1. Introduction
In the Mediterranean area, there are three agro-industrial wastes that are produced in vast quantities and result in a tremendous environmental problem: (a) olive mill wastewaters (OMWW), which is a dark black liquid produced in a very short period in very big quantities and, thus, difficult to dispose; (b) grape pomace (GP), which is the solid waste of the winemaking industry, and (c) cheese whey, which is the liquid waste of the dairy industry, and it represents about 60–70%
w/
w of the milk quantity for cheese making. In parallel, these agro-industrial wastes are rich in bio-functional and nutritional compounds, such as polyphenols, flavonoids, carotenoids and dietary fiber, as well as carbohydrates. Thus, these agro-industrial residues contain valuable biomass and present a potential solution to problems like the worldwide supply of protein and calories in animal nutrition, provided appropriate technologies are applied for its valorization. Moreover, technologies available for further protein enrichment or converting these wastes into a more digestible form, such as solid substrate fermentation, ensiling and high solid or slurry processes if applied, can increase the added value of livestock products. However, the technologies that will be developed for the re-processing of these wastes need to take account of the particularities of individual wastes and the areas in which they are generated, re-processed and intended to be used. In particular, such technologies need to deliver products that are safe, not just for animal feed use but, also, from the perspective of human feeding [
1].
According to Murray Martinez et al. [
2], silage is defined as a semiliquid or paste product, obtained from various residues, including agro-industrial wastes. Its production is very easy; the costs are quite low, and it could be an ingredient of alimentary rations for animals [
3,
4]. There are two methods of ensiling: chemical, which uses inorganic and/or organic acids, and biological, which could be microbiological (use of microbial cultivations as starters) or enzymatic (use of proteolytic enzymes) [
3,
5,
6]. Lactic fermentation has been proposed as one alternative for the stabilization of wastes, since it offers advantages, mainly related to the low cost of investment, and because it is important in places where there is no good infrastructure and for an integral use of wastes.
As far as OMWW are concerned, one practical application of them is their incorporation into the diets of productive animals, especially ruminants due to their high fiber content. As indicated by numerous studies, OMWW dietary supplementation increases the levels of monounsaturated fatty acids (MUFAs) and decreases that of saturated fatty acids (SFAs) in the milk and meat of ruminants with beneficial effects for consumers’ health. At the same time, the environmental impact and feeding costs are reduced without detrimental effects on the ruminal fermentation, nutrients utilization, growth performance, carcass traits, milk yield and composition [
2]. In Gerasopoulos et al. [
7], broilers administrated feed supplemented by maize silage produced with the inclusion of OMWW retentate or permeate. According to their findings, the experimental group broilers had significantly lower protein oxidation and lipid peroxidation levels and higher total antioxidant capacity in their plasma and tissues compared to the control group.
In both broiler groups fed with OMWW silage-enriched feed, the catalase activity in erythrocytes and tissues was significantly increased compared to the control group. In another study by Gerasopoulos et al. [
8], the use of maize silage produced by the inclusion of OMWW in the nutrition of piglets was tested. According to this study, a polyphenolic byproduct in the form of silage from OMWW was used for making piglet feed with antioxidant activity. The results showed that piglets fed a diet supplemented with OMWW polyphenols had significantly increased antioxidant mechanisms in their blood and in the majority of the tested tissues, as shown by increases in TAC, CAT and GSH compared to the control group. Moreover, piglets fed with the experimental feed exhibited decreased oxidative stress-induced damage to the lipids and proteins, as shown by decreases in the TBARS and CARB, respectively. It is worth reporting that this was the first study in which OMWW polyphenols were used for formulating pig feed with antioxidant activity. In addition, Gerasopoulos et al. [
9] carried out an assessment of the fatty acid allocation in their plasma and tissues in piglets, using feed supplemented with byproducts from processed olive mill wastewater properly ensilaged. The result of the study was that the young piglets that consumed feed containing polyphenolic additives from byproducts of processed OMWW were found to have a decreased ω6/ω3 ratio compared to samples of the control group.
On the other hand, it is worth it to know that 7 million tons of grape pomace is produced globally each year. According to Martins & Flores [
10], grape pomace (GP) can be incorporated into the diet of sheep in order to produce high-quality meat. The disposal of GP as an agro-industrial residue is a concern in the winemaking industries, leading to the search for alternatives with low cost and high potential, like their use in animal feed. The GP is offered in various forms to animals, but the knowledge about its composition is required to explore its nutritional potential with no intoxication risks. Concerning the carcass characteristics, the productive performance of the animals can be favored with the use of GP in their diet. The fatty acid profile of sheep meat plays a key role and, in this context, is modified in several ways. The GP can act on a ruminal bio-hydrogenator, altering the fatty acid profile of meat. In addition, the GP supplementation may increase the oxidative stability of meat due to the presence of phenolic and flavonoid compounds. Studies on the use of grape pomace (GP) in ruminant feed have focused on its metabolism, productive performance and milk quality [
11]. Guerra-Rivas et al. [
12] and Jeronimo et al. [
13] provided information on the use of grape pomace in the diet of sheep with respect to the fatty acid profile and oxidative stability of meat. Makri et al. [
14] examined the potential antioxidant effects of a feed supplemented with grape pomace (GP) in chickens. Furthermore, Kafantaris et al. [
15] found out that lambs’ feed supplemented with grape pomace enhances the antioxidant mechanisms and reduces the growth of pathogenic bacteria in the animals. In addition, the experimental diet enhanced the growth of facultative probiotic bacteria and inhibited the growth of pathogen populations such as
Enterobacteriacae and
E. coli while, at the same time, leading to a higher meat productivity. This was the first study investigating the effect of a diet supplemented with grape pomace in silage form on the redox status and microbiota of lambs.
Furthermore, there are numerous literature references for the use of cheese whey as the raw material for the production of silage mainly due to its high caloric content. As cited by ZoBell and Burrell [
16], whey silage can be produced for less than fifty dollars a ton at a time when maize silage and alfalfa hay are priced at one hundred dollars a ton. ZoBell and Burrell [
16] carried out experiments with the objective of evaluating the effects of feeding liquid whey ensiled with wheat straw and wheat middlings to beef cows under maintenance conditions. The cows fed with whey silage consumed their rations well each day and palatability appeared to be satisfied. In addition, in the context of the same work, an economic analysis was carried out for both studies, and the results showed that the treated cow’s diets were approximately 30% lower in cost than the control diets. When these residual feeds were combined and ensiled, a nutritious and economical feedstuff was produced. Production and economic data demonstrated that feed costs can be decreased when whey silage is fed compared to more traditional harvested forage.
In the present work, a novel approach for the use of food industry-originating bio-wastes was examined. This was based on the optimized use of a mixture of the three common and vastly produced agro-industrial food wastes OMWW, grape pomace and de-proteinized feta cheese whey to form a silage to be included in productive animal feed in order to improve the bioactivity of the feed, the animal welfare and the quality of the produced meat. Thus, the main target and novelty was to use advanced mathematical modeling and statistics to find out the optimum mixing ratio of the three agro-food wastes to get an optimized silage with a low pH, high content of lactic acid, high lactic acid bacteria count and low yeast and mold count and, thus, to ensure the production of high-quality meat at a high productivity and have environmental benefits, as well as improve animal health and welfare.
2. Materials and Methods
2.1. Grape Pomace
The grape pomace was obtained from the Agricultural Cooperative Winery of Tirnavos, which is established on the first km of the regional road Tirnavos Larisa. The quantity of the collected grape pomace was about 1000 kg, and it was put in plastic bags of 10 kg each and transported to the Laboratory of Food and Biosystems Engineering (Geopolis Campus, University of Thessaly Larisa-Greece). The bags were kept in the fridge under −25 °C to avoid fermentation and increase of the yeast and mold contents. Before the use of the collected grape pomace, a pasteurization step was involved. In particular, the grape pomace raw material was put in batches in an air pasteurization furnace for some minutes in order to reach 85 °C and then was rapidly cooled to −25 °C by using the industrial-sized freezer of the Food and Biosystems Engineering Lab. Then, the pasteurized material was stored in clean plastic bags at −25 °C until used.
The composition of the grape pomace is presented in
Table 1.
2.2. Olive Mill Waste Waters
The olive mill wastewater was collected from a local olive oil mill (Haris Tsiaples Olive Mill Co) established in Gonnoi Larisas. A quantity of six tons OMWW was stored in three plastic tanks of 2000 kg each for the project’s requirements.
