
Proposal of an Original Methodology to Evaluate the Performance of Chipper Machines

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
- -
- Actual time, ta, (net chipping time) by difference between operative time, top, (total time of test) and basic time, tb (sum of the time intervals in which the machine was running without chipping).
- -
- Net power, Wn, (average power required only by chipping) by difference between gross power, Wg, (average total power measured) and basic power, Wb (average power needed to operate the chipper at the required rotational speed without chipping).
- -
- Actual fuel consumption, Fa (fuel meanly consumed in ta), by difference between operative fuel consumption, Fop (average total consumption observed in top), and basic fuel consumption, Fb (average consumption observed in tb).
- -
- Operative energy, Eop, by multiplying the test average power, Wg, by top.
- -
- Actual energy, Ea, by multiplying the average total power employed in chipping (Wn + Wb) by ta.
- -
- Basic energy, Eb, by multiplying the average basic power, Wb, by to.
3. Results and Discussion
3.1. Experimental Data
- -
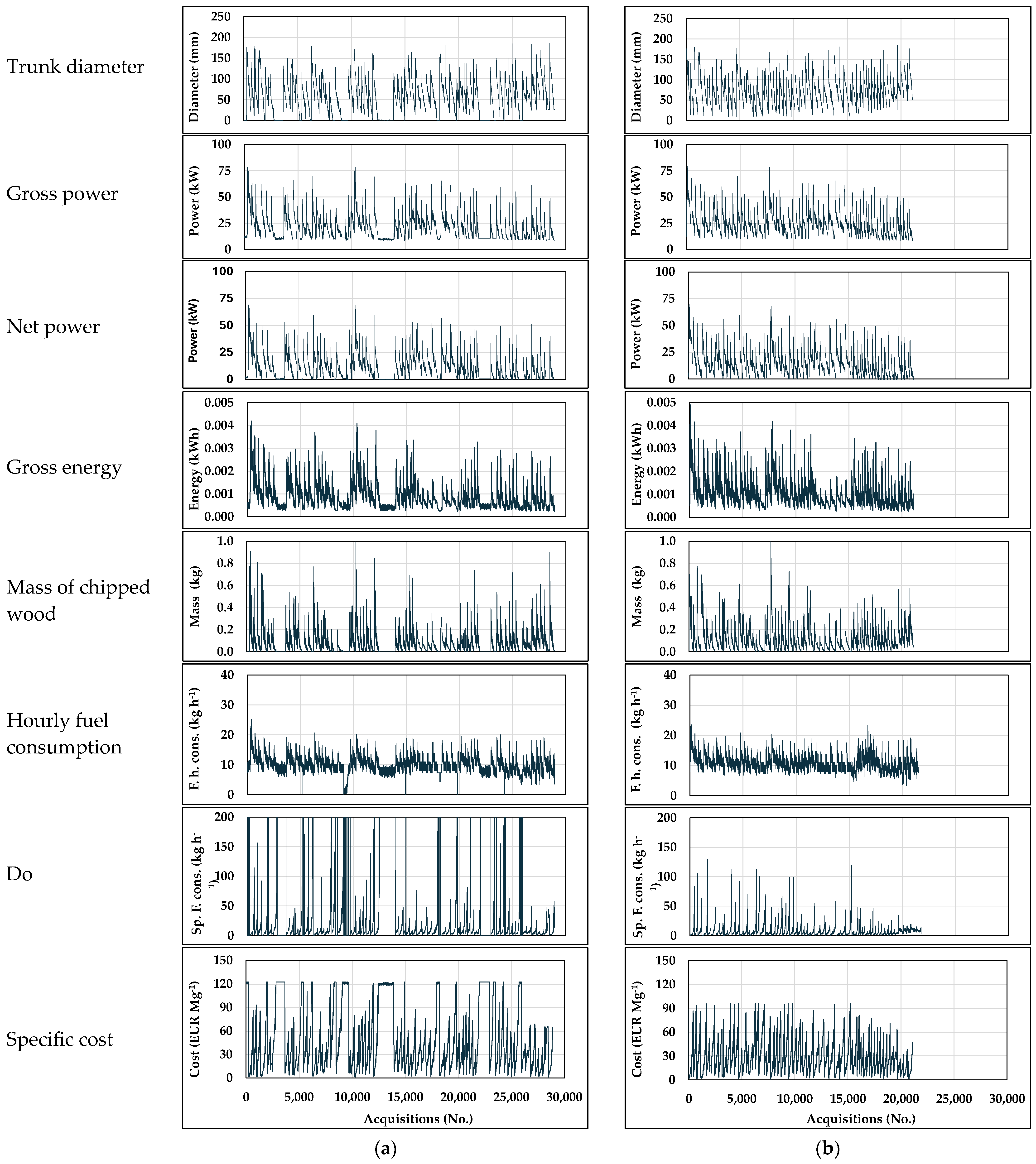
- I: The original dataset (from which the diagrams of Figure 4a were drawn), which provided the operational instant data of the chipping operation as a whole.
