Abstract
In this work, a comparative analysis of polymer test specimens from different types of filaments, manufactured using FDM technology, was performed. A tensile strength test was executed on test specimens after 3D additive printing, made from different groups of materials—PLA, PLA Wood, PETG, PC, PA6, ASA, CPE HG100 and FilaFlex SEBS. Test specimens from the same materials were subjected to accelerated aging, after which they were tested again for tensile strength. The results of all tests were analyzed and compared.
1. Introduction
Three-dimensional printing, also known as additive manufacturing, is an increasingly used technology for rapid prototyping, the production of parts with complex geometries, and mass production of objects, applicable in all areas of industry, including medicine and the food and beverage industry [1,2,3]. It is based on three-dimensional printing of a digital model, which, by adding layer by layer of material, produces a three-dimensional object [4]. The first 3D printing technology used a photo-curing polymer, with control of the area exposed to ultraviolet rays [5,6]. A few years later, fused deposition modeling (FDM), which uses a thermoplastic continuous filament, became the most widespread technology. It became the most widely used technology due to the affordable prices of the devices and the wide variety of consumables, as well as the easier principle of operation [7,8].
Like any type of material, products produced through FDM printing age, especially under the influence of external atmospheric conditions such as exposure to the sun and elevated temperatures [9,10]. Polymeric materials are not resistant to temperature fluctuations due to their low melting point. One of the most important indicators for any material is its mechanical characteristics, which are known during its production. The data is established by applying a tensile strength test on test specimens, which is a destructive method [11,12].
Most thermoplastics exhibit non-Newtonian and viscoelastic behavior, meaning they exhibit elastic and plastic properties after the application of an external force. However, depending on the 3D printing method, extrusion temperature, orientation and percentage of filling of the object, these characteristics change. Accelerated aging processes are performed to verify the changes in the mechanical and physical characteristics of products exposed to sunlight and elevated temperatures [13,14]. This way, it is possible to know in advance how long their life would be and for what purposes a product made of each type of material can be used.
For tensile testing, standard testing machines are used to test the specimen [15,16,17]. An extensometer is mounted on the specimen to measure longitudinal deformation [18,19,20]. The results obtained are used to construct the deformation curve of the material and determine mechanical characteristics such as yield strength (σy), tensile strength (σm) and modulus of elasticity (E). Figure 1 shows typical deformation stress–strain curves of plastics [21]. Curve (1) is typical for brittle plastics, (2) for tough and strong plastics with strain hardening, (3) for hard and tough plastics with yield strain and (4) for elastomers.
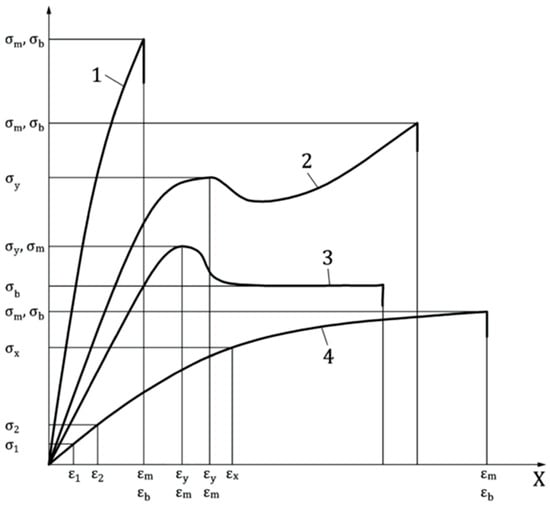
Figure 1.
Deformation curves for polymer test specimens. (1) Brittle plastics; (2) Tough and strong plastics with strain hardening; (3) Hard and tough plastics with yield strain; (4) Elastomers.
The aim of this work is to perform tensile strength tests on test specimens manufactured from different materials using FDM technology. Some of the manufactured test specimens will be subjected to accelerated aging, after which tensile strength tests will be performed again and the results obtained will be compared.
2. Materials and Methods
2.1. Used Materials
For the needs of tensile strength testing under normal conditions, standard test specimens were made by FDM printing. The test specimen was designed using a CAD software program 2020, and the file was saved with the .stl extension for subsequent 3D printing. The dimensions of the test specimen are shown in Figure 2, according to the standard BDS EN ISO 527-2:2012 [22].
