
Characterization Aluminum Spot Welding with Mesh Variations of Copper Powder Added on 40, 50, and 60 Meshing †


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Methods and Materials
2.1. Materials and Device
2.2. Procedure
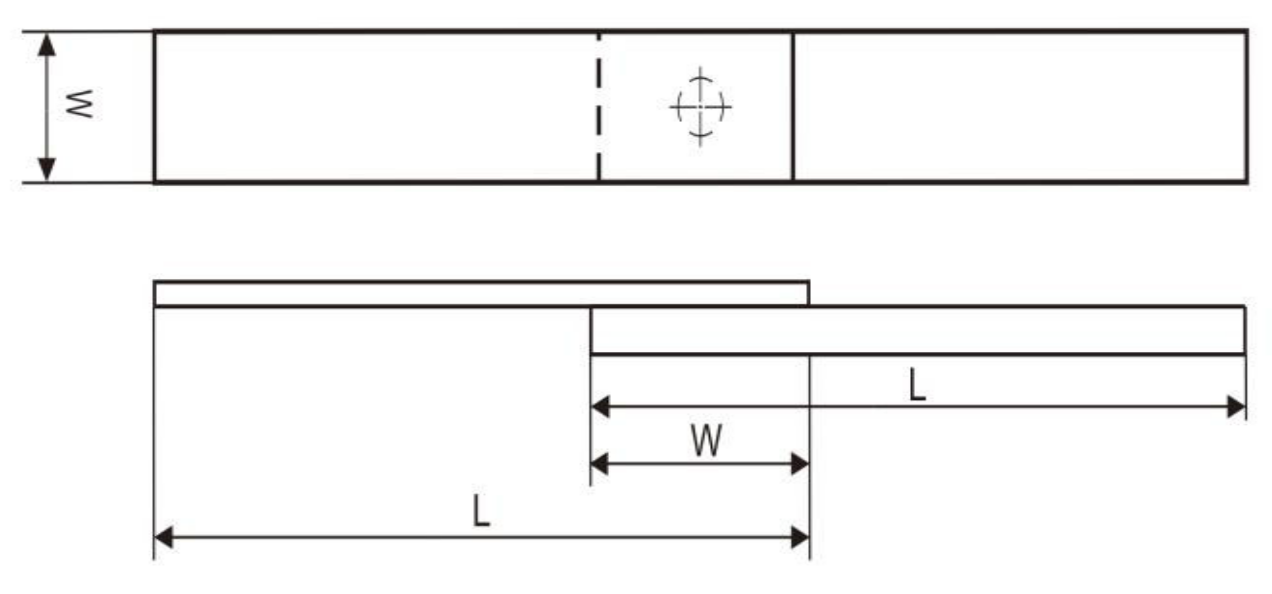
- Cut the aluminum to obtain specimens of the ASME QW-462.9 standard, surface cleaning of the aluminum to avoid the formation of aluminum oxide on the surface.
- The joint was formed through spot welding while secured in a clamped chuck.
- Adjust the current and time parameters on the spot-welding apparatus.
- Adjust the current to 9500 amperes for 8 s, while adding copper powder on the surface of the aluminum flat with 40, 50 and 60 meshes.
- Operate spot welding for 8 s.