The OMWW was analyzed, and the results are presented as the average of triplicate determinations in
Table 2.
2.3. De-Proteinized Feta Cheese Whey
The cheese whey, which was used for the optimization trials and subsequent production of the silage, was agreed to be supplied from a major local Greek feta cheese producer, Vassilitsa-Georgios & Apostolos NOUSIAS.
The initial quantity obtained to cover the needs for the optimization trials was 150 kg. The type of the used material was cheese whey from a Greek feta cheese line after its processing by heating for the production of the traditional Greek whey type of cheese known as mizithra. The reason for choosing this form of the cheese whey and not the original form before the production of mizithra was to avoid financial loses. In fact, mizithra is a feta byproduct that results in a substantial source of revenue for the dairy industries. On contrary, the de-proteinized cheese whey that is the output of the production line of mizithra is, at the moment, a major environmental burden for the dairy industries. This is because it is mainly a lactose solution that is difficult to dispose because of its very high BOD5 value, which makes it very problematic during aerobic or anaerobic biological processing. Therefore, this previously mentioned de-proteinized liquid waste, which is known in the language of the Greek people in dairy factories as “apogala”, was our targeted waste and not the full protein whey before mizithra cheese production.
The proximate chemical analysis of the feta cheese de-proteinized whey is given in
Table 3.
2.4. Commercial Lactic Acid Bacteria Starter Culture
The PIONEER® 11A44 commercial-type silage inoculant was used for the optimization trials, which contained Lactobacillus buchnerii strain ATCC PTA 2494 in lyophilized form at a population of ≥1011 cfu/g.
The inoculant was packed in free-flowing powder form in a plastic bottle. Apart from the lactic acid culture, the inoculant contained maltodextrin (used as a carrier) and sodium aluminum silicate powder-E554 (used as anticaking agent). The content of the bottle (50 g) was enough to inoculate 50 tons of silage after dilution in at least 500 mL of water (based on the instructions for use provided by the manufacturing company).
The selection of the silage inoculant was from the commercial range of inoculants already used by animal feeders in the region of Thessaly-Greece so that they were readily available and familiar. The same inoculant was decided to be used at the later stage for the large-scale silage production by using the obtained optimized conditions.
Furthermore. the effectiveness of this kind of inoculum based on the lactic bacterium
Lactobacillus buchnerii strain ATCC PTA 2494 was proven in the case of maize-based silages by Tabacco et al. [
17] by using real field experiments and observations.
The inoculum was prepared as follows:
20 g of the powder was diluted in 1200 mL (approx. 30 °C) of tap water;
20 mL of the inoculum was spiked in every batch of 6 kg of silage sample, which was then packed into plastic bags under vacuum. The addition of the inoculum was carried out by mixing with the liquid part of the mixture to the ensiled.
2.5. Technically Prepared Encapsulated Polyphenol Material from OMWW
For better performance of the silage fermentation, a technically prepared OMWW powder encapsulated in maltodextrin carrier was added. The Food and Biosystems Engineering Laboratory has got the know-how for the production of this material.
The process that was involved for the production of this technically prepared antioxidant powder, which stimulates the lactic acid bacteria and therefore speeds up the lactic fermentation, is proprietary and developed by FABE Lab.
This powder increases the production of lactic acid, thus providing an extended self-life of the finished silage, and retards, at the same time, the development of undesirable yeast and mold or bacteria like Enterobacteriaceae spp.
2.6. The Method of Silage Samples Preparation for the Optimization Measurements
In order to obtain the optimum recipe for silage production, a series of different compositions were prepared (67 samples in total) with the target to form a dense grid of experimental points to improve the accuracy. Each of the 67 samples contained: (a) coarsely ground maize flour produced from maize grains, (b) grape pomace, (c) OMWW, (d) de-proteinized Greek feta cheese whey, (e) technically produced encapsulated by freeze-drying OMWW powder, (f) water and (g) an activated lactic acid bacteria commercial starter culture. Each sample was prepared in triplicate, with 3 bags × 2 kg = 6 kg, and the sample to be analyzed was taken from all the bags in order to be representative.
As shown in
Table 4, in some cases, the quantities of the respective materials were zero in order to have a representative set of different compositions, not excluding the nonexistence of one or more of the agro-industrial wastes. In addition, a control sample was used containing only coarsely ground maize grains, water, 500 ppm of OMWW encapsulated dry powder and the starter culture.
Concening the preparation of each experimental silage sample, initially, by using a paddle mixer-type GARBY, the coarsely ground maize grain flour was mixed with the pasteurized grape pomace. Afterwards, a second mixture in liquid form was prepared by thoroughly mixing the three liquids (OMWW, de-proteinized feta cheese whey and water) and by the subsequent addition of 20 mL of the properly activated aqueous solution of the lactic acid bacteria starter culture and 3 g of the encapsulated olive polyphenols. Then the above-mentioned liquid mixture was added into the mixture of solids and left to be mixed with them for approx. 10 min with the aid of a paddle mixer in order to be homogenized and allow for the starter culture to be evenly dispersed in the total mass of the silage material. At the end, a watery paste was received, which was divided into three parts of 2 kg each and filled into 3 plastic polypropylene (PP) vacuum bags.
The PP silage bags were then thermo-sealed under vacuum by using a vacuum thermo-sealer type MVS 45X Minipack-Torre-VAMVAKAS LARISA and properly coded (for example, for sample no 1 as 1a, 1b and 1c) and set aside in order to be fermented by the LB culture under vacuum. The temperature in the laboratory was kept at 24 °C during the whole course of lactic fermentation by using air conditioning units.
2.7. Sampling Schedule and Analytical Methods
The experimental silage bags were monitored, and they were sampled seven times in total on days 0, 3, 5, 12, 22, 30 and 34. At the beginning of the fermentation, the sampling was organized at shorter time intervals in order to avoid the destruction of the bags due to the excessive blowing caused by the high CO2 production at the initial stage of the very rapid LAB fermentation. Then, after this initial stage was elapsed, the sampling was performed at longer time intervals up to day 34. For each sampling, the 3 × 2-kg bags of each coded sample were opened, and a sample was collected from all of them in a sterilized 50-mL plastic box with purpose to collect a representative sample. Then, the contents of each bag, after being refilled in a new bag, were thermo-sealed again under vacuum and coded by the same code as before its opening and put aside for further fermentation.
The collected samples for each sampling were then sent to the Laboratory of Food Microbiology and Biotechnology of the University of Thessaly in order to be analyzed to determine the following critical parameters determining the effectiveness of the ensilage process, as well as the quality and safety of the finished silage:
pH value
Total acidity expressed as % w/w lactic acid
Total lactic acid bacteria count (cfu/g)
Total yeast and mold counts (cfu/g)
Total Enterobacteriaceae count (cfu/g)
The determination methods of the above-mentioned parameters are described in detail below:
- (a)
pH value Determination method for the Silage
The pH measurement was performed by using a pH meter (model HI5221-01 by Hanna instruments), appropriate for use in solid media. The electrode of the pH meter was placed in each sample, and the measurement was taken without dilution or prior preparation of the sample.
- (b)
Total Acidity (expressed as % lactic acid) determination method
For total acidity determination, 10 g from each sample was homogenized with 30 mL of distilled water. The homogenized sample was filtered with normal filter paper to remove the solids from the filtrate. Ten millimeters of filtrate was further dissolved in 40 mL (dilution 1/5) of distilled water in an Erlenmeyer flask in order for the sample to be more dilute and transparent. In the dilution of each sample, we added 2 to 3 drops of phenolphthalein indicator, and this diluted sample was titrated with 0.1 N of NaOH. Finally, the total acidity was measured as lactic acid equivalents by using Equation (1):
where V = ml of 0.1-N NaOH consumed for the titration, and C = concentration of lactic acid (%
w/
w).
- (c)
Microbiological Analyses
For the enumeration of the targeted microorganisms, 10 g of each sample was homogenized in a stomacher (Bag Mixer) with 90 mL of Maximum Recovery Diluent (Oxoid, UK). From the homogenized sample, 1 mL was transferred into a glass tube with 9 mL of sterilized Maximum Recovery Diluent in order to create the appropriate decimal dilution. Each of the following microbiological indicators was measured in the following substrates and incubation conditions:
- (c1)
Total Lactic Bacteria (LAB) determination method
The LAB were counted after inoculation of the diluted samples in MRS agar (Neogen, USA) and incubation of the colonies at 37 °C × 3 days.
- (c2)
Total Yeasts and Molds determination method.