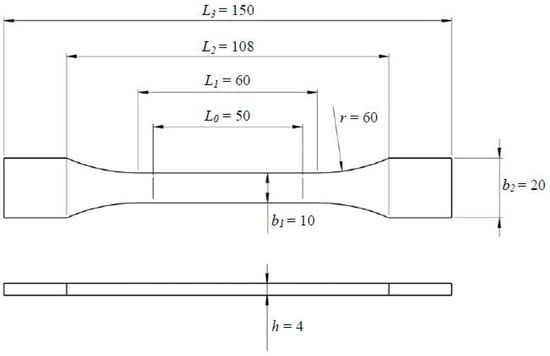
Figure 2.
Tensile strength test specimen.
The Tevo Tornado (produced by company TEVO 3D Electronic Technology Co., Ltd., in Zhanjiang, China) and Ultimaker S5 (manufactured by Ultimaker, Zaltbommel, Netherlands) printers were used, depending on the 3D printing filament. The printing settings were set with the Cura program. Six test specimens were produced from each of the materials, namely PLA, PLA Wood, PETG, PC, PA6, ASA, CPE HG100 and FilaFlex SEBS, (manufactured by 3D Jake, Paldau, Austria) according to the settings described in [23]. For two of the materials—PC and PA6—heating was performed at a temperature of 90 °C for 2 h, recommended by the filament manufacturer. This was done in order to achieve the best mechanical performance of the printed object. One more test body was made for these two materials, which was not heated, in order to test and determine how heating affects the mechanical characteristics. The test bodies were marked as “unannealed”. All test bodies were produced with 30% filling with a Geroid grid and 0.1 mm layer height.
2.2. Methods and Equipment Used
The tensile tests were conducted with a modernized Zwick 1474 testing machine, manufactured by Zwick Roell, Germany and revised by the Department of Mechanics of Technical University, Sofia. There is with a servo-controlled loading mechanism, which ensures precise loading through digital control. The experimental setup for testing the tensile strength of the specimens is presented in Figure 3. A self-clamping extensometer for measuring longitudinal deformation with a measuring length of 25 mm is mounted on the test specimens.
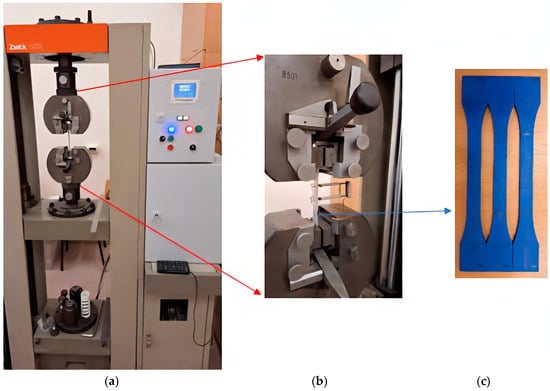
Figure 3.
Experimental testing setup: (a) testing machine for tensile strength; (b) positioned test specimen with mounted extensometer; (c) sized test specimen.
Three of the test bodies were tested for tensile strength after printing (marked only with the name of the material), and the remaining three were subjected to accelerated aging (marked as “after aging”), according to the standard ASTM D3045 [24], which simulates temperature conditions under prolonged exposure to hot air alone, which are intended to be used to determine the durability and expected life of materials to prevent losses. An electric resistance furnace with a contact mercury thermometer was used for the applied accelerated aging. The heating period and temperatures were calculated based on the duration and temperature of sunshine in the city of Sofia for one calendar year, which covers the four seasons. According to an established methodology for accelerated aging in [25], the test bodies were heated at a temperature of 50 degrees Celsius for a period of 11 days.
3. Results
Tensile tests were conducted according to the standard BDS EN ISO 527-1 [7]. During the tests, the values of force, extensometer elongation and displacement of the movable gripper of the machine were continuously recorded. The obtained results were used to construct the deformation curves of the studied polymer materials. From the constructed deformation curves, the tensile strength σm and the modulus of elasticity E were determined (Table 1, Table 2, Table 3, Table 4, Table 5, Table 6, Table 7 and Table 8). When testing FilaFlex SEBS specimens, the extensometer was removed when its dissolution limit was reached, due to its high elasticity.

