
Water Tower Base Method for the Optimization of Expansion and Shear during Construction †


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Material and Method
2.1. Intersection of Solids
- Identify the type of the section;
- Specify the method of constructing the section;
- Select the type of auxiliary sectional surfaces;
- Determine the visibility of the section segments and the projections of the intersecting surfaces.
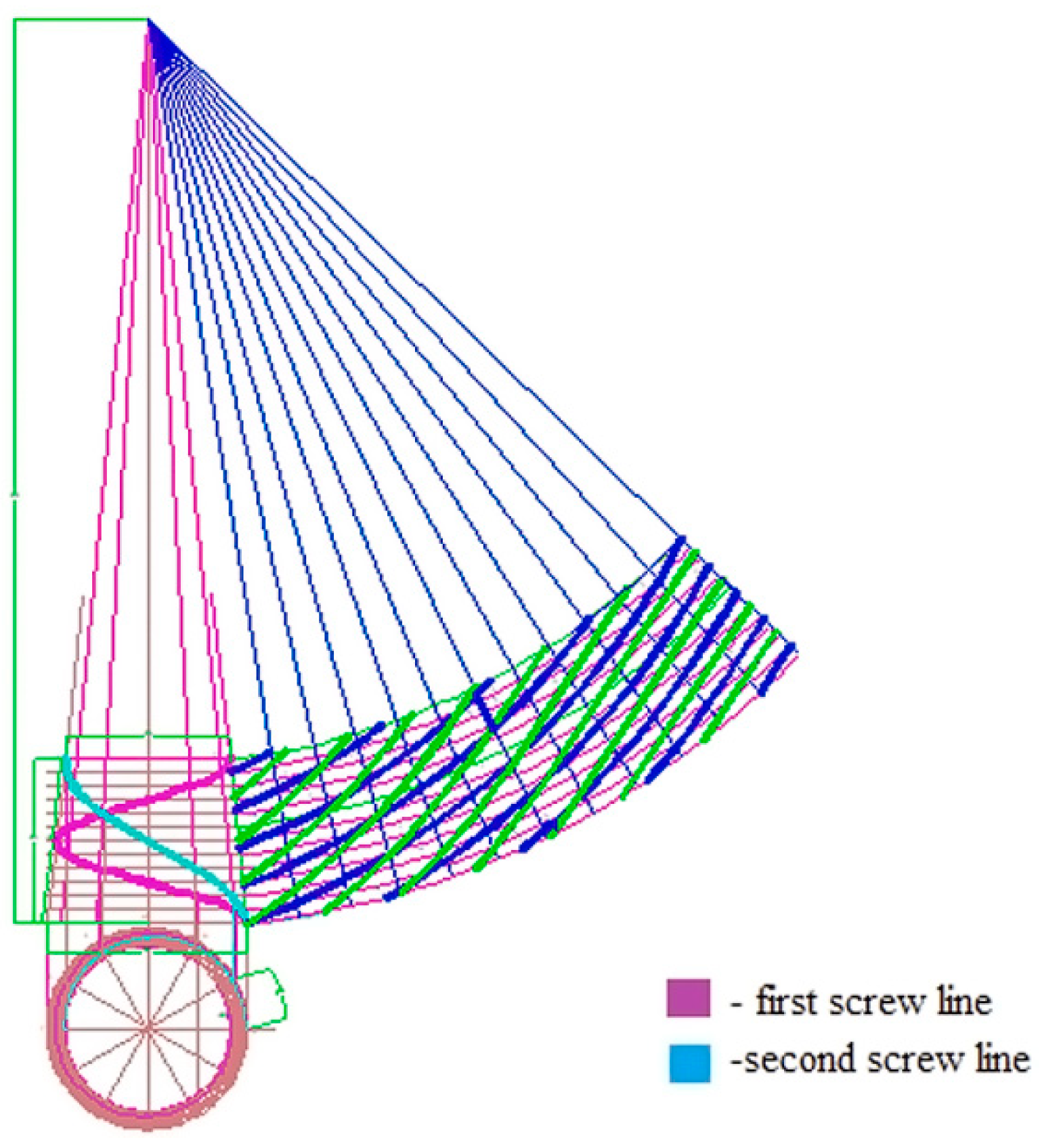
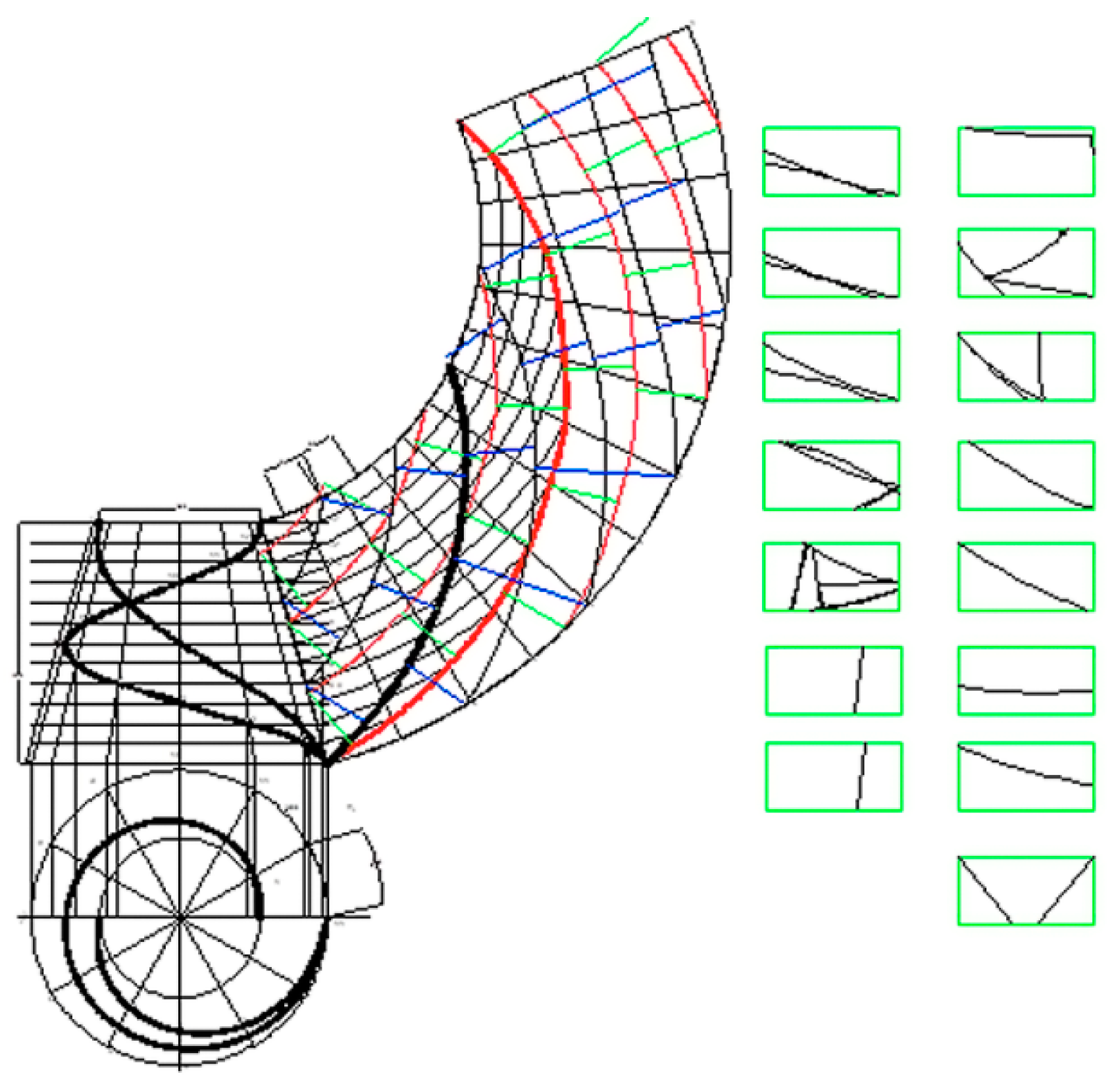
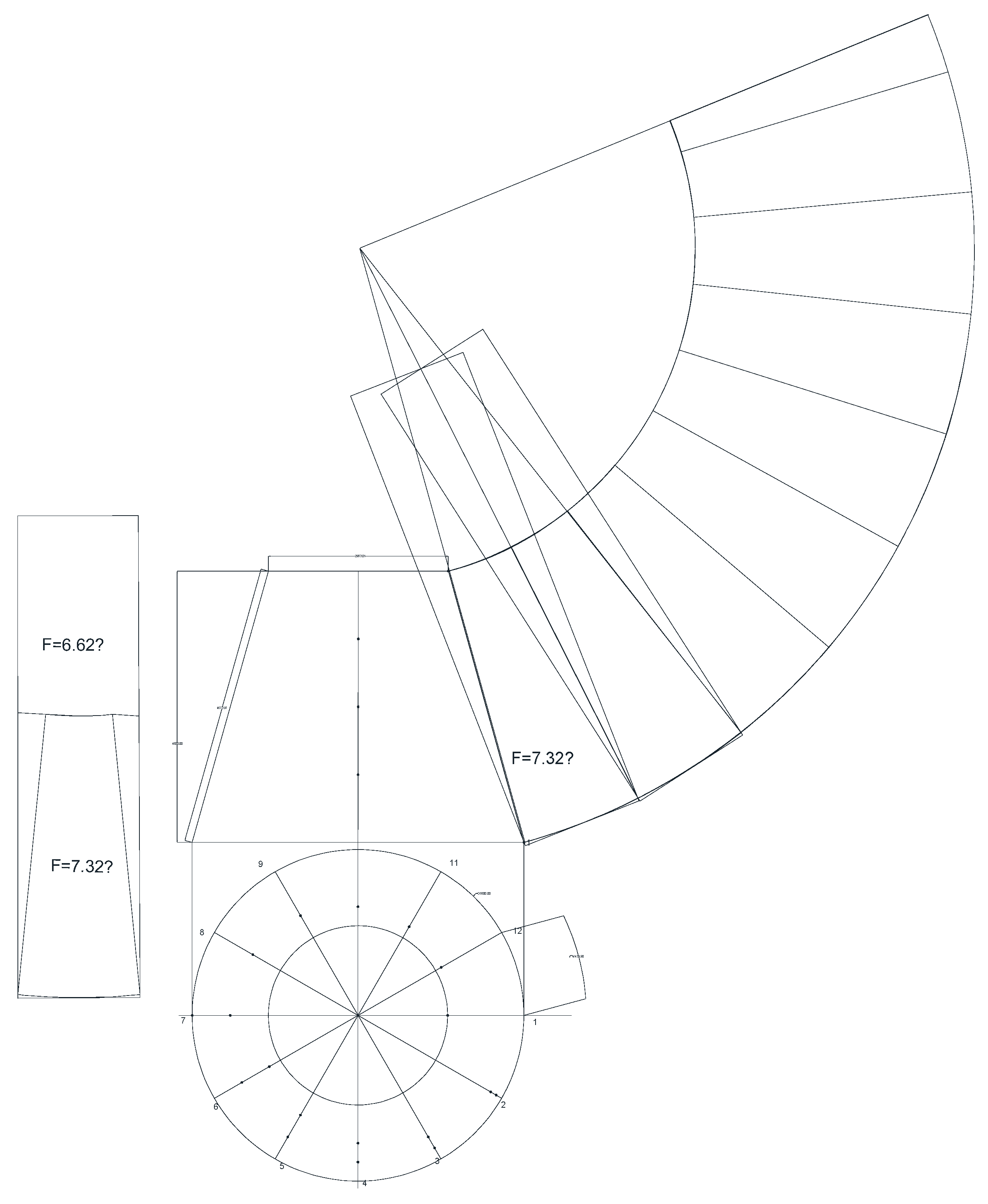
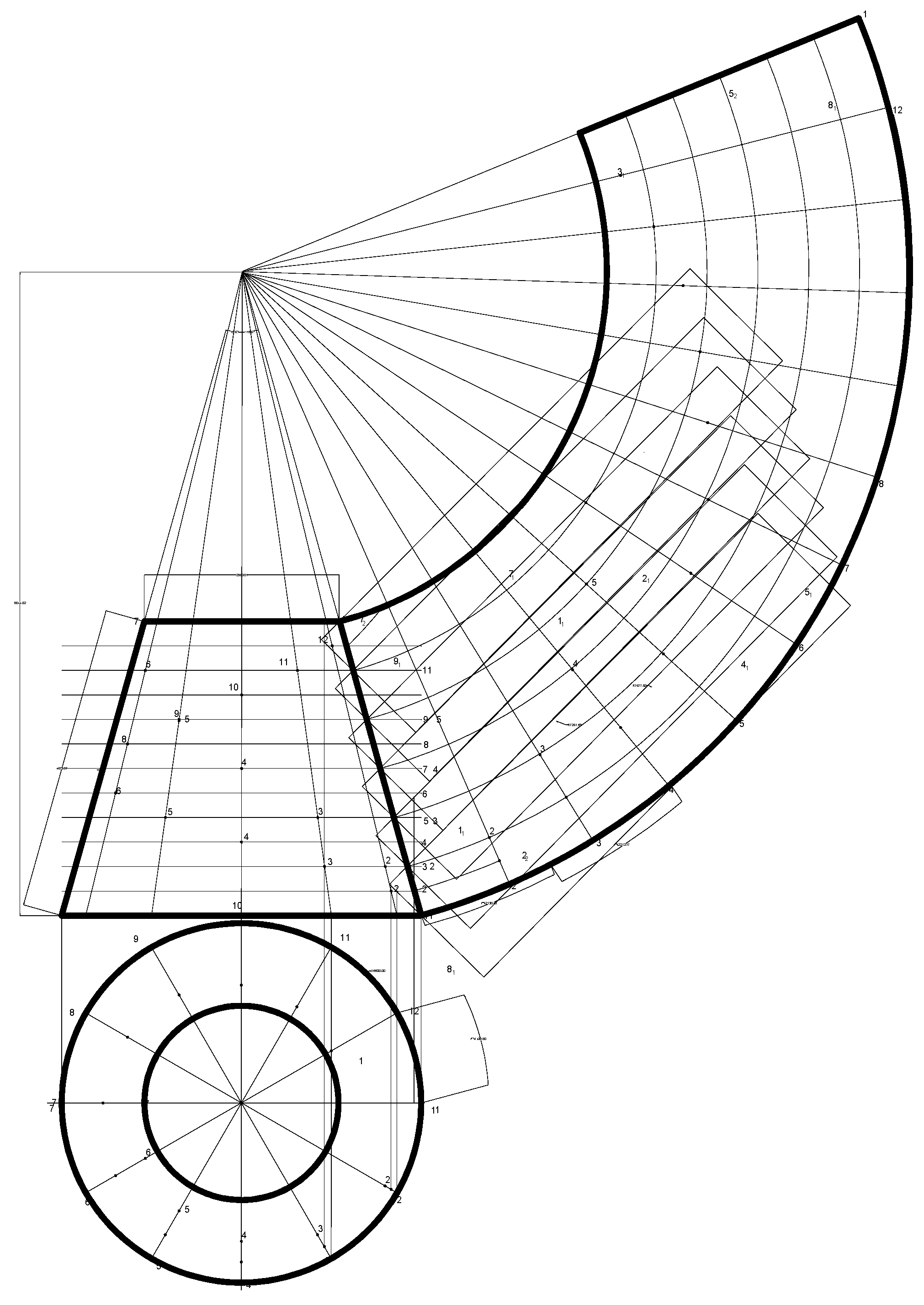
2.2. Expansion and Shear through the Use of a Water Tower
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Butoruna, I.V.; Vasileva, N. Parametric modeling in architectural and construction design in AutoCAD. IOP Conf. Ser. Mater. Sci. Eng. 2018, 451, 012121. [Google Scholar] [CrossRef]
- Egamov, N.M.; Hayitova, I.I. Application of information technologies in designing. Young Sci. 2015, 9, 365–368. [Google Scholar]
- Ertskina, E.B.; Korolkova, N.N. Geometric modeling in the automated design of architectural objects. Geom. Graph. 2016, 4, 48–54. [Google Scholar] [CrossRef]
- Ovcharenko, O. Mutual support and use of CAD-programs. Geom. Graph. 2016, 4, 64–69. [Google Scholar] [CrossRef]
- Sheet Metal Cutting Methods in Manufacturing, Sheet Metal Fabrication. Available online: https://proleantech.com/unfolding-the-sheet-metal-cutting-methods/ (accessed on 6 March 2023).
