
Investigating the Influence of Surface Roughness on Metal Bonding Using Response Surface Methodology †

Abstract
1. Introduction
2. Material and Methods
3. Results
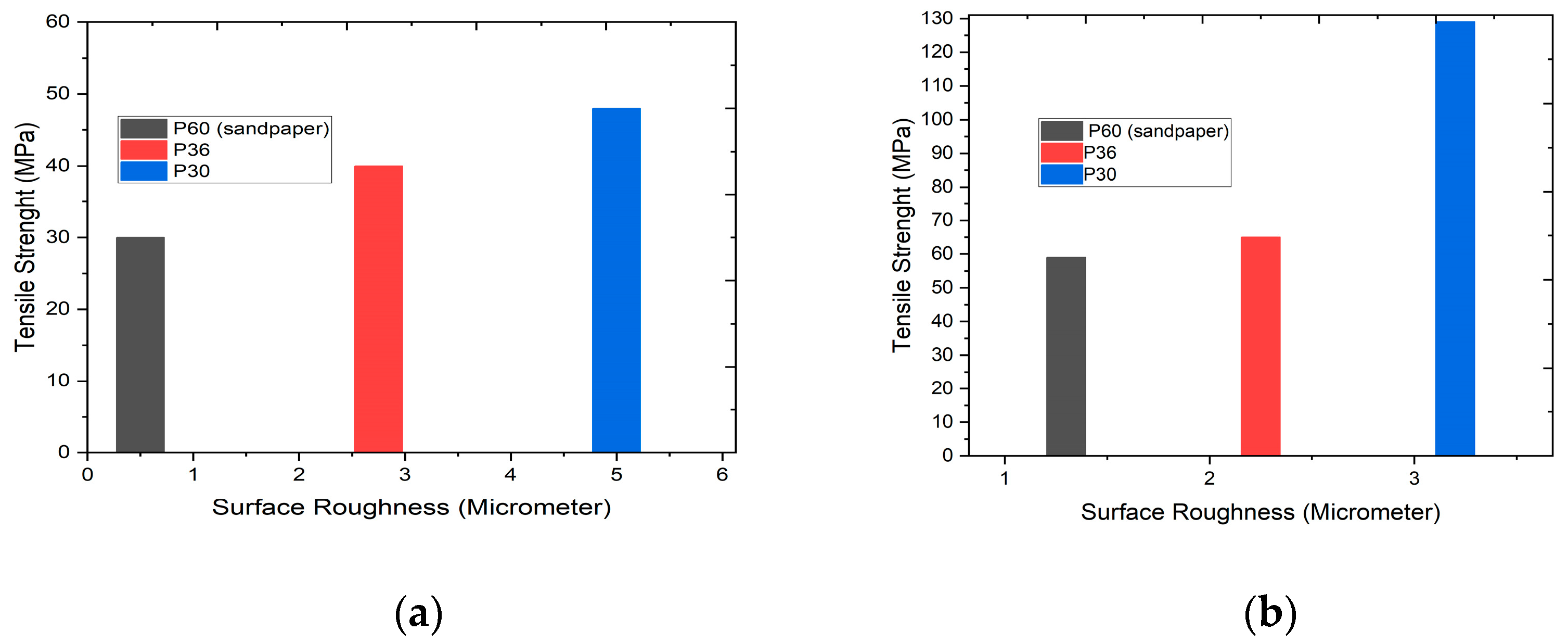
3.1. Surface Roughness Comparison after Mechanical Abrasion
3.2. Lap Shear Strength of Adherend Specimen
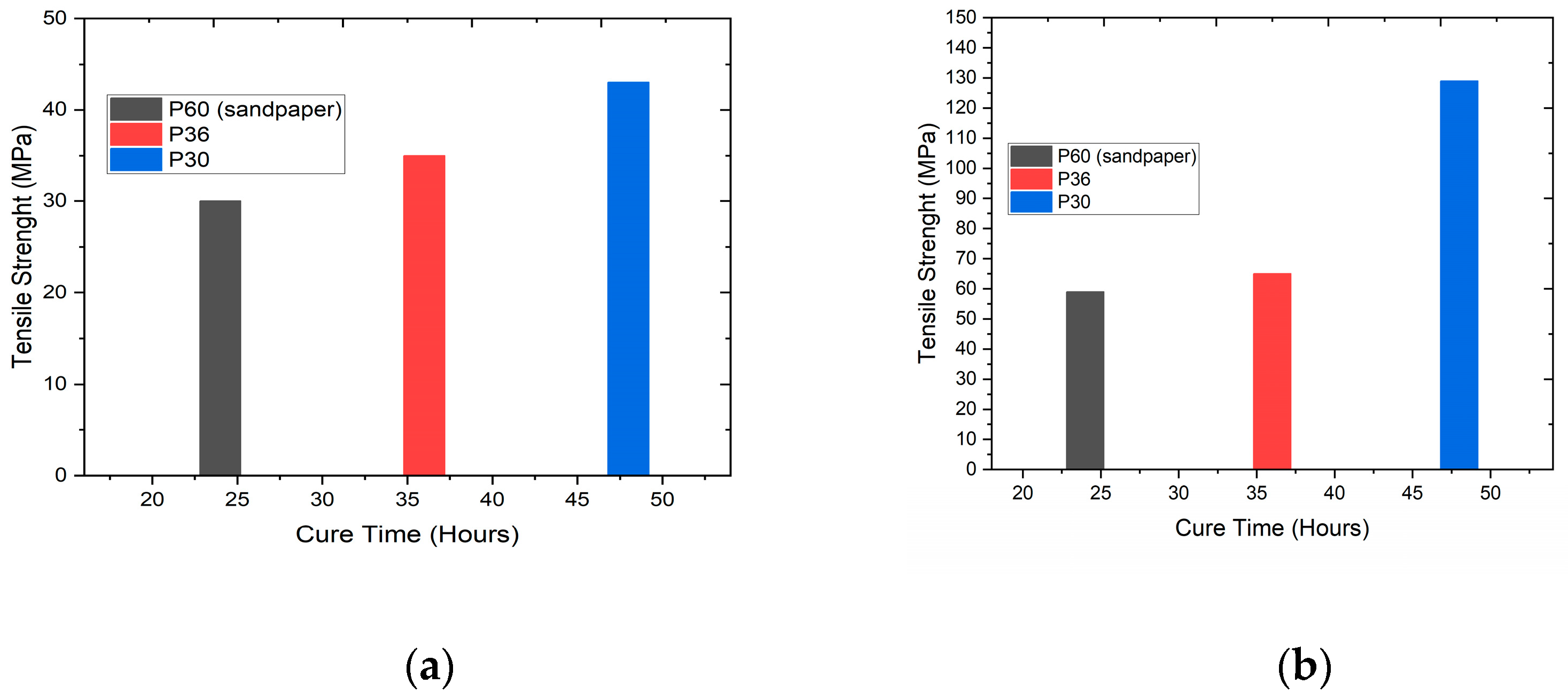
3.3. Effect of Cure Time on Tensile Strength
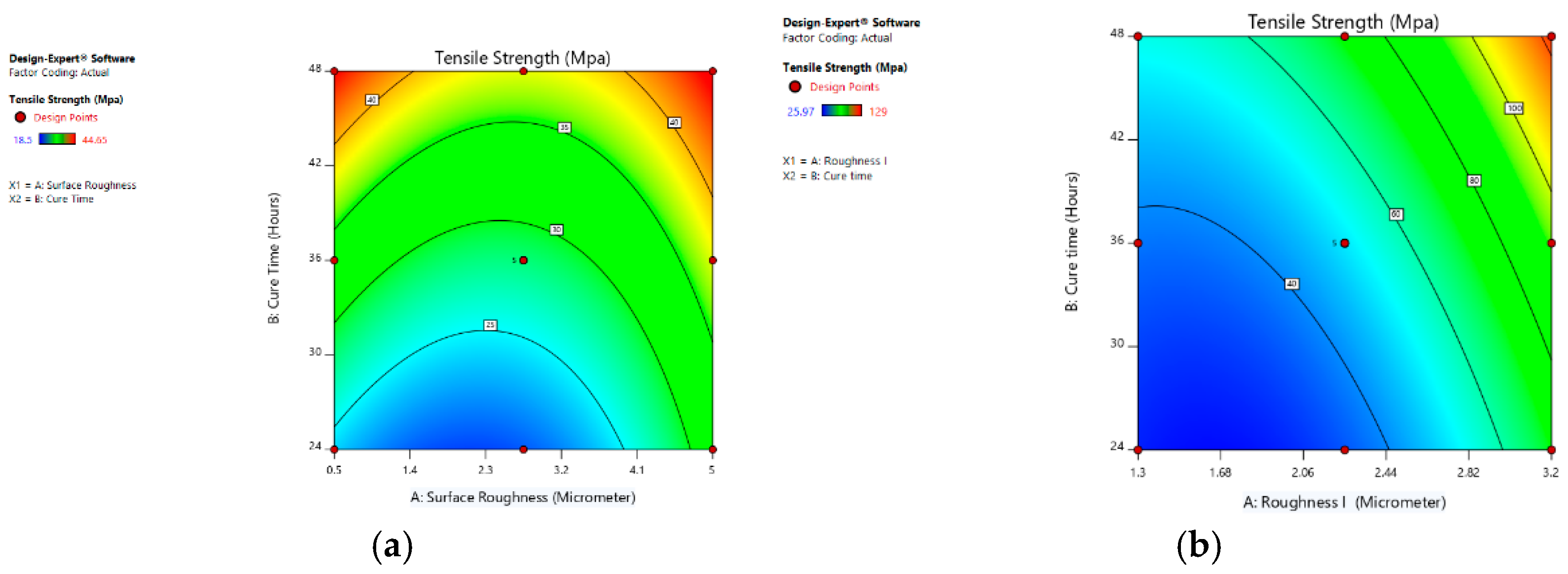
3.4. Effects of Independent Variable on Tensile Strength
3.5. Point Prediction
3.6. Verification of the Experiments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- International, A. Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal); ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Correia, S.; Anes, V.; Reis, L. Effect of surface treatment on adhesively bonded aluminium-aluminium joints regarding aeronautical structures. Eng. Fail. Anal. 2018, 84, 34–45. [Google Scholar] [CrossRef]
- Grant, L.; Adams, R.D.; da Silva, L.F. Experimental and numerical analysis of single-lap joints for the automotive industry. Int. J. Adhes. Adhes. 2009, 29, 405–413. [Google Scholar] [CrossRef]
- Vincenti, W. Design and the growth of knowledge: The Davis wing and the problem of airfoil design, 1908–1945 what engineers know and how they know it. In Analytical Studies from Aeronautical History; John Hopkins University Press: London, UK, 1990; pp. 16–50. [Google Scholar]
