
Fiber-Reinforced Clay: An Exploratory Study on Automated Thread Insertion for Enhanced Structural Integrity in LDM


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Liquid Deposition Modelling (LDM) System
2.2. Prototyping
2.2.1. Developing Custom-Built Modules
2.2.2. Digital Modelling
2.3. Clay
2.3.1. Clay Shrinkage
2.4. Fiber Thread
2.4.1. Thread Evaluation
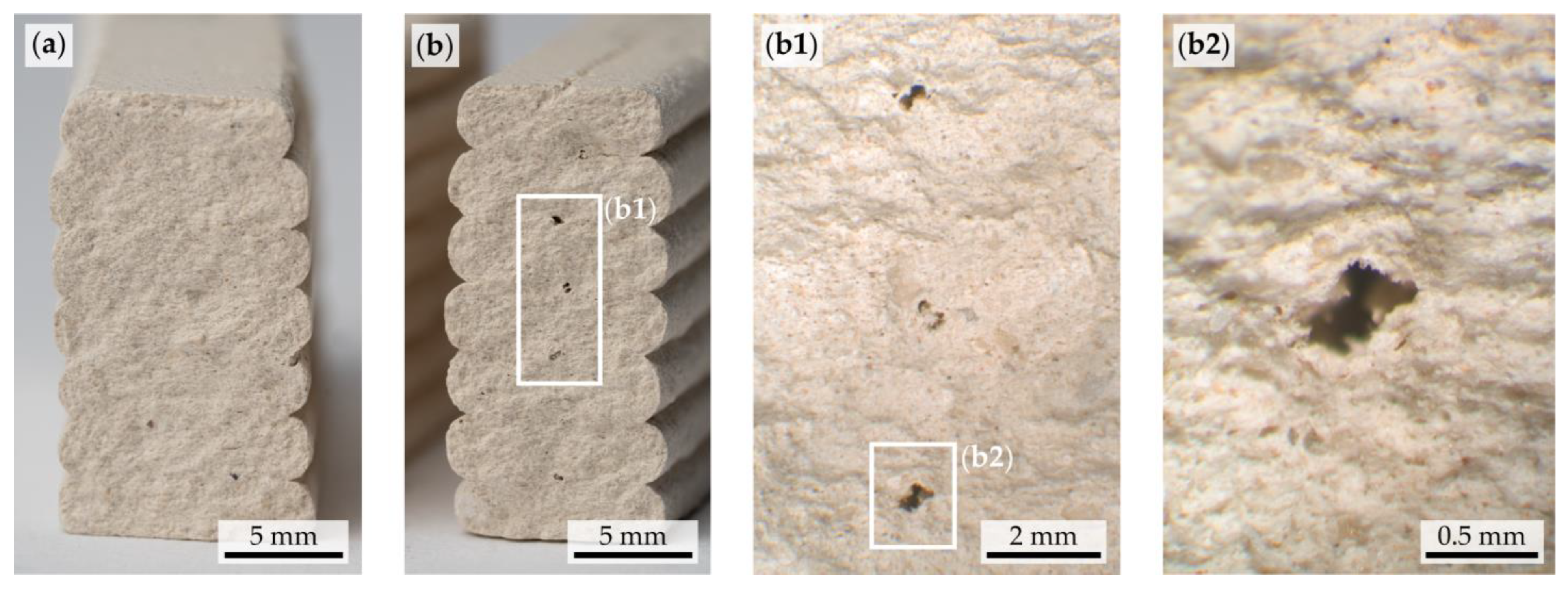
3. Clay and Fiber Thread Composite
Material Strength after Sintering
4. Custom-Build Module
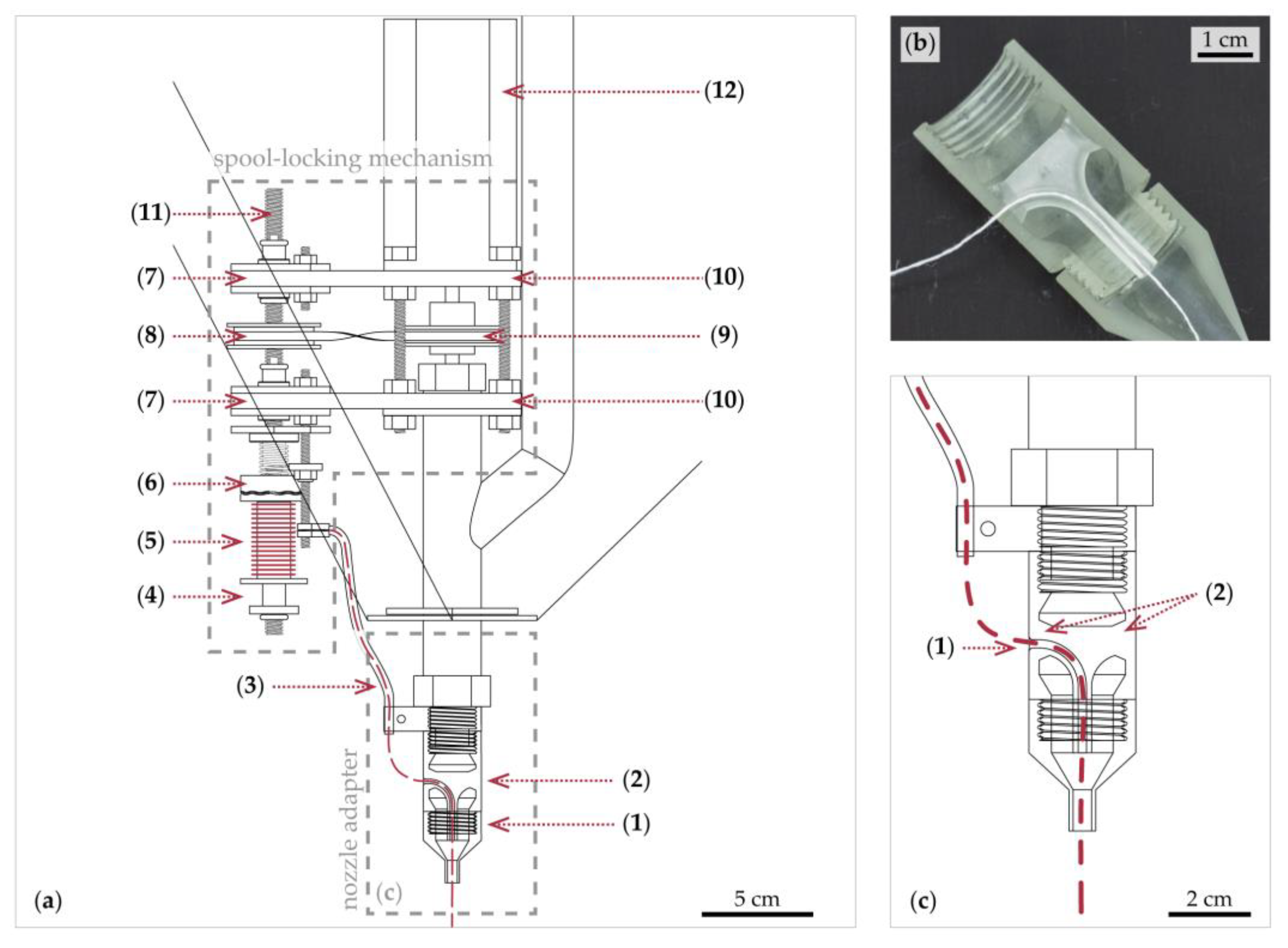
4.1. Fiber Insertion Module (FIM)
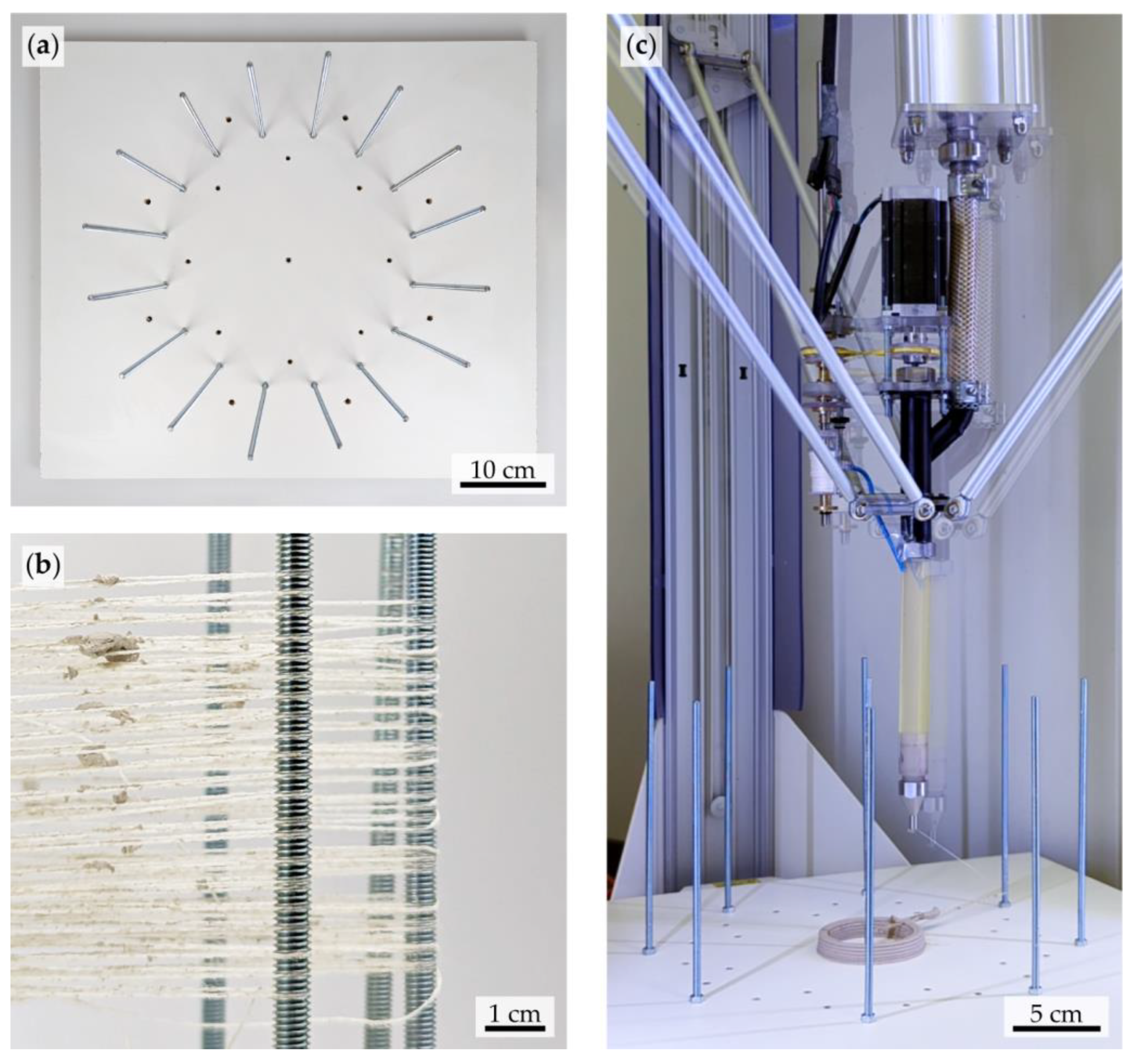
4.2. Tensioning Structure on Building Plate
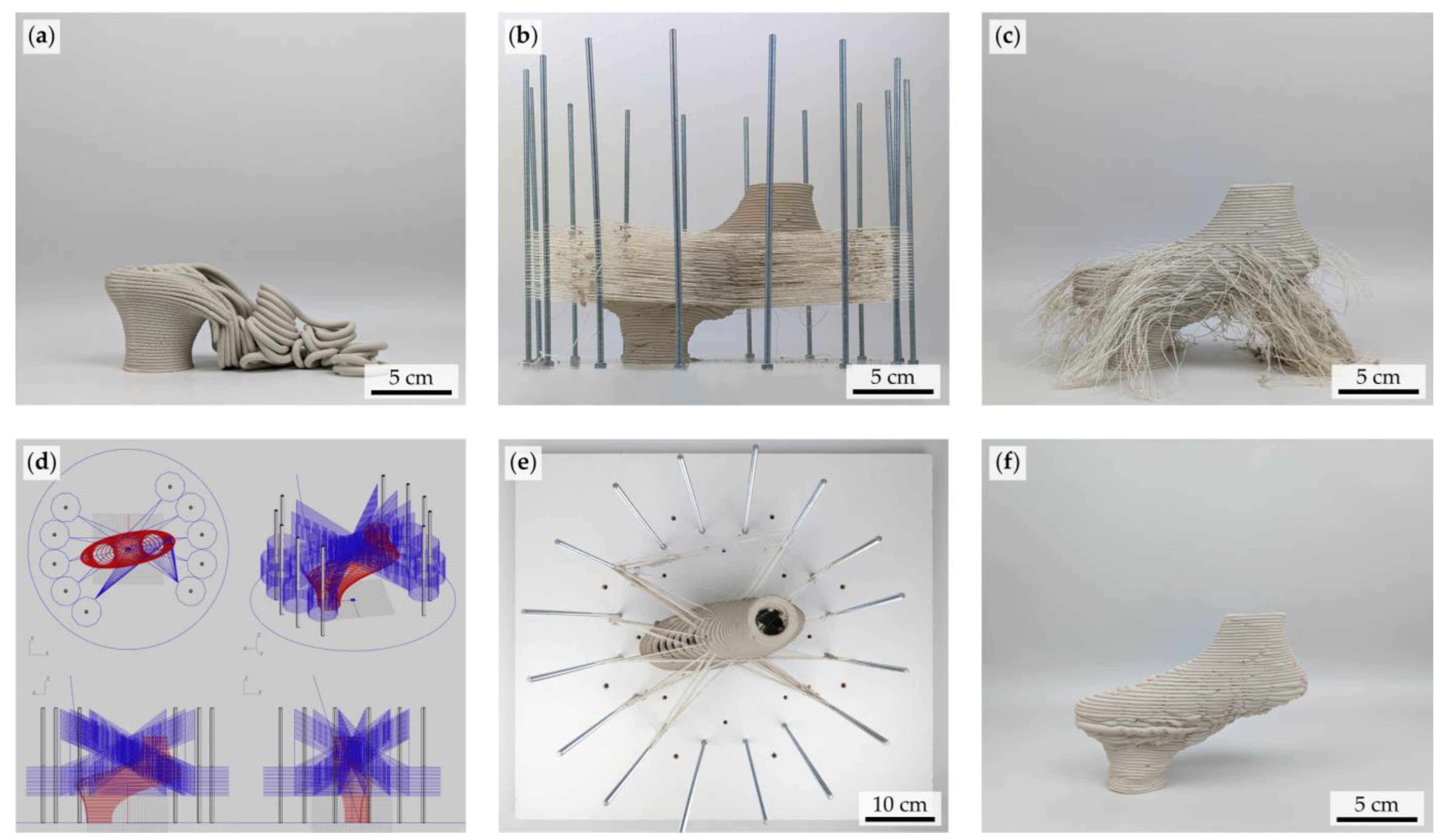
5. Exploratory Experiments with Custom-Build Module