- -
- II: This dataset comprehended the zero-diameter block of data (all records with diameter <1 mm). It allowed for characterizing of the base working conditions of the tractor−chipper system.
- -
- III: This dataset comprehended all records with diameters between 1 and 10 mm, i.e., the fraction consisting of the smallest branches.
- -
- IV: This dataset was formed by all records with diameters between 10 and 30 mm, i.e., the fraction of bigger branches.
- -
- V: This dataset consisted of the records with diameters higher than 30 mm.
- -
- The instant gross power, (Wgi, Table 3 dataset I): This is calculated by multiplying the torque, Tgi, and the speed, vpto, measured at tractor PTO according to the Formula (1) reported in Table 2. It represents the overall power required for the chipping and includes (1) the base power, (Wb = Wgi, of Table 3 dataset II), needed to operate the chipper, without chipping, at the required PTO speed (≅1000 min−1). The level of Wgi can be observed in Figure 4a in the diagram of gross power in correspondence with the intervals between the chipping of contiguous trunks, intervals identifiable by diameter values equal to zero. During the test, Wgi varied between 8.9 and 13.6 kW, with an average of 10.49 kW. The instant gross power also involves (2) the net power, Wni = Wgi of Table 3, dataset V, which is the power employed in wood chipping. It was calculated by the difference between Wgi and the mean Wn and is represented in Figure 4a,b in the relating diagrams.
- -
- -
- The instant chipped wood volume Vi: This is calculated with the Formula (2) (Table 2). From Vi we can calculate the instant chipped wood mass, Mi, by means of the Formula (3) (Table 2). It varies as well with the diameters, showing peaks and minimum values in the same intervals. Thus, for zero-diameter, the chipped mass is also zero.
- -
- -
- Operational working time, top, of 4355 s (dataset I) and actual working time, ta, 3463 s (436 s + 3027 s, respectively, in dataset IV and V), i.e., 79.5% of the former.
- -
- Total volume and mass of wood chipped (dataset I), respectively, at 3553.4 dm3 and 2523 kg, considering an average specific gravity of 0.71 kg dm−3 for poplar wood. The chipped wood came almost totally from datasets IV + V (3552.8 dm3 and 2522.5 kg), while dataset III only provided 0.61 dm3 and 0.43 kg.
- -
- Operational gross and net energy requirements, from dataset I, respectively, at 25.8 and 13.6 kWh.
- -
- Actual gross and net energy requirements, from datasets IV + V, respectively, at Eg = 23.1 kWh (1.8 + 21.3 kWh) and En = 14.6 kWh (0.6 + 14.6 kWh).
- -
- Overall CO2 emissions of 36.3 kg (dataset I), of which 30.8 kg (84.8%) occurred in the final dataset (3.3 kg in dataset IV and 27.5 kg in dataset V). The total CO2 emissions produced during the intervals between contiguous trunks (dataset II) were 5.46 kg (≅15% of total emissions).
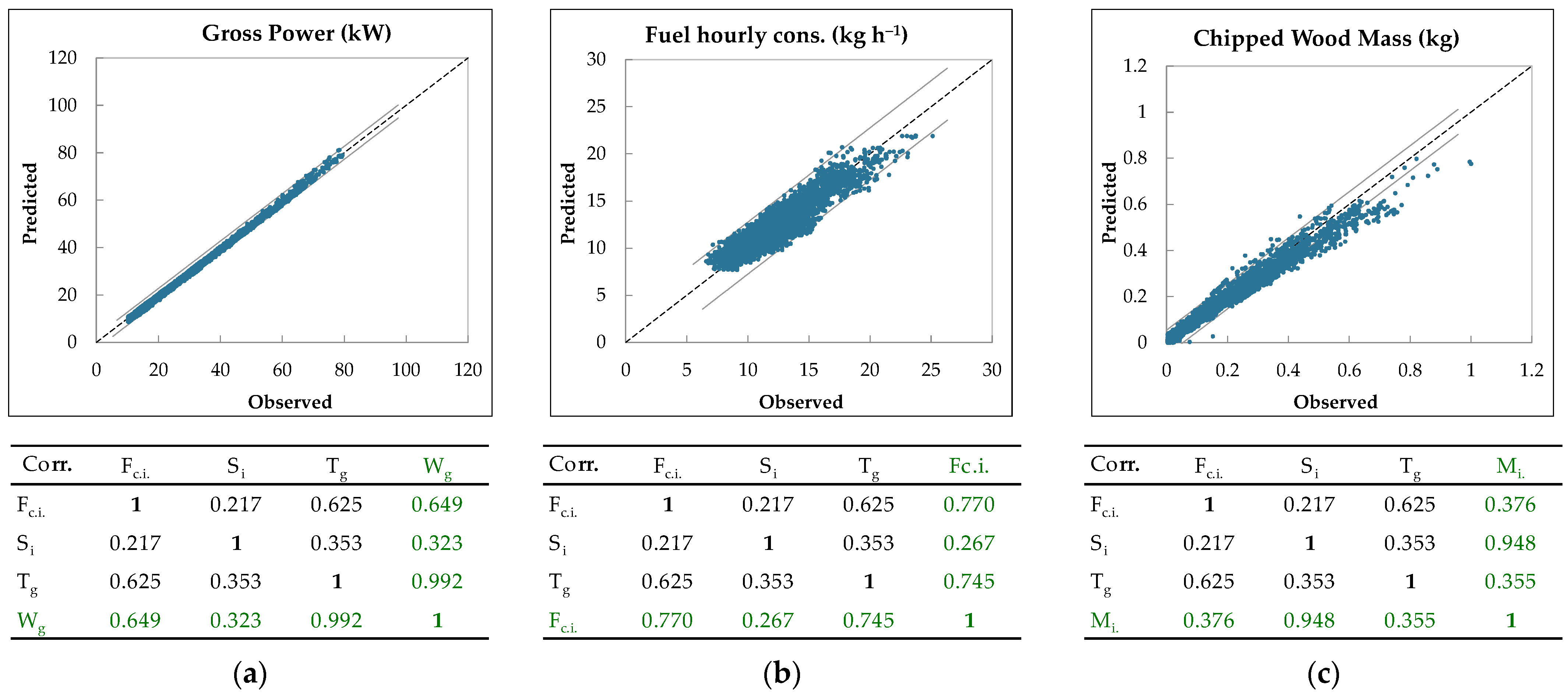
3.2. Predictive Models
