Abstract
The feasibility of producing high-quality zinc phosphate cement based on a frit-sintered mixture of ZnO, SiO2, MgO, and Bi2O3 oxides, with the addition of phosphorous slag and an aqueous solution of orthophosphoric acid as the mixing liquid, was demonstrated. The raw materials used for zinc phosphate cement preparation were investigated using various physicochemical analysis methods. It was found that the phosphorous slag contains silicon oxide (37.6%), aluminum oxide (4.49%), calcium oxide (42.4%), magnesium oxide (2.19%), as well as fluorine (1.94%) and calcium fluoride (4.91%). The slag predominantly consists of an amorphous glassy phase with minor inclusions of crystalline components. During the sintering process, the addition of 1.5–3.0 wt.% phosphorous slag to the frit promotes the formation of low-melting eutectics due to the presence of fluorides, resulting in a 100 °C reduction in the sintering temperature. An optimal zinc phosphate cement powder composition was developed, comprising: ZnO—83.0%, MgO—9.0%, SiO2—3.5%, Bi2O3—3.0%, and phosphorous slag—1.5%. The resulting sintered product exhibited a whiteness of 97.8%, which exceeds that of the reference sample by 2.6%. Upon mixing the powder with the mixing liquid, zinc ions are released first, initiating a chemical reaction that leads to the formation of zinc, magnesium, and aluminum phosphates. The compressive strength of the resulting composite cements ranged from 101.8 to 111.9 MPa, fully complying with the requirements for cement grade as specified in GOST 31578-2012.
1. Introduction
Composite materials for dentistry are materials that harden when mixed with a special liquid. They are used for temporary tooth restoration, pulp protection, cavity filling, sedation, and isolation, as well as for cementing non-removable prostheses. According to the International Classification, there are eight types of cements used in modern dentistry, as follows [1]:
| - zinc phosphate; | - bactericidal; |
| - zinc-oxide eugenol; | - polycarboxylate; |
| - silicate; | - glass ionomer; |
| - silico-phosphate; | - polymer. |
Zinc phosphate cement (ZPC) is one of the oldest and most fundamental types of dental composite materials [2]. The first successful composition of a composite material was developed in the United States in 1880. Since then, the composition of zinc phosphate cement has been refined, and consumer demand has steadily grown [3]. In 2020, the global production of zinc phosphate cement reached approximately 1.2 million tons. According to the Dentistry Market Research report, global production is expected to increase to 1.5 million tons by 2025 [4]. Major producers of zinc phosphate cement include large companies such as Dentsply Sirona, Ivoclar Vivadent, 3M ESPE, GC Corporation, Kerr Corporation, and others. The market for zinc phosphate cement is growing rapidly in Asian countries such as China, Japan, and India, as well as in North America and Europe [5]. Overall, the production of zinc phosphate cement plays an important role in the manufacturing of dental composite materials and other industries [6].
Kazakhstan does not produce any types of dental cements. The country is forced to import these composite materials from abroad. Over the last 10 years, composite materials required for dentistry have been supplied to Kazakhstan from countries such as Germany, the USA, France, Switzerland, Russia, China, the UK, Japan, and South Korea. According to UN data, Germany accounts for 54% of dental cement exports to Kazakhstan, the USA for 14%, France for 8%, Switzerland for 7%, Russia for 5%, and other countries for 12% [7].
Zinc phosphate cement is supplied as a two-component system: a liquid component consisting of 65–85% phosphoric acid solution, containing up to 3% aluminum and up to 10% zinc, and a powder component consisting of 90% zinc oxide, 3–10% magnesium oxide, 1–3% silicon oxide, and bismuth oxide [8].
The powder components of zinc phosphate cement, consisting of ZnO, MgO, and CaO, are sintered at temperatures ranging from 950 to 1350 °C for 6 h. When the aqueous solution of phosphoric acid (H3PO4) interacts with the powdered components, the zinc phosphate system hardens. Choon-Keun Park established that the addition of SiO2 powder, from 0 to 2%, reduces the sintering temperature to 1150 °C [9]. The mixing of the powder and liquid initiates an exothermic reaction, forming minerals that are insoluble in water. The use of orthophosphoric acid liquids results in the formation of minerals such as hopeite (Zn3(PO4)2·4H2O) and zinc phosphate hydrate (Zn2P2O7·3H2O) [10].
Jabri M. et al. [11] studied the compressive strength and setting time of zinc phosphate cement with matrix design. They developed methods for designing and locating the cement in a triple system of ZnO-AlPO4-H3PO4. The optimization of mechanical strength and setting time allowed for the determination of composition ranges in the triple system (AlPO4, nH2O-ZnO-H3PO4): 2.80% < AlPO4 < 19.2%; 37.2% < ZnO < 53.6%; 43.6% < H3PO4 < 66%. It was established that aluminum phosphate slows down the reaction and enhances the mechanical strength of the cement. Aluminum oxide (Al2O3) significantly softens the reaction between zinc oxide and phosphoric acid, forming a gel-like aluminum phosphate coating on the zinc oxide particles. The setting time of zinc phosphate cement ranges from 2.5 to 8 min, with a film thickness of 48 μm, a powder-to-liquid ratio of 1/2, a working time after firing of 5.5 min, a compressive strength of 110 MPa, and a tensile strength of 5.5 MPa [12].
Valinov A.S. et al. [13] conducted a comparative analysis of zinc phosphate cements from three different manufacturers. The measurements included compressive strength, drying time, and cement film thickness. The results for the “NeoDent” material were a compressive strength of 101.5 MPa, a setting time of 345 s, and a film thickness of 22 μm. The “VISCIN” material showed a compressive strength of 87.5 MPa, a setting time of 375 s, and a film thickness of 35.5 μm. The European material “Adhesor” showed a compressive strength of 98.3 MPa, a setting time of 330 s, and a film thickness of 25 μm. As a result, all materials met the required standards, with a setting time ranging from 2.5 to 8 min, according to GOST 31578-2012.
Romanenko et al. [14] studied the effect of grinding conditions of zinc phosphate cement powder on its properties. To increase the productivity of the mill, the drum loading coefficient was increased from 0.41 to 0.49. The grinding time in the initial mode was 240 min, while in the new mode, it was reduced to 120 min. The fineness of the grinding products was assessed using sieve analysis on sieves with mesh sizes of 55 and 93 μm. With the new grinding mode, the residue on the 93 μm sieve was 0.1%, while in the original mode, it was 0.046%. The average particle size of the powder in the original mode was 7.3 μm, while in the new mode, it was 7.01 μm. The compressive strength of the cement produced in the original mode was 111 MPa, while in the new mode, it increased to 125 MPa.
A group of researchers [15] developed bioactive glass to improve the properties of zinc phosphate cement. The microhardness of the cement was higher than that of the control, as zinc phosphate cement with the addition of nanosized bioactive glass filler leads to the release of calcium and phosphorus ions, which may be beneficial for chemical bonding with the tooth structure, enhancing surface microhardness and minimizing irritant effects. Bioactivated zinc phosphate cement with the addition of 5% nanosized bioactive glass showed a significantly higher pH level (pH = 6.5–7). Currently, the application of zinc phosphate cement is expanding, including in bone tissue. The cement has potential for wider use in devices that come into contact with bone, depending on its interaction with living cells. Cells are capable of colonizing the surface of zinc phosphate cement. Zinc phosphate has acceptable biocompatibility with osteoblast-like cells. Furthermore, the cement exhibits higher compressive strength, which is greater than 100 MPa, possibly reaching up to 130 MPa [16].
To date, over 50 billion tons of industrial waste have accumulated in Kazakhstan, which poses a significant threat to the environment and human health [17]. One type of waste is phosphorous slag from chemical production. Various scientists from around the world are working on the utilization of phosphorous slag. However, no studies have been conducted on the use of phosphorous slag as an additive in the composition of zinc phosphate composite cement.
The aim of the research is to produce zinc phosphate cement with the addition of phosphorous slag and to improve the characteristics of the resulting composite material.
The practical significance of this work lies in the development of formulations and the production of zinc phosphate cements through the recycling of technogenic waste, which can replace imported dental cements used in Kazakhstan.
The use of phosphorous slag in the composition of zinc phosphate cement is a relevant direction in the development of dental materials. In recent years, attention to recycling waste and using byproducts of industry has increased, driven by the desire for sustainable development and minimizing environmental impact. In this context, phosphorous slag could become a valuable component in the production of zinc phosphate cements [18].
Key hypotheses and scientific premises for obtaining zinc phosphate cements with the addition of phosphorous slags are as follows:
1. Phosphorous slag contains trace elements (in particular, fluorides) that activate the sintering process of the frit and further participate in the formation of the structure of zinc phosphate cement.;
2. The ions released from phosphorous slag form a complex phosphate matrix;
3. Secondary components of the slag interact with both the cement’s initial components and the products of the reaction between the cement and phosphoric acid, forming secondary phases;
4. The use of slags allows for waste utilization, creating an environmentally safe material.
2. Materials and Methods
The quality of dental cements is assessed based on their compliance with the functional requirements outlined in GOST 31578-2012, “Water-Based Dental Cements. Technical Requirements. Test Methods” [19].
2.1. Instrumental Analysis Methods
To achieve the research objectives, chemical, chemical–mineralogical, X-ray diffraction, X-ray phase, differential thermal, and electron microscopy analyses of phosphorus slag were performed, along with an investigation of the physical and mechanical properties of the resulting composite zinc phosphate cement.
2.1.1. X-Ray Fluorescence Spectrometry (XRF)
Elemental concentrations in the samples were determined using X-ray fluorescence spectrometry (XRF) with a wavelength-dispersive sequential vacuum spectrometer, model AxiosmAX (PANalytical, Almelo, The Netherlands). The spectrometer is equipped with a 4 kW X-ray tube featuring a rhodium anode. The maximum tube voltage is 60 kV, and the maximum anode current is 160 mA. The analysis was carried out in accordance with methods approved by the Federal Scientific and Methodological Center for Laboratory Research and Certification of Mineral Raw Materials. The applied methods ensure results corresponding to Category III accuracy of quantitative analysis, as defined by OST RF 41-08-205-04. This level of accuracy is used for mass analysis of mineral samples, calculation of mineral reserves, and control analyses. Regarding the analytical procedure, air-dried samples were ground to a fine powder using a disc vibratory mill. The resulting powders were then cold-pressed into 32 mm diameter pellets under a pressure of 35 tons, using ultra-pure powdered wax as a binding agent.
The prepared pellets were placed in the spectrometer to measure the fluorescence intensities of the analyte elements and background radiation. The recorded analytical signals for each element were converted into concentrations using calibration models based on linear regression equations derived using the external standard method. To comprehensively characterize the chemical composition of the samples, a preliminary qualitative analysis was conducted across the elemental range from F to U to determine the appropriate group of multielement analytical procedures listed below.