- Kim, S.H.; Na, S.W.; Lee, N.E.; Nam, Y.W.; Kim, Y.H. Effect of surface roughness on the adhesion properties of Cu/Cr films on polyimide substrate treated by inductively coupled oxygen plasma. Surf. Coat. Technol. 2005, 200, 2072–2079. [Google Scholar] [CrossRef]
- Awaja, F.; Gilbert, M.; Kelly, G.; Fox, B.; Pigram, P.J. Adhesion of polymers. Prog. Polym. Sci. 2009, 34, 948–968. [Google Scholar] [CrossRef]
- Baldan, A. Adhesively-bonded joints and repairs in metallic alloys, polymers and composite materials: Adhesives, adhesion theories and surface pretreatment. J. Mater. Sci. 2004, 39, 1–49. [Google Scholar] [CrossRef]
- Adams, R.D.; Wake, W.C. Structural Adhesive Joints in Engineering; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1997. [Google Scholar]
- Samaei, M.; Zehsaz, M.; Chakherlou, T. Experimental and numerical study of fatigue crack growth of aluminum alloy 2024-T3 single lap simple bolted and hybrid (adhesive/bolted) joints. Eng. Fail. Anal. 2016, 59, 253–268. [Google Scholar] [CrossRef]
- Boutar, Y.; Naïmi, S.; Mezlini, S.; Ali, M.B.S. Effect of surface treatment on the shear strength of aluminium adhesive single-lap joints for automotive applications. Int. J. Adhes. Adhes. 2016, 67, 38–43. [Google Scholar] [CrossRef]
- Force, R.A.A. The Importance of Failure Mode Identification in Adhesive Bonded Aircraft Structures and Repairs. In Proceedings of the 12th International Conference on Composite Materials, Paris, France, 5–9 July 1999. [Google Scholar]