- Unfolding Sheet Metal Component Examples. Available online: https://help.spaceclaim.com/dsm/6.0/en/Discovery/user_manual/sheetmetal/r_unfold_fold-walls_examples.html (accessed on 6 March 2023).
- Sheet Metal Rolling, or How to Make Custom-Sized Pipes and Cones. Available online: https://myeusteel.com/sheet-metal-rolling/ (accessed on 6 March 2024).
- Nikolova, N.; Rodríguez, R.M.; Symes, M.; Toneva, D.; Kolev, K.; Tenekedjiev, K. Outlier Detection Algorithms Over Fuzzy Data with Weighted Least Squares. Int. J. Fuzzy Syst. 2021, 23, 1234–1256. [Google Scholar] [CrossRef]
- Nikolova, N.; Toneva, D.; Tsonev, Y.; Burgess, B.; Tenekedjiev, K. Novel Methods to Construct Empirical CDF for Continu-ous Random Variables using Censor Data. In Proceedings of the IEEE 10th International Conference on Intelligent Systems (IS), Varna, Bulgaria, 28–30 August 2020; pp. 61–68. [Google Scholar] [CrossRef]
- Yuan, C.; Cao, N.; Shi, Y. A Survey of Developable Surfaces: From Shape Modeling to Manufacturing. arXiv 2023, arXiv:2304.09587. [Google Scholar] [CrossRef]
- Julius, D.; Kraevoy, V.; Sheffer, A. D-charts: Quasi-developable mesh segmentation. Comput. Graph. Forum 2015, 24, 581–590. [Google Scholar] [CrossRef]
- Straub, R.; Prautzsch, H. Creating Optimized Cut-Out Sheets for Paper Models from Meshes. Technical Report. Karlsruhe. In Proceedings of the SIAM Conference on Geometric Design and Computing in Phoenix, USA, 2005; pp. 1–15. Available online: https://geom.ivd.kit.edu/downloads/proj-paper-models_cut_out_sheets.pdf (accessed on 6 March 2024).