2.1.2. X-Ray Diffraction Analysis (XRD)
X-ray diffraction data for phosphorus slag were obtained using a Rigaku MiniFlex 600 powder diffractometer (Rigaku Corporation, Tokyo, Japan) with Cu Kα radiation. Data collection was performed in continuous scan mode over the 2θ range of 6–70°, with a step size of 0.02°.
X-ray phase analysis of the samples was carried out using a high-resolution Guinier camera (ImagePlateHuber G670, Cu-Kα1 radiation, λ = 1.54051 Å). The scanning range extended from 3° to 100° (2θ scale). The exposure time was set to 3600 s for the Bi2O3 sample and 1200 s for the remaining samples. Prior to measurement, the SiO2 sample was finely ground in an agate mortar; the other samples were used in their original form. Powders were placed between two X-ray amorphous films (in the case of Bi2O3, a particularly thin layer was applied, with fixation using lacquer, resulting in uniform diffraction patterns) and secured in the sample holder. Data processing was performed using the WINXPOW software package (version 4.02), and phase identification was conducted using the PDF 1 and PDF 2 databases [20].
2.1.3. Differential Thermal Analysis
Differential thermal analysis was carried out using a Q-1500 derivatograph (Budapest, Hungary), which enables simultaneous recording of four heating curves: the differential thermal analysis (DTA) curve, reflecting temperature changes in the sample; the thermogravimetric (TG) curve, showing mass changes; the differential thermogravimetric (DTG) curve, indicating the rate of mass change; and the temperature (T) curve, displaying temperature variation over time. Differential thermal analysis is employed to study physicochemical transformations in materials during heating, which are accompanied by heat release or absorption. The method is based on measuring the temperature difference between the test and reference samples under identical heating or cooling conditions [21].
Temperature within the tested materials was measured using a platinum–rhodium thermocouple. The sample was heated from 20 °C to 1000 °C at a rate of 10 °C/min. Calcined alpha-aluminum oxide (α-Al2O3) was used as an inert material, exhibiting no thermal effects within the studied temperature range. Alundum crucibles were used. The atmospheric medium was ambient air. The sample mass was 709 mg.
2.1.4. Microscopic Analysis
Electron microscopy is performed by scanning the surface of the sample with an electron probe and detecting the broad spectrum of radiation emitted during this process. The signals used to obtain images in an electron microscope include secondary, reflected, and absorbed electrons. Other effects, such as X-ray radiation, are employed to gather additional information about the chemical composition of the material being analyzed. Electron microscopy studies were conducted using a JSM-6490LV scanning electron microscope (JEOL, Tokyo, Japan). These instruments are equipped with autoelectron guns that operate under ultra-high vacuum conditions (down to 10−8 Pa), which provide sufficient current to a small-diameter detector (0.15–0.35 nm), with a range of electron-optical magnifications from ×100 to ×60,000 and an accelerating voltage of up to 100 kV [22].
2.1.5. Gamma Spectrometry
To determine the content of natural radionuclides—radium, thorium, and potassium—a semiconductor gamma spectrometer with a high-purity germanium detector (GEM30P4) manufactured by ORTEC, Oak Ridge, TN, USA, was used. The working principle of the spectrometer is based on detecting gamma radiation quanta emitted by radionuclides present in the sample. The range of photon energies registered for gamma radiation is from 40 to 10,000 keV [23].
The samples of phosphorous slag were measured for the content of natural radionuclides in a 1 L Marinelli geometry made of polyethylene. This design provides maximum coverage of the active volume of the detector by the sample, significantly increasing the efficiency of gamma radiation registration. Marinelli geometry is the most common configuration for radiometric analysis. The measurements were carried out at the Faculty of Chemistry of Lomonosov Moscow State University. The contents of radionuclides—radium, thorium, and potassium—were determined. The effective activity was calculated using the following formula from NRB-99/2009 [24]:
Aeff = A(Ra) + 1.31·A(Th) + 0.085·A(K)
As a result of the measurements, the activity was Aeff = 180 ± 16 Bq/kg. The activity of cesium-137 was 0.11 ± 0.01 Bq/kg (background values).
2.1.6. Mechanical Properties
Mechanical activation of phosphorous slag was carried out in a ball mill of the MShL-1 model. The ball mill was loaded with 700 g of phosphorous slag, 3 kg of metal balls with a size range of 30–60 mm, and 2 kg of grinding body. The grinding time was 5 h.
The actual effective activity of the radionuclides in the phosphorous slag was determined after mechanical activation. Mechanical activation refers to the activation of solid materials through mechanical processing. Grinding in impact, impact-abrasive, or abrasive modes leads to the accumulation of structural defects, increased surface curvature, phase transformations, and even the amorphization of crystals, all of which affect their chemical activity.
The specific surface area of the material and the average particle size were determined using the PSH-12 device. The PSH-12 instrument is designed for the research and control of the dispersion processes of solid materials. All calculations and measurements are automated and displayed on a notebook screen. The measurement range for specific surface area is 200–50,000 cm2/g, and the range for average particle size is 0.5–250 μm. The instrument error is no more than 1%. The results obtained from the PSH-12 correspond to European (ISO) and American (ASTM) standards. For analysis, 10–15 g of powder from each material is required. A cuvette with a plunger is placed in the measurement unit. Then, the powder in the cuvette is compacted with the plunger. Using the computer program embedded in the device, the specific surface area and average particle size are determined. These parameters are displayed on the device’s screen. The results of the measurements appear on the notebook screen in the form of a protocol.
2.1.7. Determination of Cement Whiteness
The whiteness of cement was determined using the device “Flour Whiteness Tester R3-TBMS-M”. The essence of the method for assessing the whiteness of powdered materials lies in measuring the diffusion reflection coefficients (DRC) in the green part of the spectrum of the compacted-flattened surface of the powder (in the range of 540 ± 50 nm). The R3-TBMS-M powder whiteness tester is designed to measure the whiteness of powder. Whiteness is determined by the zonal diffusion reflection coefficient obtained in the 45°/diff geometry, and the result is displayed on the instrument’s screen as two numbers: the first number is the diffusion reflection coefficient, expressed as a percentage, and the second number represents whiteness, expressed in arbitrary units of the device. The measuring volume of the instrument consists of a photometric hemispherical chamber, separated from the powder sample volume by an optically transparent glass plate, which sets the fixed position for the powder samples placed on it. A light flux from a green LED with an emission wavelength of 540 nm falls on the powder at a 45° angle to the plate, and the scattered radiation, resulting from multiple reflections from the powder and hemisphere, is directed onto a photodetector. The electrical signal from the photodetector is processed electronically and displayed on the digital indicator. The measured result depends on the level of scattered radiation, i.e., on the whiteness, purity, granulometry, and color of the sample.
2.1.8. Determination of Setting Time
The setting time of zinc phosphate cement is determined using the OGC-1 device. A metal mold is placed in aluminum foil and filled with the mixed zinc phosphate cement, and after mixing is completed, the mold filled with cement, along with the aluminum foil, is placed in an oven at a temperature of (37 ± 1)°. The mold and the cement should combine well. A total of 90 s after mixing, the needle of the OGC-1 device is vertically lowered onto the cement surface and left in this position for 5 s. The needle is then immersed again every 30 s. The time is recorded from the start of mixing until the moment when the needle can no longer penetrate the cement sample, which has a thickness of 4–5 mm, to a depth of no more than 0.1 cm from the bottom of the sample. The working setting time is recorded as the time from the beginning of mixing to the change in the needle depth.
2.1.9. Determination of Compressive Strength
To determine the compressive strength of zinc phosphate cement samples, 10 cylindrical samples with dimensions of 20 × 20 × 100 mm must be prepared. After mixing is completed for 60 s, the mold is filled with the cement paste. To seal the paste and avoid gaps or holes, the mold is filled with zinc phosphate cement in large portions, the mass is sealed with a spatula, and then the samples are pressed. Excess cement paste in the upper part of the mold is removed. One hour after molding, the ends of the cylindrical samples are ground to obtain a smooth surface perpendicular to the longitudinal axis of the sample. After grinding, the samples are visually inspected for air bubbles and chipping on the edges of their surfaces. Any defective samples are discarded. The selected defect-free samples are placed in a container with distilled water and then placed in a drying oven at a temperature of (37 ± 1)°C for 24 h. After 24 h of curing in the drying oven, the samples are removed from the container with distilled water, wiped with a damp cloth, and their linear dimensions are measured. Subsequently, 5 of the cylindrical samples are tested for compressive strength on a PGM-100MG4 press [25].
2.2. Raw Materials
The process of producing zinc phosphate cements involves several key stages, starting with the preparation of raw materials and ending with thermal treatment to form the powder, followed by the subsequent hardening of the cement. During thermal treatment, the sintering of the batch/frit of the main phases of zinc phosphate cement occurs. After the cement powder is obtained, it must be mixed with an orthophosphoric acid solution to initiate the hardening process. Important chemical reactions take place during mixing, which ensure the setting process of dental cement: zinc oxide (ZnO) → frit with the addition of phosphorous slag (MgO, SiO2, Bi2O3, CaO, Al2O3, Fe2O3, F, CaF2) → mixing → thermal treatment (1000–1100 °C) → sintering of the batch → cement powder + activator (H3PO4) → cement stone.
Zinc phosphate cement is a product of the fine grinding of frit obtained by sintering the mixture at high temperatures. In this study, the components used to obtain the zinc phosphate composite cement powder included zinc oxide (ZnO), silicon dioxide (SiO2), magnesium oxide (MgO), and bismuth oxide (Bi2O3).
ZnO—provides good adhesion to cavity walls and plasticity;
MgO—increases plasticity and mechanical strength and reduces sintering temperature by up to 10%;
SiO2—imparts transparency, vitreousness, and luster and improves the sintering of the batch;
Bi2O3—added to improve the smoothness (uniformity) of freshly mixed cement, and in large amounts, it increases the setting time of the material;
CaO—affects the setting time of the cement and increases viscosity.