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Parliament Resolution of 5 February 2014 on a 2030 Framework for Climate and Energy Policies (2013/2135(INI)). Official Journal of the European Union 2014, C 93, 79–102. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52014IP0094 (accessed on 12 October 2023).
- Directive (EU) 2015/1513 of the European Parliament and of the Council of 9 September 2015 amending Directive 98/70/EC Relating to the Quality of Petrol and Diesel Fuels and Amending Directive 2009/28/EC on the Promotion of the Use of Energy from Renewable Sources. Official Journal of the European Union 2015, L239 Vol. 58, 1–29. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=OJ:L:2015:239:FULL (accessed on 12 October 2023).
- European Commission Memo. Indirect Land Use Change (ILUC) What Are Biofuels? Available online: https://ec.europa.eu/commission/presscorner/detail/en/MEMO_12_787 (accessed on 12 October 2023).
- Lindegaard, K.N.; Adams, P.W.R.; Holley, M.; Lamley, A.; Henriksson, A.; Larsson, S.; von Engelbrechten, H.G.; Esteban Lopez, G.; Pisarek, M. Short Rotation Plantations Policy History in Europe: Lessons from the Past and Recommendations for the Future. Food Energy Secur. 2016, 5, 125–152. [Google Scholar] [CrossRef]
- Reinhardt, J.; Hilgert, P.; von Cossel, M. A Review of Industrial Crop Yield Performances on Unfavorable Soil Types. Agronomy 2021, 11, 2382. [Google Scholar] [CrossRef]
- Spinelli, R.; Nati, C.; Sozzi, L.; Magagnotti, N.; Picchi, G. Physical Characterization of Commercial Woodchips on the Italian Energy Market. Fuel 2011, 90, 2198–2202. [Google Scholar] [CrossRef]
- Verani, S.; Sperandio, G.; Picchio, R.; Marchi, E.; Costa, C. Sustainability Assessment of a Self-Consumption Wood-Energy Chain on Small Scale for Heat Generation in Central Italy. Energies 2015, 8, 5182–5197. [Google Scholar] [CrossRef]
- Hillring, B. Price Trends in the Swedish Wood-Fuel Market. Biomass Bioenergy 1997, 12, 41–51. [Google Scholar] [CrossRef]
- Junginger, J.; Claypoole, K.; Laygo, R.; Crisanti, A. Effects of Serious Mental Illness and Substance Abuse on Criminal Offenses. Psychiatr. Serv. 2006, 57, 879–882. [Google Scholar] [CrossRef]
- Stefanoni, W.; Fanigliulo, R.; Pochi, D.; Fornaciari, L.; Grilli, R.; Benigni, S.; Latterini, F.; Sperandio, G. Assessment of Energy, Dynamic and Economic Balance of Chipping Operation in Poplar Medium Rotation Coppice (MRC) Plantations. Forests 2023, 14, 1358. [Google Scholar] [CrossRef]
- Santangelo, E.; Scarfone, A.; Del Giudice, A.; Acampora, A.; Alfano, V.; Suardi, A.; Pari, L. Harvesting Systems for Poplar Short Rotation Coppice. Ind. Crops Prod. 2015, 75, 85–92. [Google Scholar] [CrossRef]
- Saulino, L.; Allevato, E.; Rossi, S.; Minotta, G.; Fiorentino, N.; Saracino, A. Lengthening Single-Stem Rotation Improves Biomass Yield and Water Use Efficiency in Black Poplar Genotype Multi-Stem Rotation Coppice Plantations. Biomass Bioenerg. 2021, 154, 106256. [Google Scholar] [CrossRef]