3. Results and Discussion
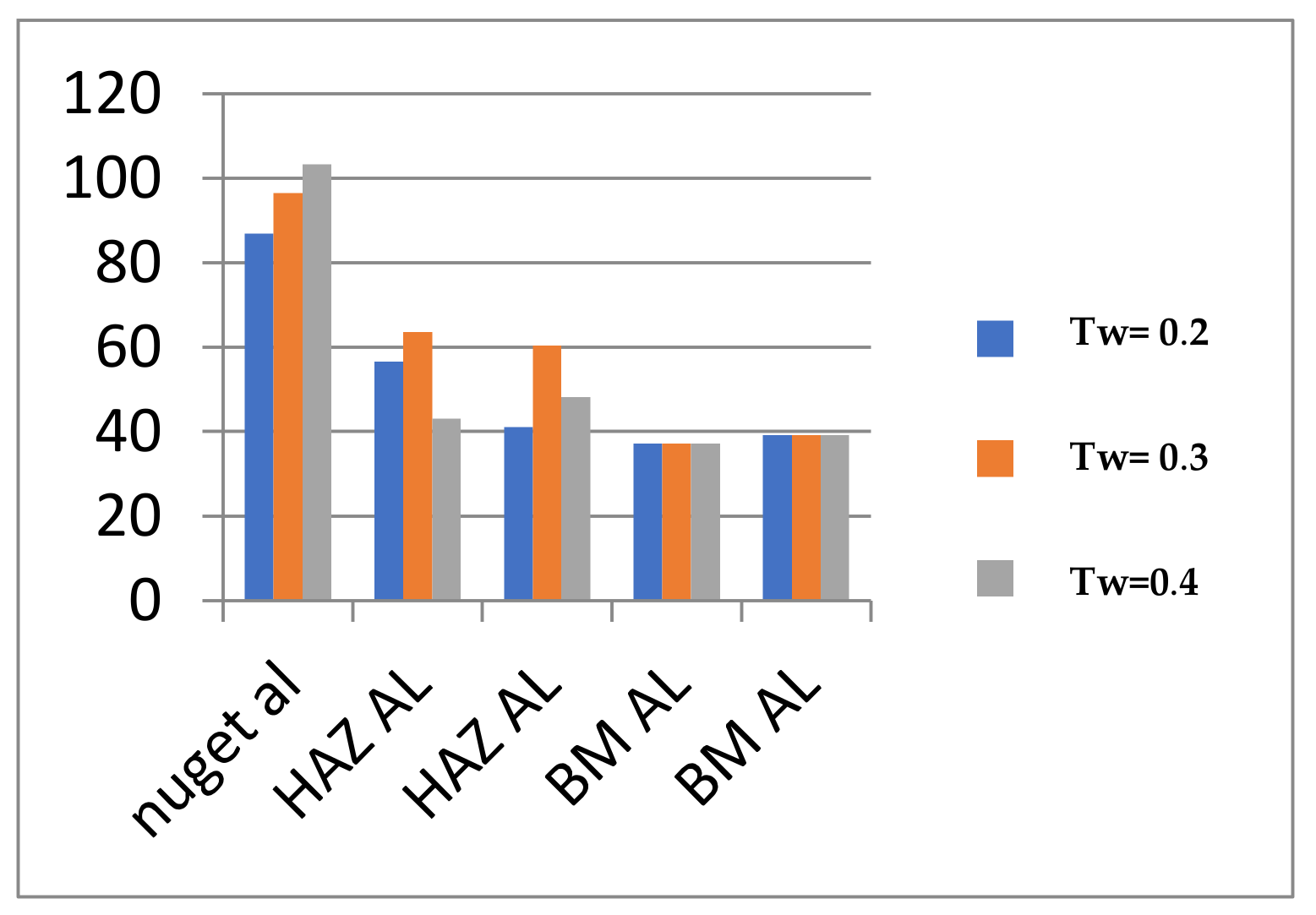
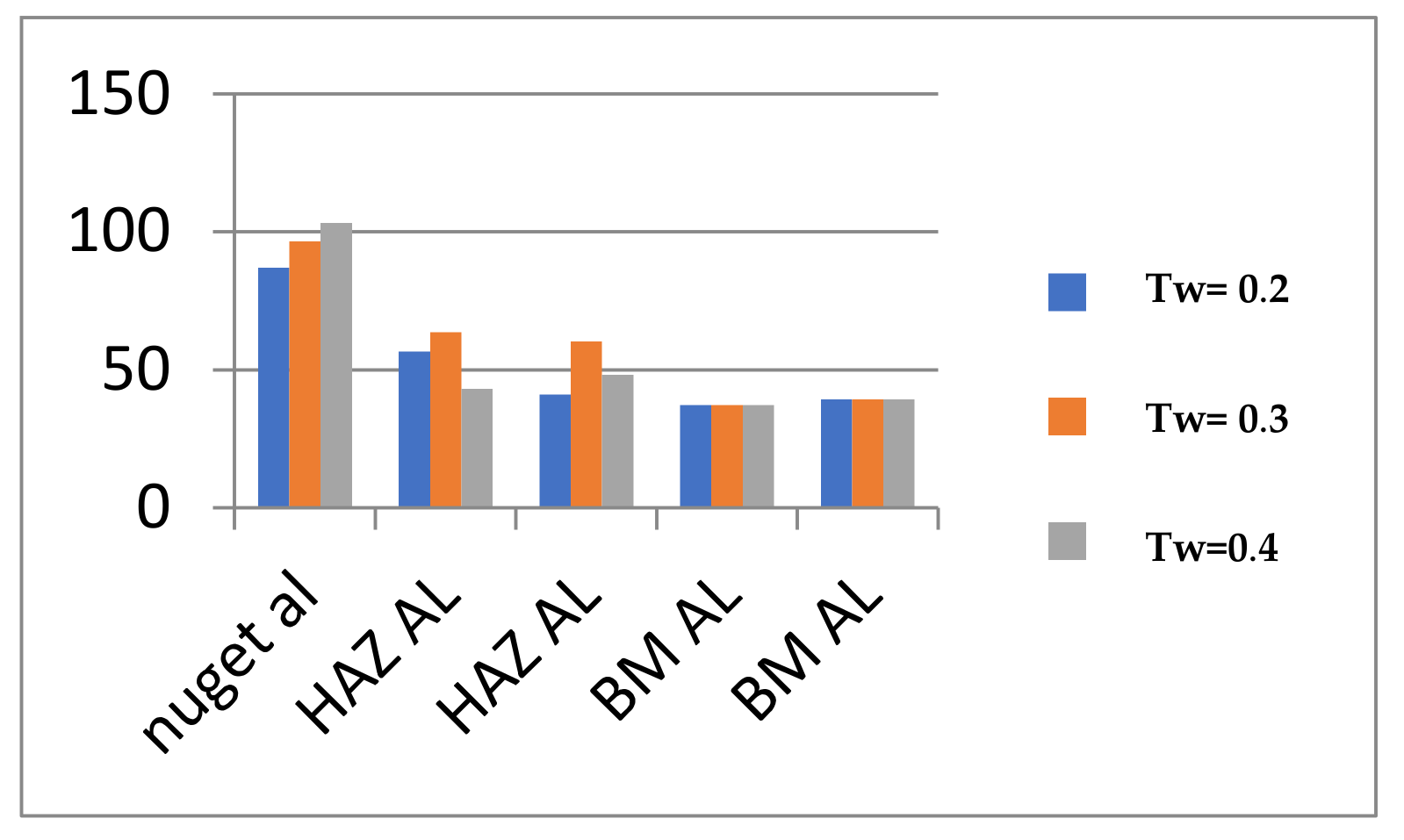
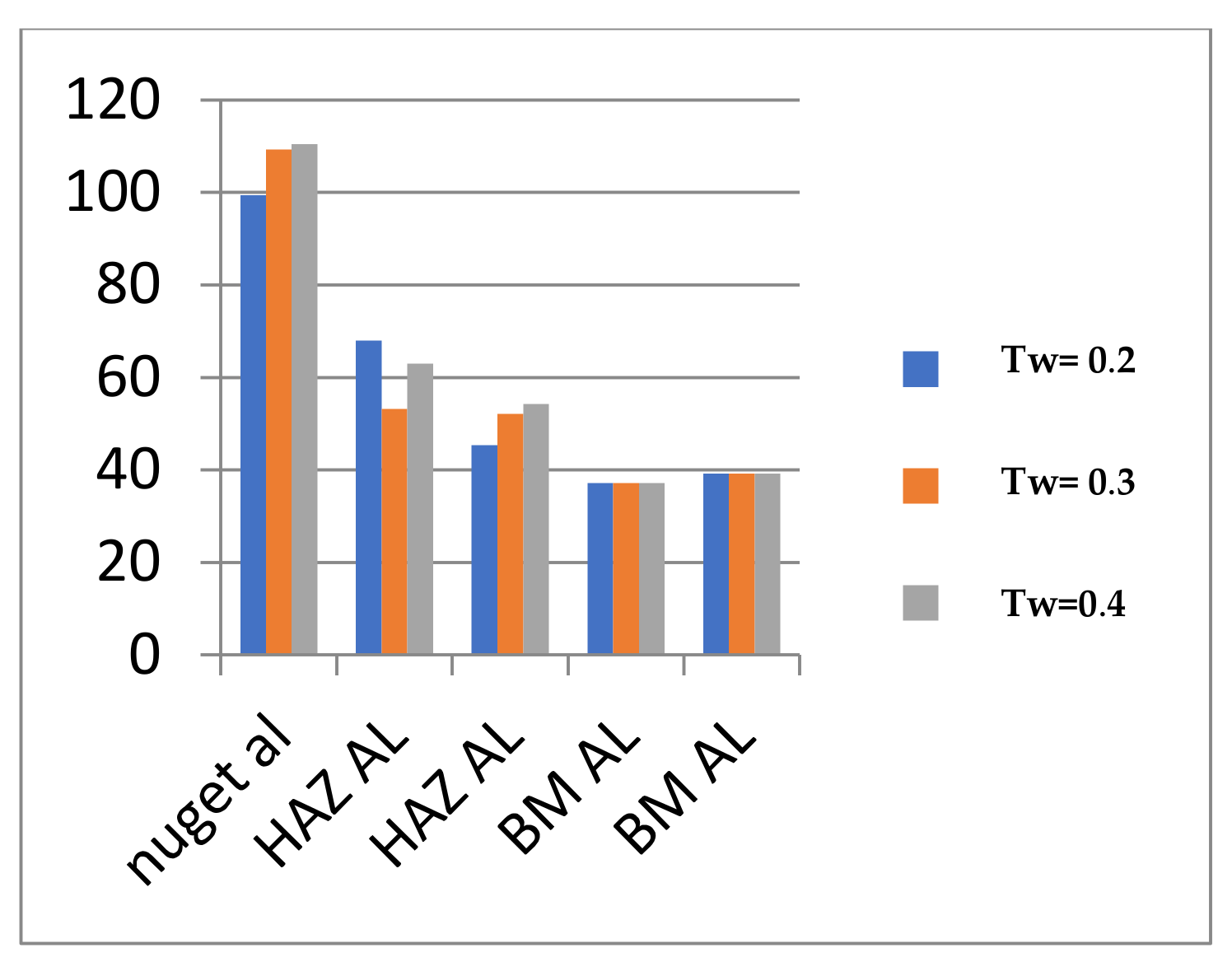
