Abstract
Adhesive joints play a crucial role across industries, such as aerospace, automotive, and construction, offering distinct advantages over traditional mechanical fastening methods. This study comprehensively evaluates ten surface treatments, ranging from solvent degreasing to mechanical abrasion, chemical etching, and electrochemical anodization on lap shear strength of AA 7075-T6 joints bonded with Huntsman Araldite 2011 epoxy with an ultimate goal to find the optimum surface treatment. Each treatment’s efficacy was assessed through ASTM D1002 standards using a Universal Testing Machine (UTM). Mechanical treatments, specifically sandblasting, significantly increased bond strength by up to 103.35%, whereas chemical treatment Dichromate/Sulfuric acid etching showed a maximum strength improvement of 77.9%. Electrochemical anodization, especially phosphoric-boric-sulfuric acid anodizing (PBSAA), achieved the highest strength improvement of 109%. Sandblasting emerged as the most cost-effective and efficient method for strength enhancement, whereas PBSAA is recommended for applications requiring superior strength, durability, and protection against environmental factors, which are potential requirements in aerospace applications.
1. Introduction
Adhesive joints are a particular kind of junction where two materials are joined together by an adhesive [1]. Because of the many advantages over traditional mechanical couplings like rivets, bolts, and welds, these joints are becoming more and more popular in a variety of industries, including construction, automotive, and aerospace [2,3]. Adhesive joints have a remarkable strength that frequently surpasses the strength of the constituent materials. In applications where weight is a factor, adhesive joints may weigh significantly less than mechanical joints [4,5]. Adhesive joints can disperse stress more equally throughout the joint, reducing the risk of wear and tear and failure [6,7]. There are many different materials that can be bonded together using adhesive joints, such as metals, plastics, and composites [8]. Complex joint geometries that are not achievable with mechanical joints can be created with adhesive joints, the guidelines of which are given in adhesion handbooks [9,10]. On the other hand, adhesive joints are not without their disadvantages. One major disadvantage is the surface pre-treatment of the joining surfaces, which is crucial to joint performance [7,11]. Surface preparation of aluminum alloys significantly impacts their adhesive bonding performance. It enhances wettability and promotes mechanical interlocking between the adhesive and the substrate [12,13].
Several researchers have investigated and evaluated the effects of various surface treatments on joint strength. Saleema et al. [14] explored sodium hydroxide (NaOH) as a cost-effective alternative to etching and anodizing for lap shear strength improvement. While their results showed increased roughness and shear strength, they did not reach the levels achieved with acid etching on other alloys. In another study, Abid et al. [15] examined the outcomes of mechanical abrasion using silicon carbide sandpaper on 6061-T6 lap joints bonded with Loctite 4090 epoxy. They found that P220 grit achieved the highest shear strength (34.45 MPa) compared to the untreated joint (15.23 MPa). However, further roughness increases resulted in lower strength. Similar findings were reported by Ghumatkar et al. [16] for steel and aluminum joints, where optimal shear strength was observed up to a specific roughness limit (around Ra = 2 µm) before decreasing with further roughness increase. Furthermore, in order to determine which surface treatment would be best for Al 6061-T6 in terms of joint strength, Ejaz et al. [17] conducted a thorough investigation into the impacts of different surface treatments on the alloy. The authors reported a highest improvement of 116% approx. for joints treated with phosphoric acid anodization treatment.
While there is existing research on various surface treatments for aluminum alloys, a comprehensive comparison of mechanical, chemical, and electrochemical methods is lacking, especially in the case of aerospace grade AA 7075-T6.This study addresses this gap by examining the impact of ten diverse surface treatments, ranging from the category of solvent degreasing, mechanical abrasion, chemical etching, and electrochemical anodizing, on the lap shear strength of single-lap joints (SLJs) fabricated from 3-millimeter-thick aerospace-grade 7075-T6 aluminum alloy. Furthermore, for bonding, Huntsman Araldite 2011 adhesive was used. The joints were fabricated according to ASTM D1002 guidelines, with four samples per configuration. A Universal Testing Machine (UTM) equipped with a 100 kN load cell was used for the testing, which was performed at room temperature.
2. Materials and Methods
2.1. Materials
Single lap joints were manufactured using 3.1 mm thick aerospace-grade AA 7075-T6. This heat-treated aluminum alloy offers high strength, fatigue resistance, and workability, making it a popular choice for high-strength applications including marine fittings, rock climbing equipment, aircraft structures, and frames. The bonding of joints was carried out using a high strength Huntsman Araldite 2011(sourced from UK), a two-part epoxy adhesive suitable for adhering a wide range of metals and non-metals. The adhesive exhibits a viscosity of 45,000–50,000 mPa·s at room temperature. The mechanical properties of both AA 7075-T6 and Araldite 2011 were evaluated inhouse and are as follows. For AA 7075-T6, . For Araldite 2011, . Surface preparation involved treating with various degreasing agents and chemicals, including sodium hydroxide (NaOH), sulfuric acid (H2SO4), nitric acid (HNO3), phosphoric acid (H3PO4), boric acid (H3BO3) and others. The chemicals used were of analytical research grade;sourced from BDH and Sigma Aldrich, UK.
