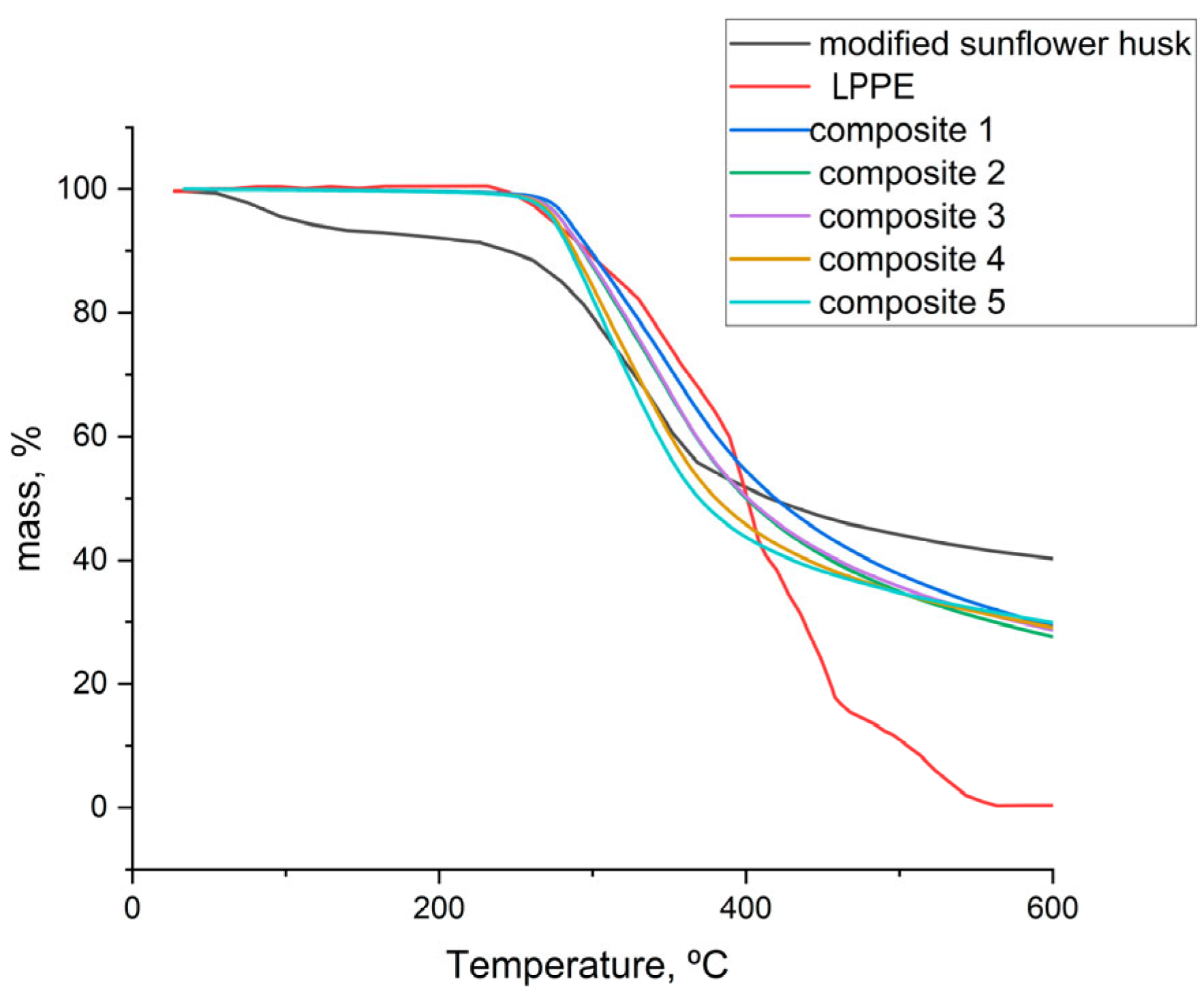
Figure 7 shows the thermogravimetric (TG) curves, and Figure 8 shows the differential scanning calorimetry (DSC) curves of a modified sample of sunflower husk, low-pressure polyethylene, and composites. The thermogravimetric (TG) curve shows the change in the weight of the sample depending on the temperature.