- Magagnotti, N.; Spinelli, R.; Kärhä, K.; Mederski, P.S. Multi-Tree Cut-to-Length Harvesting of Short-Rotation Poplar Plantations. Eur. J. For. Res. 2021, 140, 345–354. [Google Scholar] [CrossRef]
- Latterini, F.; Stefanoni, W.; Alfano, V.; Palmieri, N.; Mattei, P.; Pari, L. Assessment of Working Performance and Costs of Two Small-Scale Harvesting Systems for Medium Rotation Poplar Plantations. Forests 2022, 13, 569. [Google Scholar] [CrossRef]
- Tavankar, F.; Nikooy, M.; Latterini, F.; Venanzi, R.; Bianchini, L.; Picchio, R. The Effects of Soil Moisture on Harvesting Operations in Populus Spp. Plantations: Specific Focus on Costs, Energy Balance and GHG Emissions. Sustainability 2021, 13, 4863. [Google Scholar] [CrossRef]
- Naimi, L.J.; Sokhansanj, S.; Mani, S.; Hoque, M.; Bi, T.; Womac, A.R.; Narayan, S. Cost and Performance of Woody Biomass Size Reduction for Energy Production. In Proceedings of the CSBE/SCGAB Annual Conference, Edmonton, AB, Canada, 16–19 July 2006. Paper no. 06-107. [Google Scholar]
- Spinelli, R.; de Arruda Moura, A.; da Silva, P. Decreasing the Diesel Fuel Consumption and CO2 Emissions of Industrial In-Field Chipping Operations. J. Clean. Prod. 2018, 172, 2174–2181. [Google Scholar] [CrossRef]
- Pottie, M.A.; Guimier, D.Y. Preparation of Forest Biomass for Optimal Conversion; Special Report SR-32; Forest Engineering Research Institute of Canada: Pointe Claire, QC, Canada, 1985; p. 112. [Google Scholar]
- Pochi, D.; Civitarese, V.; Fanigliulo, R.; Spinelli, R.; Pari, L. Effect of Poplar Fuel Wood Storage on Chipping Performance. Fuel Process. Technol. 2015, 134, 116–121. [Google Scholar] [CrossRef]
- Goldstein, N.; Diaz, L.F. Size Reduction Equipment Review. Biocycle 2005, 46, 48–53. [Google Scholar]
- Manzone, M. Energy consumption and CO2 analysis of different types of chippers used in wood biomass plantations. Appl. Energy 2015, 156, 686–692. [Google Scholar] [CrossRef]
- Spinelli, R.; Marchi, E. Trends and perspective in the design of mobile wood chippers. Croat. J. For. Eng 2021, 42, 25–38. [Google Scholar] [CrossRef]
- Tawfk, M.A.; El-Didamony, M.I. Manufacturing and performance of a prototype wood chipping machine to produce mini-chips. MISR J. Agric. Eng. 2015, 34, 1511–1528. [Google Scholar] [CrossRef]
- Guerrini, L.; Tirinnanzi, A.; Guasconi, F.; Fagarazzi, C.; Baldi, F.; Masella, P.; Parenti, A. A Plackett-Burman Design to Optimize Wood Chipper Settings. Croat. J. For. Eng. 2017, 40, 81–86. [Google Scholar]
- Spinelli, R.; Ivorra, L.; Magagnotti, N.; Picchi, G. Performance of a Mobile Mechanical Screen to Improve the Commercial Quality of Wood Chips for Energy. Bioresour. Technol. 2011, 102, 7366–7370. [Google Scholar] [CrossRef]
- Choi, Y.-S.; Cho, M.-J.; Paik, S.-H.; Mun, H.-S.; Kim, D.-H.; Han, S.-K.; Oh, J.-H. Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper. Forests 2019, 10, 1029. [Google Scholar] [CrossRef]