The yeasts and molds were enumerated after inoculation of the diluted samples in Potato Dextrose agar (Neogen, USA) and incubation of the petri dishes at 25 °C × 5 days.
- (c3)
Enterobacteriaceae determination method
Enterobacteriaceae were counted after inoculation of the diluted samples in Violet Red Bile Glucose Agar and incubation of the petri dishes at 37 °C × 1 day.
- (d)
Methods of silage Physicochemical analyses.
The finished silage was analyzed to determine the following physicochemical parameters, and the official analytical protocols are given in
Table 5.
- (e)
Aflatoxins determination for the silage
The determination of the aflatoxins for the optimized silage was carried out by the HPLC-MS-MS method, as described by Rasmussen et al. [
18].
2.8. Optimization Methodology
For the optimization, two methods were used in order to safeguard and cross-check the validity of the optimization results: (a) according to the first, at all the measured experimental points, the calculation of the value of the objective function, given by Equation (2), was carried out, and the experimental point with the minimum objective function value was considered as the optimum point. This is done because the logic behind the optimization by the first method is to obtain a point that will present a simultaneous proximity to all individual optima for the pH (minimal), total acidity % as lactic acid (maximized), total lactic bacteria count (maximized) and total yeast and mold counts (minimal). In addition (b), according to the second optimization method, the facility of the “historical data processing” option provided by the Design Expert Software was used, along with the MIXTURE DESIGN methodology and ANOVA statistical analysis, in order to get the model equation and determine the optimum silage parameters.
In both methods, the optimization factors were the following:
The % OMWW dry solids content in the initial waste mix used for silage production.
The % Feta cheese Whey solids in the initial waste mix used for silage production.
The % grape pomace solids in the initial waste mix used for silage production.
In other words, the relative compositions of the three respective agro-industrial wastes in each sample were prepared in order to be fermented and produce silage.
On the other hand, the optimization responses (4 in total) and the set of the optimization targets to be simultaneously met were the following:
pH value of the finished silage, minimized;
total acidity of the finished silage expressed as % lactic acid, maximized;
total lactic acid bacteria count of the finished silage, maximized;
total yeast and mold counts of the finished silage, minimized.
The optimization was based on the prerequisite that the most desirable optimum solution must include only experimental points corresponding to mixtures that included all three agro-industrial wastes and not one alone or binary mixtures.
Then, the principle of the applied optimization was that from the dense grid of the experimental points, the optimum was the one with the appropriate values of the 4 responses so that the minimum squared distance from the set of 4 individual points corresponded to the respective optima of each one of the four individual responses.
This way, the OBJECTIVE FUNCTION to be minimized and, thus, provide the optimum silage recipe was the following:
The optimization of the silage recipe was applied by using the data obtained at day 30 when the fermentation was literally completed.
2.9. Mass Production of Silage by Using the Optimized Recipe
Following the optimization of the silage fermentation process, the obtained optimum values of the initial silage composition were used to produce 1100 kg of optimized silage in order to be used by the group of the University of Ioannina by incorporating them into the finished feed for the animal nutrition experiments (broilers/pigs). For the silage production, and in order to be adapted into the requirements of the bulk production, a different type of plastic vacuum bag was used. This bag was selected, because it is readily available and easy to use by farmers for the production of silages (