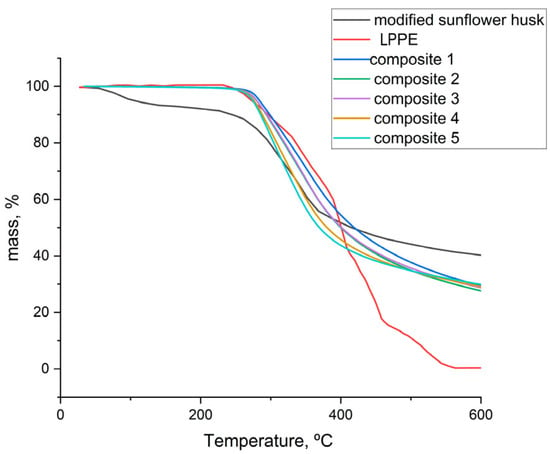
Figure 7.
Thermogravimetric (TG) curves of modified sunflower husk sample, low-pressure polyethylene, and composite films.
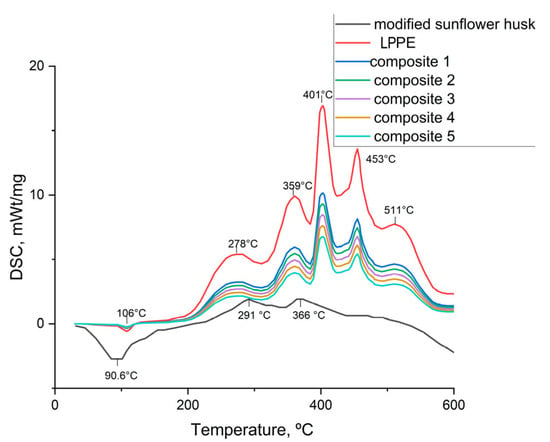
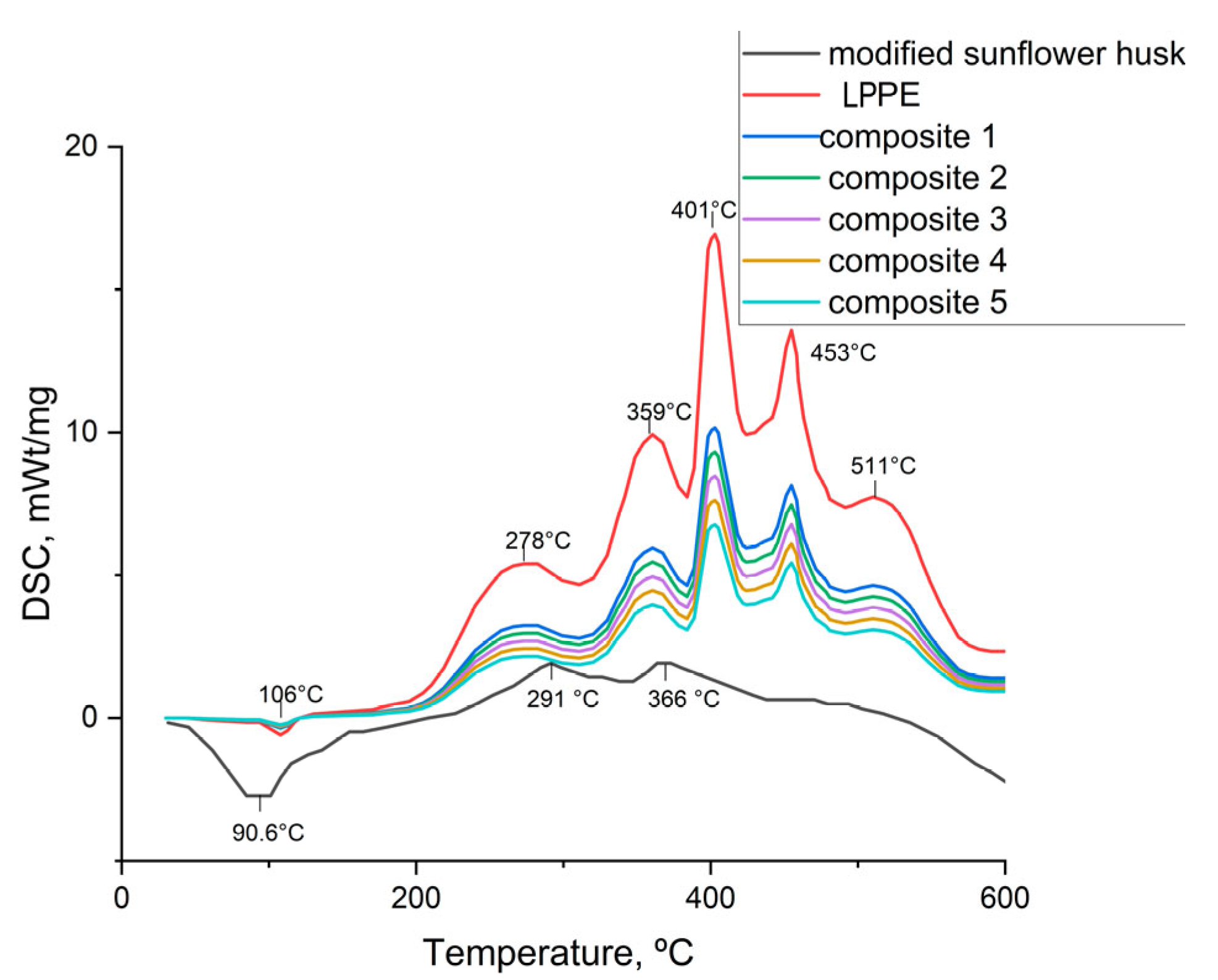
Figure 8.
Differential scanning calorimetry (DSC) curves of modified sunflower husk sample, low-pressure polyethylene, and composite films.
It can be noted that from 80 °C, the modified sunflower husk began to lose some weight. At higher temperatures (150–180 °C), only short-term processing of the plant fiber was possible. A further increase in the processing time led to the thermal destruction of the sunflower husk. At 270–300 °C, the degradation of the sunflower husk began, which most likely occurred with the formation of carbonized material, as well as gaseous and liquid products of plant waste destruction. The decrease in the temperature at which the composites began to decompose is due to the fact that sunflower husks, unlike LPPE, contain lignocellulose components that begin to decompose at lower temperatures. At the same time, a sharp weight loss was recorded in the TG curve in the region of 300–400 °C.