2.2. Methodology
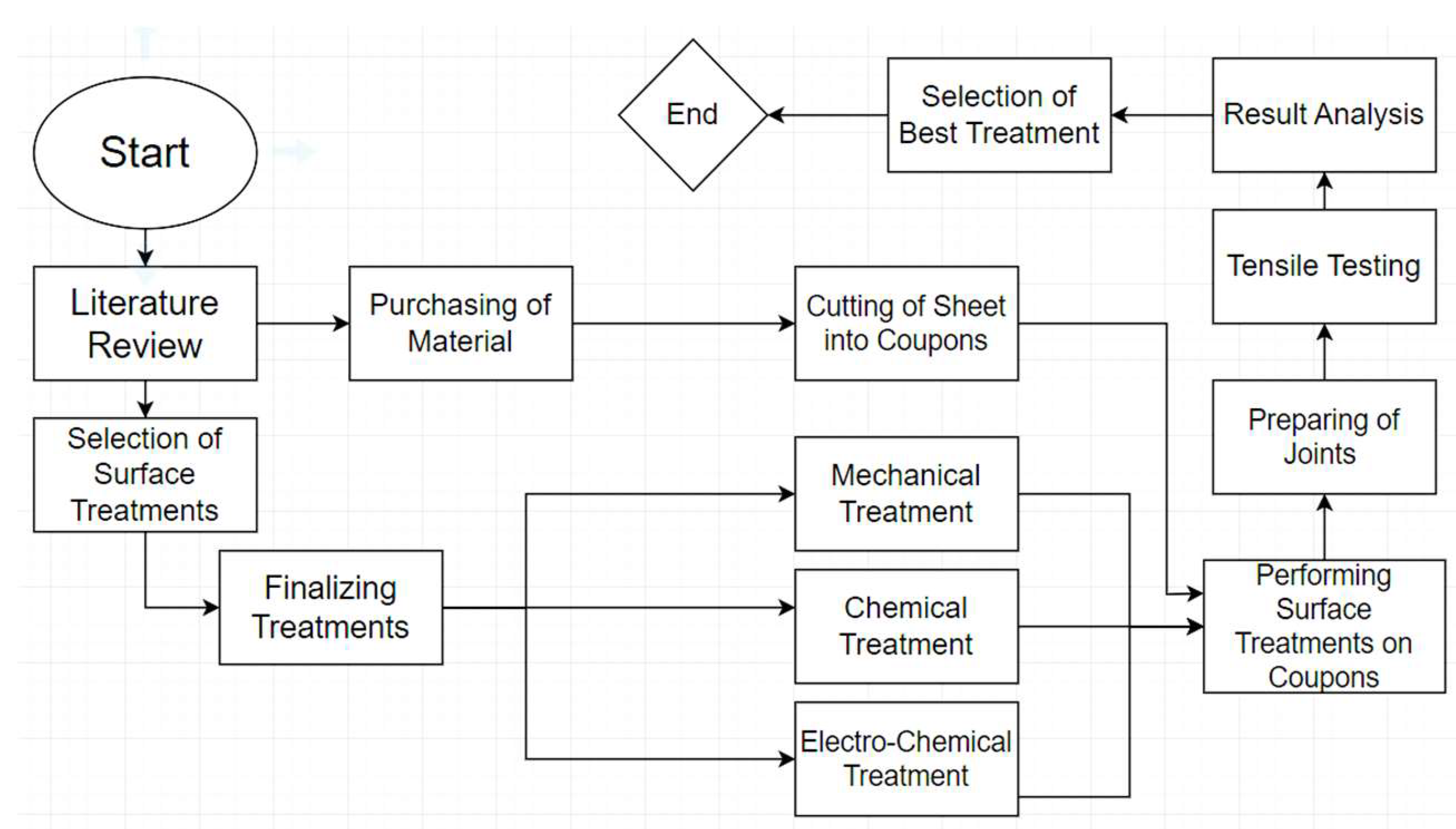
The overall methodology of the conducted experimentation is shown in Figure 1. The work started with a detailed review of the literature for careful evaluation and selection of various surface treatments and their respective parameters on aluminum alloys. The surface treatment reviewed can primarily be categorized into three major divisions, namely, mechanical, chemical, and electrochemical treatments. The procured 7075-T6 sheet was first cut into coupons of the required size using a shearing machine. These coupons were then treated with the respective surface treatments, as depicted in Figure 2. Finally, single lap joints were prepared according to the ASTM D1002 [18] standard and were tested on a universal testing machine. A comparison of results of in terms of maximum failure load and lap shear strength was performed, and best surface treatment was recommended. The details of each respective surface treatment performed within each category is given in the subsequent sections.
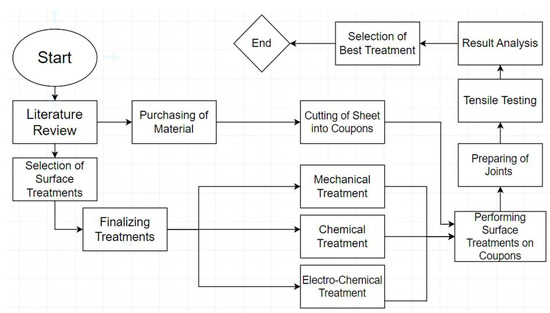
Figure 1.
Process flow chart of the conducted experimental work.