Figure 1).
The selected plastic bags had a zip and a proper one-way nonreturn valve in order to be easily adapted to the hose of common household vacuum cleaners, which were used to suck the air from the interior of the bag, creating a vacuum. This way, adequate anaerobic conditions were created for the fermenting mixture that consisted of ground maize and the three biowastes in order to be promoted a rapid lactic acid production by the added starter culture, and thereafter, a good quality silage was obtained.
For the preparation of about 1100 kg of silage, the following steps were followed:
STEP 1. Purchasing of maize in grain form and grinding this into course particles by using a mill existent at the farm of the University of Thessaly.
STEP 2. Mixing for 15 min in total in a professional mixer (
Figure 2) the appropriate quantities of ground maize, pasteurized grape pomace (almost dry solids), OMWW, de-proteinized feta cheese whey, activated starter LB culture, MEDOLIVA olive polyphenol powder and water following the optimum recipe for a 50-kg total mixture. During the mixing of the ingredients, the activated starter culture (made in the same way like in the optimization experiments) and 25 g of encapsulated olive polyphenol powder were added to the liquid part of the mixture (OMWW + feta cheese whey + water), and the finished solution was thoroughly homogenized and added to the premixed solid part (ground maize + grape pomace) for the final homogenization.
STEP 3. pouring the 50-kg mixture into 5 plastic vacuum bags of a capacity 10 kg each.
STEP 4. Vacuuming the bags by adapting the hose of the vacuum cleaner on the nonreturn valve and tapping them properly using the plastic cap of the valve.
STEP 5. The bags were left to be fermented by the lactic starter culture at 24 °C.
STEP 6. During the fermentation period, once a day, all the bags were opened, and the vacuum cleaner was used in order to re-vacuum the contained silage and then taped again after cleaning the valve to avoid the trapping of solid silage particles that would create problems in achieving good vacuum. Furthermore, once a week, three mixed samples were taken from 3 bags each and sent for analysis for the determination of the pH, lactic acid content, lactic acid bacteria count and yeast and mold counts, which are considered critical parameters for effective fermentation.
STEP 7. The fermentation was concluded in 26 days from day 0 of silage preparation, but the measurements were continued until day 34 was reached. From day 30 to day 34, nonsignificant differences between the parameters were found, and thus, day 30 was considered as the end of the lactic fermentation.
4. Discussion
4.1. pH Values of the Various Silage Samples
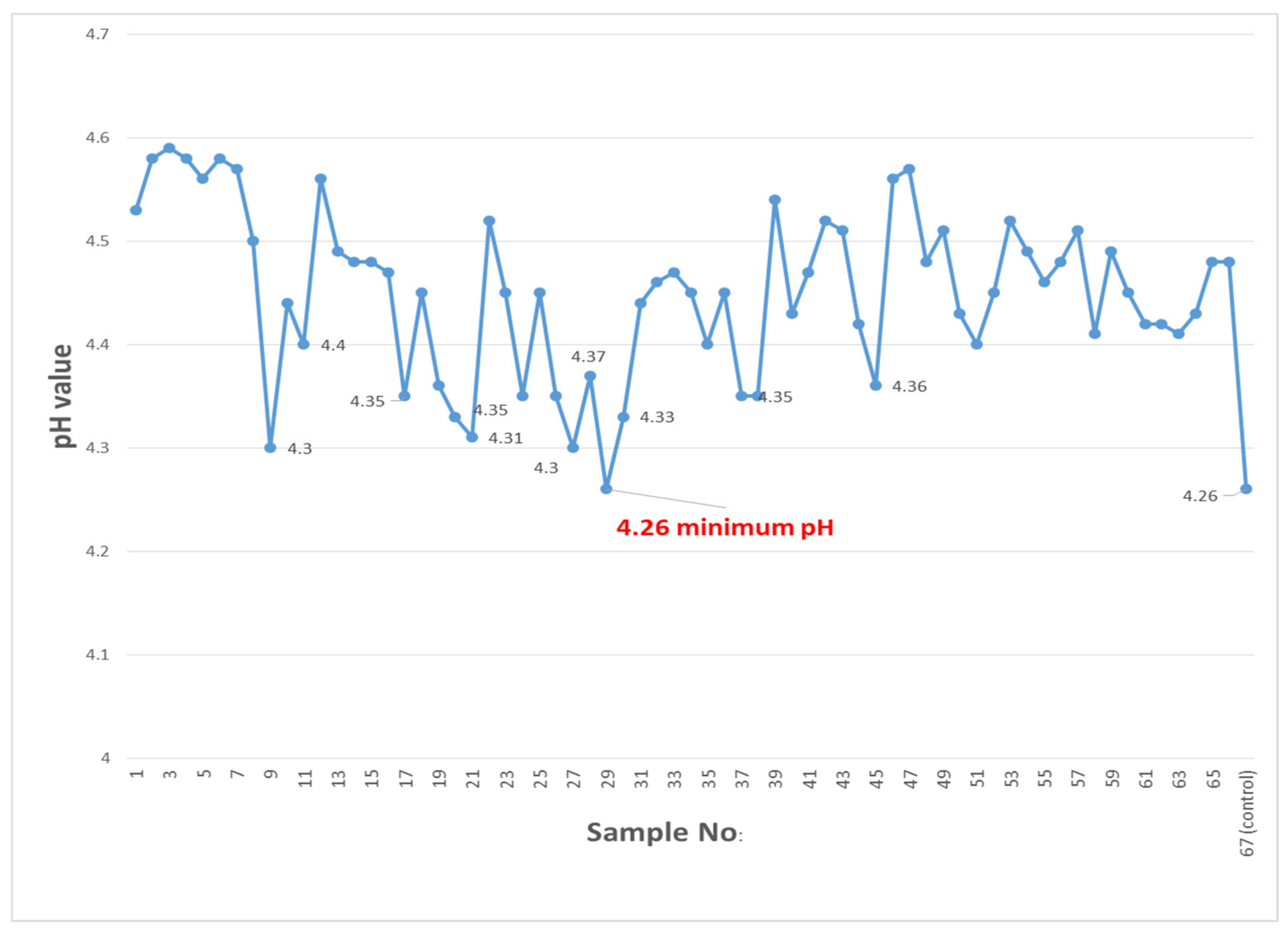
From the data presented in
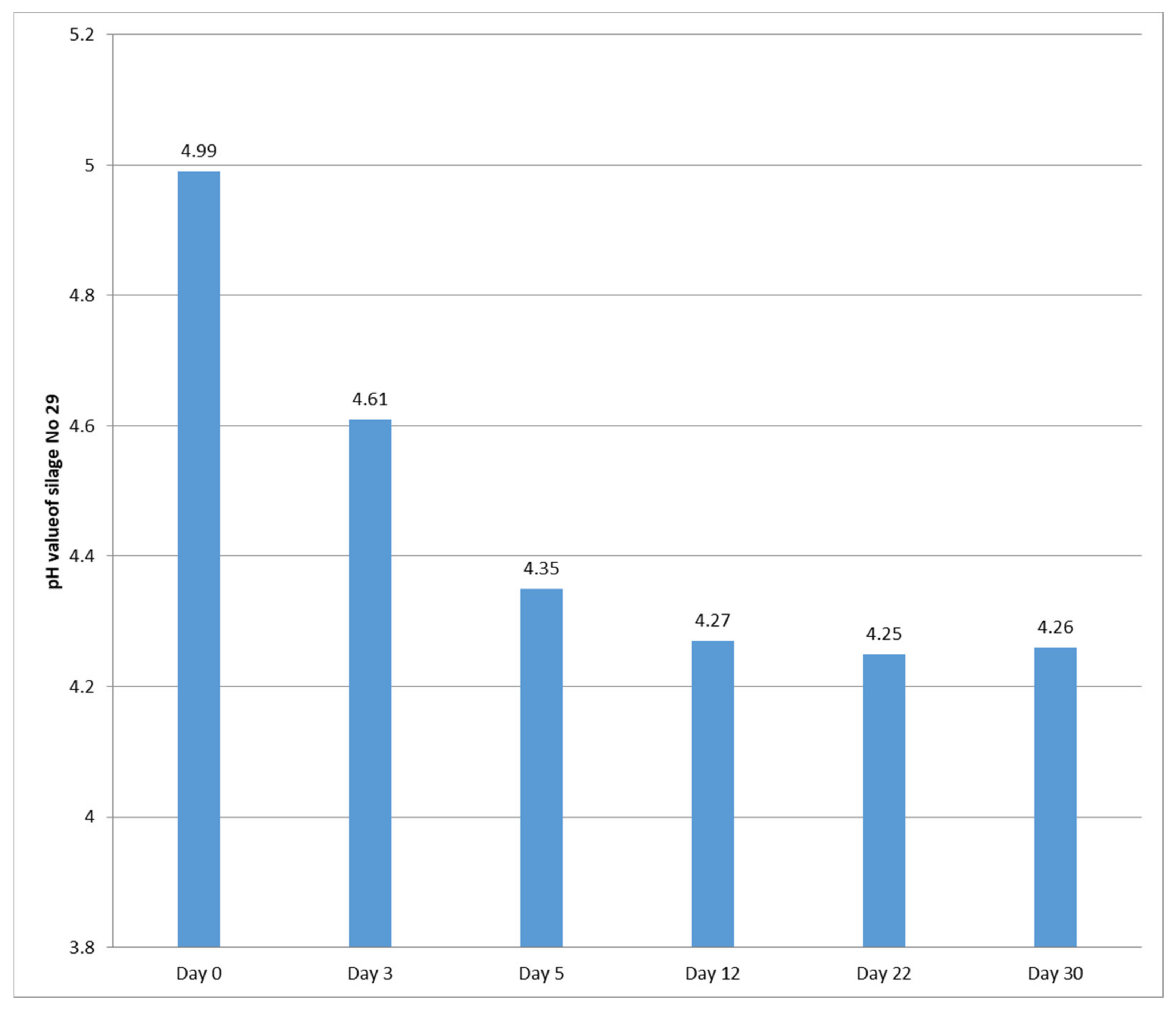
Figure 3, It is obvious that the pH values for the various silage samples at Day 30 after the beginning of fermentation fall in the range of 4.26–4.59. This means that the minimum pH values was 4.26, and this was obtained with sample No 29. From
Figure 7, which represents the pH value of silage sample No 29 per day, starting from the beginning of the lactic fermentation, it was concluded that the pH drop was very high up to Day 12, but from Day 12 onwards, it dropped very slowly, and nonsignificant differences in the pH were found after that.
According to Rezendea et al. [
19], the pH values of the silages that contain coarsely ground maize grains and whey fall in the range of 4.01–4.12, while, in our case, the pH range was from 4.2 to 4.6. This difference can be explained, as, in our case, the used starter culture was different.
4.2. % Total Acidity Values of the Various Silage Samples
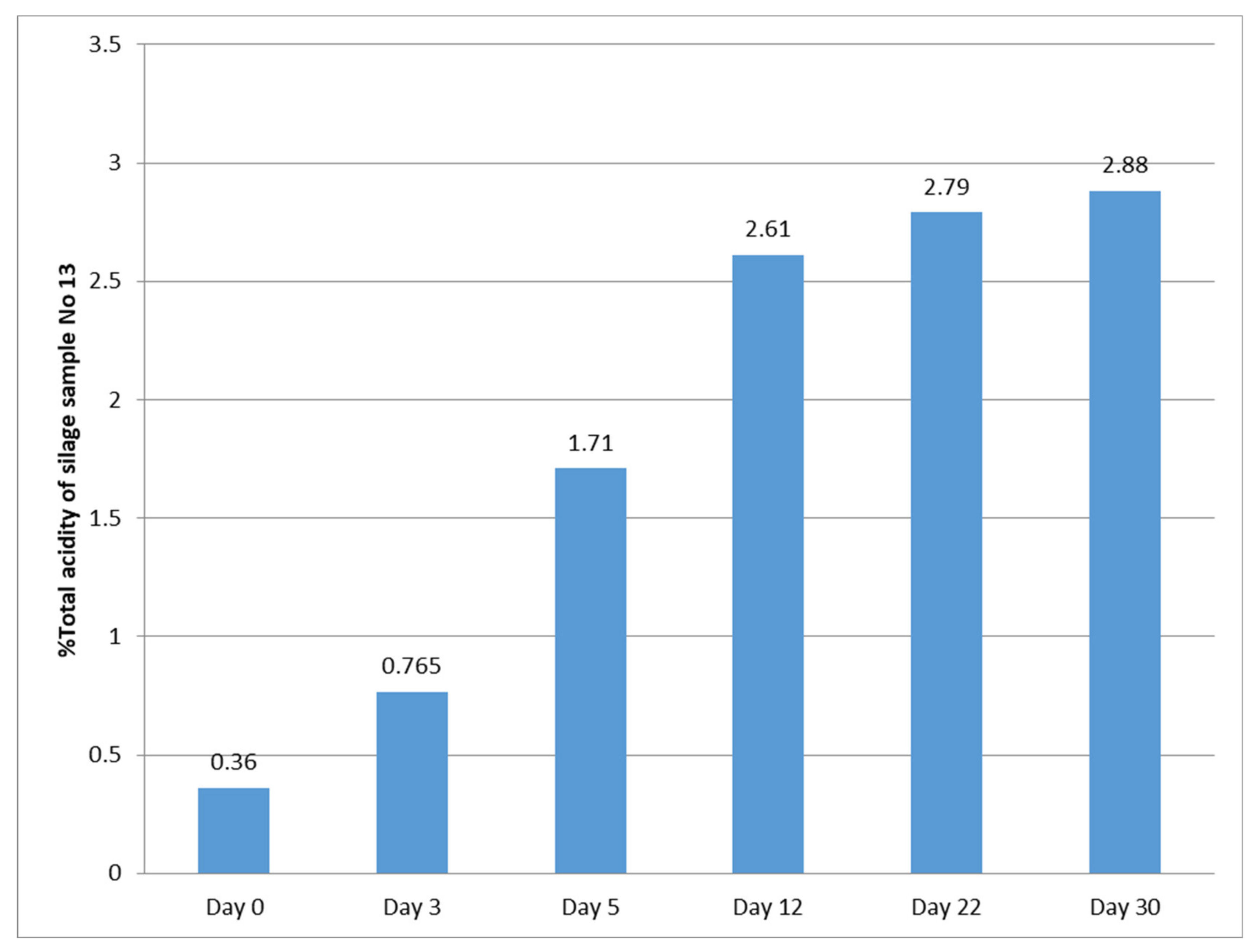
In
Figure 8, the % total acidity of silage sample No 13 was represented vs. the days elapsed from the beginning of the fermentation.