At the early stages of heat treatment, heterolytic reactions play the main role. With increasing temperature, homolytic reactions play an increasingly important role. Modified sunflower husk consists largely of cellulose and is a heterocyclic polymer enriched with relatively heat-labile hydroxyl groups, which further complicates the study of its decomposition. In the temperature range of 25–150 °C, about 6% of the initial weight is lost due to the intensive removal of adsorbed water. The peak of this endothermic process occurred at 90.6 °C in the DSC curve. The second exothermic peak is observed at 291.0 °C, and the range of the effect is 250–360 °C. This exothermic peak is associated with the onset of the thermal decomposition of sunflower husks, which corresponds to the onset of intensive weight loss according to the TG curve. The third exothermic peak on the DSC curve is observed at 366.0 °C, and the range of the effect is 355–420 °C. This exothermic peak is associated with the maximum thermal decomposition of sunflower husks, which corresponds to a large weight loss according to the TG curve. Increasing the processing temperature to 1000 °C led to a weight loss of sunflower husks by 71.38%, and the residual weight was 28.62%. When examining the thermogravimetry (TG) and differential scanning calorimetry (DSC) curves of low-pressure polyethylene, it can be noted that the first endothermic peak on the DSC curve at 106.0 °C corresponds to the removal of adsorbed water. The initial stage of polyethylene decomposition associated with its low-temperature oxidation (exothermic effect with a maximum at 278.0 °C) is due to the removal of the low-molecular fraction contained in the polymer, as well as the presence of weak bonds, the rupture of which, in turn, initiates the destruction of carbon–carbon fragments with the formation of free radicals. With further heating of the polyethylene, the oxidation process became more complicated and exhibited a multi-stage nature, which led to the appearance in the DSC curve of a significant number of both exothermic (at temperatures of 359, 401, and 453 °C) and endothermic (at 435 °C) effects. These transformations are associated with deep processes of decomposition of the main chain and the release of a wide range of organic limited and unsaturated volatile monomers. The third, final stage was characterized by the complete decomposition of polyethylene (almost 100%), with the appearance of an exothermic effect in the region of 511 °C. The DSC curve of the composite films contained both peaks corresponding to modified sunflower husk and peaks of polyethylene. A slight shift in the peaks by 1–4 °C was observed, but no new peaks were recorded.
3.5. Water Absorption of Composite Films
Water absorption is the ability of a material or product to absorb and retain water in pores and capillaries. Mass water absorption is numerically expressed as a percentage, calculated as the ratio of the mass of water absorbed by the sample at full saturation to the mass of the dry sample. Volumetric water absorption is expressed as a percentage, calculated as the ratio of the volume of water absorbed by the sample to its volume in the water-saturated condition. This study was carried out in accordance with GOST 4650-2014 [34]“Methods for the determination of water absorption”. Water absorption tests of the composite films were carried out in distilled water. The samples were kept in the liquid for 24 h. Electronic scales were used to calculate the increase in weight due to water absorption. The calculation was carried out according to Formula (1):
where m0, m1—masses of composite film before and after soaking in water, respectively; c—percentage increase in weight.
The standard value of water absorption for high-pressure polyethylene for 24 h is not more than 0.01–0.1%.
Table 3 shows the water absorption of the composite films of different compositions.
Table 3.
Changes in weights after 24 h of water absorption.
The obtained results show that the water absorption increased proportionally with the increase in filling of modified sunflower husk. The polyethylene had the lowest water absorption of 0.5%, and at a 60 wt.% of modified sunflower husk content in the composite film, the water absorption increased up to 3.3%.
It should be noted that increased water absorption can lead to a decrease in the mechanical strength and elasticity of the composite. Water molecules can penetrate into the material matrix, weakening the interfacial bond between LPPE and modified sunflower husk. This, in turn, can lead to a decrease in the tensile strength, elongation at break and overall film durability, which can lead to premature failure of the composite. Thus, water absorption is an important parameter for evaluating the strength, durability, and overall performance of a composite film.
4. Conclusions
Film mulching materials based on low-pressure polyethylene and modified sunflower husk filler were developed: the matrix filling percentages were 40%, 45%, 50%, 55%, and 60%. The morphology of modified particles of plant raw materials was determined, and the optimum grinding time for the initial raw material was determined to be 15 min. The sunflower seed husk spectrum revealed the presence of a small number of impurity atoms: Ca, Si, K, Mg, Fe, S, Al, P, and Na.
The obtained data of the thermal analysis indicate that the upper working range of the composite films was 180 °C.
The optimization of sunflower husk content in composite films aims to maximize LPPE replacement while maintaining essential performance properties. At concentrations < 40 wt.%, the filler did not sufficiently reduce polymer usage, limiting the environmental benefits. At >50 wt.%, the mechanical properties deteriorated, water absorption increased, and the structural integrity was compromised due to insufficient polyethylene binding capacity (see composition Nos. 4 and 5). The 40–60% wt.% range was selected to define the lower and upper optimal filling limits, ensuring a balance between environmental sustainability, mechanical performance, and material processability.