- Mihelič, M.; Spinelli, R.; Magagnotti, N.; Poje, A. Performance of a new industrial chipper for rural contractors. Biomass Bioenerg. 2015, 83, 152–158. [Google Scholar] [CrossRef]
- Manzone, M.; Balsari, P. Productivity and Woodchip Quality of Different Chippers during Poplar Plantation Harvesting. Biomass Bioenerg. 2015, 83, 278–283. [Google Scholar] [CrossRef]
- Laitila, J.; Routa, J. Performance of a Small and a Medium Sized Professional Chippers and the Impact of Storage Time on Scots pine (Pinus sylvestris) Stem Wood Chips Characteristics. Silva. Fenn. 2015, 49, 1382. [Google Scholar] [CrossRef]
- Hellström, L.M.; Gradin, P.A.; Gulliksson, M.; Carlberg, T. A Laboratory Wood Chipper for Chipping Under Realistic Conditions. Exp. Mech. 2011, 51, 1309–1316. [Google Scholar] [CrossRef]
- Kováč, J.; Krilek, J.; Mikleš, M. Energy consumption of a chipper coupled to a universal wheel skidder in the process of chipping wood. J. For. Sci.-Prague 2011, 57, 34–40. [Google Scholar] [CrossRef]
- Spinelli, R.; Cavallo, E.; Eliasson, L.; Facello, A. Comparing the efficiency of drum and disc chippers. Silva. Fenn. 2013, 47, 930. [Google Scholar] [CrossRef]
- ISO 18134-2; Solid Biofuels. Determination of Moisture Content. Part 2: Simplified Method. International Organisation for Standardisation: Geneva, Switzerland, 2024.
- Fanigliulo, R.; Pochi, D.; Bondioli, P.; Grilli, R.; Fornaciari, L.; Folegatti, L.; Malaguti, L.; Matteo, R.; Ugolini, L.; Lazzeri, L. Semi-refined Crambe abyssinica (Hochst. EX R.E.Fr.) Oil as a Biobased Hydraulic Fluid for Agricultural Applications. Biomass Convers. Biorefin. 2023, 13, 1859–1871. [Google Scholar] [CrossRef]
- Pochi, D.; Fanigliulo, R.; Bisaglia, C.; Cutini, M.; Grilli, R.; Fornaciari, L.; Betto, M.; Pari, L.; Gallucci, F.; Capuzzi, L.; et al. Test Rig and Method for Comparative Evaluation of Conventional and Bio-based Hydraulic Fluids and Lubricants for agricultural Transmissions. Sustainability 2020, 12, 8564. [Google Scholar] [CrossRef]
- Fanigliulo, R.; Pochi, D.; Servadio, P. Conventional and Conservation Seedbed Preparation Systems for Wheat Planting in Silty-clay Soil. Sustainability 2021, 13, 6506. [Google Scholar] [CrossRef]
- OECD. Code 2: Standard Codes for the Official Testing of Agricultural and Forestry Tractors Performance; Organisation for Economic Co-Operation and Development: Paris, France, 2018. [Google Scholar]
- ENEA. Agenzia Nazionale per le Nuove Tecnologie, L’energia e lo Sviluppo Economico Sostenibile. Potere Calorifico Inferiore Convenzionale del Greggio e dei Principali Prodotti Derivati. Available online: https://www.efficienzaenergetica.enea.it/glossario-efficienza-energetica/lettera-p/potere-calorifico.html (accessed on 12 October 2023).
- Contaldi, M.; Ilacqua, M. Analisi dei Fattori di Emissione di CO2 dal Settore dei Trasporti. Metodo di Riferimento IPCC, Modello COPERT ed Analisi Sperimentali; Rapporto 28/2003; APAT, Agenzia per la Protezione dell’Ambiente e per i Servizi Tecnici: Roma, Italy, 2003.