Table 1.
Tensile test, PC.
Table 2.
Tensile test, PA6.
Table 3.
Tensile test, PETG.
Table 4.
Tensile test, PLA Wood.
Table 5.
Tensile test, ASA.
Table 6.
Tensile test, FilaFlex SEBS.
Table 7.
Tensile test, PLA.
Table 8.
Tensile test, CPE HG100.
After conducting tensile strength tests on PC and PA6 test specimens, it was found that the manufacturer’s recommended annealing resulted in an increase in mechanical properties. The tensile strength increased by 4 MPa for PC and by 3 MPa for PA6. Increases of 9.1% and 8.8% were recorded for PC and PA6, respectively.
The results of the tensile strength tests conducted on the test specimens after applied aging, equivalent to 1 year of exposure to elevated temperatures, show no deterioration in the mechanical characteristics—tensile strength and modulus of elasticity—compared to those to which no aging was applied.
4. Discussion
After processing all the results, diagrams were generated with the results of the tensile strength test of the tested materials, presented in Figure 4, and the results for the modulus of elasticity, presented in Figure 5, in ascending order.
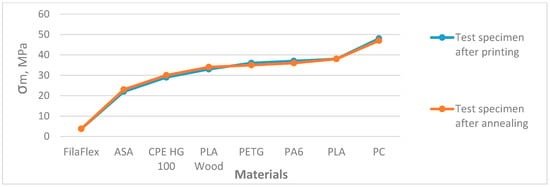
Figure 4.
Diagram of the tensile strength (MPa) results of the tested materials in ascending order.
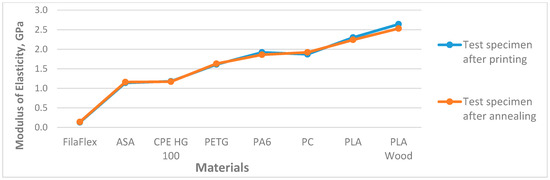
Figure 5.
Diagram of the modulus of elasticity (GPa) results of the tested materials in ascending order.
The results show that the lowest values of mechanical characteristics are obtained with the FilaFlex SEBS material. This material is not suitable for use in products that require greater strength. With a relatively low value of 22 MPA, the strength of the ASA material is also high. In the range from 30 MPa to 40 MPa are the majority of the studied materials in the following sequence: CPE HG 100, PLA Wood, PETG, PA6 and PLA. The material with the highest tensile strength values compared to the studied ones is PC with σm = 48 Mpa.
Stress (MPa)–percentage extension (%) diagrams with one deformation curve each were constructed for materials PC after heating, PA6 after heating, PTEG, PLA Wood, ASA, PLA and CPE HG 100, presented in Figure 6.
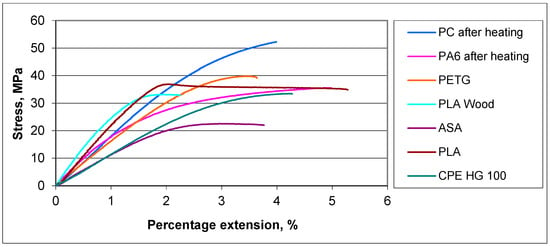
Figure 6.
Curves of deformation.
The materials FilaFlex SEBS, ASA and CPE HG100 exhibit low elasticity and yield strength. FilaFlex SEBS has great plastic properties. PLA Wood, PETG and CPE HG100 have short extensions and the moment of failure occurs after reaching the maximum stress. The materials PLA and PLA Wood have a clearly pronounced yield strength and exhibit the qualities of a tough material. PA6 after heating and PC after heating are characterized as brittle materials, but PA6 has greater plastic properties. PLA and ASA are characterized by a steady flow regime with softening before breakage.
5. Conclusions
The tensile strength and the modulus of elasticity of test specimens made from various types of polymer materials obtained by fused deposition modeling were determined. The results obtained can be used in the strength–strain calculation of structural elements made from the studied materials.
