Stages involved in this economic analysis include estimating: capital expenditure (CAPEX), annual capital cost (CACC), annual operating cost (CAOC), and revenue (R). From these estimates it was possible to calculate the following economic metrics: cash flow (Cf), Net Present Value (NPV), production cost (CAPC), Levelized Cost of Heat (LCOH), and internal rate of return (IRR).
2.1. Estimation of Capital Expenditure
CAPEX was estimated using a similar method to Rotunno et al. [
28]. The base equipment cost curve analysis used values from Turton et al. [
29] and the plant cost estimation methodology by Gerdes et al. [
30] of the national energy technology laboratory (NETL). The NETL methodology has been used in several recently published technoeconomic studies by Ogidiama [
31,
32].
NETL defines capital cost at five different consecutive levels; BEC, EPCC, TPC, TOC and TASC that are respectively the Bare Erected Cost, the Engineering, Procurement and Construction Cost, the Total Plant Cost, the Total Overnight Cost and the Total As Spent Capital. NETL assumes that two years of capital expenditure are required before a steam methane reforming plant begins operation e.g., construction time [
33], three years for a natural gas power plant, and 5 years for a coal power plant [
30]. For this work, due to the small scale (497 kg·h
−1 glycerol) and that the plants location is on-site at the biodiesel refinery, it was assumed that only a year was required before plant operation.
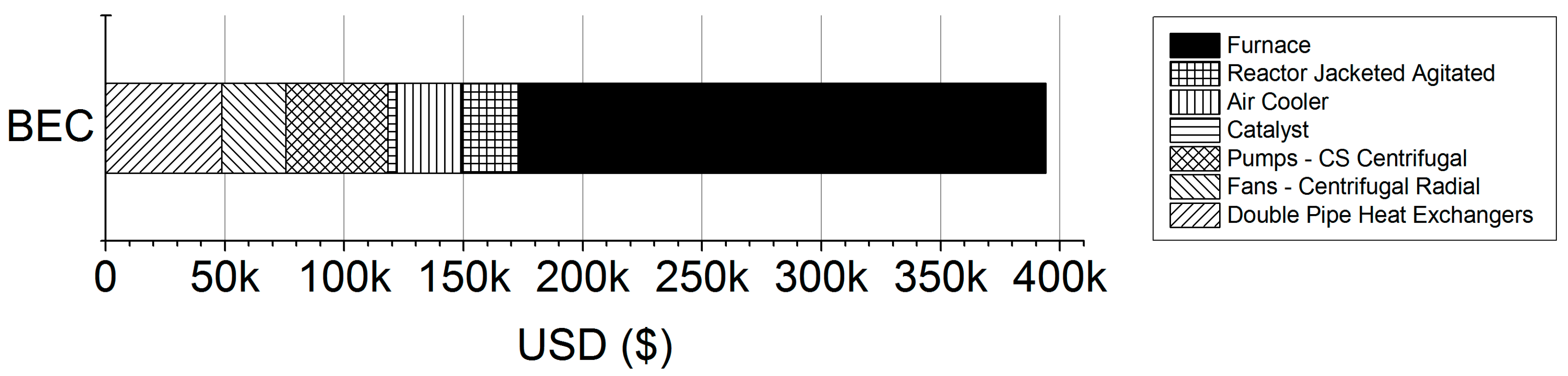
When determining the BEC, the costs for the direct and indirect labour required to produce and install the machinery of the plant were considered. BEC is synonymous with the bare module equipment cost (
CBM) and was calculated according to Equation (1), accounting for the operating pressure of the equipment and material of the equipment as carbon steel. None of the equipment operated above 10 bar and therefore was not subject to the pressure factor.
where
CBM is the bare module equipment cost including the direct and indirect costs for each unit,
FBM is the bare module cost factor which accounts for the specific materials of construction, operating pressure and installation costs including: installation materials and labour, freight, insurance and taxes, construction overhead, and contractor engineering expenses.
is the purchased cost for the base conditions of the equipment e.g., ambient pressure and carbon steel.
FBM is calculated by the addition of the two constants relevant for the pressure and material factor. In this work, the pressure did not exceed 10 bar and the materials of construction were all carbon steel.
A is the sizing value associated with the equipment.
K values and the type of unit for
A are listed in
Table 2 and were taken from Turton et al. [
29]. The values for
A were calculated using Aspen Plus
® for each module. Catalyst was included in the BEC calculation at
$20 kg
−1 at a mass of 170 kg to achieve a WHSV of 6.7 similar to Imai et al. [
13].
Cost data for the reference equipment, and therefore the scaled cost data, will only be valid for that year. Costs vary with time; therefore a cost index method must be applied to update the costs that have been taken from previous years, for use in the current cost analysis which is shown in Equation (3). In this case, Equation (2) from Towler and Sinnot utilises an index from 2010 that must be updated using Equation (3) for the current year:
where
Cpr is the present cost,
Co is the original cost,
Ipr is the present index value, and
Io is the original index value.
The cost indices are published in the literature. For this work, the Chemical Engineering Cost Index (CEPCI) is utilised. Once the cost of equipment has been determined, additional costs can be estimated using Lang, Guthrie’s or the NETL method. These costs include direct costs, such as installation of equipment, or indirect costs such as legal expenses. The cost of a plant is usually calculated in USD.