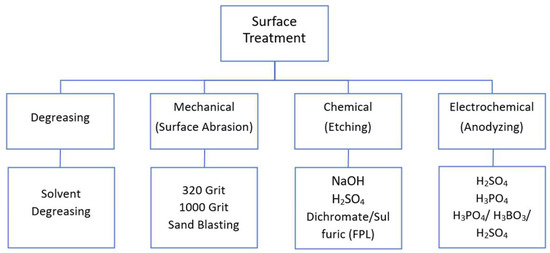
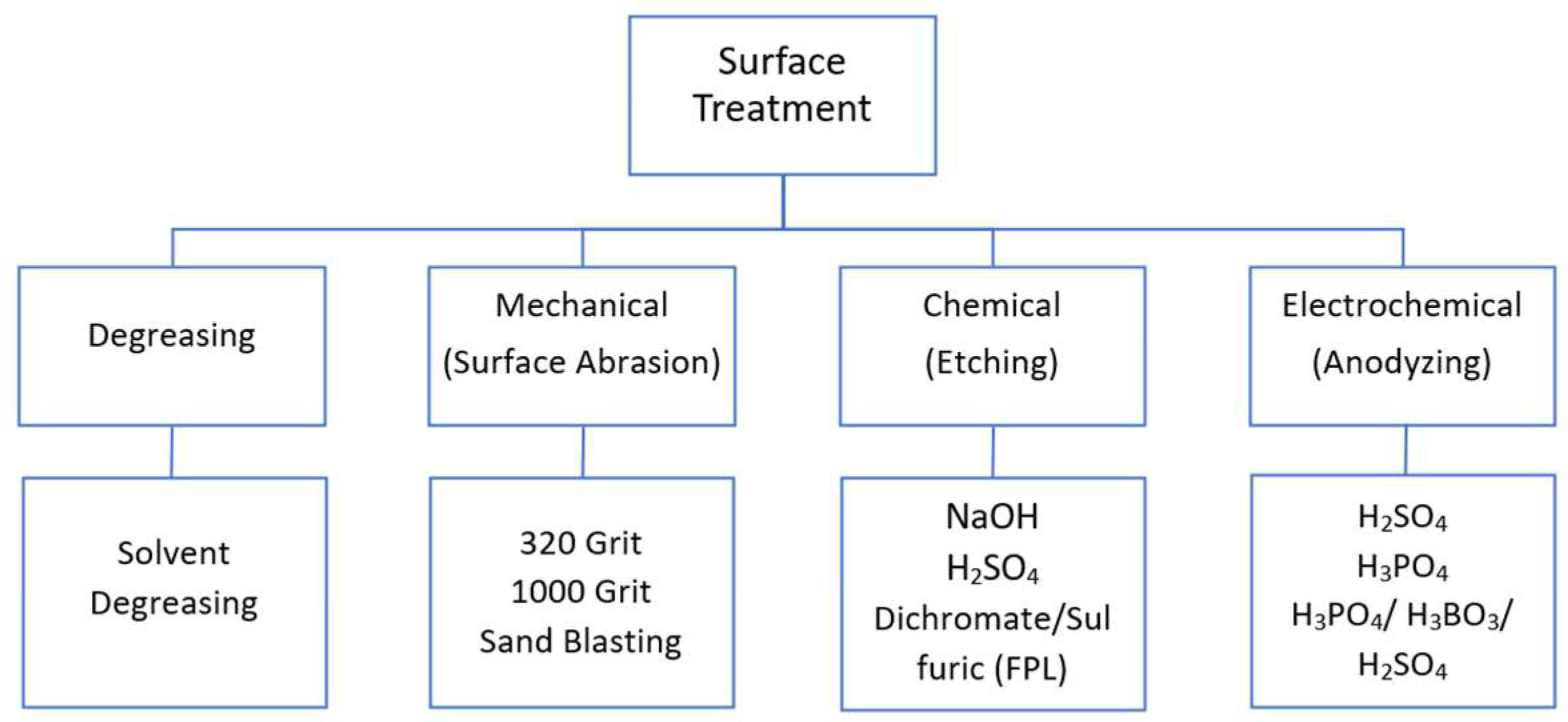
Figure 2.
Primary classification of the surface treatment performed.
2.3. Surface Treatment Performed
Aluminum readily forms a thin oxide layer when exposed to air. These native oxides are weak and significantly reduce bond strength if left untreated. Surface preparation aims to remove these oxides and create a clean, micro-rough surface for optimal bonding. This study investigates three primary surface treatment methods: mechanical, chemical, and electrochemical, as shown in Figure 2. The degreasing surface treatment shown in the figure will act as a control case for comparison.
- Mechanical Treatment: This method utilizes techniques like sandblasting and sanding to physically abrade the surface layer.
- Chemical Treatment: This approach employs alkaline or acidic etching solutions to dissolve the oxide layer and etch the surface.
- Electrochemical Treatment: The process in which an oxide layer is deposited on the aluminum surface, enhancing corrosion resistance and potentially improving bond strength.
Prior to any surface treatment, all coupons underwent a thorough cleaning process to remove surface contaminants such as dirt, oils, and grease. This cleaning involved wiping the surfaces with a soft cloth dampened with a mild detergent solution in warm water. Details of each method are provided below:
- Neat Coupons (Solvent Degreasing): A through degreasing step on the coupons were performed using solvents. In which first the area to be treated was wiped with toluene solution with a soft cloth. Subsequently, the coupons were immersed in a bath of pure acetone for 20 min to ensure complete removal of residual contaminants. These coupons were used to make a neat joint configuration for the control case.
- Mechanical Treatment: This method employed two techniques: sandpaper abrasion and sandblasting. Sandpaper with grits of 320 and 1000 was used for mechanical etching. Through the use of a portable device, high-velocity sand particles were used in to abrade the surface. Solvent degreasing as done for the neat coupons was performed after each treatment.