Based on the results of the physical and mechanical properties of the composite films, it was found that to achieve optimal properties of the mulching material, the composition should contain the components in the following wt.% ratio: low-pressure polyethylene—50–55, modified sunflower husk—45–50 (as. in compositions 2 and 3). These compositions retained acceptable values of strength and elasticity of composite films for soil mulching, while having a high percentage of sunflower husk filling. At 55–60 wt.% polyethylene and higher (compositions 4 and 5), the physical and mechanical properties of the composite material significantly deteriorated, and the material became brittle. This may limit their use in areas where high strength and elasticity are required.
These composite films with a content of 45–50% sunflower husk can be used in agricultural mulching. They provide sufficient strength for installation and operation, and their moderate water absorption helps maintain optimal soil moisture levels. Also, these composite films, due to their heat resistance and mechanical strength, can be used as packaging for agricultural products requiring storage at certain temperatures.
Further research will be aimed at studying the biodegradability of these composite films and improving their physical and mechanical characteristics. This will be achieved by searching for additional modification methods, such as the inoculation of hydrophobic groups to reduce water absorption and improve compatibility with the polymer matrix, or by adding additives or plasticizers to increase elasticity and impact resistance.
Author Contributions
Conceptualization, N.I.C.; Formal Analysis, N.I.C.; Investigation, D.S.R., S.I.G. and D.V.S.; Methodology, R.A.B.; Resources, N.I.C. and D.A.S.; Software, D.A.S.; Validation, A.Y.R.; Visualization, D.A.S. and R.A.B.; Writing—Original Draft, D.S.R., D.A.S. and A.Y.R. All authors have read and agreed to the published version of the manuscript.
Funding
This work was realized using the equipment of the High Technology Center at BSTU named after V.G. Shukhov, within the framework of the State Assignment of the Ministry of Education and Science of the Russian Federation, project No. FZWN-2024-0001.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Mari, J.A.; Soothar, R.K.; Thidar, M.; Mangrio, M.A.; Mirjat, M.U.; Katohar, I. Effect of plastic film mulch and irrigation water regimes on soil temperature pattern, plant growth and water productivity of maize. Ecol. Front. 2024, 44, 752–759. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Z.; He, Z.; Ma, X.; Ma, B.; Tian, J.; He, J. Effects of gravel-sand and plastic film mulching on soil water and temperature retention in cold and arid regions without irrigation. Sci. Total Environ. 2024, 934, 173350. [Google Scholar] [CrossRef]
- Tian, H.; Zheng, C.; Huang, X.; Qi, C.; Li, B.; Du, Z.; Zhu, L.; Wang, J.; Wang, J. Effects of farmland residual mulch film-derived microplastics on the structure and function of soil and earthworm Metaphire guillelmi gut microbiota. Sci. Total Environ. 2024, 915, 170094. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Li, H.; Zhao, H.; Zuo, Q.; Gu, J.; Zhou, J.; Du, L.; Liu, D. Large mulch film residues are more unfavourable to the reduction of soil antibiotic resistance genes induced by organic fertilisation than small mulch film residues. Environ. Technol. Innov. 2023, 32, 103335. [Google Scholar] [CrossRef]