3. Results and Discussion
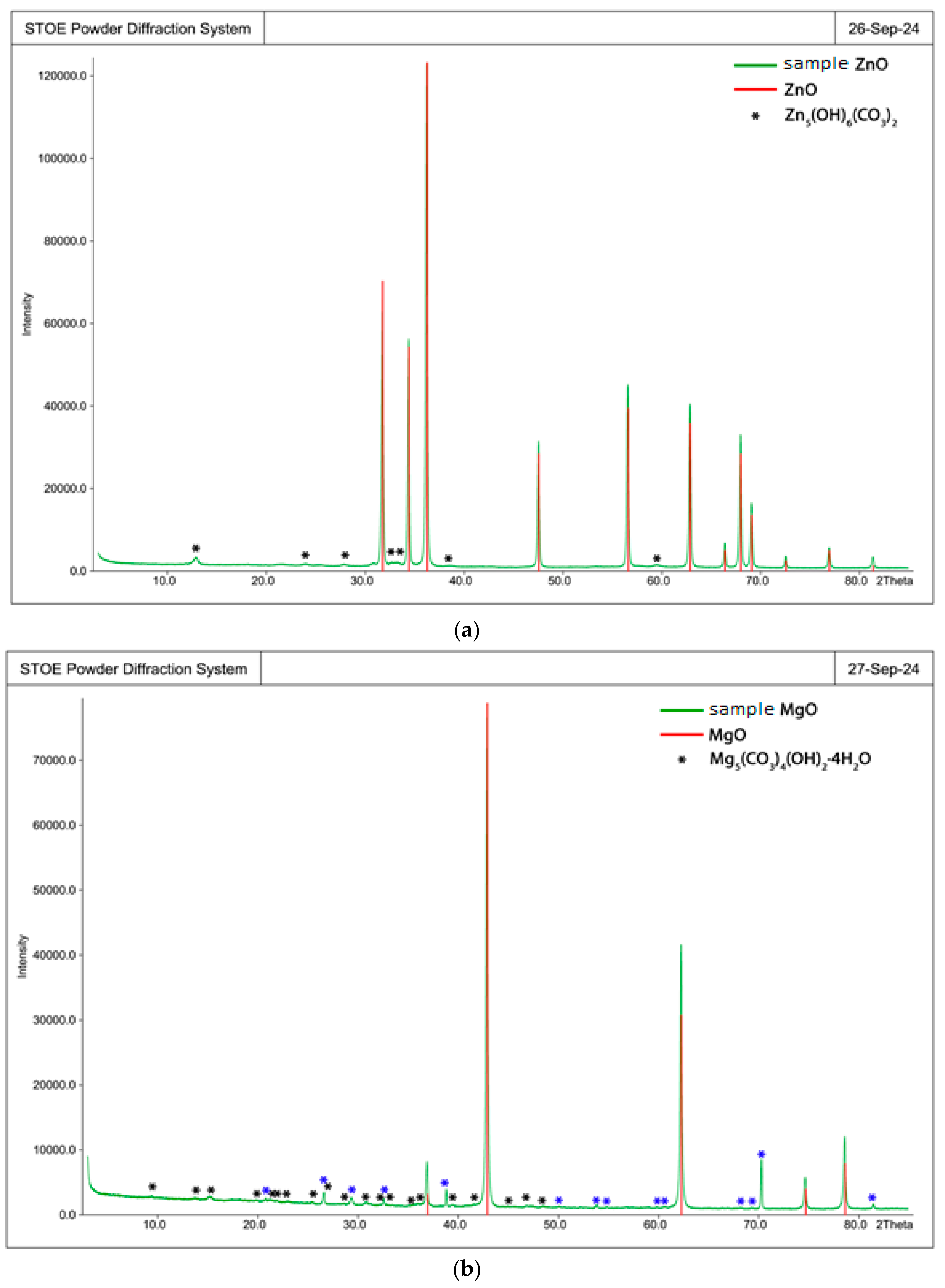
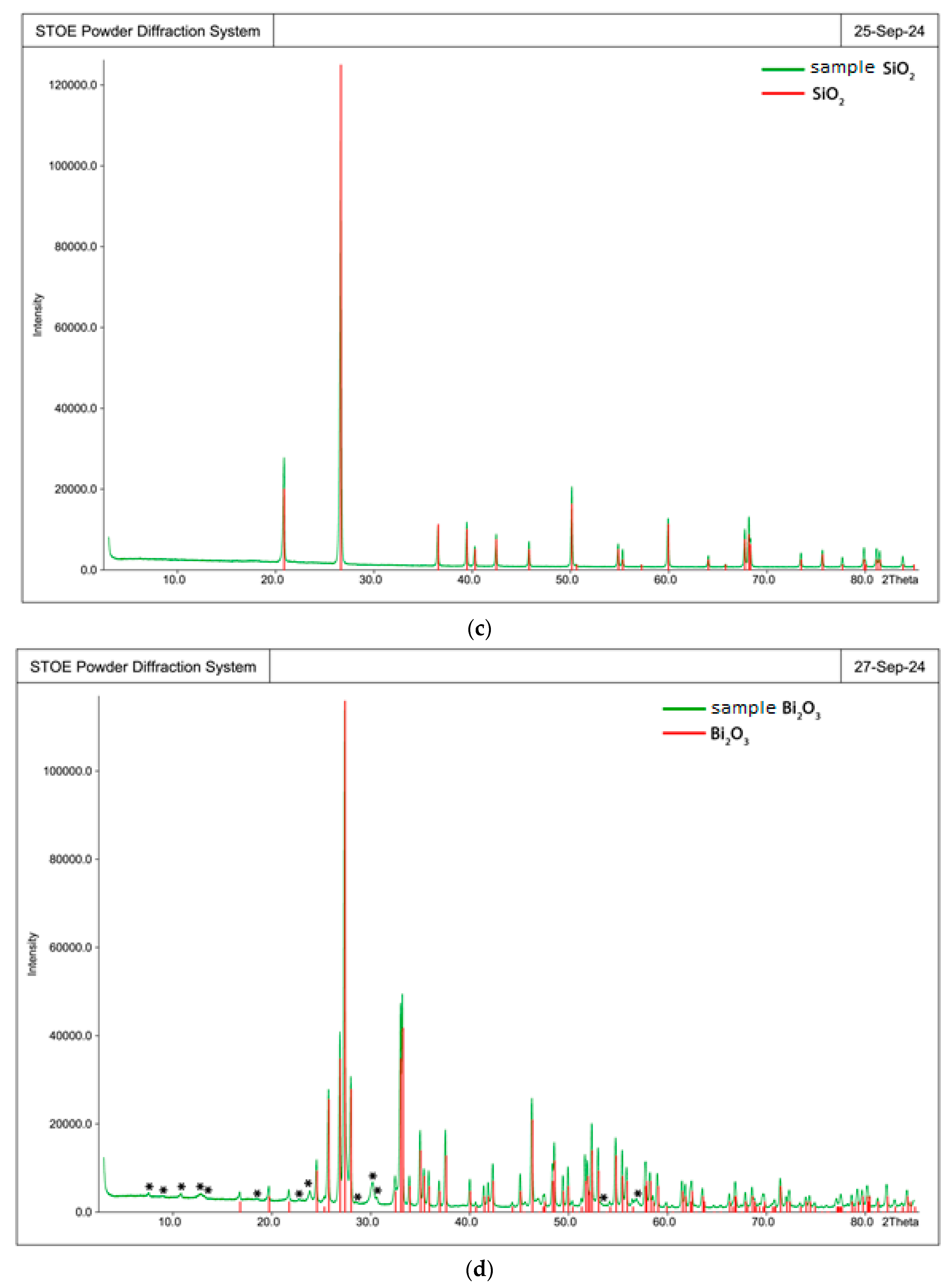
X-ray phase analysis of the raw materials was carried out at the Faculty of Chemistry of M.V. Lomonosov Moscow State University. The results of the X-ray phase analysis are presented in Figure 1.
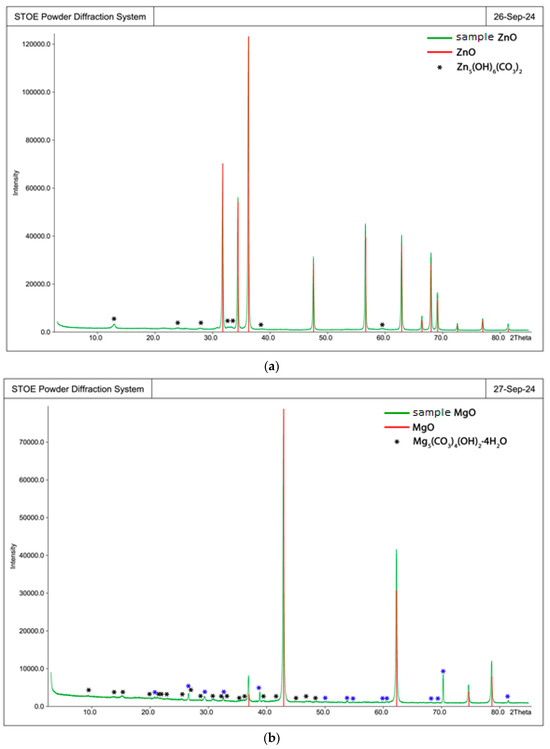
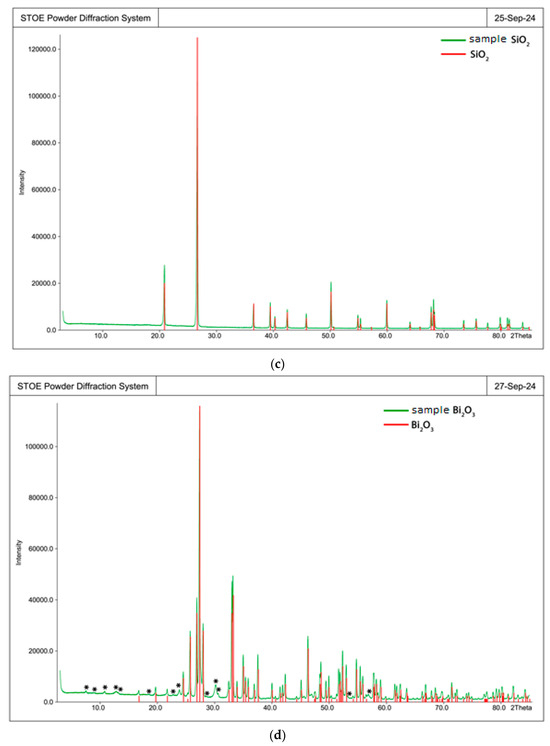
Figure 1.
X-ray diffraction (XRD) patterns of the raw materials: (a)—ZnO; (b)—MgO; (c)—SiO2; (d)—Bi2O3. The red lines indicate the reflections corresponding to the main mineral phases.
According to the results of X-ray diffraction analysis, all components exhibited reflections corresponding to the materials used. It was established that the components possess a sufficiently stable composition, and the content of harmful and undesirable impurities is below the permissible limits.
The raw materials were ground in a ball mill for 60 min until the residue on sieve No. 008 did not exceed 0.5%. Subsequently, the specific surface area and average particle size were measured using the PSH-12 device. The results are presented in Table 1.

Table 1.
Dispersive characteristics of the raw materials.
The residue on sieve No. 008 was measured every 20 min. As a result, after 60 min of grinding, the residue was reduced to below 0.5%. As shown in Table 1, the specific surface area of the ground materials ranged from 3620 to 7790 cm2/g, and the average particle size ranged from 2.2 to 5.9 µm.
The Karatau phosphate massif is the primary source of raw materials for the production of phosphorus compounds in Kazakhstan. On a global scale, it is classified as a major phosphate deposit. The phosphate rock reserves in the Karatau basin are estimated at approximately 700 million tons in terms of P2O5 content [26].
Currently, the dumps of phosphorus slag cover an area of 27.4 hectares in the Zhambyl Region of Kazakhstan. The accumulated volume is 5.313 million tons, with an annual addition of 38.2 thousand tons. Approximately 23.8 thousand tons are consumed annually for miscellaneous local needs.