- Miyata, E.S. Determining Fixed and Operating Costs of Logging Equipment; General Technical Report NC-55; U.S. Department of Agriculture, Forest Service, North Central Forest Experiment Station: St. Paul, MN, USA, 1980. [CrossRef]
- Pellizzi, G. Meccanica Agraria, Materiali e Motori; Edagricole: Verona, Italy, 1976; pp. 160–163. [Google Scholar]
- Mola-Yudego, B.; Picchi, G.; Röser, D.; Spinelli, R. Assessing Chipper Productivity and Operator Effects in Forest Biomass Operations. Silva Fenn. 2015, 49, 1342. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machineries used in chipping operations | Farmi CH260 forestry chipper | Powered by tractor PTO |
| Landini Legend 145-S tractor | Nominal power: 105 kW; nominal PTO speed: 1000 min−1; transmission ratio between engine speed and PTO speed: 1.957 | |
| Farmi HK3861 forestry crane | Powered by the PTO of tractor Fiat 80–90 (4 WD) | |
| Instruments and test equipment | Electromagnetic dynamometric brake “Borghi e Saveri” FE600 S Photoelectric Encoder | For PTO tests on tractors up to 300 kW power OMRON E3F2-R2B4, |
| Torquemeter “HBM” T30FN | Full scale torque: 2 kNm; full scale rotational speed: 3000 min−1 | |
| Fuel consumption meter 1 | Full scale: 150 dm3 h−1 | |
| String encoder Celesco VT, model 201-0025 | Signal range: 0–10 V; distance range: 0–1400 mm | |
| Data logger | On-board PC | On-board notebook |
| PCI card | 8 digital and 8 analogic channels | |
| Frequency of acquisitions | 20 Hz |
| Parameters | Symbol | Unit | Formulas | No. | References | |
|---|---|---|---|---|---|---|
| Measured | Time/instant time | t/ti | s, min, h | - | - | - |
| PTO rot. speed/PTO instant speed | spto/sptoi | min−1 | - | - | - | |
| PTO torque/instant torque | T/Ti | daNm | - | - | - | |
| Fuel consumption/instant cons. | Fc/Fci | cm3 | - | - | - | |
| Trunk diameter/instant diameter | D/Di | mm | - | - | - | |
| Derived | Power at PTO/instant power | W/Wi | kW | W = T·vpto·k−1 | (1) | [10] |
| Trunk infeed speed/instant speed | vt/vti | m·s−1 | - | - | - | |
| Wood volume/instant volume | V/Vi | m3 | Vi = p·(Di/2)2·vti·ti | (2) | - | |
| Wood mass/wood instant mass | M/Mi | kg, Mg | M = V·δw | (3) | [10] | |
| Specific mass (work productivity) | Msp | Mg h−1 | Msp = St(Vi·ti−1)·δW | (4) | - | |
| Hourly fuel cons./instant hourly f.c. | Fch/Fchi | kg·h−1 | Fch = F·δF·t−1·3.6 | (5) | - | |
| Specific fuel consumption | Fcsp | kg·Mg−1 | Fcsp = Fch·Msp−1 | (6) | [36] | |
| Overall energy | E | MJ | E = Fc × LHV | (7) | [38] | |
| Gross mechanical energy | Eg | kWh | Eg = W·t | (8) | - | |
| Specific mech. En. (per volume unit) | Egsp | kWh·m−3 | Egsp = Eg M−1 | (9) | - | |
| CO2 emissions | EmCO2 | kg | EmCO2 = 44.11·F· (12.01 + 1.01·rH/C)−1 | (10) | [39] | |
| Specific cost of the operation | Csp | EUR · Mg−1 | - | - | [40] | |
| Measured Basic Parameters | Calculated Basic Parameters | Calculated Specific Parameters | Emiss. | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dataset | Descript. | ti | Fci | Di | Tgi | Tni | spto | Wgi | Wni | Vi | Mi | Egi | Eni | Fchi | Egsp | Ensp | Msp | tsp | Fcsp | Cspi | CO2 |