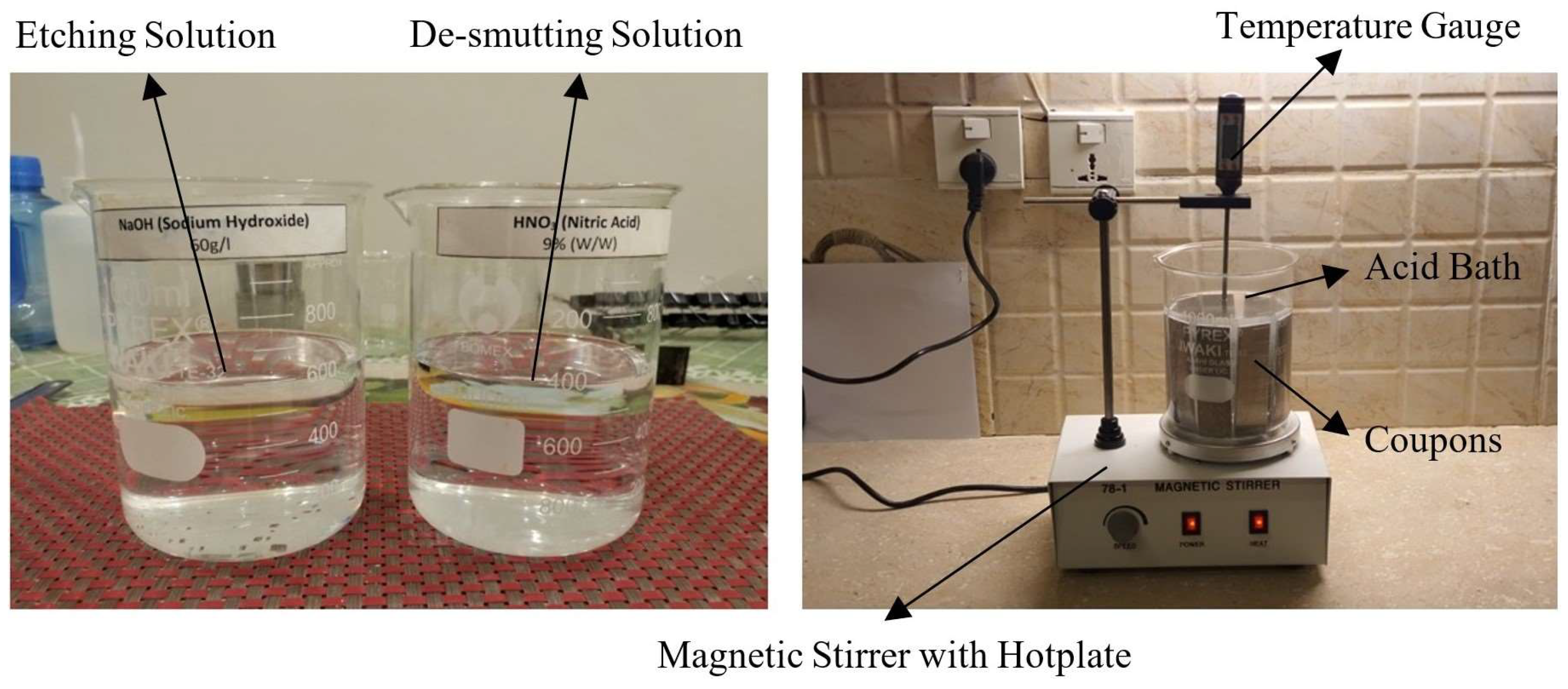
- Chemical Treatment: Chemical etching utilizes an etchant solution to react with the metal surface to create a roughened profile. This study investigated both alkaline and acidic etchants, with specific details on concentration, time, temperature, and solution type are provided in Table 1. The process involved solvent degreasing, followed by immersion in the etchant solution at elevated temperatures (55–65 °C) for 10–15 min. For NaOH etching a subsequent de-smutting step in HNO3 bath was required to remove the black layer formed by the chemical reaction. A final rinse with distilled water and subsequently drying completed the treatment. For An illustration of the etching process is shown in Figure 3.
 Table 1. Various performed etching processes and their respective parameters.
Table 1. Various performed etching processes and their respective parameters.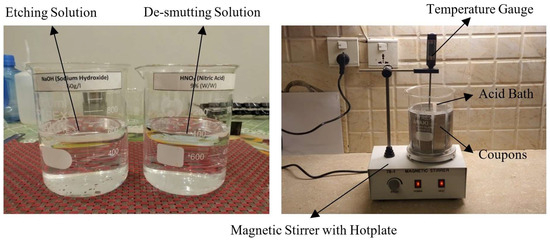 Figure 3. An illustration of the etching process being performed on adherends.