- Elgarahy, A.M.; Priya, A.K.; Mostafa, H.Y.; Zaki, E.G.; Elsaeed, S.M.; Muruganandam, M.; Elwakeel, K.Z. Toward a circular economy: Investigating the effectiveness of different plastic waste management strategies: A comprehensive review. J. Environ. Chem. Eng. 2023, 11, 110993. [Google Scholar] [CrossRef]
- Xie, Y.; Gao, S.; Zhang, D.; Wang, C.; Chu, F. Bio-based polymeric materials synthesized from renewable resources: A mini-review. Resour. Chem. Mater. 2023, 2, 223–230. [Google Scholar] [CrossRef]
- Zhandarova, A.A.; Denisenko, E.V. Use of modern materials in biodirectional architecture. Constr. Mater. Prod. 2022, 5, 59–69. [Google Scholar] [CrossRef]
- Cherkashina, N.I.; Pavlenko, Z.V.; Pushkarskaya, D.V.; Denisova, L.V.; Domarev, S.N.; Ryzhikh, D.A. Synthesis and Properties of Polystyrene Composite Material with Hazelnut Shells. Polymers 2023, 15, 3212. [Google Scholar] [CrossRef]
- Senapati, K.K. Safety, toxicity, and life cycle assessments of biocomposites. In Advances in Biocomposites and Their Applications; Woodhead Publishing: Sawston, UK, 2024; pp. 345–363. [Google Scholar] [CrossRef]
- Cherkashina, N.I.; Kuprieva, N.I.; Pushkarskaya, D.V.; Kashibadze, N.V.; Shrubchenko, L.F. Modification of buckwheat husk powder and creation of composite material on its basis. Phys. Scr. 2024, 99, 105921. [Google Scholar] [CrossRef]
- Podzorova, M.; Tertyshnaya, Y.; Varyan, I.A. Polymeric ecomaterials for agricultural purpose with added natural rubber. Bull. Agrar. Sci. 2022, 3, 51–58. [Google Scholar] [CrossRef]
- Ayedun, G.S. Synthesis of Degradable Mulch Films from Bambara (Vigna subterranean L.) Groundnut Starch/LDPE Composites. Int. J. Sci. Res. 2019, 8, 826–832. [Google Scholar] [CrossRef]
- Sirivechphongkul, K.; Chiarasumran, N.; Saisriyoot, M.; Thanapimmetha, A.; Srinophakun, P.; Iamsaard, K.; Lin, Y.-T. Agri-Biodegradable Mulch Films Derived from Lignin in Empty Fruit Bunches. Catalysts 2022, 12, 1150. [Google Scholar] [CrossRef]
- Finkenstadt, V.L.; Tisserat, B. Poly(lactic acid) and Osage Orange wood fiber composites for agricultural mulch films. Ind. Crop. Prod. 2010, 31, 316–320. [Google Scholar] [CrossRef]
- Salama, K.; Geyer, M. Plastic Mulch Films in Agriculture: Their Use, Environmental Problems, Recycling and Alternatives. Environments 2023, 10, 179. [Google Scholar] [CrossRef]
- Kasirajan, S.; Ngouajio, M. Polyethylene and biodegradable mulches for agricultural applications: A review. Agron. Sustain. Dev. 2012, 32, 501–529. [Google Scholar] [CrossRef]
- Rossi, D.; Rossi, S.; Cinelli, P.; Seggiani, M. Emerging opportunities in the valorisation of wheat bran byproduct as additive in polymer composite materials. Mater. Today Sustain. 2024, 27, 100832. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, G.; Huang, X.; Fang, Y.; Sui, W.; Parvez, A.M.; Si, C.; Jia, H. Formulation and application assessment of lignin-based biodegradable composite mulching film with emphasis on lignin enhancement. Ind. Crop. Prod. 2024, 215, 118634. [Google Scholar] [CrossRef]
- Bilck, A.P.; Grossmann, M.V.E.; Yamashita, F. Biodegradable mulch films for strawberry production. Polym. Test. 2010, 29, 471–476. [Google Scholar] [CrossRef]