5.1. Horizontal Overhanging Bars
5.2. Freeform Body
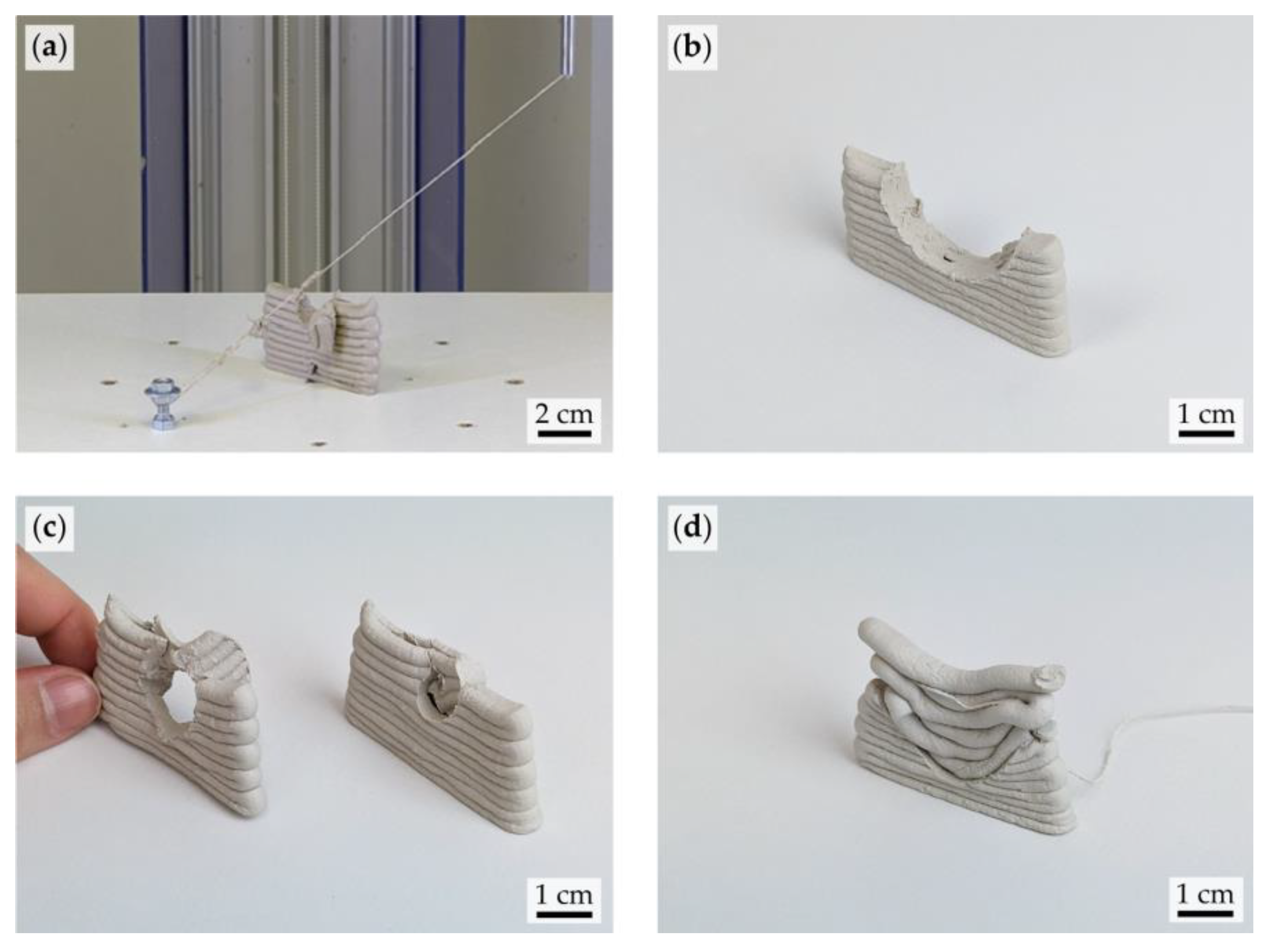
5.3. Subsequent Subtraction
5.4. Vertical Printing in Clay Extrusion
6. Discussion
7. Conclusions
- The fiber insertion module (FIM) has been proven capable of automating threads’ integration into the clay during the 3D printing process.
- Incorporating a novel principle for support structures, based on thread winding attached to the tensioning structure on the building plate, creates complex geometries.
- With this approach, it is now possible to achieve designs featuring horizontal overhangs and freeform structures, which were beyond the reach of traditional LDM methodologies.
- Reinforcing the clay body with fibers significantly strengthens the printed structure during the printing and drying stages.
- Using natural fibers and clay underscores the shift towards more environmentally friendly practices within composite materials, particularly as separating and re-using these materials is straightforward and the incineration of natural fiber threads leaves a minimal environmental impact.