From the data presented in
Figure 8, it was concluded that, up to Day 12, a steep increase of the % total acidity was observed, while, after that point, a much lower increase of TA appeared and, finally, at Day 30, the % acidity expressed as lactic acid reached the value of 2.88-g lactic acid/100 g or, equivalently, 28.8-g lactic acid/1 kg of silage or, expressed in dry matter, approx. 48-g lactic acid/1 kg of DM, representing the maximum among all the silage samples that contained all three biowastes. The obtained total acidity was substantially higher if it was compared to the values of Rezendea et al. [
19], as well as those of Murray Martínez et al. [
2], and this should be considered as an advantage for the novel silage produced in our work.
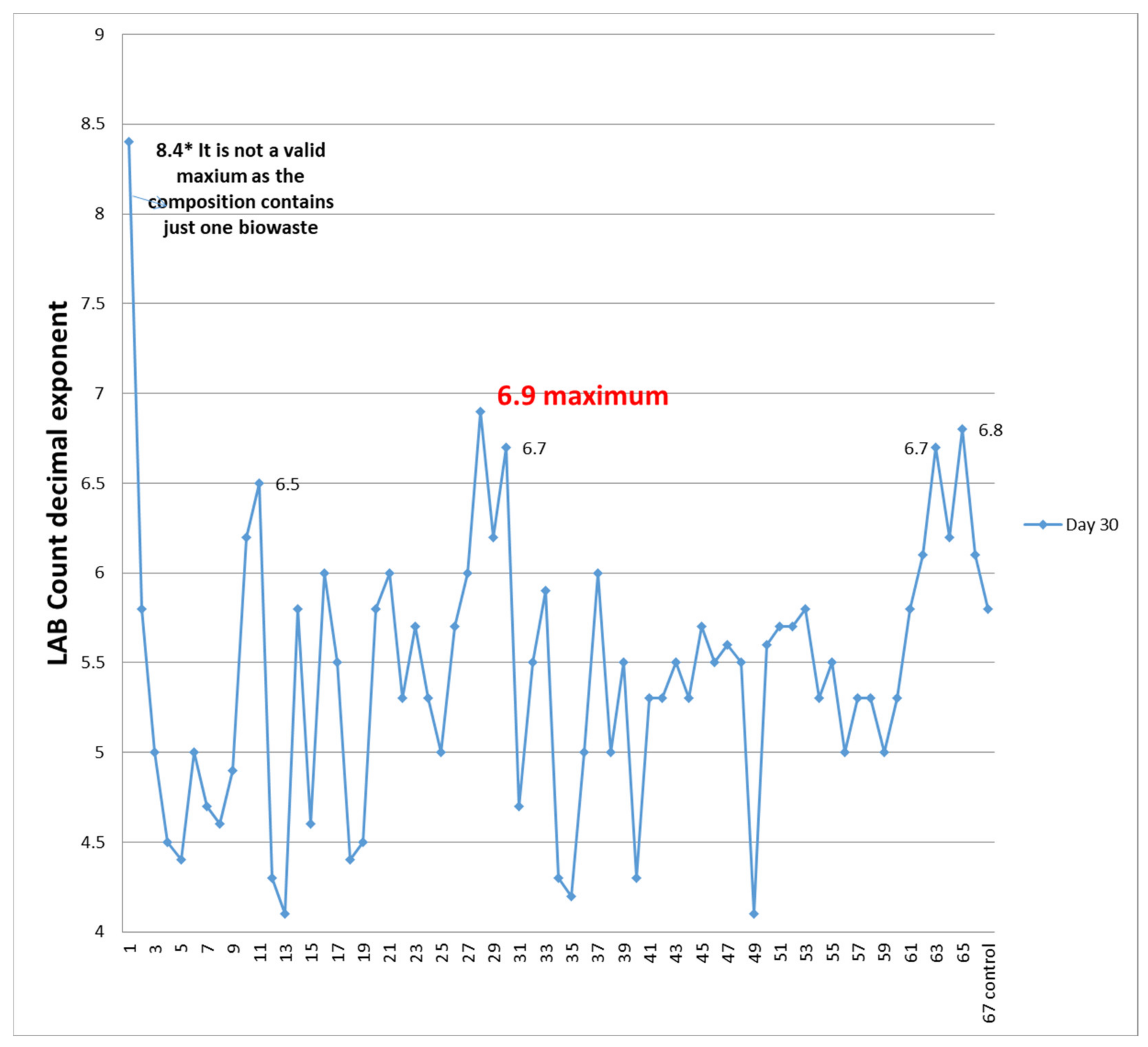
4.3. Total Lactic Bacteria (LAB) Count Decimal Exponent vs. Days from the Beginning of Fermentation
In
Figure 9, the total LAB count decimal exponents for silage sample No 28 are represented vs. the days from the beginning of the fermentation.
From the data of
Figure 9, it was concluded that, from Day 0 to Day 5, there was a substantial increase of the total LAB count, and thereafter, there was a significant drop in the total LAB count, with the observed drop to be about two logarithmic cycles.