Phosphorus slag is a byproduct of elemental phosphorus production. It contains oxides of calcium (CaO), silicon (SiO2), phosphorus (P2O5), and other compounds such as silicates and aluminosilicates. Overall, the chemical composition of the slag is stable. To ensure its suitability for use in dental material production, the following conditions must be met:
1. Regular chemical composition analysis of the slag to monitor the content of key components;
2. Homogenization of the slag during the milling process;
3. Careful control of the slag composition, adjustment of processing parameters, and regular quality control of the final product are essential for the successful use of phosphorus slag as a component (additive) in dental materials. These measures help to ensure consistency and high quality of the end product, despite possible minor variations in the composition of different slag batches.
The chemical composition of phosphorus slag was determined using an Axios mAX X-ray fluorescence (XRF) spectrometer (PANalytical) at the Faculty of Chemistry of Lomonosov Moscow State University. The chemical composition of the slag is presented in Table 2.
Table 2.
Chemical composition of phosphorus slag.
According to the analysis results, phosphorus slag contains more than 37.5% silicon dioxide, while the combined content of CaO and MgO exceeds 43%. The P2O5 content is 1.98%, and the chloride ion content does not exceed 0.1%, which complies with GOST 3476-2019 [27]. In addition, the slag contains 1.94% fluorine, 4.91% calcium fluoride, and 0.35% calcium phosphide. These components play an important role in enhancing both the technical and functional properties of zinc phosphate cement.
The concentration of microelements in phosphorus slag was also determined (Table 3).
Table 3.
Concentration of elements in the phosphorus slag.
As can be seen from the data in Table 3, the concentration of 18 elements in the composition of phosphorus slag totals only 0.26%, which does not have any adverse effects on its use as an additive in the production of zinc phosphate cement.
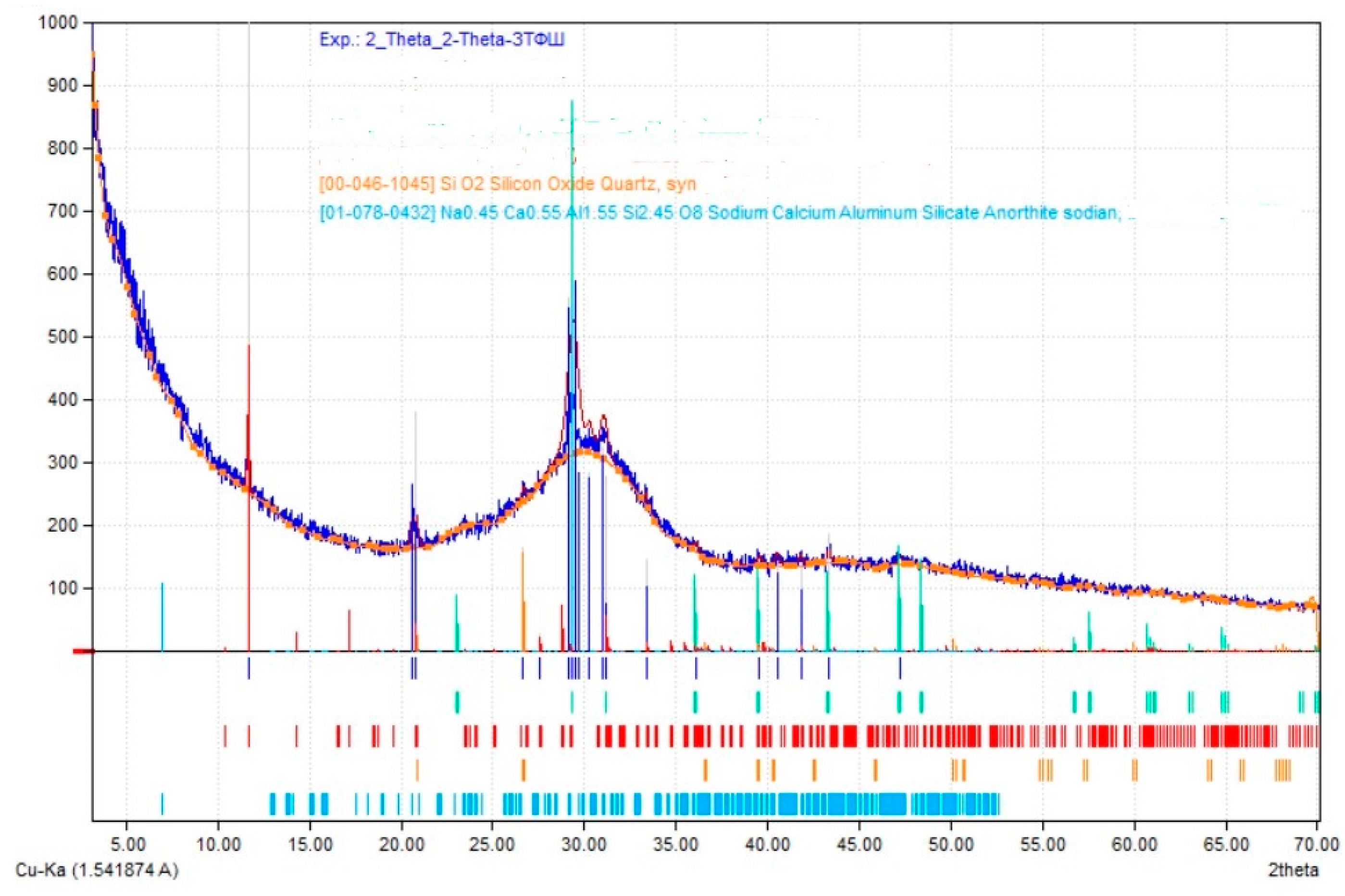
X-ray diffraction analysis of the phosphorus slag was performed using a powder diffractometer at the Faculty of Geology of Lomonosov Moscow State University. The results of the X-ray diffractometric analysis are presented in Figure 2.
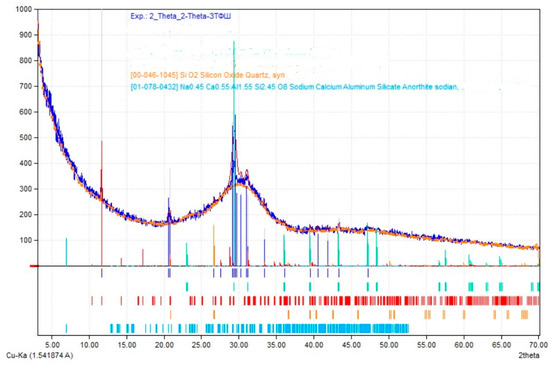
Figure 2.
X-ray diffraction pattern of phosphorus slag.
The X-ray diffraction pattern confirmed the presence of the following phases: SiO2—quartz, [Na, Ca, Al, Si]—anorthite, (α-CaO·SiO2)—pseudowollastonite, (β-CaO·SiO2)—wollastonite, and [Ca2(Al,Mg,Si)Si2O7]—melilite.
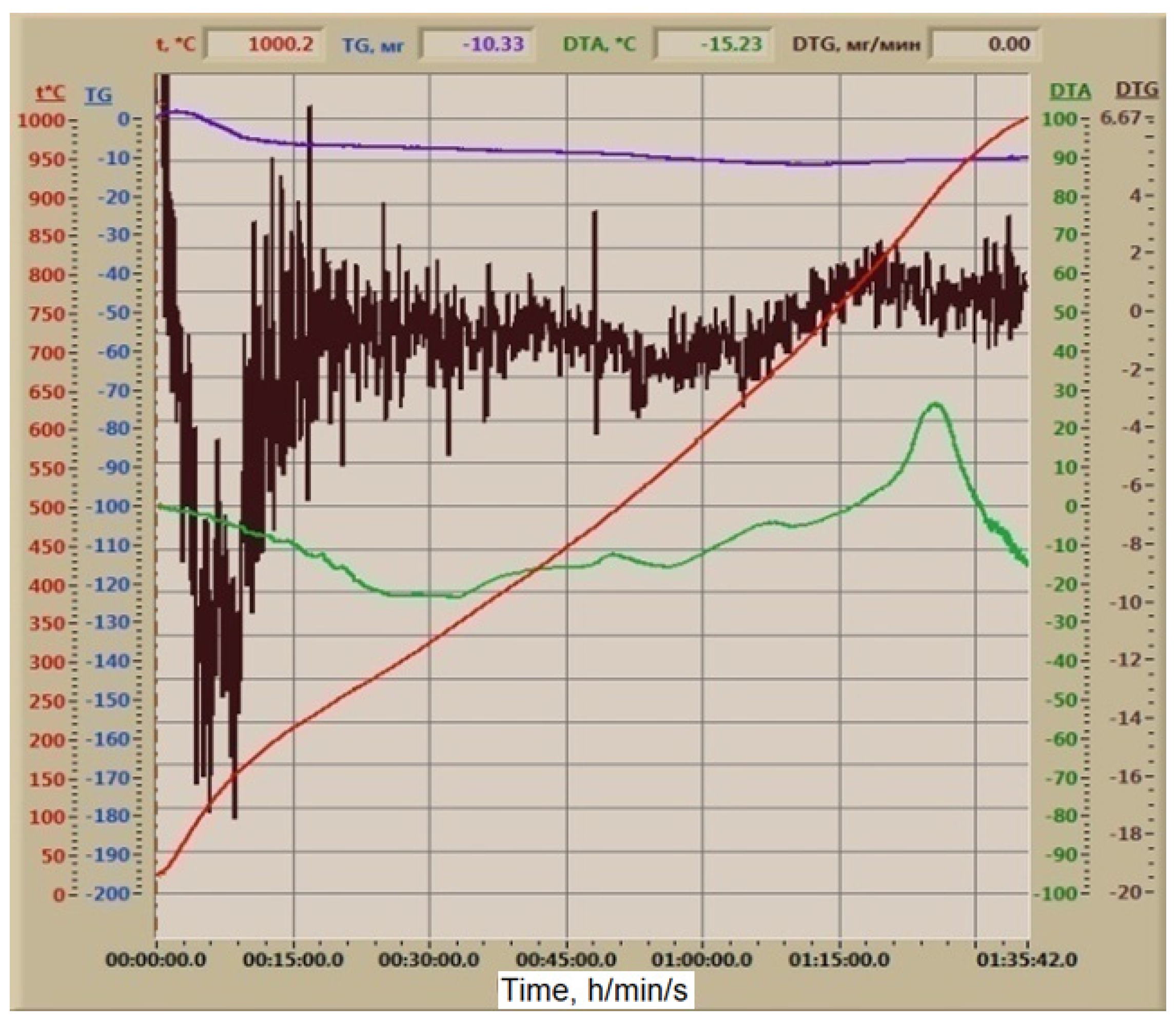
Differential thermal analysis (DTA) of phosphorus slag was carried out using a Q-1500D derivatograph at M. Auezov South Kazakhstan University. The slag derivatogram is presented in Figure 3.