- Wang, L.; Ji, X.; Cheng, Y.; Tao, Y.; Lu, J.; Du, J.; Wang, H. All-biodegradable soy protein isolate/lignin composite cross-linked by oxidized sucrose as agricultural mulch films for green farming. Int. J. Biol. Macromol. 2022, 223, 120–128. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Z.; Zhang, Y.; Zhang, G.; Zhang, D. Fabrication of green agricultural mulch films containing ultra-micro crushed sorghum straw powder. Sustain. Chem. Pharm. 2024, 39, 101608. [Google Scholar] [CrossRef]
- Cherkashina, N.I.; Pavlenko, Z.V.; Matveenko, D.S.; Domarev, S.N.; Pushkarskaya, D.V.; Ryzhikh, D.A. Synthesis and Characteristics of Composite Material with a Plant-Based Filler. ChemEngineering 2023, 7, 38. [Google Scholar] [CrossRef]
- Fayzullin, I.; Gorbachev, A.; Volfson, S.; Serikbayev, Y.; Nakyp, A.; Akylbekov, N. Composite material based on polypropylene and modified natural fillers. Polymers 2024, 16, 1703. [Google Scholar] [CrossRef] [PubMed]
- Sukwijit, C.; Seubsai, A.; Charoenchaitrakool, M.; Sudsakorn, K.; Niamnuy, C.; Roddecha, S.; Prapainainar, P. Production of PLA/cellulose derived from pineapple leaves as bio-degradable mulch film. Int. J. Biol. Macromol. 2024, 270, 132299. [Google Scholar] [CrossRef] [PubMed]
- Phiri, R.; Rangappa, S.M.; Siengchin, S.; Oladijo, O.P.; Dhakal, H.N. Development of sustainable biopolymer-based composites for lightweight applications from agricultural waste biomass: A review. Adv. Ind. Eng. Polym. Res. 2023, 6, 436–450. [Google Scholar] [CrossRef]
- Cai, J.; Han, J.; Ge, F.; Lin, Y.; Pan, J.; Ren, A. Development of impact-resistant mycelium-based composites (MBCs) with agricultural waste straws. Constr. Build. Mater. 2023, 389, 131730. [Google Scholar] [CrossRef]
- Chen, J.; Huang, Y.; Deng, L.; Jiang, H.; Yang, Z.; Yang, R.; Wu, D. Preparation and research of PCL/cellulose composites: Cellulose derived from agricultural wastes. Int. J. Biol. Macromol. 2023, 235, 123785. [Google Scholar] [CrossRef]
- Kugo, Y.; Nomura, S.; Isono, T. Shin-ichiro Sato, Masashi Fujiwara, Toshifumi Satoh, Hirofumi Tani, Tomoki Erata, Kenji Tajima, Elucidating the structural changes of cellulose molecules and dynamics of Na ions during the crystal transition from cellulose I to II in low temperature and low concentration NaOH solution. Carbohydr. Polym. 2024, 332, 121907. [Google Scholar] [CrossRef]
- Setswalo, K.; Oladijo, O.P.; Namoshe, M.; Siengchin, S.; Sanjay, M.R. Insights into the effects of alkaline treatment and soaking duration on the properties of pterocarpus angolensis (mukwa) wood fibers. Mater. Today Proc. 2023, 77, 1132–1136. [Google Scholar] [CrossRef]
- Kozlowski, A.M.; Hasani, M. Cellulose interactions with CO2 in NaOH(aq): The (un)expected coagulation creates potential in cellulose technology. Carbohydr. Polym. 2022, 294, 119771. [Google Scholar] [CrossRef]
- Singh, S.; Kumar, V.; Kumar Parashar, A. A study on the substitution of rice husk ash with natural sand of cement concrete. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Boldyrev, V.V. Mechanochemistry and mechanical activation of solids. Russ. Chem. Rev. 2006, 75, 177–189. [Google Scholar] [CrossRef]
- ISO 527-3:2018; Plastic—Determination of Tensile Properties. Part 3: Test Conditions for Films and Sheets. ISO: Geneva, Switzerland, 2018.
- GOST 4650-2014; Plastics. Methods for the Determination of Water Absorption. Rosstandart: Moscow, Russia, 2015. (In Russian)
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).