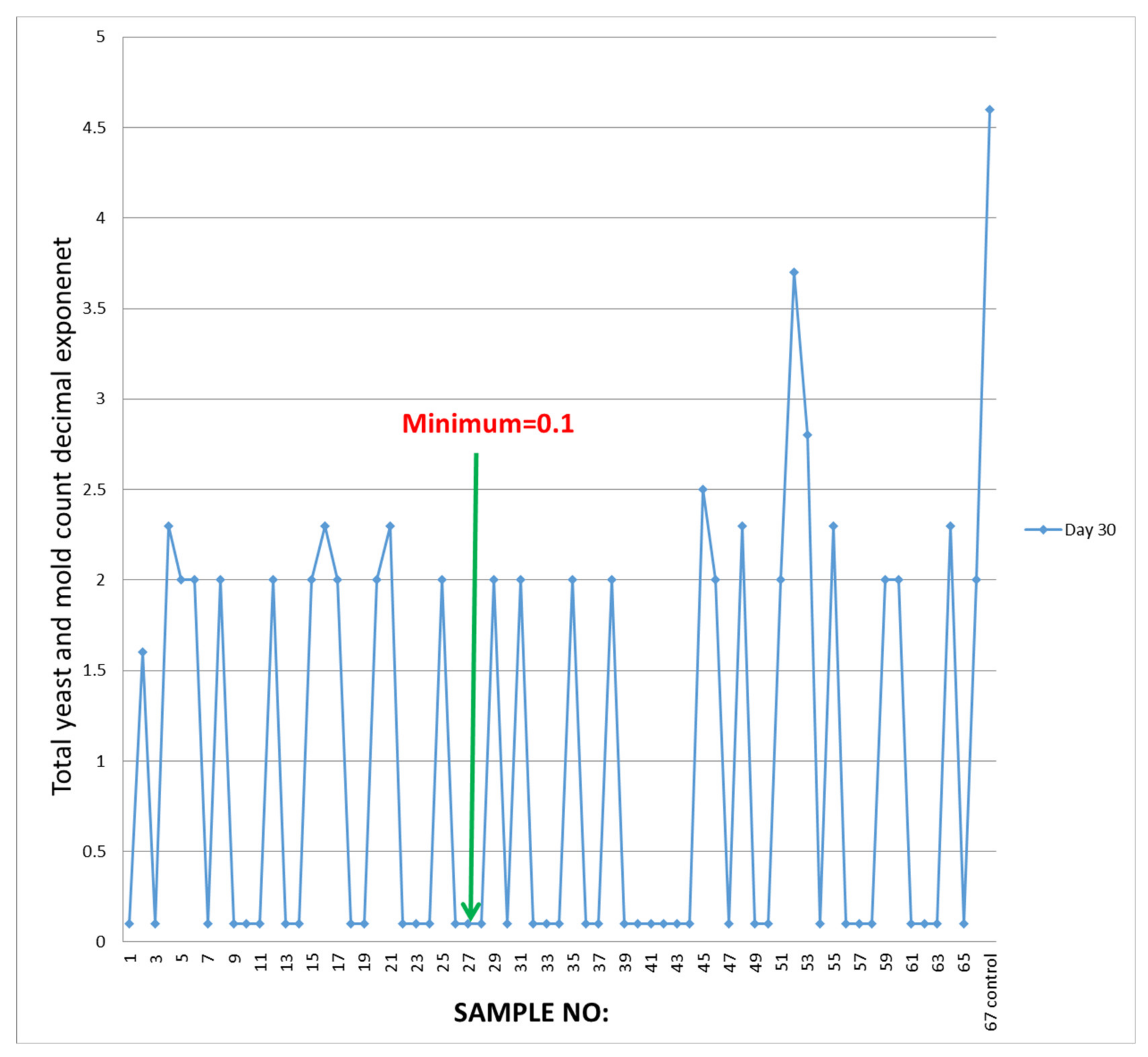
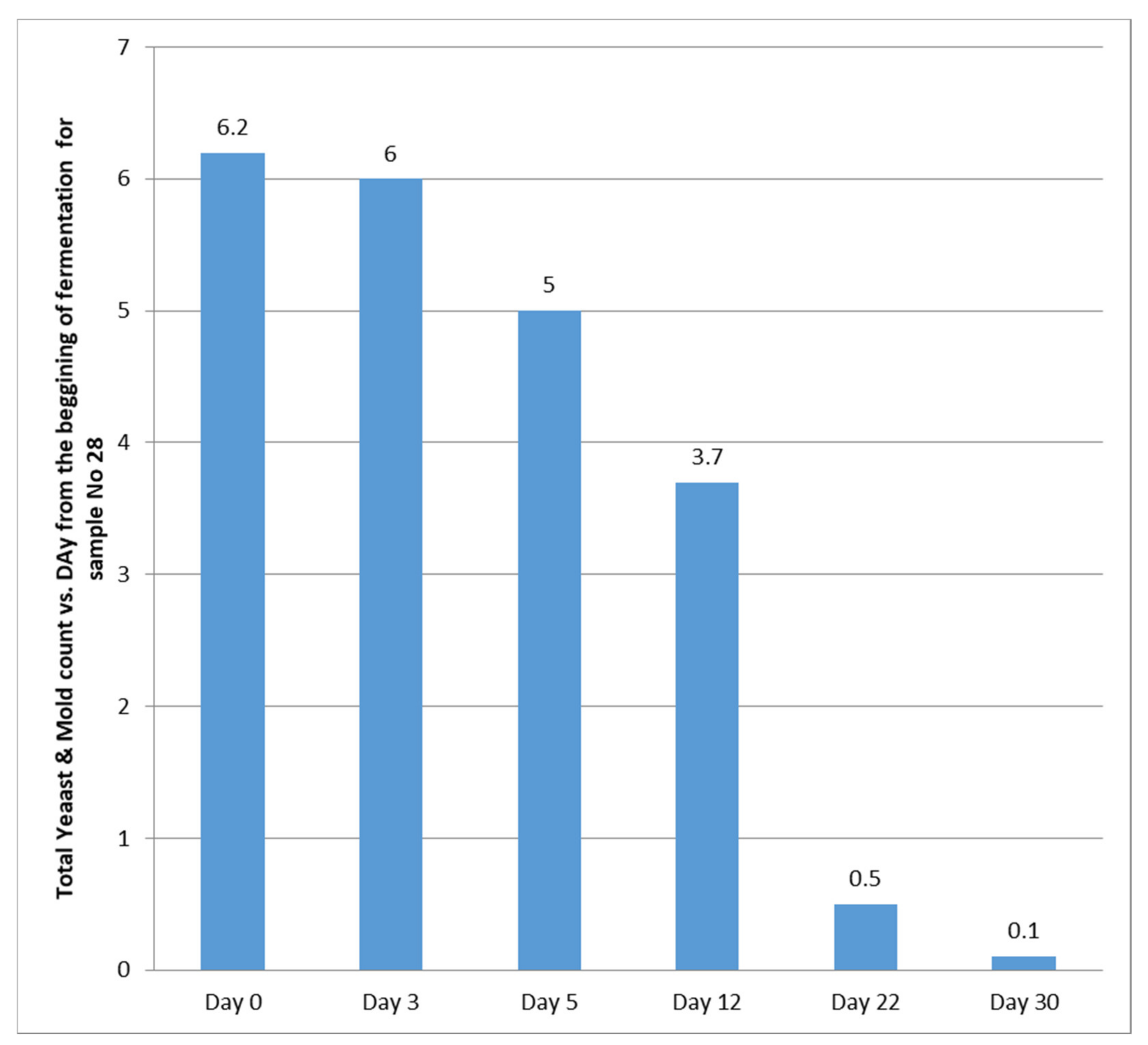
4.4. Total Yeast and Mold Count Decimal Exponents vs. Days from the Beginning of Fermentation
The total yeast and mold count decimal exponents vs. the days elapsed from the beginning of fermentation for sample No 28, which is the sample with the less yeast and mold count among all the silage samples, are presented in
Figure 10. From the data presented in
Figure 10, it was concluded that, after Day 12, the total yeast and mold count of silage No 28 was drastically reduced close to zero. Furthermore, except for silage sample No 28, about 36 additional silage samples also presented practically zero values of the total yeast and mold count, while the rest of the samples had more than 10
2 cfu/g total yeast and mold counts.
The reduction of the total yeast and mold counts in the samples after the 12th day of fermentation that reached a decimal exponent value as small as 0.1, can be attributed to the antagonism of lactic acid bacteria, as well as to the increased concentration of lactic acid, which works as an eliminator for yeast and mold and, also, reduces the pH value of the silage.
4.5. Total Enterobacteriaceae Count Decimal Exponent vs. Days from the Beginning of Fermentation
The silage samples were measured for Enterobacteriaceae for Days 0, 3 and 5, and it was found that the total Enterobacteriaceae count was reduced after the fifth day from the beginning of the lactic fermentation to a number with a decimal exponent less than 0.1, which means that the lactic acid bacteria performed in an antagonistic way and eliminated Enterobacteriaceae even faster than the yeast and mold.