Microstructure vs. Vickers Microhardness
4. Conclusions
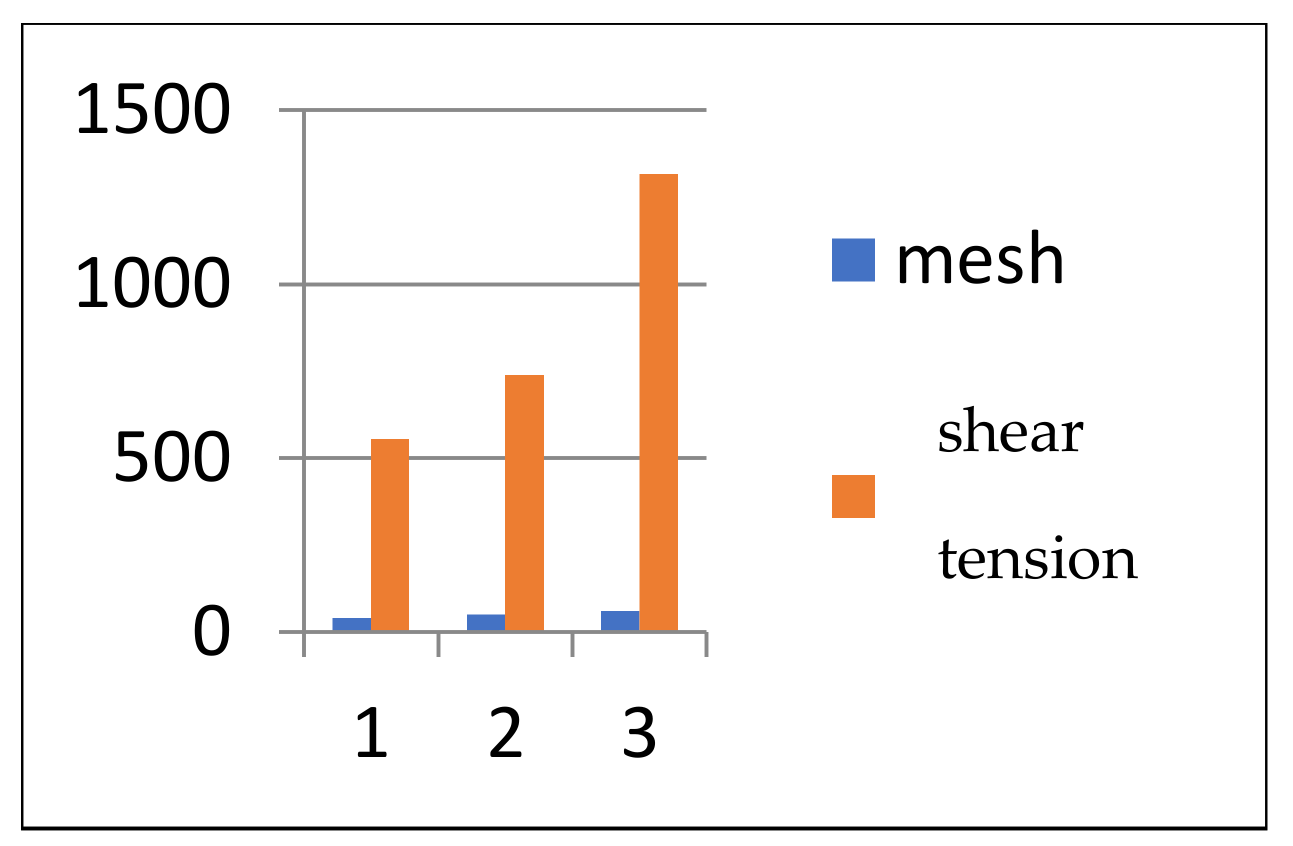
- The larger the size of the mesh number (the smaller the size of copper powder), the greater the shear strength highest shear strength is 1316.10 N followed by that in mesh 50 which is 739.13 N, and the lowest is in mesh 40 which is 556.38 N.