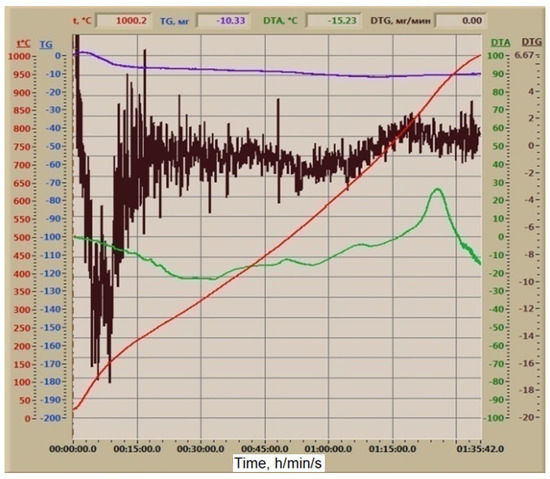
Figure 3.
Derivatogram of phosphorus slag.
Differential thermal analysis (DTA) was used to study the physicochemical changes occurring in the composition of phosphorus slag. Initially, at temperatures between 200 and 400 °C, a loss of water in the slag composition is observed. A deep exothermic effect, with a maximum at 920 °C, is detected on the DTA curve of phosphorus slag. The reaction process for pseudowollastonite formation begins at 870 °C, indicating the presence of calcium and silicon in various forms in phosphorus slag. The majority of phosphorus slag is represented as a glassy phase with crystalline phase inclusions. A slight mass loss (TG curve) is observed due to the removal of a small amount of adsorbed water [28].
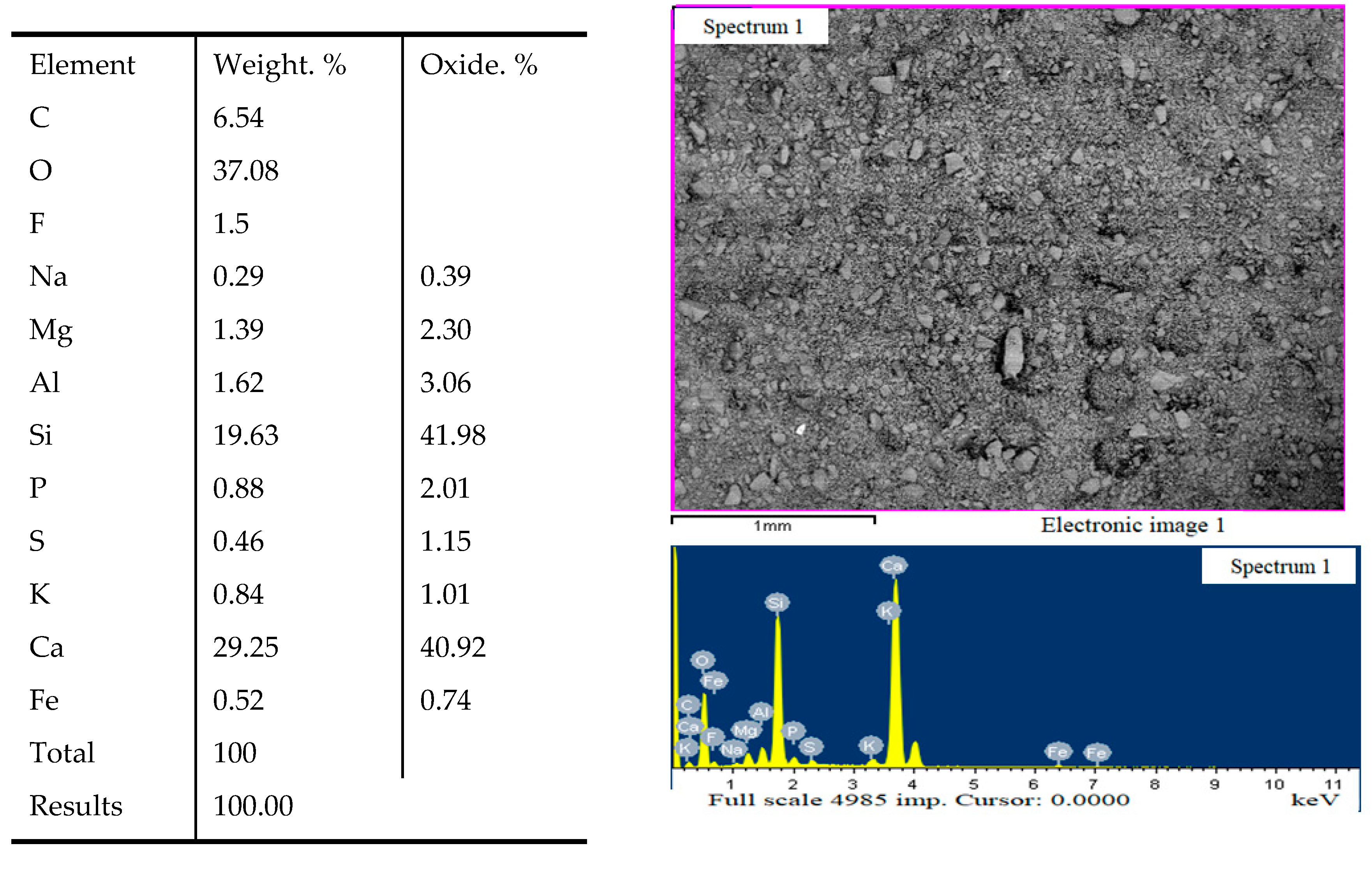
Electron microscopic analysis of phosphorus slag was performed using a JEOL JSM-6490 LV microscope at M. Auezov South Kazakhstan University. The results of the elemental chemical composition, microphotography, and local X-ray spectrometric analysis of phosphorus slag are shown in Figure 4.
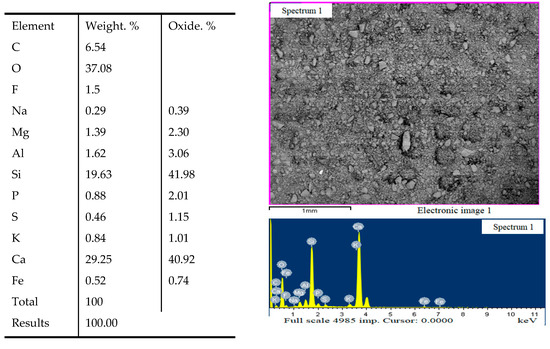
Figure 4.
Chemical composition, micrograph, and local X-ray spectral analysis of phosphorus slag.
Based on the results obtained through electron microscopy, it was established that the main mass is represented by the glass phase.
The results of the mechanical activation of phosphorus slag are as follows: total grinding time—5 h, residue on sieve No. 008 of 0.08%, specific surface—6104 cm2/g, and an average particle size of 3.22 µm [29]. Thus, studying the microstructure of phosphorus slag is crucial for determining its suitability for various applications.
The mixture compositions developed from the above raw materials are shown in [30] (Table 4). To study the sintering processes of composite zinc phosphate cement, the mixtures were prepared, and tablets were formed. These mixtures were moistened to a 1% moisture content, and tablets with a diameter of Ø20 mm and a height of 10 mm were pressed at a molding pressure of 20 MPa. Afterward, the tablets were dried at 100 °C for 1 h and then fired in a high-temperature electric furnace at temperatures of 1000–1100 °C. The temperature rise to 1100 °C occurred over 3.5 h, with isothermal holding at the specified temperatures for 30 min. The firing of the tablets was conducted in an electric furnace SX-2-18TP (Nanyang, China) [31].
Table 4.
Chemical composition of mixtures and firing parameters.
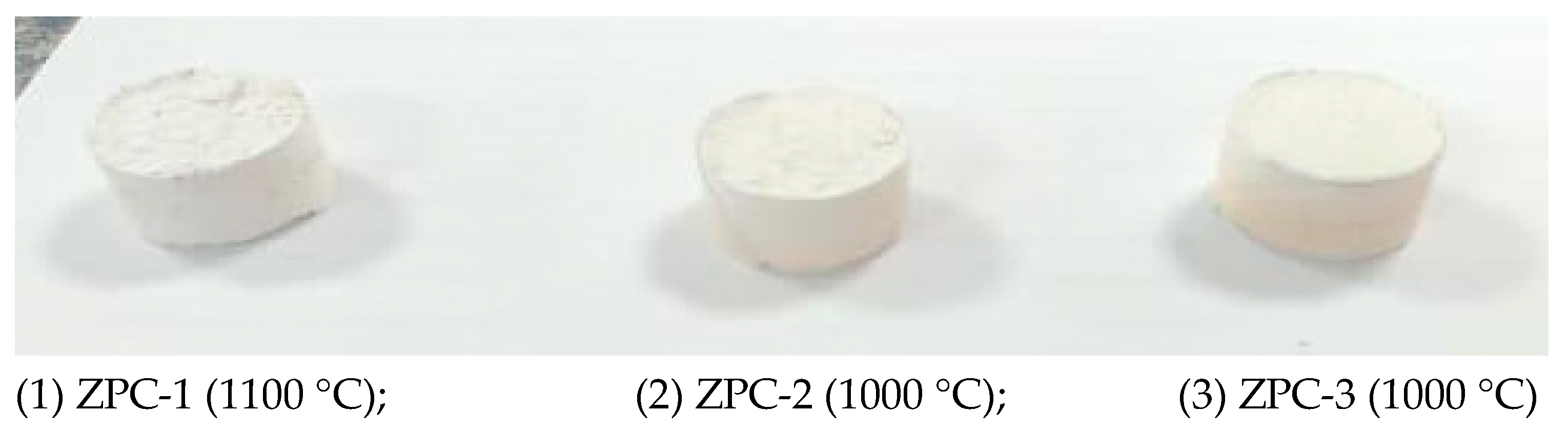
As seen from the data in Table 4, the sintering of ZPC-1 was carried out at 1100 °C, while the compositions ZPC-2 and ZPC-3, including the addition of phosphorus slag, were sintered at 1000 °C, which is 100 °C lower than the prototype. The sintering of the mixture compositions involves complex physicochemical processes. The reactions that occur during sintering determine the quality of the product and its phase composition. The addition of phosphorus slag to the zinc phosphate cement powder affects the sintering mechanisms and the properties of the final material. Fluorides and CaF2 react with the oxides present in the raw materials. For example, ZnO interacts with fluorides to form ZnF2 as follows:
ZnO + CaF2 = ZnF2 + CaO
Fluorides lower the melting temperatures of the mixture, which facilitates sintering and improves the formation of phases during the cement firing process.
Fluorine helps break the crystalline lattices of the raw materials, increases their activity, and promotes the completion of sintering processes at temperatures 100 °C lower than those in the known mixtures.