- No significant consequences for the structural integrity of the printed clay body were observed due to the thread insertion process.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Klug, C.; Herzog, S.; Kaletsch, A.; Broeckmann, C.; Schmitz, T.H. Forming of Additively Manufactured Ceramics by Magnetic Fields. Ceramics 2022, 5, 947–960. [Google Scholar] [CrossRef]
- Jang, S.; Park, S.; Bae, C.-J. Development of ceramic additive manufacturing: Process and materials technology. Biomed. Eng. Lett. 2020, 10, 493–503. [Google Scholar] [CrossRef] [PubMed]
- Lee, V.-G.; Yeh, T.-H. Sintering effects on the development of mechanical properties of fired clay ceramics. Mater. Sci. Eng. A 2008, 485, 5–13. [Google Scholar] [CrossRef]
- German, R.M. Sintering Theory and Practice, 1st ed.; Wiley: New York, NY, USA; Chichester, UK, 1996; ISBN 978-0-471-05786-4. [Google Scholar]
- Basu, B.; Balani, K. Advanced Structural Ceramics; Wiley: Hoboken, NJ, USA, 2011; ISBN 9780470497111. [Google Scholar]
- Bechthold, M.; Kane, A.; King, J. Ceramic Material System: In Architecture and Interior Design; Birkhäuser Verlag GmbH: Basel, Switzerland, 2015; ISBN 978-3-03821-843-2. [Google Scholar]
- Wolf, A.; Rosendahl, P.L.; Knaack, U. Additive manufacturing of clay and ceramic building components. Autom. Constr. 2022, 133, 103956. [Google Scholar] [CrossRef]
- Kontovourkis, O.; Tryfonos, G. Robotic 3D clay printing of prefabricated non-conventional wall components based on a parametric-integrated design. Autom. Constr. 2020, 110, 103005. [Google Scholar] [CrossRef]
- Farahbakhsh, M.; Rybkowski, Z.K.; Zakira, U.; Kalantar, N.; Onifade, I. Impact of robotic 3D printing process parameters on interlayer bond strength. Autom. Constr. 2022, 142, 104478. [Google Scholar] [CrossRef]
- Li, W.; Ghazanfari, A.; Leu, M.C.; Landers, R.G. Extrusion-on-demand methods for high solids loading ceramic paste in freeform extrusion fabrication. Virtual Phys. Prototyp. 2017, 12, 193–205. [Google Scholar] [CrossRef]
- Verbruggen, D. The Digital Craftsman and His Tools. In All Makers Now?: Craft Values in 21st Century Production; Marshall, J., Bunnell, K., Eds.; Falmouth University: Falmouth, UK, 2014; pp. 173–177. ISBN 978-0-9544187-9-3. [Google Scholar]
- de Witte, D. Clay Printing: The Fourth Generation Brickwork; Springer Vieweg: Wiesbaden, Germany, 2022; ISBN 978-3-658-37160-9. [Google Scholar]
- Cerato, A.B.; Lutenegger, A.J. Shrinkage of Clays. In Unsaturated Soils 2006, Proceedings of the Fourth International Conference on Unsaturated Soils, Carefree, AZ, USA, 2–6 April 2006; Miller, G.A., Zapata, C.E., Houston, S.L., Fredlund, D.G., Eds.; American Society of Civil Engineers: Reston, VA, USA, 2006; pp. 1097–1108. ISBN 9780784408025. [Google Scholar]
- Holtz, R.D.; Kovacs, W.D.; Sheahan, T.C. An Introduction to Geotechnical Engineering, 3rd ed.; Pearson Education, Inc.: Hoboken, NJ, USA, 2023; ISBN 9780137604388. [Google Scholar]
- Carvalho, J.; Figueiredo, B.; Cruz, P.J.S. 3D printed ceramic vault shading systems. In Proceedings of the IASS Symposium 2018, International Association for Shell and Spatial Structures Creativity in Structural Design. Creativity in Structural Design, MIT, Boston, MA, USA, 16–20 July 2018; Mueller, C., Adriaenssens, S., Eds.; MIT: Boston, MA, USA, 2018. [Google Scholar]
- Bhooshan, S.; van Mele, T.; Block, P. Equilibrium-Aware Shape Design for Concrete Printing. In Humanizing Digital Reality; de Rycke, K., Gengnagel, C., Baverel, O., Burry, J., Mueller, C., Nguyen, M.M., Rahm, P., Eds.; Springer: Singapore, 2018; pp. 493–508. ISBN 978-981-10-6610-8. [Google Scholar]