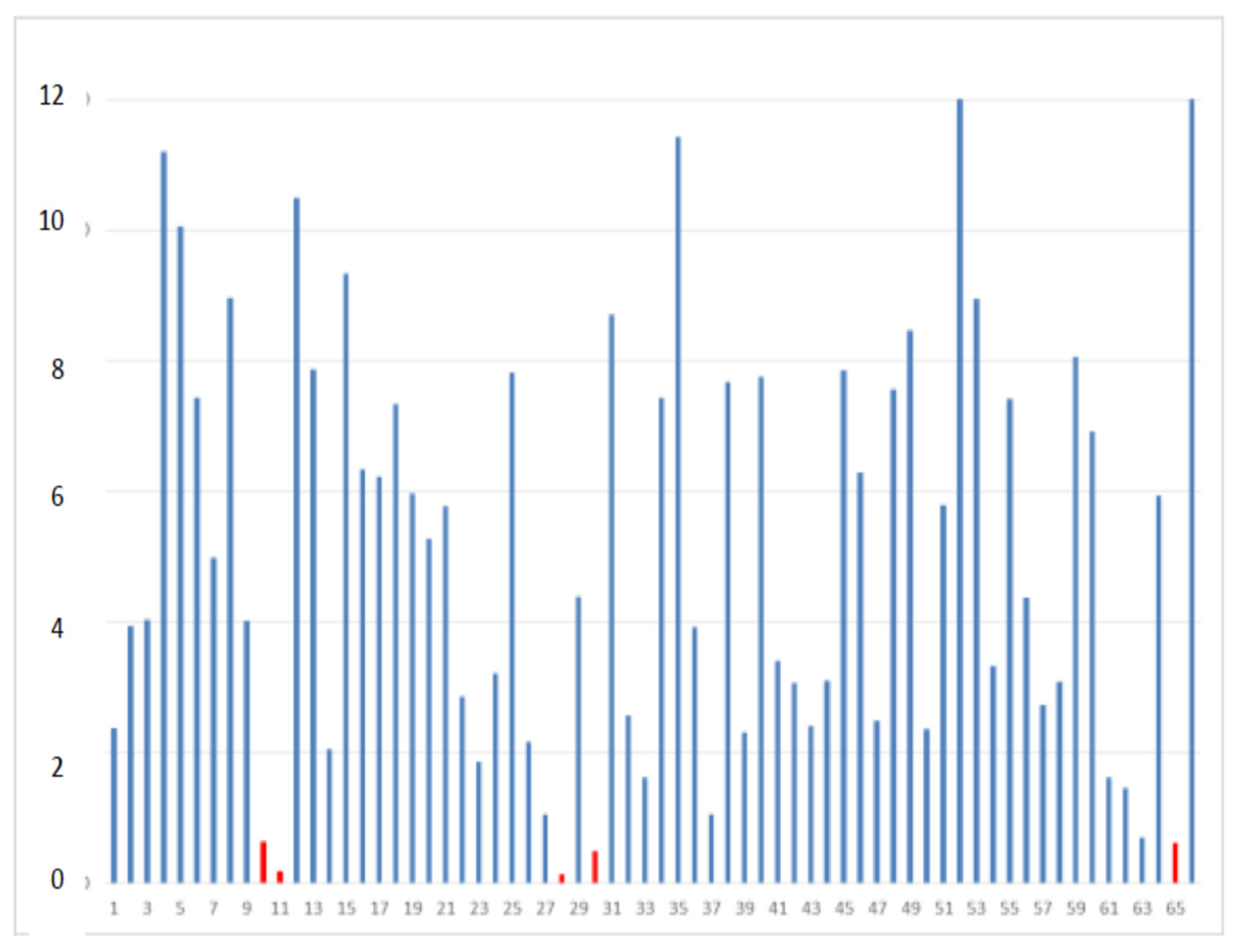
4.6. Silage Optimization by Least Square Method and Confirmation by Using Statistical Optimization by Historical Data Option and Mixture Experimental Design
By using as an objective function the formula developed in
Section 2.8, and by using the values pH
minimum = 4.26, % total acidity
maximum = 2.88%, total lab count decimal exponent
maximum = 6.9 and total yeast and mold count decimal exponent
minimum = 0.1, we can determine the value of the objective function for all the points corresponding to the 66 silage recipes (control silage sample No 67 is excluded). Therefore, in
Figure 11, the objective function values are illustrated vs. the number of the corresponding silage samples.
Furthermore, in
Table 6, the five best-performing solutions of the optimization are presented in red, which corresponds to the five lowest values of the objective function. From them, the first one corresponds to the desirable optimum solution of a silage that contains all three agro-industrial wastes, and the rest correspond to silage recipes with optimized compositions that contain only one or two out of the three selected agro-industrial wastes in order to give the option to animal breeders to produce bioactive silage at places where there is no availability of all three agro-wastes.
From the data of
Table 6, it was concluded that the optimum recipe that included all three bio-wastes was the one corresponding to Sample 28, which contains 20% grape pomace solids (GP), 60% OMWW solids and 20% feta cheese whey solids, respectively. The additional recipes recommended in
Table 6 correspond to silage preparations with one or two agro-industrial waste components instead of three.
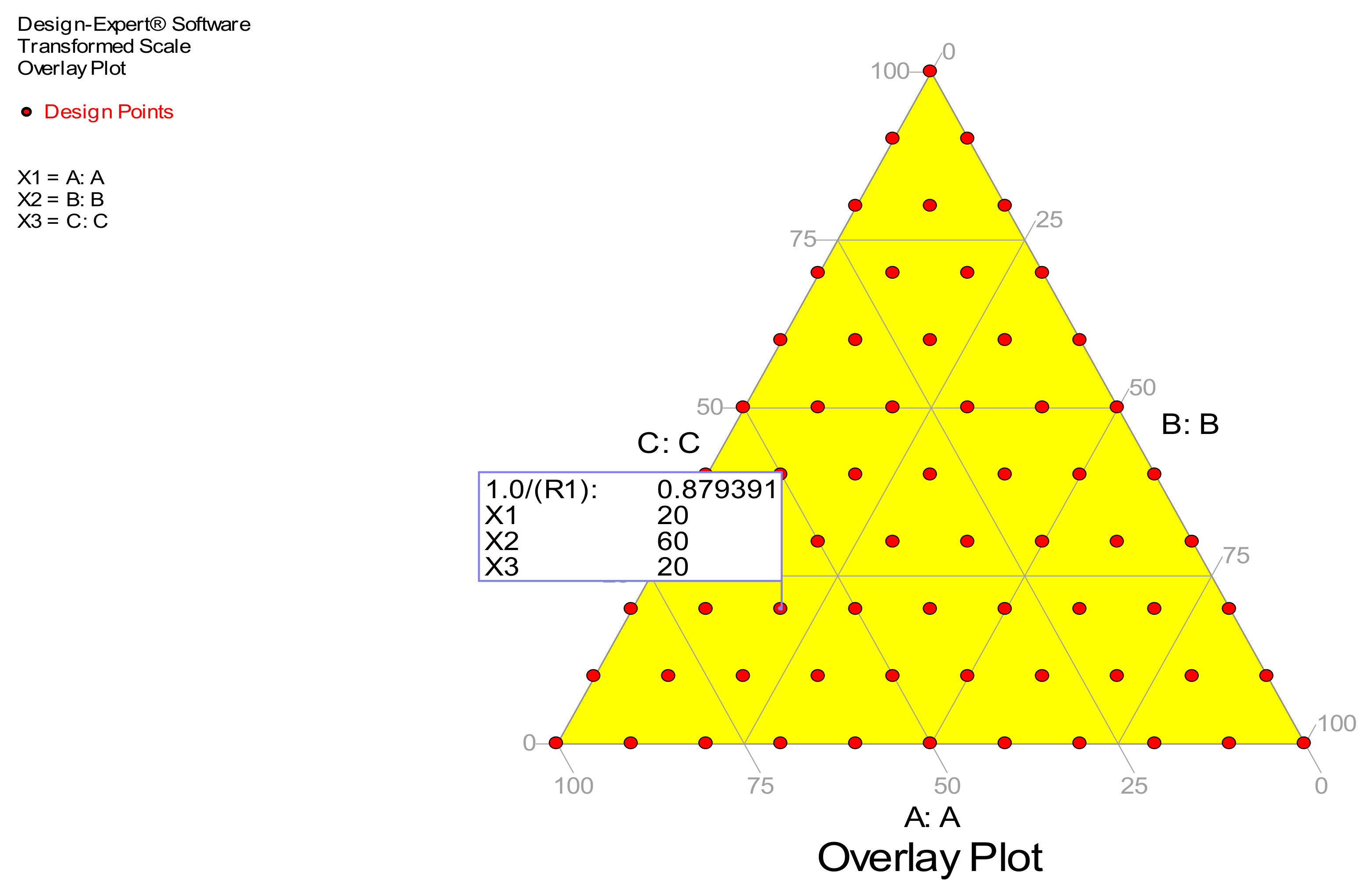
For verification of the above optimization process, a more systematic statistical method was also followed by using the mixture experimental design in combination with the “historical data” option included in Design Expert software.
The three optimization factors were, again: (a) % grape pomace, (b) % OMWW and (c) % de-proteinized feta cheese whey solids, and the response was the objective function value calculated from the data at day 30, with the optimization target to minimize the objective function or, equivalently, to maximize the reciprocal objective function value.
In addition, the optimum solution given by the Design Expert 11 statistical analysis and modeling by using a combination of historical data options and mixture designs was again the same as above (
Figure 12): 20% grape pomace solids (GP), 60% OMWW and 20% feta cheese whey solids, respectively, which corresponds to silage sample No 28 (
Table 7.)
4.7. The Quality Indices of the Silage Produced by Using the Optimized Recipe
The silage produced by using the optimized recipe was stored at 24 °C and subsequently analyzed after 120 days after each production in order to determine the critical parameters and, in particular, the presence of aflatoxins, analyzing the physicochemical and microbiological compositions as well. Concerning aflatoxins, it was found that they were not present in the silage and, especially, the aflatoxin content of the silage, which is presented in
Table 8, was found to be less than the upper limits set by the EU legislation.