All materials tested showed no deterioration in mechanical properties within the study period of 1 calendar year. They are suitable for exposure to UV radiation and elevated temperatures up to 50 degrees Celsius, which makes them thermally resistant and suitable for the manufacture of 3D parts for outdoor use, with the exception of PLA, PLA Wood and FilaFlex SEBS materials, which shrink and distort after exposure to elevated temperatures.
The results obtained will be used to establish a relationship between the shear strength and tensile strength of the polymer materials studied in this article.
Author Contributions
Conceptualization, M.P. and P.P.; methodology, M.P.; validation, M.P., P.P. and V.T.; formal analysis, M.P. and V.T.; investigation, M.P. and P.P.; resources, M.P.; data curation, M.P.; writing—original draft preparation, M.P. and V.T.; writing—review and editing, M.P.; visualization, M.P.; supervision, M.P.; project administration, M.P.; funding acquisition, M.P. All authors have read and agreed to the published version of the manuscript.
Funding
The research was carried out as part of project No KP-06-M77/1 “Investigation and comparison of the characteristics of 3D printed test bodies with metal ones under normal conditions and conditions of elevated temperature”, financed by the Bulgarian National Science Fund.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data sharing is not applicable.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| FDM | Fused Deposition Modeling |
| 3D | Three-Dimensional |
| PLA | Polylactic Acid |
| PLA Wood | Polylactic Acid + Wood |
| PETG | Polyethylene Terephthalate Glycol |
| PC | polycarbonate |
| PA6 | Polyamide 6 |
| ASA | Acrylonitrile Styrene Acrylate |
| CPE HG100 | Co-Polyester, Modified PET-G |
| FilaFlex SEBS | FilaFlex Styrene-Ethylene-Butylene-Styrene |
| CAD | Computer-Aided Design |
| MPa | Mega Pascals |
| GPa | Giga Pascals |
References
- Sun, J.; Zhou, W.; Huang, D.; Fuh, J.Y.H.; Hong, G.-S. An Overview of 3D Printing Technologies for Food Fabrication. Food Bioprocess Technol. 2015, 8, 1605–1615. [Google Scholar] [CrossRef]
- Karastoyanov, D.; Blagoeva, E. 3D Printing of Biological Materials. In Proceedings of the 9th International Conference on Mathematics and Computers in Sciences and Industry (MCSI), Rhodes Island, Greece, 22–24 August 2024; pp. 188–191. [Google Scholar] [CrossRef]
- Wang, J.; Shaw, L.L.; Cameron, T.B. Solid Freeform Fabrication of Permanent Dental Restorations via Slurry Micro-Extrusion. J. Am. Ceram. Soc. 2006, 89, 346–349. [Google Scholar] [CrossRef]
- Pedram, P.; Dong, L. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Hideo, K. A Scheme for Three-Dimensional Display by Automatic Fabrication of Three-Dimensional Model. IEICE Trans. Electron. (Jpn. Ed.) 1981, J64-C, 237–241. [Google Scholar]
- Hideo, K. Automatic method for fabricating a three-dimensional plastic model with photo-hardening polymer. Rev. Sci. Instrum. 1981, 52, 1770–1773. [Google Scholar]
- Hu, Y.; Mouritz, A.P.; Ladani, R.B.; Li, Y.; Zhao, S.; Zhang, H. 3D printing of curved continuous fibre filaments using fused deposition modelling. Mater. Des. 2025, 252, 113762. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Sobrado, O.; Visniakov, N.; Bureika, G.; Losada, R.; Rodriguez, E. Effect of the chemical surrounding environment on the physical and mechanical properties of aged thermoplastic polymers. Heliyon 2024, 10, e24146. [Google Scholar] [CrossRef] [PubMed]
- Chrysanthos, M.; Kyrtopoulos, I.V.; Arvanitis, K.G.; Bartzanas, T. The Aging of Polymers under Electromagnetic Radiation. Polymers 2024, 16, 689. [Google Scholar] [CrossRef]