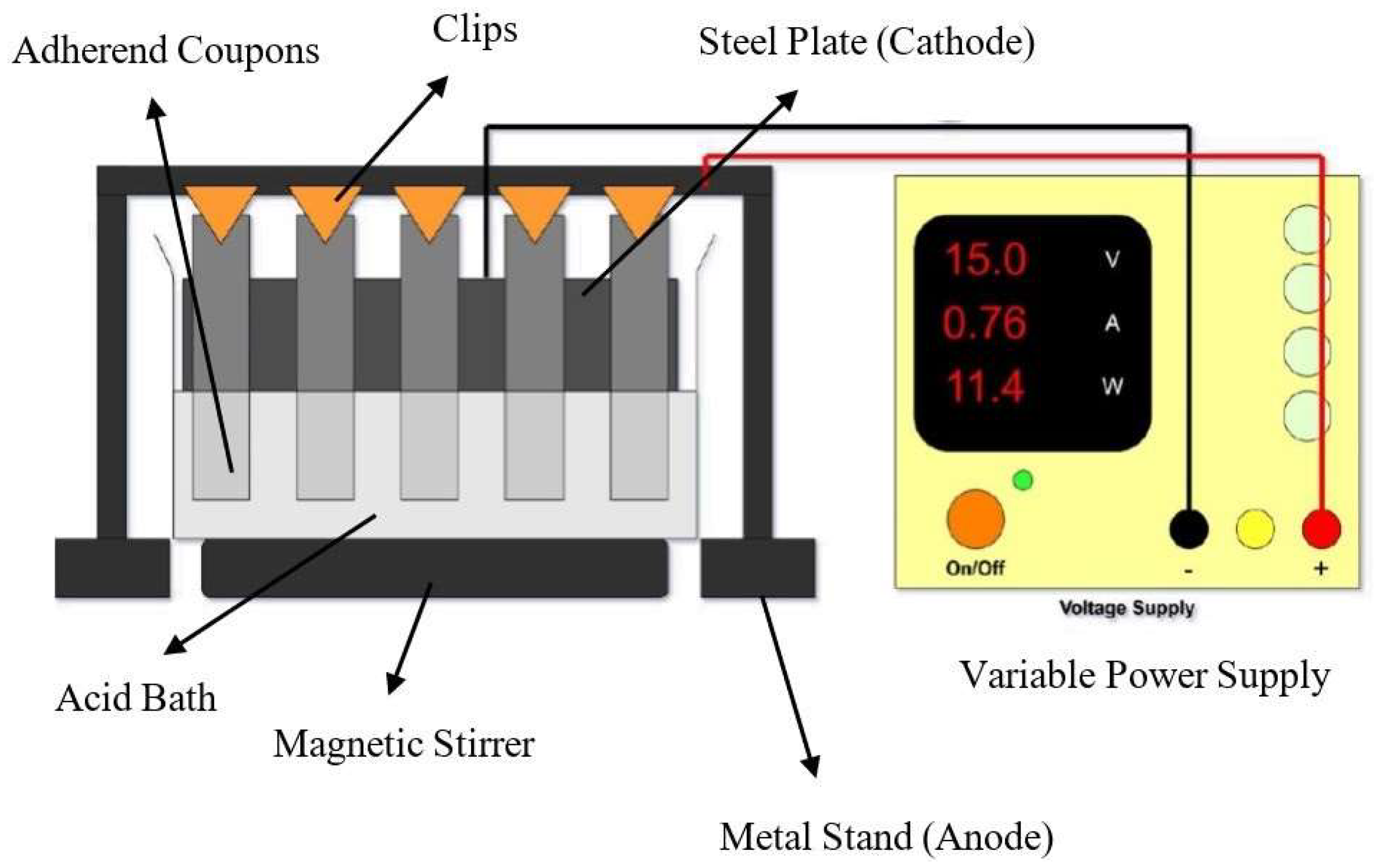
Figure 3. An illustration of the etching process being performed on adherends. - Electrochemical Treatment (Anodization): This process aims to create a controlled, porous oxide layer on the aluminum surface to enhance surface roughness. Figure 4 shows a schematic of the procedure used for anodization. Similar to chemical treatment, the process began with the solvent degreasing step. This was followed by etching with a NaOH solution for 4 min at 50 °C, and a subsequent de-smutting step using an HNO3 bath for 3 min. Rinsing with distilled water was performed between each step to prevent solution contamination. Anodization was performed in an acid bath with steel as the cathode, at 15 V for 25–30 min. The bath temperature was kept between 26 and 29 °C to complete the anodization process. The coupons were then completely cleaned with distilled water until a neutral pH of 7 was attained. Specific details regarding types of anodization performed and their respective concentration, time, and temperature parameters are provided in Table 2.
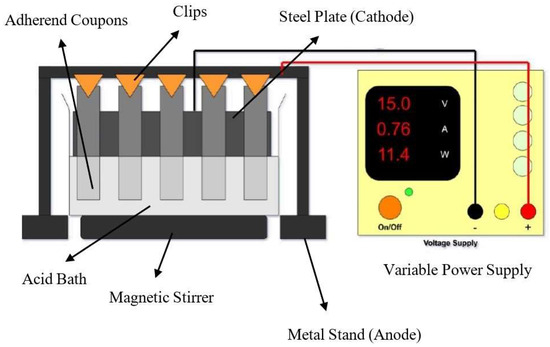 Figure 4. An illustration of the anodization process being performed on adherends.
Table 2. Various performed anodization processes and their respective parameters.
Figure 4. An illustration of the anodization process being performed on adherends.
Table 2. Various performed anodization processes and their respective parameters.
2.4. Lap Joints Fabrication and Testing
SLJs were fabricated as per the guidelines given in ASTM D1002 standard. The dimensional parameters of the manufactured joint are given in Figure 5. The thickness of the adherends was 3.1 mm. The joints were cured at an elevated temperature of 100 °C by utilizing a drying oven. The curing time was set to 60 min.

Figure 5.
Dimensional parameters of the manufactured SLJs.