The presence of CaO and SiO2 in phosphorus slag can lead to the formation of calcium silicate phases, which improve the mechanical properties of zinc phosphate cement. These phases may include Ca3SiO5 (tricalcium silicate) and other compounds, such as Ca2SiO4 (dicalcium silicate). However, the influence of fluorides on these reactions is not as evident, but their presence affects the melting temperature and the formation of certain phases as follows:
CaO + SiO2 + CaF2 → Ca3SiO5 + CaF2
Ca3SiO5 is a phase compound responsible for the strength of the material. However, it should be noted that the amount of slag added is 1.5–3.0%, resulting in a fluoride content of about 0.03–0.045% and a CaF2 content of 0.075–0.15%. Therefore, in the presence of these elements, fragmentary micro-melts will form, enhancing the sintering process of the zinc phosphate cement powder.
Samples sintered at 1100 °C and 1000 °C are shown in Figure 5.
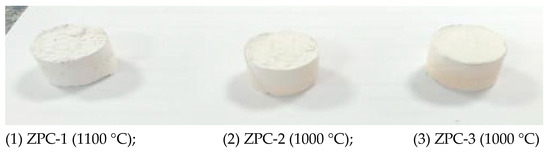
Figure 5.
General view of the obtained samples after sintering.
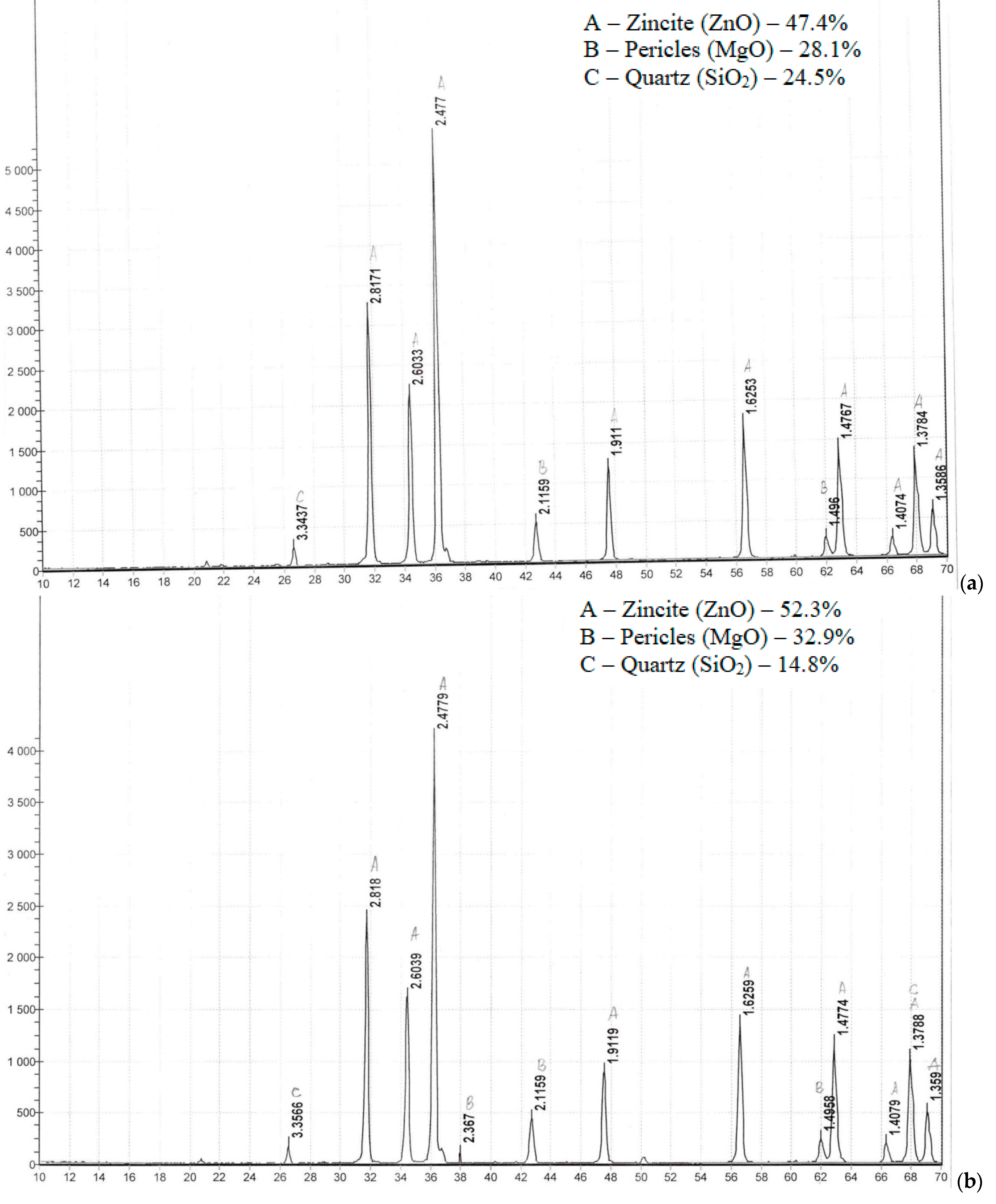
Next, the sintering process of the cements was studied. Figure 6 shows the X-ray diffractograms of the sintered compositions of zinc phosphate cement.
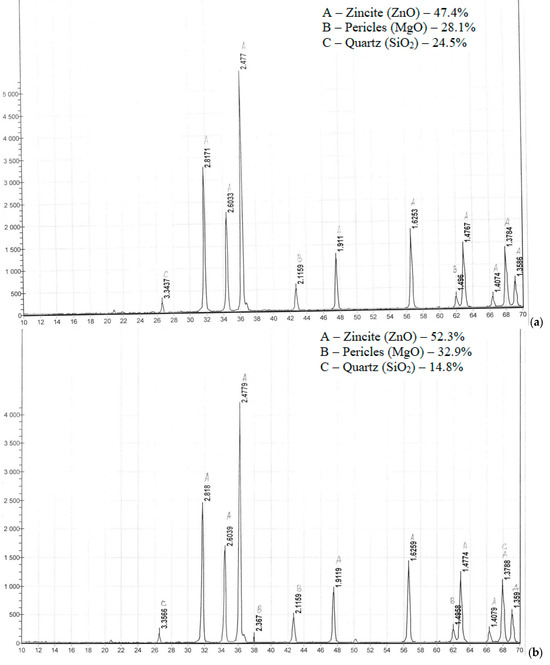
Figure 6.
X-ray diffractograms of the sintered compositions: (a) ZPC-1; (b) ZPC-2.
On the X-ray diffractograms of the samples sintered at 1100 °C, intermediate points corresponding to the following minerals are identified:
- -
- Zincite (ZnO) d = 2.81; 2.60; 2.47; 1.91; 1.62; 1.47; 1.40; 1.37; 1.35 Å;
- -
- Periclase (MgO) d = 2.11; 1.49 Å;
- -
- Quartz (SiO2) d = 3.34 Å.
On the X-ray diffractograms of the samples sintered at 1000 °C, intermediate points corresponding to the following minerals are identified:
- -
- Zincite (ZnO) d = 2.81; 2.60; 2.47; 1.91; 1.62; 1.47; 1.40; 1.35 Å;
- -
- Periclase (MgO) d = 2.36; 2.11; 1.49 Å;
- -
- Quartz (SiO2) d = 3.35; 1.37 Å.
As a result of the X-ray phase analysis, it was found that the zinc phosphate cement powder sintered at 1000 °C contains a large amount of zincite minerals (ZnO—52.3%). The improved sintering ability of the ZPC-2 powder is due to the addition of 1.5% phosphorus slag. Phosphorus slag contains 1.94% fluorine (F) and 4.91% calcium fluoride (CaF2), which affect the chemical reaction between zinc oxide (reaction No. 2). Fluorides accelerate the chemical sintering reaction due to fluorine (reaction No. 3), forming volatile fluorine compounds, thus promoting the rapid formation of the solid phase—zinc fluoride (ZnF2). ZnF2 can also alter the structure of the forming crystals, which affects the strength characteristics of the zinc phosphate cement.
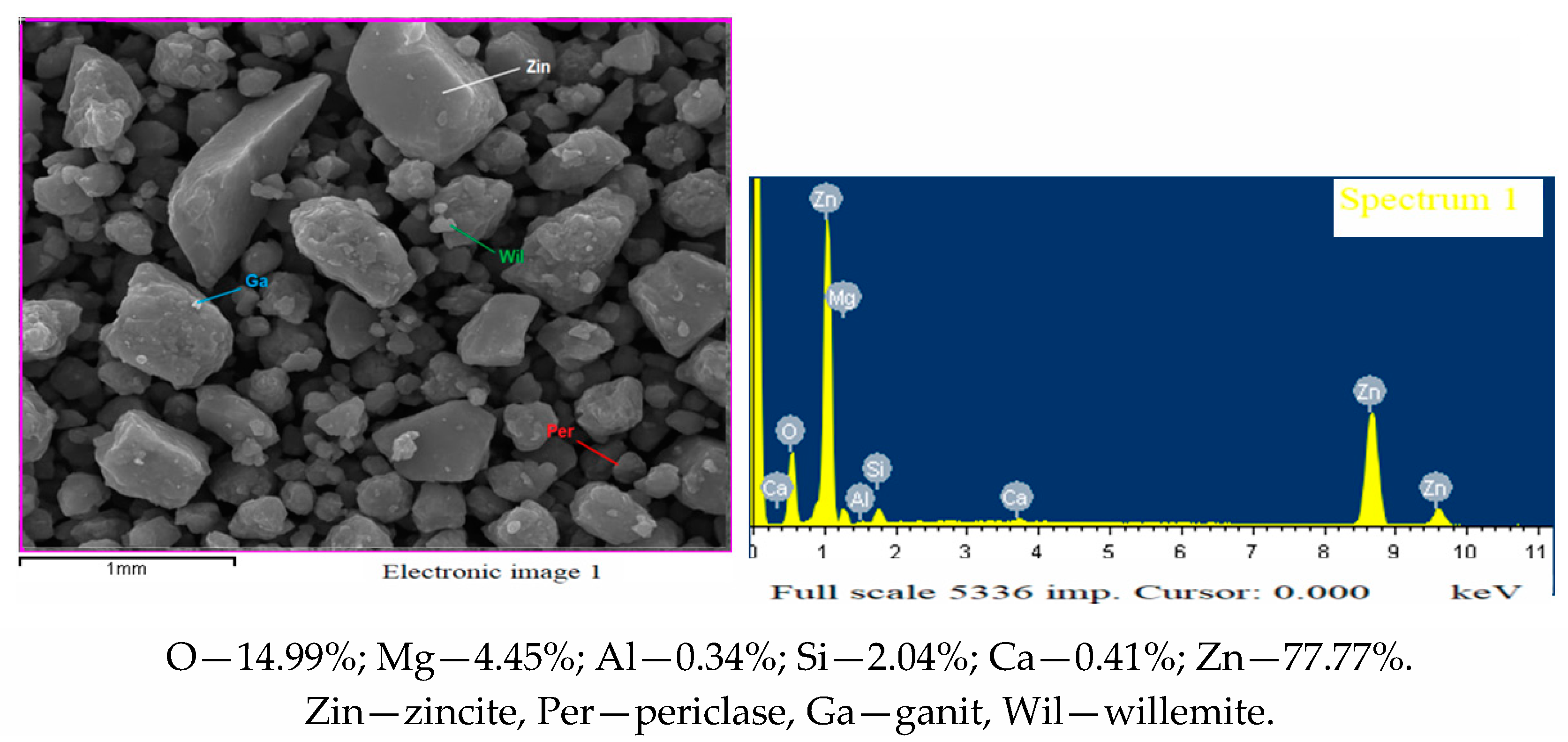
The experimentally obtained sample of zinc phosphate cement powder from mixture No. 2 (ZPC-2) was studied using scanning electron microscopy. The microphotograph and elemental chemical analysis of the sample powder obtained with the addition of 1.5% phosphorus slag are shown in Figure 7.