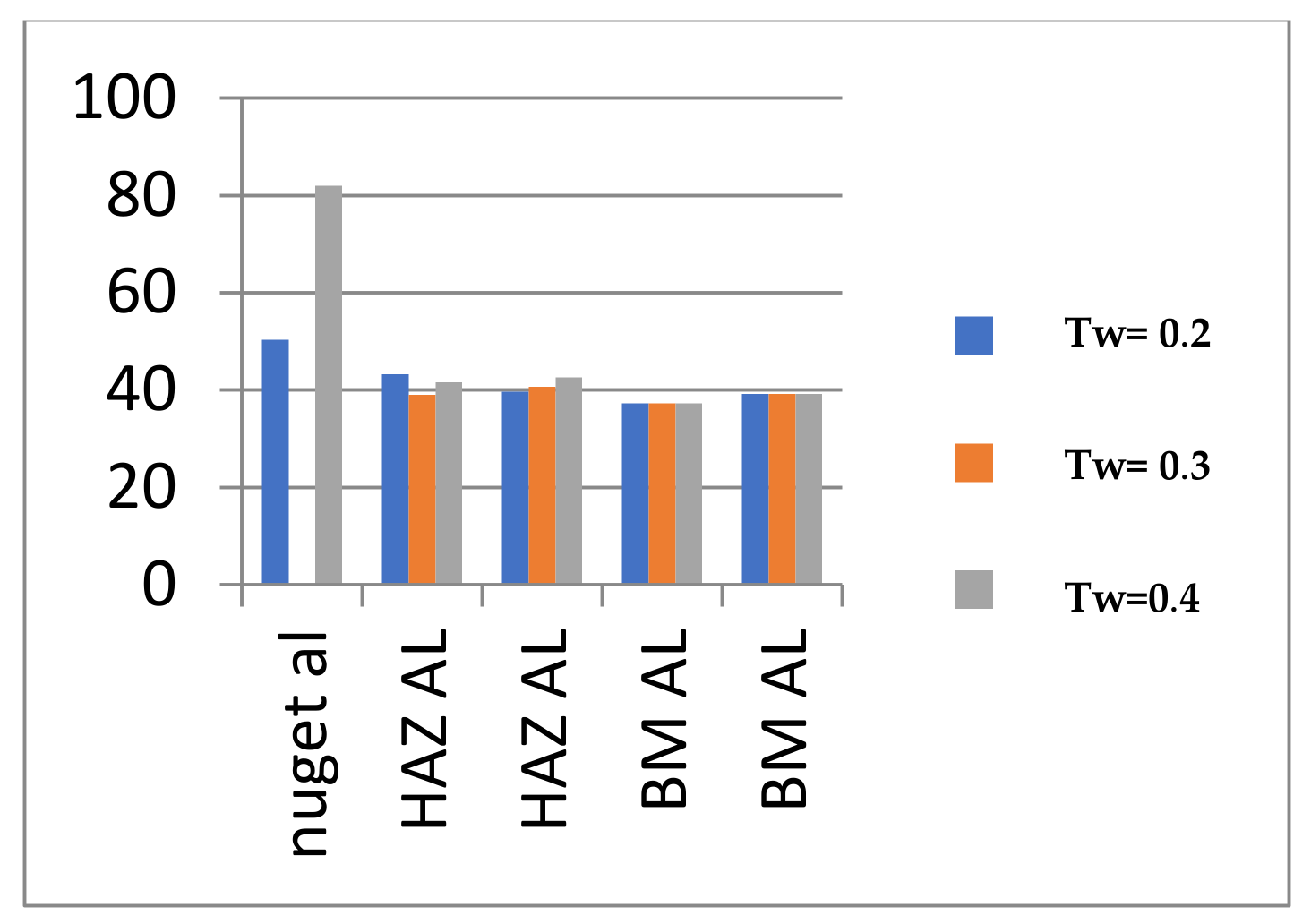
- The highest hardness occurs in the mesh 60 nugget area at 99.4 HVN, then in the HAZ (heat-affected zone) section at 67.9 HVN, and lastly, on the main metal part (base metal) at 37.2 HVN.