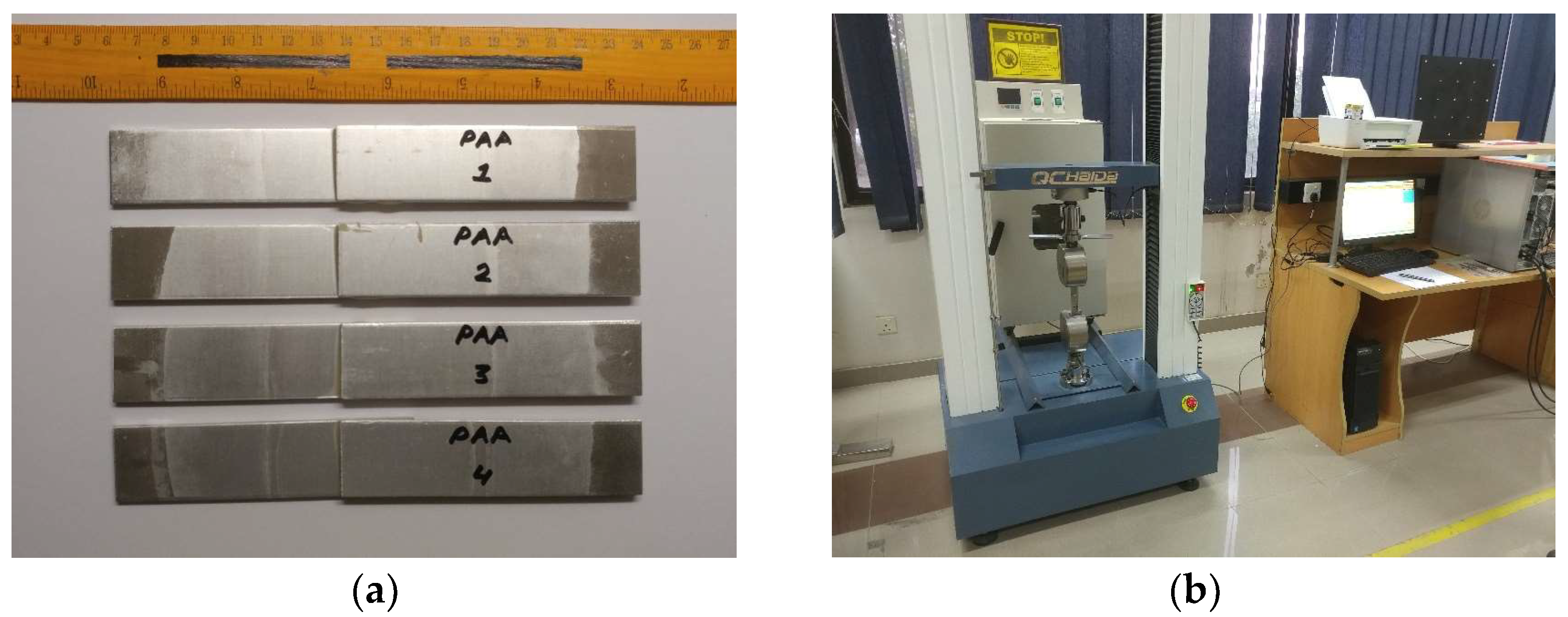
Tensile testing of the manufactured joints (Figure 6a) was conducted on a Universal Testing Machine (UTM) (Figure 6b) at a crosshead speed of 1.3 mm/min. Testing was performed at room temperature. End tabs were bonded to the SLJ extremities to provide correct alignment with the UTM axis. A minimum of four specimens were tested per surface treatment for repeatability of results.

Figure 6.
A visual representation of (a) manufactured SLJs, (b) testing of SLJs on UTM.
3. Results and Discussion
3.1. Mechanical Surface Treatment
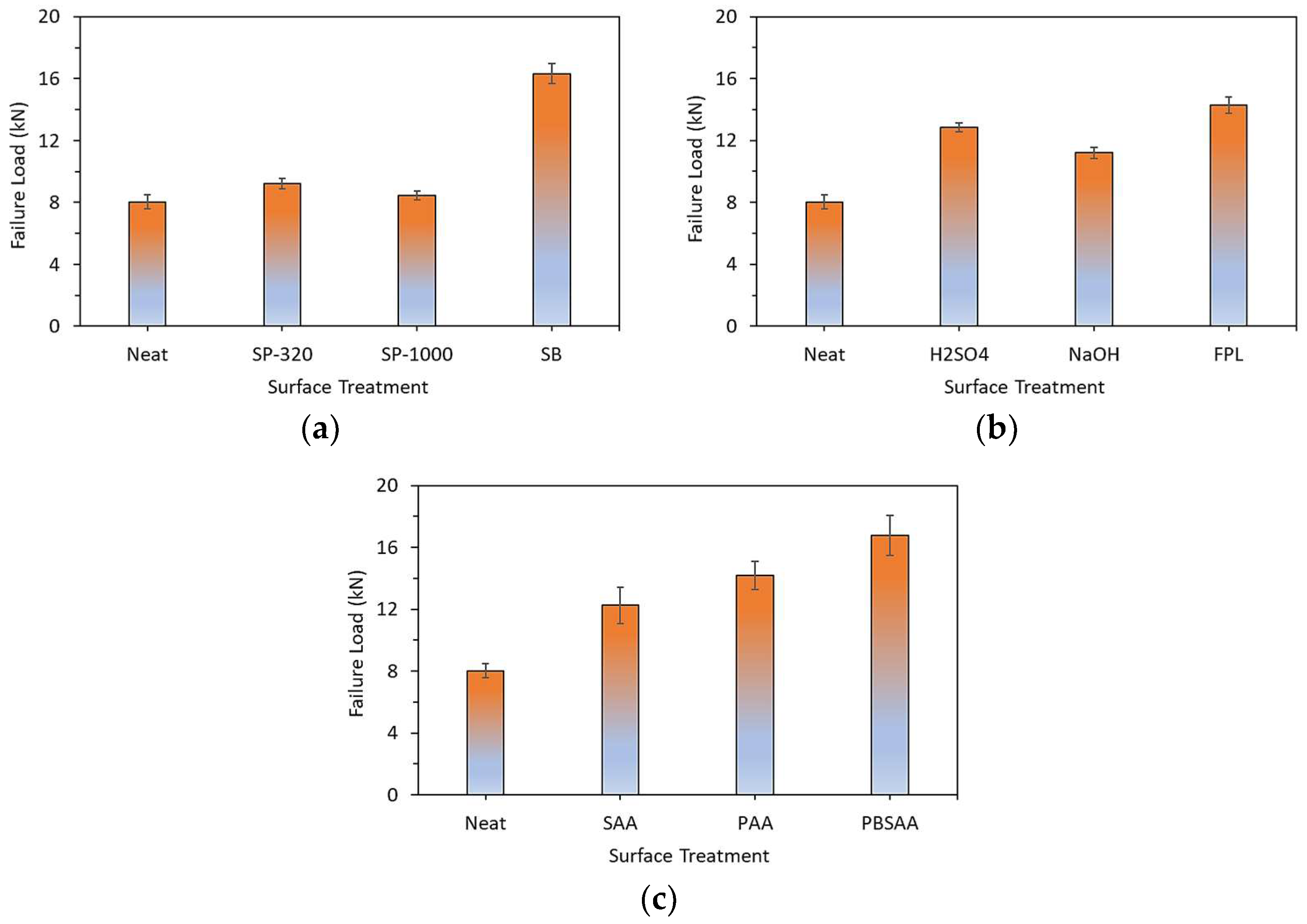
Figure 7a displays the results of variation in failure load for the mechanically treated samples, with a summary of their average lap shear strength provided in Table 3. Notably, the results demonstrate a significant increase in joint strength achievable through even a simple mechanical treatment like abrasion with sand paper. Sandblasted samples exhibited the highest average failure load, reaching approximately 16.32 kN, surpassing other mechanically treated categories. The average failure load for SP-320 and SP-1000 treatments was 9.21 kN and 8.44 kN, respectively. Compared to the untreated joints (neat case), sandblasting achieved the most significant improvement in joint strength, reaching a maximum increase of 103.35%.