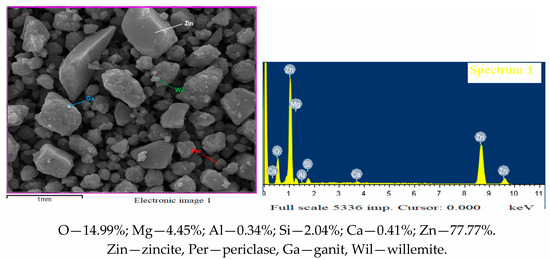
Figure 7.
Electron microscope analysis of the zinc phosphate cement powder sample obtained with the addition of 1.5% phosphorus slag.
The microstructure of the zinc phosphate cement powder, with the addition of phosphorus slag, contains the main coarse-grained mineral, zincite (ZnO), with sizes ranging from 1 to 10 μm. After thermal treatment, zincite acquires an angular crystallinity in shape. Among the zincite minerals, the mineral gahnite (ZnAl2O4) is present, which has a bright luster and consists of a zinc–aluminum compound. The mineral periclase (MgO) is represented by dark black, round-oval crystals. The mineral willemite (Zn2SiO4) forms as a result of sintering zinc and silicon at high temperatures and appears as a granular mass of dark gray color. In addition, particles representing vitreous remnants of fine-dispersed slag are found in the size range of 0.1–1 μm.
The sintered zinc phosphate cement samples were ground in a ball mill for 240 min until the residue on sieve No. 008 was 0.046%. The specific surface area of the powder was 3345 cm2/g, and the average particle size was 5.8 μm.
The obtained samples were subjected to tests to determine whiteness, setting times, and compressive strength. The results of the tests on the physical and mechanical properties are shown in Table 5.
Table 5.
Physical–mechanical properties of experimental zinc phosphate cements.
Based on the testing results, the whiteness of the cement powder for ZPC-1 (prototype) was 95.2%, while for the developed ZPC-2 it was 97.8%, indicating a better result. The improvement in whiteness can be attributed to the presence of 37.62% SiO2 in the phosphorous slag composition. Silicon dioxide imparts transparency, glassiness, and shine to the cement.
The setting times of ZPC-1 cement begin after 4 min and end after 8 min, while for ZPC-2 cement, they begin after 6 min and end after 9 min. The results indicate that a dentist can work with the developed ZPC-2 cement for a slightly longer time than with the known ZPC-1. This is undoubtedly a positive factor. The laboratory prepared samples measuring 20 × 20 × 100 mm to test compressive strength after 24 h.
As shown in Table 5, the compressive strength of the developed zinc phosphate cements, ZPC-2 and ZPC-3, ranges from 107.4 to 111.9 MPa, which is significantly higher than that of the prototype. Solid zinc phosphate cement predominantly consists of a hydrated amorphous network of zinc phosphate, in which incompletely dissolved powder particles are embedded. The increased compressive strength of zinc phosphate cement can be explained by the densification of the structure and the formation of additional phosphates in the presence of phosphorous slag. The ratio of powder particles to the phosphate matrix varies depending on the amounts of powder and liquid used. Hardened cement with a minimal amount of phosphate matrix exhibits superior physical properties and delivers better clinical results.
The glassy structure of phosphorous slag plays a crucial role in its reactivity and in the formation of zinc phosphate cement. The glass phase of phosphorous slag contains CaO, MgO, Al2O3, SiO2, Fe2O3, F, and other oxides in the form of corresponding cations and anions, which facilitate better interaction with acidic (H3PO4) components. In an acidic medium, ions from the glass phase are quickly released. When the powder dissolves in orthophosphoric acid, the crystalline lattice is disrupted, making it easier for ions like Ca2+, Al3+, Fe3+, and others to be released into the solution, thus accelerating ion exchange.
CaO, Al2O3, Fe2O3 → Ca2+, Al3+, Fe3+
The released ions react with H3PO4 to form intermediate zinc phosphates, calcium phosphates, and alumino-phosphates as follows:
Ca2+ + HPO42− → CaHPO4
Al3+ + H3PO4 → AlPO4·nH2O
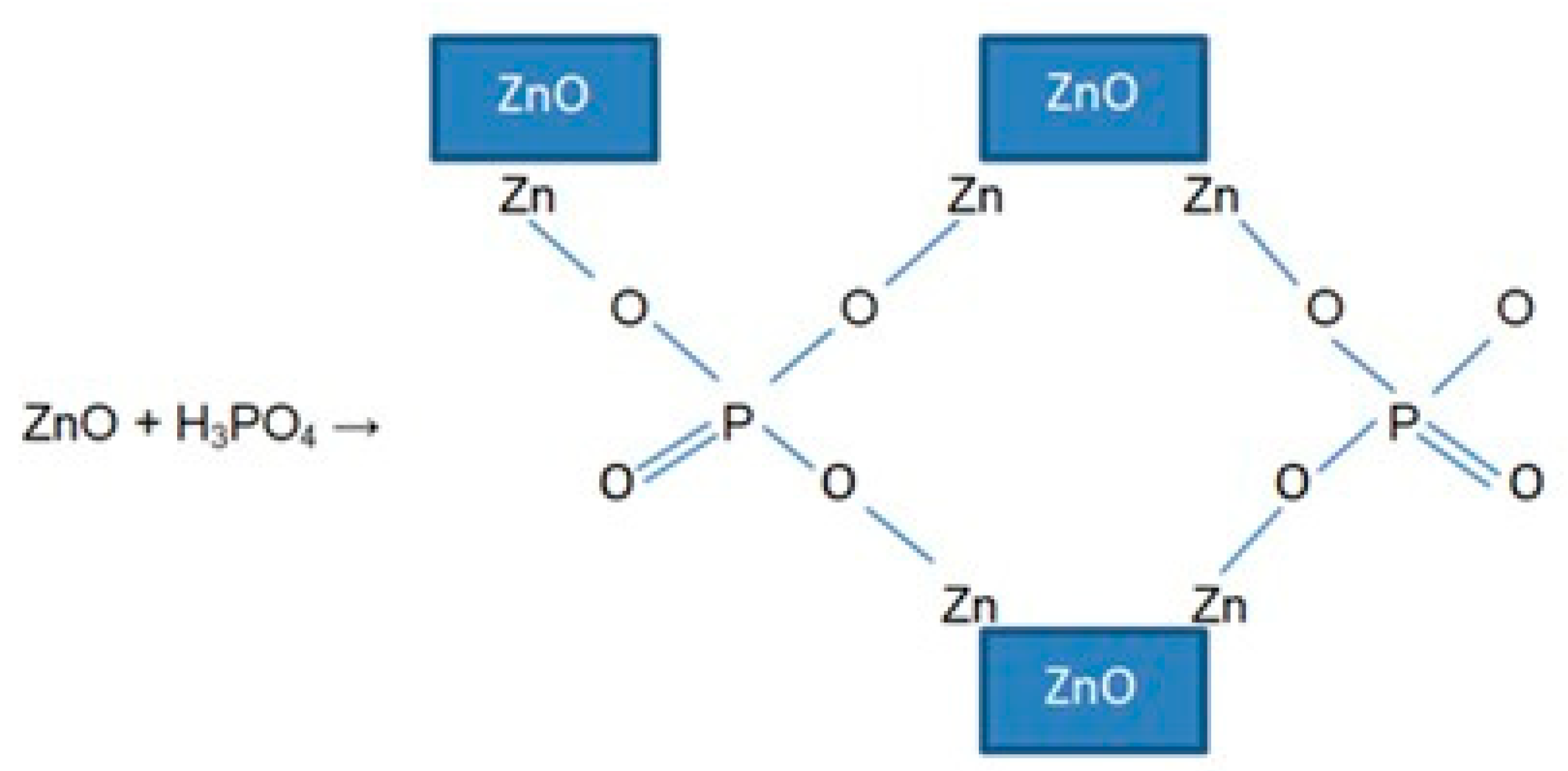
The released Zn2+ ions react, releasing additional phosphates and forming complex zinc phosphates, which are important for the formation of a durable matrix (Figure 8).
Figure 8.
Mechanism of zinc phosphate cement hardening.
The presence of active aluminosilicates contributes to the formation of gel-like phases (phosphoaluminates), which positively affect strength. The oxides of magnesium, calcium, silicon, bismuth, and others present in the composition of the sinter/frit also react with orthophosphoric acid, forming various magnesium and calcium phosphates. This reaction increases the plasticity and mechanical strength, lowers the sintering temperature by up to 10%, and influences the setting time of the cement. Silicon oxide lowers the sintering temperature of the batch by forming the willemite (Zn2SiO4) mineral from zinc oxide. Bismuth oxide has a mineralizing effect during sintering, increasing the rate of strength development during cement hardening.
The cement paste of zinc phosphate cement represents a heterogeneous matrix, as follows:
- Zinc phosphate crystals (ZnHPO4·H2O);
- Alumino-phosphate and calcium-phosphate gels (AlPO4·nH2O, CaHPO4);
- Amorphous residues of silicate glasses (SiO2·nH2O);
- Silicate and aluminosilicate gels C-S-H/C-A-S-H.
4. Conclusions
Based on the research conducted, the following conclusions can be drawn:
1. A composition of zinc phosphate cement was developed based on a frit-sintered mixture of ZnO, SiO2, MgO, and Bi2O3 oxides, with the addition of phosphorous slag and an aqueous solution of orthophosphoric acid as the liquid phase. The optimal composition of the frit for zinc phosphate cement is as follows: ZnO—83.0%, MgO—9.0%, SiO2—3.5%, Bi2O3—3.0%, and phosphorous slag—1.5%.
2. The study of the composition and properties of the raw materials showed that phosphorous slag has a fairly stable composition. The main mass of phosphorous slag is present in the form of a glassy phase, with small amounts of crystalline phases—β-quartz, wollastonite, and melilite. In addition to the main oxides of CaO and SiO2, the slag contains minor components such as F (1.94%), P2O5 (1.98%), and CaF2 (4.91%), as well as trace impurities.