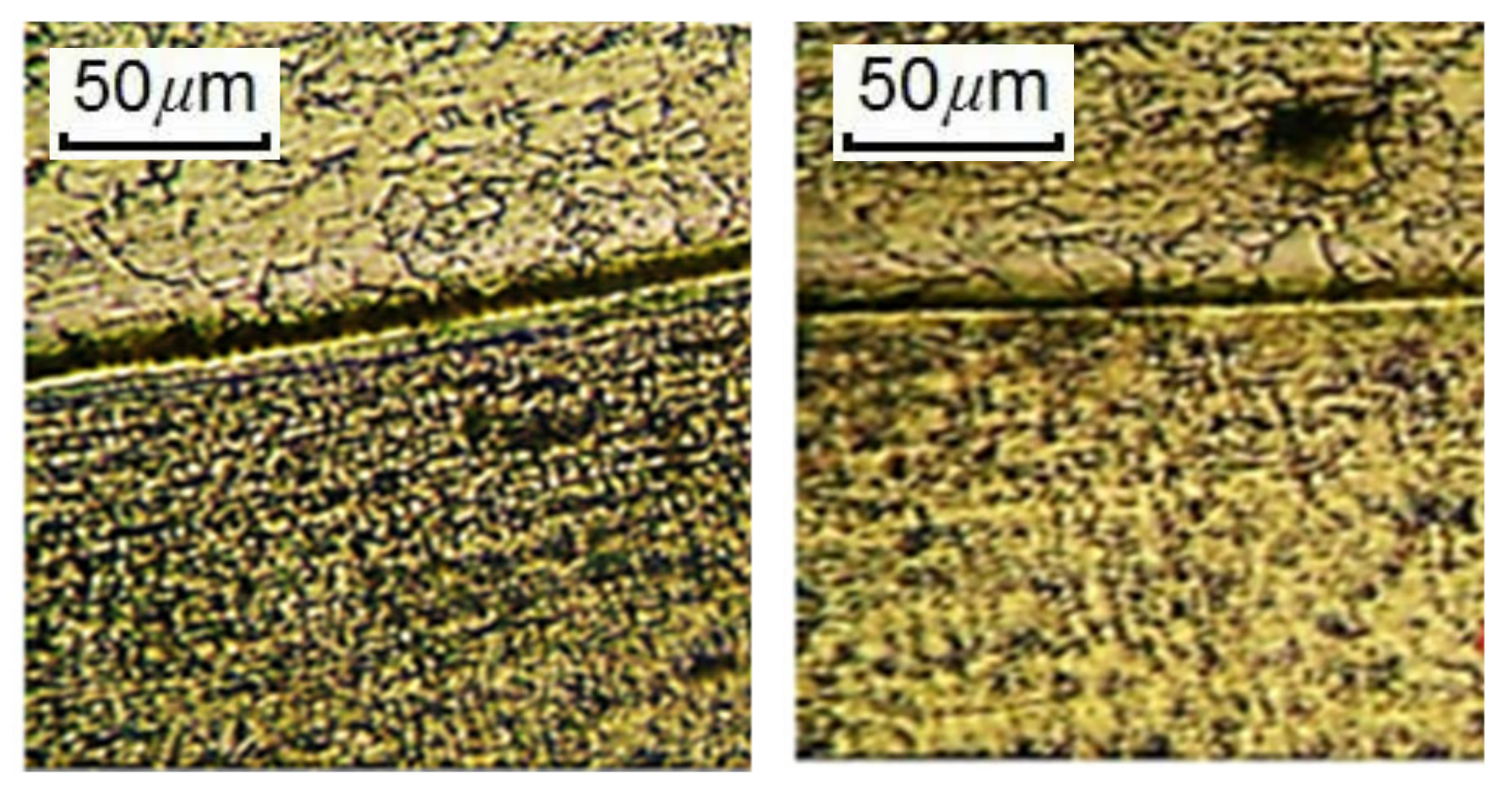
- The microstructure was tested using 100× magnification, with the result having a similar structure despite having been given different mesh variations.