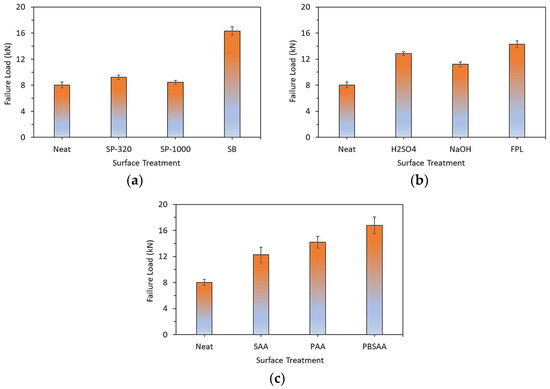
Figure 7.
Variation in failure load trends for (a) mechanical treatments, (b) chemical treatments, and (c) electro-chemical treatments.
Table 3.
Strength improvement trends in SLJs with mechanical surface treatments.
3.2. Chemical Surface Treatment
Figure 7b displays the results of variation in failure load for the chemically treated samples, with a summary of their average lap shear strength provided in Table 4. Dichromate/Sulfuric (FPL) etched samples exhibited the highest average failure load, reaching approximately 14.28 kN, surpassing other chemical treatments within the category. The average failure loads for NaOH and H2SO4 treatments were 11.2 kN and 12.85 kN, respectively. Compared to the untreated joints (neat case), FPL achieved the most significant improvement in joint strength, reaching a maximum increase of 77.9%.
Table 4.
Strength improvement trends in SLJs with chemical surface treatments.
3.3. Electro-Chemical Surface Treatment
Figure 7c displays the results of variation in failure load for the electro-chemically treated anodized samples, with a summary of their average lap shear strength provided in Table 5. Phosphoric boric sulfuric acid anodizing (PBSAA) samples exhibited the highest average failure load, reaching approximately 16.77 kN, surpassing all treatments within and across the categories. The average failure loads for SAA and PAA anodized treatments were 12.25 kN and 14.17 kN, respectively. Compared to the untreated joints (neat case), PBSAA achieved the most significant improvement in joint strength, reaching a maximum increase of 109%.
Table 5.
Strength improvement trends in SLJs with electro-chemical surface treatments.
3.4. Discussion
Mechanical treatments, particularly sandblasting, have been found to significantly enhance the adhesive’s mechanical bonding with the metal substrate. These methods increase the surface roughness, thereby enhancing the adhesive area and ultimately improving bond strength. Sandblasting, in particular, has proven to be the most effective method for removing the natural oxide layer on AA 7075-T6, exposing the metal surface for adhesive bonding. The results show a clear enhancement in the load-bearing capacity of joints treated with these methods, an increase in failure load of up to 103.35% compared to untreated samples.
Chemical etching treatments using both acid and alkaline solutions were evaluated for their effectiveness in altering the surface chemistry of the aluminum alloy. Specifically, sulfuric acid etching and sodium hydroxide alkaline etching treatments were notably successful in enhancing surface adhesion characteristics, crucial for improving adhesive bonding. These chemical treatments removed contaminants and the oxide layer more effectively than mechanical methods, resulting in a clean and reactive metal surface for bonding. This led to an approximately 77.9% increase in adhesive strength, demonstrating the significant potential of chemical etching to enhance the performance of adhesive joints in critical applications.
Anodization treatments change the surface chemistry by adding an oxide layer to the aluminum, which is chemically bonded to the surface and has porous characteristics. Due to this, superior adhesion is formed between the adhesive and the substrate. The results of the anodization treatment show a clear enhancement in the load-bearing capacity of joints treated with these methods, an increase in failure load of up to 109% compared to untreated samples.
From the obtained data, it is clear that sand blasting is the most economical and efficient surface treatment method in terms of both cost-effectiveness and strength enhancement. In addition, the cost factor is also considered; sandblasting is usually cheaper than the chemical and electrochemical treatments. The prices and the availability of the equipment and the materials are very low and easy to find, which is why it is an excellent choice for surface treatment in industrial applications. In addition, sandblasting is a very effective process that can be applied to a large surface area in a short time, thus lowering labor costs and the processing time. However, if absolute best strength characteristics are required and cost is not a concern, then phosphoric boric sulfuric acid anodizing (PBSAA) is recommended. Furthermore, anodization treatment has the additive benefit of providing resistance against corrosion and environmental effects where it is concerned, hence providing long term durability and reliability.