- Crosby, A.J.; Shull, K.R. Adhesive failure analysis of pressure-sensitive adhesives. J. Polym. Sci. Part B Polym. Phys. 1999, 37, 3455–3472. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef] [PubMed]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Alwarsamy, T.; Abhinav, T.; Krishnakant, C.A. Surface roughness prediction by response surface methodology in milling of hybrid aluminium composites. Procedia Eng. 2012, 38, 745–752. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Tensile Strength (ksi) | Yield Strength (ksi) | Elongation (Inches) | Tensile Strength (Mpa) | Yield Strength (Mpa) | Elongation (% in 50 mm) min |
|---|---|---|---|---|---|---|
| Aluminum 5083 | 39.1602 | 16.6793 | 0.472441 | 270 | 115 | 12 |
| Stainless steel 304 | 89.9234 | 44.6716 | 1.5748 | 620 | 308 | 43 |
| Technology | Cyanoacrylate/Epoxy hybrid |
| Type of chemical (Part A) | Cyanoacrylate |
| Type of chemical (Part B) | Epoxy |
| Appearance (Comp. A) | Transparent colorless to straw-colored liquid |
| Appearance (Comp. B) | Off-white to light-yellow gel |
| Appearance (Mixture) | Off-white to light-yellow gel |
| Mix ratio, by volume Part A:Part B | 1:1 |
| Cure | Room temperature cure after mixing |
| Viscosity | High |
| Application | Bonding |
| Stainless Steel 304 | Surface Roughness |
| P60 paper | 1.3 ± 0.2 µm |