- Katz, S.; Tal, A. Hierarchical mesh decomposition using fuzzy clustering and cuts. ACM Trans. Graph. 2003, 22, 954–961. [Google Scholar] [CrossRef]
- Xi, Z.; Kim, Y.; Young, J.K.; Lien, J.-M. Learning to segment and unfold polyhedral mesh from fail-ures. Comput. Graph. 2016, 58, 139–149. [Google Scholar] [CrossRef]
- Xing, Q.; Esquivel, G.; Akleman, E. Band decomposition of 2-manifold meshes for physical construction of large structures. In Proceedings of the ACM SIGGRAPH 2011 Posters (SIGGRAPH’11), New York, NY, USA, 7 August 2011; p. 1. [Google Scholar] [CrossRef]
- Pottmann, H.; Brell-Cokcan, H.; Wallner, J. Discrete Surfaces for Architectural. In Design. Curves and Surface Design; Avignon Chen, C.-T., Ed.; Nashboro Press: Brentwood, TN, 2007; pp. 213–234. [Google Scholar]
- Pottmann, H.; Liu, Y.; Wallner, J.; Bobenko, A.L.; Wang, W. Geometry of Multi-Layer Freeform Structures for Architecture. ACM Trans. Graph. 2007, 26, 65. [Google Scholar] [CrossRef]
- Liu, Y.; Pottmann, H.; Wallner, J.; Yang, Y.; Wang, W. Geometric modeling with conical meshes and developable surfaces. ACM Trans. Graph. 2006, 25, 681–689. [Google Scholar] [CrossRef]
- Akleman, E.; Kalantar, K.S.; Wu, Y.N.; Borhani, A. Construction of 2-Manifold Surfaces Using Physical Version of Quad-Edge Data Data Structure. Comput. Graph. 2016, 58, 172–183. [Google Scholar] [CrossRef]
- Bankova, A.; Tenev, S.; Tsoneva, Z.; Tachev, M.; Mehmedov, I. AutoCAD Application for Selecting the Required Materials for Manufacturing Machines and Equipment from Sheet Material. In Proceedings of the 2022 International Conference Automatics and Informatics (ICAI), Varna, Bulgaria, 6–8 October 2022; pp. 303–306. [Google Scholar] [CrossRef]
- Georgiev, G.; Argirov, Y.; Mechkarova, T.; Spasova, D.; Stoyanova, A. Investigation of the occurrence and development of fatigue cracks after corrosion of welded samples of ferritic-austenitic steel. IOP Conf. Ser. Mater. Sci. Eng 2021, 1037, 012037. [Google Scholar] [CrossRef]
- Mihaylov, R.; Atanasov, A.; Ivanovа, A.; Marinov, A.; Zahariev, S. Tracking The Development Of Six Wheat Varieties Using Infrared Imaging And Image Processing Algorithms. In Proceedings of the 2020 International Conference Automatics and Informatics (ICAI), Varna, Bulgaria, 1–3 October 2020; pp. 1–5. [Google Scholar] [CrossRef]
- Mihaylov, R.; Atanasow, A.; Stoyanov, H.; Paskaleva, S. Study of the specifics of the spectral reflections of different varie-ties of cereals harvest 2021, obtained from the visible and near infrared (NIR) frequency. In Proceedings of the 2021 International Conference Automatics and Informatics (ICAI), Varna, Bulgaria, 15 December 2021; pp. 89–92. [Google Scholar] [CrossRef]
- Petrov, P.; Mincheva, D.; Halid, E.; Spasova, D. Analysis of the causes of failure of restored valves of marine engines. AIP Conf. Proc. 2024, 3104, 020020. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bankova, A.; Tenev, S.; Tsoneva, Z.; Mehmedov, I. Water Tower Base Method for the Optimization of Expansion and Shear during Construction. Eng. Proc. 2024, 70, 4. https://doi.org/10.3390/engproc2024070004
Bankova A, Tenev S, Tsoneva Z, Mehmedov I. Water Tower Base Method for the Optimization of Expansion and Shear during Construction. Engineering Proceedings. 2024; 70(1):4. https://doi.org/10.3390/engproc2024070004
Chicago/Turabian StyleBankova, Aleksandrina, Stefan Tenev, Zoya Tsoneva, and Ismail Mehmedov. 2024. "Water Tower Base Method for the Optimization of Expansion and Shear during Construction" Engineering Proceedings 70, no. 1: 4. https://doi.org/10.3390/engproc2024070004
APA StyleBankova, A., Tenev, S., Tsoneva, Z., & Mehmedov, I. (2024). Water Tower Base Method for the Optimization of Expansion and Shear during Construction. Engineering Proceedings, 70(1), 4. https://doi.org/10.3390/engproc2024070004