- Gürsoy, B. From Control to Uncertainty in 3D Printing with Clay. In Computing for a Better Tomorrow, Proceedings of the 36th International Conference on Education and Research in Computer Aided Architectural Design in Europe (eCAADe 2018), Łódź, Poland, 19–21 September 2018, 1st ed.; Kȩpczyńska-Walczak, A., Białkowski, S., Eds.; eCADDe (Education and Research in Computer Aided Architectural Design in Europe); Faculty if Civil Engineering, Architecture and Environmental Engineering, Lodz University of Technology: Łódź, Poland, 2018; pp. 21–30. ISBN 9789491207167. [Google Scholar]
- Ardanuy, M.; Claramunt, J.; Toledo Filho, R.D. Cellulosic fiber reinforced cement-based composites: A review of recent research. Constr. Build. Mater. 2015, 79, 115–128. [Google Scholar] [CrossRef] [Green Version]
- Galán-Marín, C.; Rivera-Gómez, C.; Petric, J. Clay-based composite stabilized with natural polymer and fibre. Constr. Build. Mater. 2010, 24, 1462–1468. [Google Scholar] [CrossRef]
- Rajeshkumar, G.; Seshadri, S.A.; Ramakrishnan, S.; Sanjay, M.R.; Siengchin, S.; Nagaraja, K.C. A comprehensive review on natural fiber/ nano-clay reinforced hybrid polymeric composites: Materials and technologies. Polym. Compos. 2021, 42, 3687–3701. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M. 1-Natural fibers and their composites. In Tribology of Natural Fiber Polymer Composites; Fahim, M., Chand, N., Eds.; Woodhead Publishing: Cambridge, UK, 2020; pp. 1–59. ISBN 978-0-12-818983-2. [Google Scholar]
- Wang, X. 8. Fundamentals of Yarn Technology. 2009, 482/582, 1–16. Available online: http://www.woolwise.com/wp-content/uploads/2017/07/WOOL-482-582-12-T-08.pdf (accessed on 2 February 2023).
- Ismail, K.I.; Yap, T.C.; Ahmed, R. 3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques. Polymers 2022, 14, 4659. [Google Scholar] [CrossRef] [PubMed]
- Arunraj, E.; Vincent Sam Jebaduraia, S.; Daniel, C.; Joel Shelton, J.; Hemalatha, G. Experimental Study on Compressive Strength of Brick Using Natural Fibres. IJE 2019, 32, 799–804. [Google Scholar] [CrossRef]
- Shin, J.; Bocian-Jaworska, A. Fiber Reinforcement in 3D Printing with Clay. Available online: https://www.iaacblog.com/programs/fiber-reinforcement-3d-printing-clay/ (accessed on 1 February 2023).
- Scheurer, M.; Dittel, G.; Gries, T. Potential for the Integration of Continuous Fiber-Based Reinforcements in Digital Concrete Production. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J., Salet, T.A., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 701–711. ISBN 978-3-030-49915-0. [Google Scholar]
- Choudhari, C.M.; Patil, V.D. Product Development and its Comparative Analysis by SLA, SLS and FDM Rapid Prototyping Processes. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 12009. [Google Scholar] [CrossRef]
- Milovanović, A.; Milošević, M.; Mladenović, G.; Likozar, B.; Čolić, K.; Mitrović, N. Experimental Dimensional Accuracy Analysis of Reformer Prototype Model Produced by FDM and SLA 3D Printing Technology. In International Conference of Experimental and Numerical Investigations and New Technologies; Springer: Cham, Switzerland, 2019; pp. 84–95. [Google Scholar]
- Brown, A.C.; de Beer, D. Development of a stereolithography (STL) slicing and G-code generation algorithm for an entry level 3-D printer. In 2013 Africon, Proceedings of the AFRICON 2013, Pointe-Aux-Piments, Mauritius, 9–12 September 2013; IEEE: New York City, NY, USA, 2013; pp. 1–5. ISBN 978-1-4673-5943-6. [Google Scholar]
- Hong, Q.; Lin, L.; Li, Q.; Jiang, Z.; Fang, J.; Wang, B.; Liu, K.; Wu, Q.; Huang, C. A direct slicing technique for the 3D printing of implicitly represented medical models. Comput. Biol. Med. 2021, 135, 104534. [Google Scholar] [CrossRef] [PubMed]
- Sibelco. AteliermasseWeiß2505: Technical Data. Keramische Massen. Available online: https://www.eurokeramiki.gr/images/uploads/file/AteliermasseWeiß2505.pdf (accessed on 1 June 2023).