4. Conclusions
The comparison of various surface treatments showed that although every method has its strengths, the selection of treatment relies on the particular demands of the application, cost, mechanical loads, and the environmental conditions. From the thorough research of the various surface treatments and their effects on AA 7075-T6 aluminum alloy, valuable insights have been gained. Sandblasting offered the most cost-effective strength increase, while phosphoric-boric-sulfuric acid anodization (PBSAA) provided the highest overall improvement. PBSAA is recommended for applications requiring superior strength, durability, and environmental resistance, crucial for the aerospace and automotive industries.
The outcomes of this investigation not only advance the field of materials science and engineering but also have real-life applications such as automotive and aerospace that can help in the design of more dependable and efficient structures. Future research can be explored in the same direction and make the findings to be extended to study the effects of environmental conditions and to explore new, innovative surface treatment techniques to increase the efficiency and reliability of adhesive bonds in high-stakes applications.
Author Contributions
Conceptualization, methodology, investigation, supervision, writing—original draft preparation, writing—review and editing, visualization, H.E.; investigation, A.W., R.S. and A.A.; visualization, writing—original draft preparation, writing—review and editing, M.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be made available upon request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Real, J.D.; De Santayana, M.C.; Abenojar, J.; Martinez, M. Adhesive bonding of aluminium with structural acrylic adhesives: Durability in wet environments. J. Adhes. Sci. Technol. 2006, 20, 1801–1818. [Google Scholar] [CrossRef]
- Campbell, F. Introduction to composite materials. Struct. Compos. Mater. 2010, 1, 1–29. [Google Scholar]
- Burkholder, G.L.; Kwon, Y.W.; Pollak, R.D. Effect of carbon nanotube reinforcement on fracture strength of composite adhesive joints. J. Mater. Sci. 2011, 46, 3370–3377. [Google Scholar] [CrossRef]
- Kweon, J.-H.; Jung, J.-W.; Kim, T.-H.; Choi, J.-H.; Kim, D.-H. Failure of carbon composite-to-aluminum joints with combined mechanical fastening and adhesive bonding. Compos. Struct. 2006, 75, 192–198. [Google Scholar] [CrossRef]
- Ejaz, H.; Mubashar, A.; Uddin, E.; Ali, Z.; Arif, N. Effect of functionalised and non-functionalised GNPs addition on strength properties of high viscous epoxy adhesive and lap shear joints. Polym. Test. 2022, 113, 107680. [Google Scholar] [CrossRef]
- Banea, M.D.; da Silva, L.F.M. Adhesively bonded joints in composite materials: An overview. Proc. Inst. Mech. Eng. Part L J. 2009, 223, 1–18. [Google Scholar] [CrossRef]
- Adams, R.D.; Adams, R.D.; Comyn, J.; Wake, W.C.; Wake, W. Structural Adhesive Joints in Engineering; Springer Science & Business Media: Berlin, Germany, 1997. [Google Scholar]
- Ejaz, H.; Mubashar, A.; Uddin, E.; Ali, Z.; Arif, N. Influence of MWCNTs on Strength Properties of High Viscous Epoxy Adhesive and Fracture Behavior of Adhesively Bonded Joints. Theor. Appl. Fract. Mech. 2022, 120, 103412. [Google Scholar] [CrossRef]
- Dixon, D. Aerospace applications of adhesives. In Handbook of Adhesion; Wiley: Hoboken, NJ, USA, 2005; pp. 40–42. [Google Scholar]
- Watson, C. Engineering design with adhesives. In Handbook of Adhesion; Wiley: Hoboken, NJ, USA, 2005; p. 138. [Google Scholar]
- Correia, S.; Anes, V.; Reis, L. Effect of surface treatment on adhesively bonded aluminium-aluminium joints regarding aeronautical structures. Eng. Fail. Anal. 2018, 84, 34–45. [Google Scholar] [CrossRef]
- Guo, L.; Liu, J.; Xia, H.; Li, X.; Zhang, X.; Yang, H. Effects of surface treatment and adhesive thickness on the shear strength of precision bonded joints. Polym. Test. 2021, 94, 107063. [Google Scholar] [CrossRef]
- Critchlow, G.; Brewis, D. Review of surface pretreatments for aluminium alloys. Int. J. Adhes. Adhes. 1996, 16, 255–275. [Google Scholar] [CrossRef]
- Saleema, N.; Sarkar, D.K.; Paynter, R.W.; Gallant, D.; Eskandarian, M. A simple surface treatment and characterization of AA 6061 aluminum alloy surface for adhesive bonding applications. Appl. Surf. Sci. 2012, 261, 742–748. [Google Scholar] [CrossRef]
- Abid, J.; Raza, H.; Akhtar, A.; Gohar, G.A.; Ullah, S.; Akram, M.; Raza, Y.; Bukhari, M.D. Effect of surface roughness on shear strength of bonded joints of aluminum Al 6061 T6 substrate. VW Appl. Sci. 2020, 2, 87–91. [Google Scholar] [CrossRef]
- Ghumatkar, A.; Budhe, S.; Sekhar, R.; Banea, M.; Barros, S.d. Influence of adherend surface roughness on the adhesive bond strength. Lat. Am. J. Solids Struct. 2016, 13, 2356–2370. [Google Scholar] [CrossRef]
- Ejaz, H.; Saboor, D.; Sohail, M.S.B.; Mansoor, A.H. Effect of various surface treatments on lap shear strength of aluminum adhesive joints. In Proceedings of the 2022 19th International Bhurban Conference on Applied Sciences and Technology (IBCAST), Islamabad, Pakistan, 16–20 August 2022; pp. 76–81. [Google Scholar]
- ASTM D1002-10; Standard Test Method for Apparent Shear Strength of Single-lap-joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal). ASTM International: West Conshohocken, PA, USA, 2020.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).