EPCC is estimated as 8–10% of the value of BEC. This includes the cost of site staffing, home office engineering and procurement services, as well as field construction management. It was assumed that as the plant is an add-on to the biodiesel refinery, there will be no additional land purchase costs.
The TPC is dependent on process and project contingencies which are an estimate of the value of unforeseen or omitted costs. Process contingency costs are based on a percentage of the associated process capital and are applied to a plant based on its current technology status. For a new concept such as GLT-SR, this percentage can be >40% and 30–70% if there is bench scale data. Project contingency is 15–30% of the sum of BEC, EPC fees and process contingency.
TOC refers to costs incurred prior to plant start up or pre-production costs. These costs are estimated at 2% of the TPC. Additionally, the cost of six months operating labour of three engineers with a salary of $35,000 per year and one month’s fuel cost at full capacity. Other pre-production costs were valued each on 0.416% of TPC (where one year is worth 5% of the TOC) and included: 1-month maintenance materials at full capacity, 1 month non-fuel consumables at full capacity, and 1 month waste disposal. Working capital and royalties are assumed to incur zero cost. Inventory capital accounts for a sixty-day supply at full capacity of non-fuel consumables e.g. chemicals and catalysts, in addition to the cost of spare parts estimated at 0.5% of TPC. Land costs are $3000 per acre. Financing costs are estimated at 2.7% of the TPC. This estimate contains costs for securing financing including fees and closing costs but not including interest during construction. Other owner’s costs are estimated at 15% of TPC. This does not include risk premiums, transmission interconnection, capital cost taxes (exempt) or unusual site improvements.
TASC estimates are based on global economic assumptions and a particular finance structure. The global assumptions in this work are the same as the NETL analysis and are shown in
Table 3. Finance structures are developed for an investor owned utility (IOU) or independent power producer (IPP) in high and low risk scenarios. Whilst the technology for GLT-SR is not new, the concept, catalyst and potential products have only been modelled, therefore a high-risk scenario is adopted as the basis.
2.2. Annual Operating Expenditure and Production Cost
In this work, the annual operating expenditure (CAOC) included operating labour, maintenance, and electricity. The cost for labour will depend on the number of plant operators where required. The annual salary of each operator was assumed to be $35,000 and the number of operators was 3. The cost of maintenance is considered as 10% of the BEC value. Electricity for operation was 23.2 MJ·h−1 and consisted of the energy for pumps and fans. For water, the best-case scenario was assumed whereby the water was obtained from surface sources, e.g., rivers. The main source of water consumption will be the production of product steam. There is no fuel cost, aside from during plant start up, as bio-SNG from the process is recycled to produce steam. Both the electricity and water costs are negligible in the process and the heat from the bio-SNG allows it to be self-sustaining. Maintenance is another operating cost and is calculated as 3% if the CAPEX value. This includes catalyst costs.
Annual cost of CAPEX (CACC) is defined as the monetary value paid back to the lender and is dependent on the interest rate the loan was lent at, the length of the loan and the original value of the loan. The annual capital cost is the yearly repayment including interest for the capital borrowed in years −2, −1, and 0 to build the plant. It was assumed the capital was borrowed in three instalments over these years of 50%, 30%, and 20% respectively. The original value of the capital with the added interest is the true value of the capital loan. Using the MS Excel function PMC, the annual repayment can be calculated by setting the length of time over which to repay and the interest rate. Interest is charged on the capital even during plant construction. For this work the length of time to repay was 10 years and the interest rate was set at 5%.
2.4. Net Present Value and Internal Rate of Return
The worth of money changes with time. The present value of cash is lower than the future value because money in the present is more valuable than in the future. The relationship is described in Equation (5) and converts the present value of money into the future value by applying a discount.
where PV is present value, FV is future value,
r is the discount or interest rate and
n is the number of years of investment.
The cash flow of a plant is the revenue minus the operating expenditure (OPEX) to generate that revenue. Values can be calculated for each year that the plant is projected to run. The present value cash flow can be converted to the future value and is known as the discounted cash flow (DCF) and accounts for the time value of money.
The net present value (
NPV) is defined as the cumulative DCF. Equation (5) can be used to calculate the
NPV whereby
Cf is the cash flow in any given year
n,
r is the discount or interest rate, and
TPL is the plant life.
The cash flow (
Cf) can be calculated as in Equation (6), where
R is revenue,
CAOC is annual operating cost, and
CACC is annual capital cost:
A positive NPV indicates a profitable venture, a zero NPV indicates the venture breaks even, and a negative NPV indicates a venture that produces a loss. The discount rate heavily impacts the NPV and is usually based on the rate of inflation. For the base case the discount rate is 12%.
In addition to the
NPV, a profitability analysis is essential to determine the feasibility of a project. The payback time and internal rate of return are common methods of determining project feasibility. The payback time is the number of operating years required to reach the financial breakeven point. The financial breakeven point occurs when the cumulative cash flow is zero. The discount rate that creates an
NPV value of zero at the end of a project is known as the internal rate of return (
IRR). The hurdle rate is the minimum
IRR that is required for investors to be willing to commit capital to a project. Usually, hurdle rates for energy generation technologies range between 6–16% [
35]. The Solver add-in in MS Excel was used to find the
IRR. Parameters describing the base scenario plant are recorded in
Table 4. No taxes or subsidies were included.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}