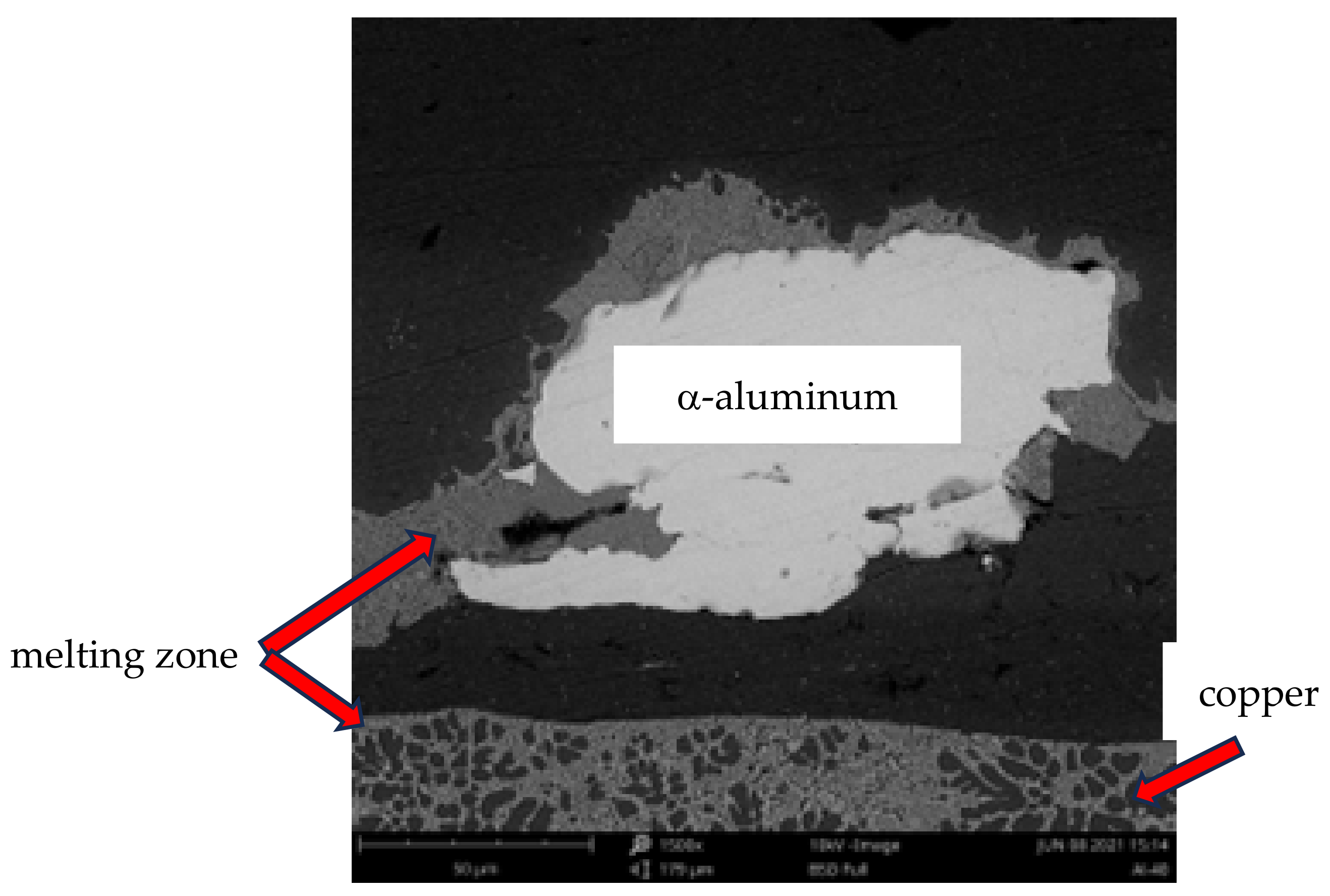
- The SEM results show that the largest welding effect is on the 60 mesh, and it decreases proportionally with the increase the mesh size.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Agustriyana, L.; Irawan, Y.S.; Sugiarto, S. PengaruhKuatArusdanWaktuPengelasanPada Proses Las Titik (Spot Welding) TerhadapKekuatanTarikdanMikrostrukturHasil Las dari Baja FasaGanda (Ferrite-Martensite). J. Rekayasa Mesin 2011, 2, 175–181. [Google Scholar]
- ANSI/AWS/SAE/D8.9; An American National Standard. Recommended Practies for Test Methods for Evaluating the Resistance Spot Welding Behavior of Automotive Sheet Steel Materials. American Welding Society: Miami, FL, USA, 1997; pp. 33–37.