In particular, they determined the four respective forms of aflatoxins usually found in animal feed: Aflatoxin B1 (AFB1), Aflatoxin B2 (AFB2), Aflatoxin G1 (AFG1) and Aflatoxin G2 (AFG2) by using High-Performance Liquid Chromatography HPLC-MS-MS following the method described by Rasmussen et al. [
18] and were all found to be <1 μg/kg (legislation upper limit).
Moreover, the finished silage product was analyzed initially in-house and, also, for cross-checking, by a specialized state laboratory, and the results of the main physicochemical parameters of the silage are presented in
Table 9.
The data of
Table 9 were provided to the Department of Agriculture of the University of Ioannina for the preparation of the feed for broilers and pigs.
By analyzing the data presented in
Table 9, we observed a significant concentration of Zn in the silage, which was an oddity.
Another important conclusion that can be drown by the figures of
Table 9 is that, if the produced silage was dried to 5%
w/
w moisture, the figures presented in
Table 9 would be increased by approximately two-fold, as the moisture of the silage was 42.89%
w/
w. This means that, except for the better preservation potential guaranteed by drying, the dried product will be substantially fortified in nutritional facts and, thus, can be used as a feed ingredient rich in Zn and other minerals, as well as rich in protein, carbohydrates and fat.
On the other hand, the microbial analysis showed that the lactic bacteria count was found to be in the order of 105, which means two logarithmic cycle reductions during 4 months of preservation at 24 °C, while the yeast and mold counts and the Enterobacteriaceae count were found to be negligible.
4.8. Results on the Application of the Developed Bioactive Silage by Inclusion in Broilers Nutrition
The developed bioactive silage was provided to the group of the Department of Agriculture of the University of Ioannina to be tested in the diets of monogastric animals. The first experiment was performed with broiler chickens reared to the age of 35 days. The silage was evaluated at inclusion rates of 0% (control), 5% and 10% in isonitrogenous and isocaloric diets. The preliminary experimental results (unpublished data) showed: substantial improvement of broiler body weights for the 10% treatment, improved thigh meat TBARS values for the 5% and 10% treatments compared to the control 0% treatment and improved ω-3 breast and thigh meat fatty acid contents and the ω-6/ω-3 ratio for the supplemented treatments compared to the control treatment.
Many efforts have been recorded in the international scientific literature concerning the use of agro-industrial food wastes as raw material after proper ensilage. For example, in a series of papers originating from our group, the use of OMWW in combination with coarsely ground maize grains to produce bioactive silage with low carbon footprints was illustrated to be valuable for farm animals’ nutrition [
7,
8,
9,
20,
21,
22,
23]. The results in the above-mentioned papers were very encouraging, as the use of the liquid fraction of the wastes from the olive mills after proper processing provided a certain protection of animal health; enrichment of the meat with natural antioxidants (polyphenols) and positive quantitative results by increasing the meat production when applied in broilers, in pigs and in sheep. Most importantly, in our work, the antioxidant protection provided by the included OMWW in the silage led to the modification of the animal fat and to a substantial increase in the monosaturated fatty acids, as well as ω-3 fatty acids, with profound benefits for the consumers.
Moreover, Clérison dos Santos Belém [
24] evaluated the effects of different quantities of grape pomace added to
Calotropis procera silage on its fermentation in vitro. They found out that the addition of grape pomace diminished the fermentation characteristics, indicating that
C. procera silage does not require additives or ensiling with grape pomace. The results of our work are not in line with the present work, but it has been a great difference, as, in our case, we used coarsely ground maize grains, OMWW and whey as the lactic acid fermentation substrate and, on top of this optimization, the composition of the substrate. In another study conducted by Makri et al. [
14], the aim was to examine the potential antioxidant effects of a feed supplemented with ensiled grape pomace (GP) in chickens. The results indicated that feed supplemented with GP decreased the oxidative stress-induced toxic effects and improved chickens’ redox status, and so, it may also improve their wellness and productivity, which is in line with our results. Kafantaris et al. [
15] carried out a study to investigate whether lambs’ feed supplemented with grape pomace-based silage enhanced the antioxidant mechanisms and reduced the growth of pathogenic bacteria. The results showed that lambs fed with the experimental diet had significantly increased antioxidant mechanisms in their blood and tissues, as well as the enhanced growth of facultative probiotic bacteria. In addition, the experimental diet inhibited the growth of pathogen populations such as
Enterobacteriacae and
E. coli, while, at the same time, leading to a higher meat productivity. Moreover, Ventura-Canseco et al. [
25] used cheese whey and sugarcane molasses in combination with lemongrass leaves exhausted from their essential oil to produce silage and found out that the produced silage had a 2.8% total acidity as lactic acids per dry matter, while, in our case, the same figure expressed on dry matter is about two-fold higher due to the optimization of the composition. Furthermore, Cajarville et al. [
26] reported that the use of fresh cheese whey in the ensilage of temperate forages is desirable, as it increases the DM degradability. Mariotti et al. [
27] used whey obtained by ricotta cheese production, which has got a high lactose content. The addition of ricotta whey decreased the pH and fiber fractions, increased the relative feed value and had no effect on the crude protein concentration or the total digestible nutrients. Therefore, as the final conclusion and in line with our results obtained with de-proteinized feta cheese whey, the ricotta whey can be successfully used as an additive to improve the fermentation characteristics of the alfalfa silage. Finally, according to Nkosi et al. [
28], the use of cheese whey in combination with molasses was found to have a positive effect even at a high inclusion because of its beneficial effects on the quality of the lactic fermentation.
The novelty of the present work and the differences from the above-mentioned literature are founded on the optimized and balanced use of three different agro-industrial wastes massively produced, especially in the Mediterranean basin countries: namely, OMWW, grape pomace and cheese whey. This particular optimization provided the advantage of a novel and optimized composition as the substrate used for silage production based on the simultaneous optimization of the basic quality attributes of the produced silage. Moreover, according to our knowledge, the present work for the first time provided two equivalent methods of silage composition optimization: (a) by minimization of the objective function of the square distance from the individual optima of the pH, %TA as lactic acid, LAB count and yeast and mold counts and, alternatively, (b) by using statistical optimization with the option of “historical data” combined with a mixture design in order to determine the optimum mixing of the various agro-industrial wastes. The two above-mentioned methods are of general application, and they can be used in the future to optimize silage produced by a series of agro-industrial wastes, and this is, according to our opinion, the most important contribution of the present work. Finally, the proposed optimization can be used at the farm scale, as well as at the industrial scale. It is also worth saying that, for the next research tests in similar designs, we intend to add an aerobic stability test for the produced silage in order to evaluate, in practice, its use to feed animals for a larger feeding period.
5. Conclusions
In the context of the present research work, a novel method of mathematical optimization of a multi-agro-industrial waste/maize grain silage production was developed and successfully tested in real monogastric animal nutrition. According to the developed method, four critical silage parameters were used as optimization factors: in particular, the pH value (with the target to be minimized), % acidity as lactic acid (with the target to be maximized), total lactic bacteria count (with the target to be maximized) and total yeast and mold count (with the target to be minimized), and led to the optimal mixing ratios for the selected agro-industrial wastes, which were: olive mill waste waters, grape pomace and de-proteinized feta cheese whey. The optimal mixing ratios to obtain high-quality silage were found to be: olive mill wastewater solids (60% w/w), grape pomace solids (20% w/w) and solids from whey (20% w/w) in the cases where all three agro-wastes were involved. Furthermore, without the demand that all three agro-wastes are present in the silage, four additional optimal mixtures were suggested: first mix: olive mill wastewater solids (100% w/w), grape pomace solids (0% w/w) and solids from whey (0% w/w); second mix: olive mill wastewater solids (80% w/w), grape pomace solids (20% w/w) and solids from whey (0% w/w); third mix: olive mill wastewater solids (10% w/w), grape pomace solids (90% w/w) and solids from whey (0% w/w) and forth mix: olive mill wastewater solids (90% w/w), grape pomace solids (0% w/w) and solids from whey (10% w/w). Finally, the most important thing is that the proposed novel method can be of general use in order to obtain optimized multi-agro-industrial waste silages, making the combined sustainable total discharge of these wastes easy and thereafter safeguarding their environmental protection. This practice will make possible the reduction of the cost per kilo for the produced livestock products and allow the production of bio-functional meat with a high content of ω-3 fatty acids, as well as a substantially lower ratio of ω6/ω3 fatty acids, rich in polyphenols and with superior organoleptic quality compared to the meat produced by conventional nutrition without the inclusion of 10% w/w of novel silage in the feed. Finally, the important thing is that the proposed method can be used both on a small farm scale, as well as on a large industrial scale.




 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}