3. The presence of CaO and SiO2 in the phosphorous slag composition can lead to the formation of calcium-silicate phases that improve the mechanical properties of zinc phosphate cement. Fluorides and CaF2 react with the oxides present in the raw materials, primarily with ZnO, forming zinc fluorides. Fluorides promote the destruction of the crystalline structures of the raw materials, enhancing their reactivity, which leads to a decrease in the melting point of the mixture, facilitates sintering, and improves phase formation during cement firing. As a result, the frit sintering process occurs at a temperature of 1000 °C, which is 100 °C lower than that of the prototype.
4. The destruction of the crystalline structures of the raw materials in the frit increases the reactivity of the phases in the reaction with orthophosphoric acid, resulting in a chemical reaction that forms zinc, magnesium, aluminum, and other phosphates. Initially, gel-like phosphoaluminate phases form, which then transition to crystalline phases, increasing the compressive strength of the obtained composite cements after 1 day of curing to 101.8–111.9 MPa. The presence of fluorides in phosphorous slag, through the formation of micro-liquid regions in the frit, leads to an increase in the whiteness of the resulting zinc phosphate cement from 95.2% to 97.8%. Zinc phosphate cement with phosphorous slag fully meets the operational (functional) requirements for cements according to GOST 31578-2012.
5. The use of phosphorous slag in the production of zinc phosphate cements facilitates the recycling of technogenic waste, resulting in an environmentally safe material. The obtained data indicate that the chemical composition of the slag is stable. However, for the successful application of phosphorous slag as a component (additive) in dental materials, it is necessary to carefully control its composition, adjust the process, and regularly check the quality of the finished material. This will help ensure the stability and high quality of the final product, despite possible minor variations in the composition of phosphorous slag between batches.
In terms of further research, the production of a pilot batch of dental cements and their practical testing are planned.
Thus, the use of phosphorous slag in zinc phosphate cement is a relevant and promising direction in chemical engineering. This solution addresses environmental issues related to waste recycling, improves cement properties, increases strength and durability, and reduces production costs. The recycling of phosphorous slag into zinc phosphate cement is an important step toward sustainable development and rational resource utilization.
Author Contributions
Conceptualization, N.Z. and A.A.; methodology, N.Z., B.T. and E.P.; investigation, N.Z., Y.A. and B.Z.; software, A.A. and D.K.; data curation, N.Z., B.T. and A.A.; writing—original draft preparation, N.Z., B.T., E.P. and B.Z.; writing—review and editing, N.Z., B.T. and A.A.; visualization, E.P., Y.A., D.K. and B.Z.; project administration, N.Z., B.T. and E.P.; funding acquisition, N.Z. and A.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Committee of Science of the Ministry of Science and Higher Education of the Republic of Kazakhstan, grant No. AP22683868—«Development and research of the composition of zinc phosphate composite cements for the dental needs of Kazakhstan».
Data Availability Statement
The data used to validate the results of this study are included in the article.
Acknowledgments
The authors express their sincere gratitude to Andrey Vladimirovich Shevelkov, for the opportunity to conduct research in their scientific laboratories. The authors also extend their appreciation to E.A. Buketov Karaganda University (Laboratory of Composite Materials named after Doctor of Chemical Sciences Alexander Vasilievich Kazantsev) for providing access to the laboratory facilities used in this research.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Abdurakhmanov, A.I.; Kurbanov, O.R. Orthopedic stomatology. In Materials and Technologies, 3rd ed.; GEOTAR-Media: Moscow, Russia, 2016; p. 352. [Google Scholar]
- Hoffmann’s Katalog; Yvonne Hoffmann: Berlin, Germany, 2023; p. 74. Available online: https://hoffmann-dental.com/wp-content/uploads/2022/10/Hoffmann-Dental-Katalog-Englisch.pdf (accessed on 1 April 2023).
- Dare, V. Zinc Phosphate Cement. Available online: https://dentalpockets.com/blog/zinc-phosphate-cement/ (accessed on 7 April 2020).
- Global Dental Cement Market Size Study & Forecast and Regional Analysis, 2022–2029. Available online: https://www.asdreports.com/market-research-report-619714/global-dental-cement-market-size-study-forecast-regional-analysis (accessed on 1 April 2023).
- Dental Composites Market. Transparency Market Research. Available online: https://www.transparencymarketresearch.com/dental-composites-market.html (accessed on 3 February 2025).
- Leung, G.K.-H.; Wong, A.W.; Chu, C.-H.; Yu, O.Y. Update on Dental Luting materials. Dent. J. 2022, 10, 208. [Google Scholar] [CrossRef] [PubMed]
- Analysis of the Dental Services Market in Kazakhstan in 2020-2024, Forecast for 2025-2029.-Moscow.-40 p. Available online: https://businesstat.ru/catalog/id78096/ (accessed on 1 April 2024).
- Viani, A.; Perez-Estebanez, M.; Pollastri, S.; Gualtieri, A.F. In situ synchrotron powder diffraction study of the setting reaction kinetics of magnesium-potassium phosphate cements. Cem. Concr. Res. 2016, 79, 344–352. [Google Scholar] [CrossRef]
- Park, C.-K. Synthesis and characterization of zinc phosphate cement powder and cement-forming liquid. Korean J. Ceram. 1997, 3, 269–273. [Google Scholar]
- Park, C.K.; Silsbee, M.R.; Roy, D.M. Setting reaction and resultant structure of zinc phosphate cement in various orthophosphoric acid cement–forming liquids. Cem. Concr. Res. 1998, 28, 141–150. [Google Scholar] [CrossRef]
- Jabri, M.; Mejdoubi, E.; El Gabi, M.; Hammouti, B. Optimization of hardness and setting of dental zinc phosphate cement using a design of experiments. Arab. J. Chem. 2012, 5, 347–351. [Google Scholar] [CrossRef]
- Romanenko, A.A.; Buzov, A.A.; Polovneva, L.V.; Chuev, V.P. Zinc phosphate cements-new possibilities of fixation in modern dentistry. Part 1. Physico-mechanical characteristics. Clin. Dent. 2019, 3, 10–15. [Google Scholar]
- Valynov, A.S.; Chirkova, N.V.; Kravchuk, E.V.; Morozov, A.N.; Derevnina, N.G. Comparative analysis and prospects for improving zinc phosphate cements. Appl. Inf. Asp. Medicine. Sci. Pract. J. 2023, 26, 53–58. [Google Scholar] [CrossRef]
- Romanenko, A.A.; Shchelokova, L.S.; Buzov, A.A. Technology of grinding of zinc phosphate cement and its properties. Adv. Chem. Chem. Technol. 2019, 4, 84–86. [Google Scholar]
- Tamer, M.H.; Sabry, A.E. Novel Bioactive zinc phosphate dental cement with low irritation and enhanced microhardness. e-J. Surf. Sci. Nanotechnol. 2018, 16, 431–435. [Google Scholar]
- Arun, K.K.; John, W.N.; Samantha, E.B. Biological Evaluation of zinc phosphate cement for potential bone contact Applications. Biomedicines 2023, 11, 250. [Google Scholar] [CrossRef] [PubMed]
- Yermekov, M.T.; Rozhkova, O.V.; Sandibekova, S.G.; Tolysbayev, Y.T.; Vetyugov, A.V.; Turbin, O.A.; Belenko, E.V. Storage of the industrial waste of the mining and smelting industry of Kazakhstan, landfills arrangement, efficiency and operational features. News Natl. Acad. Sci. Repub. Kazakhstan Ser. Geol. Tech. Sci. 2020, 6, 83–89. [Google Scholar] [CrossRef]
- Material for Filling Tooth Root Canals. Patent of the Russian Federation RU2197940C1, 10 February 2003.
- GOST 31578-2012; Water-Based Dental Cements. Technical Requirements. Test Methods. Publishing House of Standards: Moscow, Russia, 2013.
- Yesimov, B.O.; Adyrbaeva, T.A.; Zhakipbaev, B.E. X-ray determinant of minerals V.I. Mikheeva. Methodological Instructions for Universities; M. Auezov SKSU: Shymkent, Kazakhstan, 2012; p. 164. [Google Scholar]
- Makarova, I.A.; Lokhova, N.A. Physicochemical Methods for Studying Building Materials; BrSU Publishing House: Barnaul, Russia, 2011; p. 139. [Google Scholar]
- Rad, S.J.B. Electron Probe Microanalysis and Scanning Electron Microscopy in Geology; Tekhnosfera: Moscow, Russia, 2008; p. 232. [Google Scholar]
- Melnik, N.A. Radioanalytical Methods of Analysis of Technological Products Objects of the Natural Environment; Publ KSC RAS: Apatity, Russia, 2018; p. 273. [Google Scholar]
- Sanitary Rules and Regulations SanPiN 2.6.1.2523-09; Radiation Safety Standards (NRB-99/2009). Official Publication: Moscow, Russia, 2009.
- Sudarev, E.A. Obtaining zinc phosphate dental cement. In Methodological Instructions for Laboratory Practical Training and Independent Work of Students on the Course “Modern Composite Materials” for Students of the Bachelor’s Degree Program 18.03.01 Chemical Technology; TPU Publishing House: Tomsk, Russia, 2021; p. 14. [Google Scholar]
- Surankulov, S.Z. Construction of roads from chemical industry waste. In Proceedings of the Republican Scientific-Theoretical Conference, Seifullin Readings-12: Youth in Science-Innovative Potential of the Future, Astana, Kazakhstan, 22 April 2016; pp. 235–237. [Google Scholar]
- GOST 3476-2019; Granulated Blast Kiln and Electrothermophosphorus Slags. Technical Conditions. Publishing House Standard-Inform: Moscow, Russia, 2019.
- Estemesov, Z.A.; Sarsenbaev, B.K.; Karshyga, G.O.; Sarsenbaev, N.B.; Shakey, A.M. Main characteristics of granulated phosphorus slag (GPSh) used to obtain binders. In Proceedings of the International Scientific and Practical Conference, Topical Issues of Modern Science: Theory, Technology, Methodology, and Practice, Grozny, Russia, 28 June 2021; pp. 168–179. [Google Scholar]
- Bao, P.Y. Determination of content and specific activity of radioactive elements in phosphate slag by spectral and energy spectrum analysis. Natl. Libr. Med. 2001, 5, 630–631. [Google Scholar]
- Composition of Zinc Phosphate Cement for Filling Teeth and Cementing Dentures. Patent for Utility Model of the Republic of Kazakhstan 8329, 14 June 2023.
- Zhanikulov, N.; Sapargaliyeva, B.; Agabekova, A.; Alfereva, Y.; Baidibekova, A.; Syrlybekkyzy, S.; Nurshakhanova, L.; Nurbayeva, F.; Sabyrbaeva, G.; Zhatkanbayev, Y.; et al. Studies of Utilization of Technogenic Raw Materials in the Synthesis of Cement Clinker from It and Further Production of Portland Cement. J. Compos. Sci. 2023, 7, 226. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).