| s | cm3 | mm | daNm | daNm | min−1 | kW | kW | dm3 | kg | kWh | kWh | kg h−1 | kWh Mg−1 | kWh m−3 | Mg h−1 | h Mg−1 | kg Mg−1 | EUR Mg−1 | kg | ||
| I total | Mean | 0.2 | 0.5 | 55.3 | 20.7 | 11.1 | 974 | 21.1 | 10.9 | 0.12 | 0.09 | 0.00 | 0.00 | 10.15 | 10.23 | 5.34 | 2.33 | 1.09 | 12.17 | 49.45 | 0.0013 |
| St. dev. | 0.1 | 0.2 | 41.7 | 11.9 | 11.9 | 57.0 | 11.9 | 11.9 | 0.16 | 0.12 | 0.00 | 0.00 | 2.92 | 5.47 | 4.94 | 1.95 | 1.63 | 16.22 | 41.22 | 0.0005 | |
| Sum | 4355 | 13,737 | - | - | - | - | - | - | 3553 | 2522 | 25.8 | 13.5 | - | - | - | - | - | - | - | 36.28 | |
| Max | 0.3 | 1.4 | 206 | 81.9 | 72.3 | 1036 | 79.5 | 69.3 | 1.43 | 1.02 | 0.01 | 0.01 | 26.50 | 9.50 | 8.24 | 7.04 | 0.14 | 3.77 | 122.60 | 0.0037 | |
| Min | 0.1 | 0.1 | 0.0 | 8.1 | 0.0 | 771 | 8.2 | 0.0 | 0.00 | 0.00 | 0.00 | 0.00 | 7.2 | - | - | - | - | - | - | 0.0000 | |
| II D < 1 mm, 0 diameter data | Mean | 0.2 | 0.3 | 0.1 | 10.0 | 0.2 | 1004 | 10.5 | 0.2 | 0.000004 | 0.000003 | 0.00042 | 0.000013 | 8.18 | - | - | - | - | - | - | 0.0009 |
| St. dev. | 0.1 | 0.1 | 0.3 | 1.5 | 1.5 | 37 | 1.5 | 1.5 | 0.000007 | 0.000005 | 0.00016 | 0.000067 | 3.64 | - | - | - | - | - | - | 0.0003 | |
| Sum | 694 | 1576.7 | - | - | - | - | - | - | 0.02 | 0.45 | 2.65 | 0.13 | - | - | - | - | - | - | - | 4.61 | |
| Max | 0.3 | 0.9 | 1.0 | 12.5 | 2.5 | 1036 | 13.6 | 18.9 | 0.000037 | 0.000026 | 0.0016 | 0.001052 | 25.17 | - | - | - | - | - | - | 0.0025 | |
| Min | 0.1 | 0.1 | 0.0 | 8.9 | 0.1 | 863 | 8.0 | 0.0 | 0.00 | 0.00 | 0.00 | 0.00 | 7.2 | - | - | - | - | - | - | 0.0000 | |
| III 1 < D < 10 mm smallest branches | Mean | 0.2 | 0.37 | 3.49 | 11.0 | 1.4 | 1001 | 11.5 | 1.3 | 0.0005 | 0.00037 | 0.0005 | 0.00006 | 8.15 | 6502 | 63.1 | 0.0088 | 892 | 7195 | 113.01 | 0.0010 |
| St. dev. | 0.05 | 0.13 | 2.84 | 2.3 | 2.3 | 33 | 2.5 | 2.5 | 0.0008 | 0.00054 | 0.0002 | 0.00012 | 3.2 | 5731 | 339 | 0.0120 | 811 | 7546 | 7.48 | 0.0003 | |
| Sum | 173.6 | 432.8 | - | - | - | - | - | - | 0.61 | 0.43 | 0.56 | 0.07 | - | - | - | - | - | - | - | 1.1430 | |
| Max | 0.30 | 1.06 | 9.95 | 26.2 | 18.0 | 1031 | 27.6 | 17.4 | 0.0037 | 0.00264 | 0.00154 | 0.000969 | 32.0 | 24,890 | 16,273 | 0.0438 | 2438 | 732 | 120 | 0.0028 | |
| Min | 0.1 | 0.2 | 1.00 | 8.2 | 0.0 | 856 | 8.7 | 0.3 | 0.00 | 0.00 | 0.00 | 0.00007 | 9.0 | 161 | −2820 | 0.0004 | 23 | 21,940 | 96.55 | 0.0000 | |
| IV 10 < D < 30 mm bigger branches | Mean | 0.2 | 0.4 | 22.8 | 14.7 | 5.1 | 981 | 15.2 | 5.0 | 0.0135 | 0.0096 | 0.00062 | 0.000205 | 9.3 | 0.00008 | 0.00003 | 0.23 | 3.9 | 36.2 | 71.53 | 0.0011 |
| St. dev. | 0.1 | 0.2 | 5.1 | 4.7 | 4.7 | 57 | 5.1 | 5.1 | 0.0073 | 0.0052 | 0.00031 | 0.000241 | 2.2 | 0.00006 | 0.00003 | 0.1 | 2.6 | 26.1 | 9.05 | 0.0004 | |
| Sum | 436 | 1248 | 39.81 | 28.27 | 1.84 | 0.61 | - | - | - | - | - | - | - | 3.30 | |||||||
| Max | 0.3 | 1.2 | 30.0 | 62.9 | 53.3 | 1035 | 51.7 | 41.5 | 0.05 | 0.03 | 0.00 | 0.00 | 21.3 | 0.00057 | 0.00035 | 0.4 | 18.1 | 287.6 | 96.55 | 0.0031 | |
| Min | 0.1 | 0.0 | 10.0 | 8.9 | 0.4 | 786 | 8.7 | 0.3 | 0.0017 | 0.0012 | 0.00024 | 0.000085 | 1.2 | 0.00003 | 0.00002 | 0.0 | 1.8 | 3.4 | 59.70 | 0.0000 | |