- Aravinthan, A.; Nachimani, C. Analysis of Spot Weld Growth on Mild and Stainless steel. Suppl. Weld. J. 2011, 90, 143–147. [Google Scholar]
- Arghavani, M.R.; Movahedi, M.; Kokabi, A.H. Role of zinc layer in resistance spot welding of aluminium to steel. Mater. Des. 2016, 102, 106–114. [Google Scholar] [CrossRef]
- Balasundaram, R.; Patel, V.K.; Bhole, S.D.; Chen, D.L. Effect of zinc interlayer on ultrasonic spot welded aluminum-to-copper joints. Mater. Sci. Eng. A 2014, 607, 277–286. [Google Scholar] [CrossRef]
- Charde, N. Investigating Spot Weld Growth On 304 Austenitic Stainless Steel (2 mm). J. Eng. Sci. Technol. 2013, 8, 69–76. [Google Scholar]
- Qualification Standard for Welding and Brazing Prosedures, Welder, Brazers, and Welding and Brazing Operations. In Annual Book of ASME IX Standard; The American Society of Mechanical Engineers: New York, NY, USA, 2001; pp. 152–185.
- EAA—European Aluminium Association. Resistance During Spot Welding of Steel and Aluminium; TALAT 4500.01.03; European Aluminium Association: Brussels, Belgium, 1994. [Google Scholar]
- Chae, Y.; An, Y.J. Effects of micro- and nano plastics on aquatic ecosystems: Current research trends and perspectives. Mar. Pollut. Bull. 2017, 124, 624–632. [Google Scholar] [CrossRef]
- Nakki, P.; Setala, O.; Lehtiniemi, M. Bioturbation transports secondary microplastics to deeper layers in soft marine sediments of the northern Baltic Sea. Mar. Pollut. Bull. 2017, 119, 255–261. [Google Scholar] [CrossRef]
- Ella, S.; Formagne, P.Y.; Koutsos, V.; Blackford, J.R. Investigation of rubber friction on snow for tyres. Tribol. Int. 2013, 59, 292–301. [Google Scholar] [CrossRef]
- Darmawan, A.S.; Siswanto, W.A.; Sujitno, T. The Influence of Plasma Nitrocarburizing Process Temperature to Commercially Pure Titanium Surface Hardness. Appl. Mech. Mater. 2013, 315, 700–704. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Purboputro, P.I.; Partono, P. Characterization Aluminum Spot Welding with Mesh Variations of Copper Powder Added on 40, 50, and 60 Meshing. Eng. Proc. 2025, 84, 89. https://doi.org/10.3390/engproc2025084089
Purboputro PI, Partono P. Characterization Aluminum Spot Welding with Mesh Variations of Copper Powder Added on 40, 50, and 60 Meshing. Engineering Proceedings. 2025; 84(1):89. https://doi.org/10.3390/engproc2025084089
Chicago/Turabian StylePurboputro, Pramuko Ilmu, and Patna Partono. 2025. "Characterization Aluminum Spot Welding with Mesh Variations of Copper Powder Added on 40, 50, and 60 Meshing" Engineering Proceedings 84, no. 1: 89. https://doi.org/10.3390/engproc2025084089
APA StylePurboputro, P. I., & Partono, P. (2025). Characterization Aluminum Spot Welding with Mesh Variations of Copper Powder Added on 40, 50, and 60 Meshing. Engineering Proceedings, 84(1), 89. https://doi.org/10.3390/engproc2025084089