- Wetter im April 2023 in Aachen, Nordrhein-Westfalen, Deutschland. Available online: https://www.timeanddate.de/wetter/deutschland/aachen/rueckblick?month=4&year=2023 (accessed on 21 May 2023).
- Flachsshop. Hanfzwirn Nm 28/2 naß Gesponnen-Flachsshop. Available online: https://shop.flachs.de/produkt/hanfzwirn-nm-282-nass-gesponnen/ (accessed on 20 June 2023).
- Bennett, J. Beginning Your Exploration of Fiber Clay. Interviews with 3 Paper Clay Artists. In Printing & Paper Clay, 1st ed.; Czibesz, B., Nelson, L., Eds.; Studio Potter: Northampton, MA, USA, 2019; pp. 57–59. [Google Scholar]
- Bechthold, M. Ceramic Prototypes–Design, Computation, and Digital Fabrication. Inf. Constr. 2016, 68, 167. [Google Scholar] [CrossRef] [Green Version]
- Strick, H.K. Curve Stitching. In Mathematics is Beautiful; Strick, H.K., Ed.; Springer: Berlin/Heidelberg, Germany, 2021; pp. 103–119. ISBN 978-3-662-62688-7. [Google Scholar]
- Bown, O. Beyond the Creative Species: Making Machines that Make Art and Music; The MIT Press: Cambridge, UK, 2021; ISBN 9780262045018. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Analysis * | SiO2 | TiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O |
| 75.0% | 1.40% | 19.5% | 0.80% | 0.20% | 0.30% | 2.30% | 0.20% | |
| Loss of ignition * | 4.0% | |||||||
| Wet to dry shrinkage | 14.2% | |||||||
| Hemp Nm 10/1 | Hemp Nm 28/2 *1 | Hemp Nm 39/1 | Linen Nm 10/1 | Linen Nm 32/2 | Linen Nm 36/1 | |
|---|---|---|---|---|---|---|
| Roving Treatment | Cooked | Bleached | Bleached | Dried spun | Bleached | Bleached |
| Visual Properties | Non-uniform, long, and non-flat fibers | Uniform, Short, and flat fibers | Non-uniform, short, and non-uniform fibers | Mostly uniform, Long, and non-flat fibers | Uniform, short, and flat fibers | Mostly uniform, short, and non-flat fibers |
| Clay–fiber bond in Extrusion *2 | 5 | 4 | 1 | 2 | 4 | 3 |
| Thread pulling in soft clay | 0.5 N | 0.52 N | 0.29 N | 0.8 N | 0.42 N | 0.2 N |
| Thread pulling in dry clay and tensile strength | Strong bond, thread broke at 17 N | Strong bond, thread broke at 20.5 N | Strong bond, thread broke at 7.7 N | Strong bond, thread broke at 10.3 N | Strong bond, thread broke at 18 N | Pull out at 3.5 N thread broke at 6.2 N |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.-Q.; Klug, C.; Schmitz, T.H. Fiber-Reinforced Clay: An Exploratory Study on Automated Thread Insertion for Enhanced Structural Integrity in LDM. Ceramics 2023, 6, 1365-1383. https://doi.org/10.3390/ceramics6030084
Yang H-Q, Klug C, Schmitz TH. Fiber-Reinforced Clay: An Exploratory Study on Automated Thread Insertion for Enhanced Structural Integrity in LDM. Ceramics. 2023; 6(3):1365-1383. https://doi.org/10.3390/ceramics6030084
Chicago/Turabian StyleYang, Hui-Qin, Christina Klug, and Thomas H. Schmitz. 2023. "Fiber-Reinforced Clay: An Exploratory Study on Automated Thread Insertion for Enhanced Structural Integrity in LDM" Ceramics 6, no. 3: 1365-1383. https://doi.org/10.3390/ceramics6030084
APA StyleYang, H.-Q., Klug, C., & Schmitz, T. H. (2023). Fiber-Reinforced Clay: An Exploratory Study on Automated Thread Insertion for Enhanced Structural Integrity in LDM. Ceramics, 6(3), 1365-1383. https://doi.org/10.3390/ceramics6030084