| V D > 30 mm trunks + biggest branches | Mean | 0.2 | 0.5 | 77.0 | 24.9 | 16.4 | 964 | 25.1 | 15.1 | 0.18 | 0.13 | 0.0011 | 0.0007 | 14.1 | 8.5 | 8.46 | 2.90 | 0.65 | 6.68 | 24.39 | 0.0014 |
| St. dev. | 0.1 | 0.2 | 31.5 | 12.0 | 12.0 | 59.1 | 12.1 | 12.1 | 0.17 | 0.12 | 0.0007 | 0.0006 | 10.6 | 7.2 | 7.17 | 2.45 | 0.55 | 5.90 | 14.67 | 0.0005 | |
| Sum | 3027 | 10,420 | - | - | - | - | - | - | 3513 | 2494 | 21.32 | 14.01 | - | - | - | - | - | - | - | 27.52 | |
| Max | 0.3 | 1.4 | 206 | 81.9 | 73.4 | 1035 | 79.5 | 69.5 | 1.431 | 1.016 | 0.0097 | 0.0086 | 133.3 | 113 | 18.5 | 2.9 | 42.7 | 8.2 | 59.70 | 0.0037 | |
| Min | 0.1 | 0.1 | 30 | 8.5 | 0.036 | 771 | 8.5 | 1.5 | 0.013 | 0.009 | 0.009 | 0.0040 | 7.20 | 0.70 | 0.15 | 0.34 | 0.05 | 0.43 | 0.88 | 0.0000 | |
| Dataset | E | Eg | η | |
|---|---|---|---|---|
| MJ | kWh | kWh | ||
| I | 492.5 | 136.80 | 25.80 | 0.189 |
| II | 56.5 | 15.70 | 2.65 | 0.169 |
| III | 15.5 | 4.31 | 0.56 | 0.130 |
| IV | 44.7 | 12.43 | 1.80 | 0.145 |
| V | 373.6 | 103.77 | 21.30 | 0.205 |
| Test Indicators | Measured Basic Parameters | Calculated Basic Parameters | Calculated Specific Parameters | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fci | Di | Tgi | Wgi | Mi | Egi | Fchi | Egsp | Msp | tsp | Fcsp | Cspi | |
| cm3 | mm | daNm | kW | kg | kWh | kg h−1 | kWh Mg−1 | Mg h−1 | h Mg−1 | kg Mg−1 | EUR Mg−1 | |
| W | 0.97 | 0.98 | 0.89 | 0.90 | 0.82 | 0.87 | 0.98 | 0.63 | 0.86 | 0.54 | 0.58 | 0.92 |
| p-value | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| α | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| Groups | Dependent Variables | Equations | R2 | R2 (adj.) | St. Dev. |
|---|---|---|---|---|---|
| 1 | Gross power (kWh) | Wg = 0.049 + 2.813Fci − 78.247Si + 0.970Tgi | 0.985 | 0.985 | 1.412 |
| Fuel hourly cons. (kg h−1) | Fch = 5.132 + 6.651Fci − 3.546Si + 0.0960Tgi | 0.762 | 0.762 | 1.502 | |
| Chipped wood mass (kg) | Mi = -4.426 + 0.149Fci − 23.426Si − 1.338Tgi | 0.941 | 0.941 | 0.027 | |
| 2 | Gross energy (kWh) | Eg = −5.892 × 10−5 − 0.12423Si + 4.486 × 10−5Wg +5.486 × 10−3Mi | 0.903 | 0.903 | 0.0002 |
| Chipped specific mass (kg h−1) | Msp = 5.711 × 10−2 + 21.755Mi − 743.23Eg + 8.2034 × 10−2Fhc | 0.925 | 0.925 | 0.666 | |
| Specific cost (EUR · Mg−1) | Csp = 78.069 − 1.030Di + 8.178Msp + 0.367Fcsp | 0.983 | 0.983 | 2.618 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fanigliulo, R.; Stefanoni, W.; Fornaciari, L.; Grilli, R.; Benigni, S.; Scutaru, D.; Sperandio, G.; Pochi, D. Proposal of an Original Methodology to Evaluate the Performance of Chipper Machines. AgriEngineering 2024, 6, 1619-1638. https://doi.org/10.3390/agriengineering6020092
Fanigliulo R, Stefanoni W, Fornaciari L, Grilli R, Benigni S, Scutaru D, Sperandio G, Pochi D. Proposal of an Original Methodology to Evaluate the Performance of Chipper Machines. AgriEngineering. 2024; 6(2):1619-1638. https://doi.org/10.3390/agriengineering6020092
Chicago/Turabian StyleFanigliulo, Roberto, Walter Stefanoni, Laura Fornaciari, Renato Grilli, Stefano Benigni, Daniela Scutaru, Giulio Sperandio, and Daniele Pochi. 2024. "Proposal of an Original Methodology to Evaluate the Performance of Chipper Machines" AgriEngineering 6, no. 2: 1619-1638. https://doi.org/10.3390/agriengineering6020092