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, three-point bending and impact strength of 3D printed parts using PLA and recycled PLA filaments: A statistical investigation. J. Mater. Res. Technol. 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Kumar, G.S.P.; Keshavamurthy, R.; Panigrahi, S.P.; Thomas, S.; Thejaraju, R.; Hebbar, G.S.; Prasad, C.D.; Aden, A.A. Enhanced mechanical properties of CNT/Graphene reinforced PLA-based composites fabricated via fused deposition modelling. Results Eng. 2025, 25, 104472. [Google Scholar] [CrossRef]
- Lederle, F.; Meyer, F.; Brunotte, G.-P.; Kaldun, C.; Hübner, E.G. Improved mechanical properties of 3D-printed parts by fused deposition modeling processed under the exclusion of oxygen. Prog. Addit. Manuf. 2016, 1, 3–7. [Google Scholar] [CrossRef]
- Frigione, M.; Rodríguez-Prieto, A. Can accelerated aging procedures predict the long term behavior of polymers exposed to different environments? Polymers 2021, 13, 2688. [Google Scholar] [CrossRef] [PubMed]
- Baghaei, B.; Skrifvars, M.; Rissanen, M.; Ramamoorthy, S.K. Mechanical and thermal characterization of compression moulded polylactic acid natural fiber composites reinforced with hemp and lyocell fibers. J. Appl. Polym. Sci. 2014, 131, 39. [Google Scholar] [CrossRef]
- Dochev, B.; Dimova, D.; Panov, I.; Boichev, Y. Investigation of the structure and mechanical properties of alloys AlSi25Cu4Cr and AlSi25Cu5Cr alloyed with refractory metals. AIP Conf. Proc. 2024, 3129, 040001. [Google Scholar] [CrossRef]
- Panov, I.; Dochev, B.; Dimova, D. Investigation of the Influence of the Modifiers P, Sr, Ti and Combinations of them on the Structure and Mechanical Properties of AlSi25 Alloy. In Proceedings of the International Scientific And Practical Conference, Rezekne, Latvia, 17–18 June 2021; Volume 3, pp. 256–260. [Google Scholar]
- Chybiński, M.; Dębiński, J.; Glema, A.; Grzymisławska, J.; Jezierski, D.; Polus, Ł.; Szymkuć, W. A comparison of elasto-plastic parameters of S355 steel obtained in tensile tests using an extensometer, a strain gauge and an ARAMIS 3D DIC system. Arch. Civ. Eng. 2022, 68, 199–217. [Google Scholar] [CrossRef]
- Majewski, C.; Hopkinson, N. Effect of section thickness and build orientation on tensile properties and material characteristics of laser sintered nylon-12 parts. Rapid Prototyp. J. 2011, 17, 176–180. [Google Scholar] [CrossRef]
- Malley, S.; Reina, C.; Nacy, S.; Gilles, J.; Koohbor, B.; Youssef, G. Predictability of mechanical behavior of additively manufactured particulate composites using machine learning and data-driven approaches. Comput. Ind. 2022, 142, 103739. [Google Scholar] [CrossRef]
- BDS EN ISO 527-1:2020; Plastics—Determination of Tensile Properties—Part 1: General Principles. Bulgarian Institute of Standardization: Sofia, Bulgaria, 2020.
- BDS EN ISO 527-2:2012; Plastics—Determination of tensile Properties—Part 2: Test Conditions for Molding and Extrusion Plastics. Bulgarian Institute of Standardization: Sofia, Bulgaria, 2012.
- Paneva, M.; Panev, P. Features of FDM printing of test specimens. In Proceedings of the International Conference Automatics and Informatics (ICAI), Varna, Bulgaria, 10–12 October 2024; pp. 266–270. [Google Scholar] [CrossRef]
- ASTM D3045; Standard Practice for Heat Aging of Plastics Without Load. ASTM International: West Conshohocken, PA, USA, 2003. Available online: https://file.yizimg.com/175706/2012061422210706.pdf (accessed on 20 June 2025).
- Paneva, M.; Panev, P. An Approach for the Accelerated Heat Aging of Test Specimens Produced Using 3D Additive Materials. Eng. Proc. 2025, 100, 47. [Google Scholar]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).