| P36 paper | 2.25 ± 0.2 µm |
| P30 paper | 3.2 ± 0.2 µm |
| Aluminum 5083 | Surface Roughness |
| P60 paper | 0.5 ± 0.2 µm |
| P36 paper | 2.75 ± 0.2 µm |
| P30 paper | 5 ± 0.2 µm |
| Response | Predicted Value | Experimental Value | Percentage Error | |
|---|---|---|---|---|
| Al5083 | Tensile strength | 45.56 | 44.23 | 2.22% |
| SS304 | Tensile strength | 123.1 | 120.6 | 2.55% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murtaza, M.A.; Shaban, M.; Anwar, M.; Khan, T.I. Investigating the Influence of Surface Roughness on Metal Bonding Using Response Surface Methodology. Eng. Proc. 2024, 75, 2. https://doi.org/10.3390/engproc2024075002
Murtaza MA, Shaban M, Anwar M, Khan TI. Investigating the Influence of Surface Roughness on Metal Bonding Using Response Surface Methodology. Engineering Proceedings. 2024; 75(1):2. https://doi.org/10.3390/engproc2024075002
Chicago/Turabian StyleMurtaza, Mubashir Ali, Muhammad Shaban, Muhammad Anwar, and Talha Irfan Khan. 2024. "Investigating the Influence of Surface Roughness on Metal Bonding Using Response Surface Methodology" Engineering Proceedings 75, no. 1: 2. https://doi.org/10.3390/engproc2024075002
APA StyleMurtaza, M. A., Shaban, M., Anwar, M., & Khan, T. I. (2024). Investigating the Influence of Surface Roughness on Metal Bonding Using Response Surface Methodology. Engineering Proceedings, 75(1), 2. https://doi.org/10.3390/engproc2024075002