Key Parameters to Promote Granularization of Lath-Like Bainite/Martensite in FeNiC Alloys during Isothermal Holding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
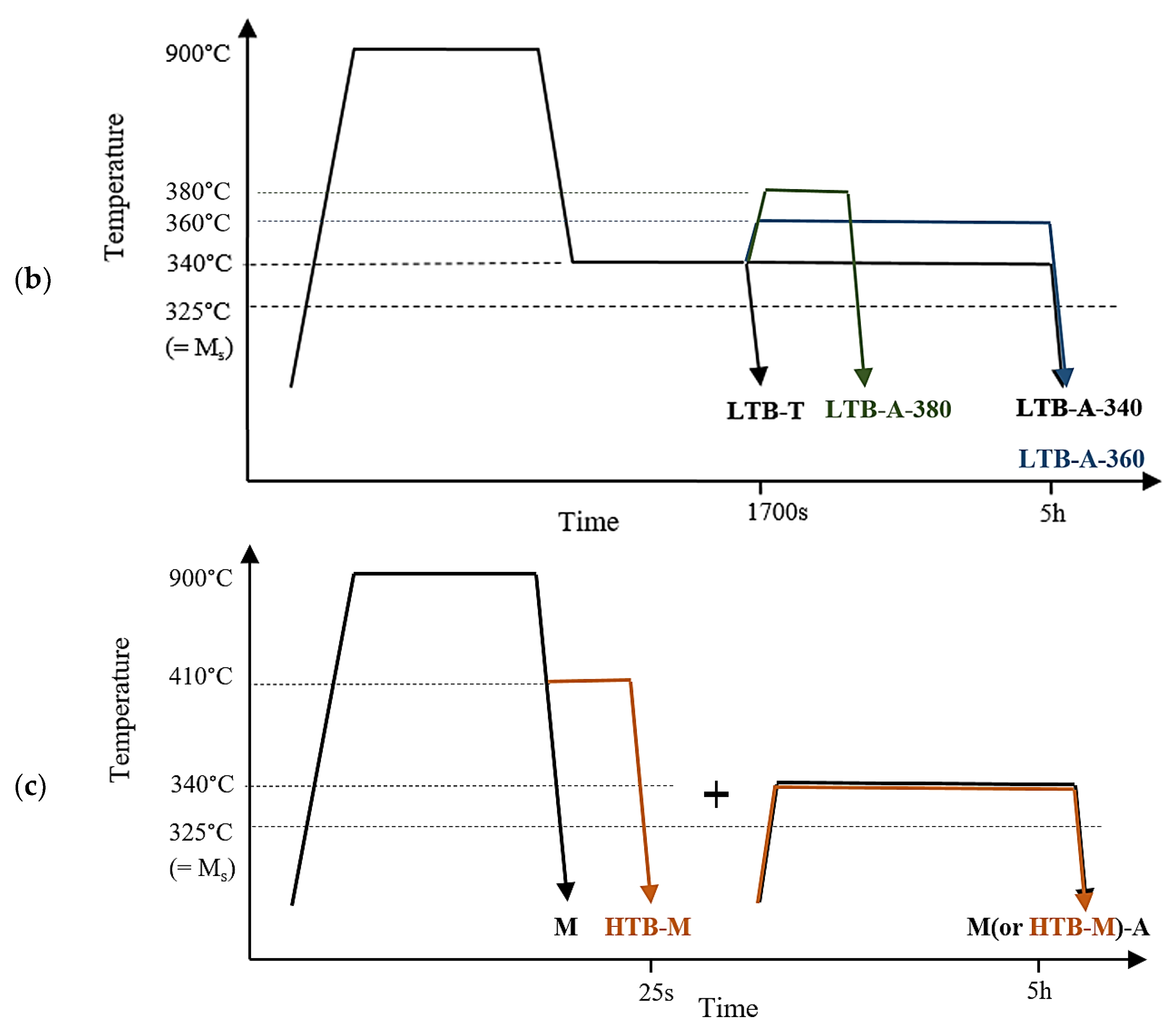
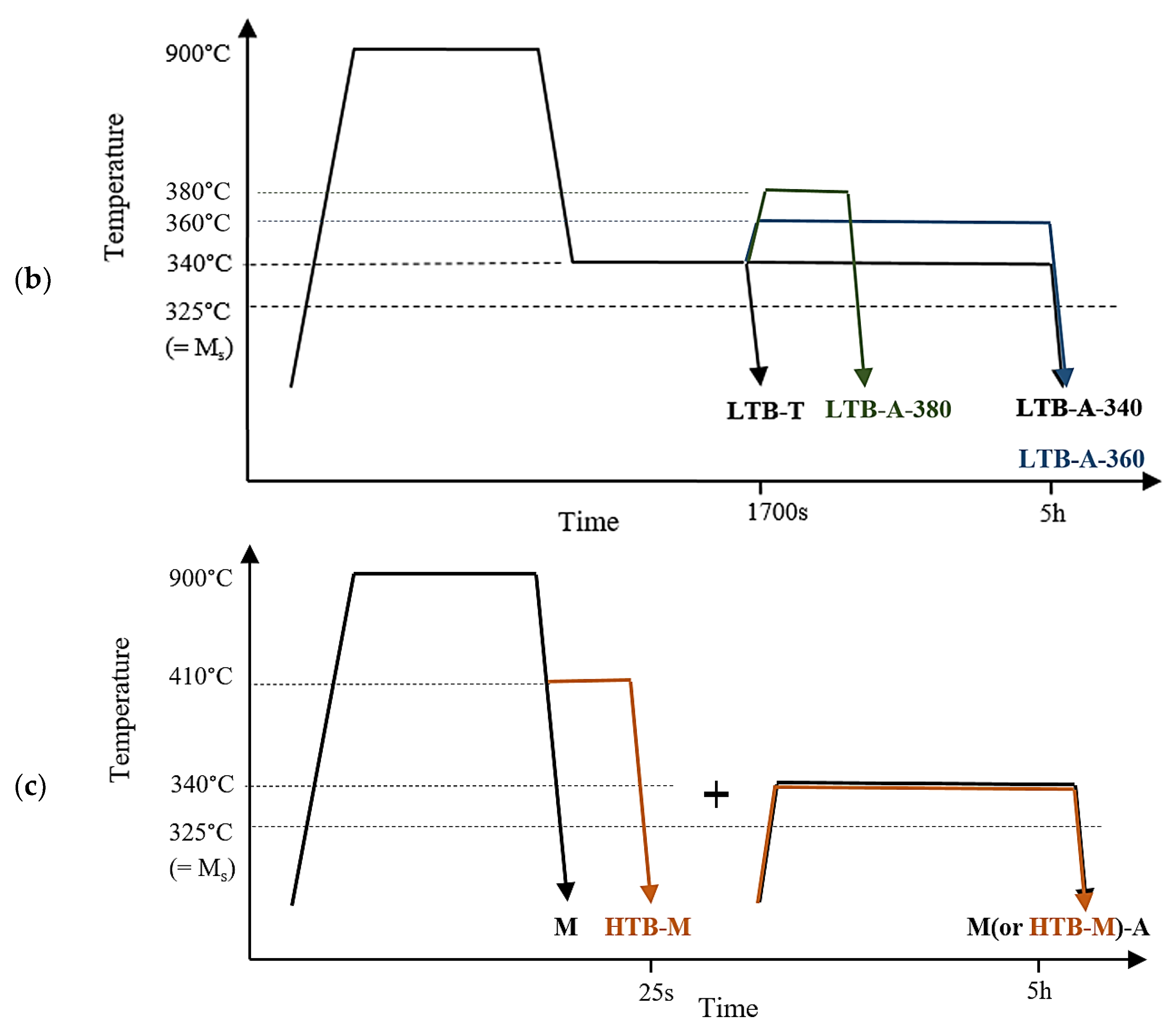
2.2. Controlled Heat Treatments
- -
- the transformation temperature in the case of bainite containing microstructures; and
- -
- room temperature for fully martensite microstructures.
2.2.1. High Temperature Bainite (HTB)
2.2.2. Low Temperature Bainite
2.2.3. Martensite-Based Microstructures
2.3. Microstructure and Microtexture Characterization
3. Results
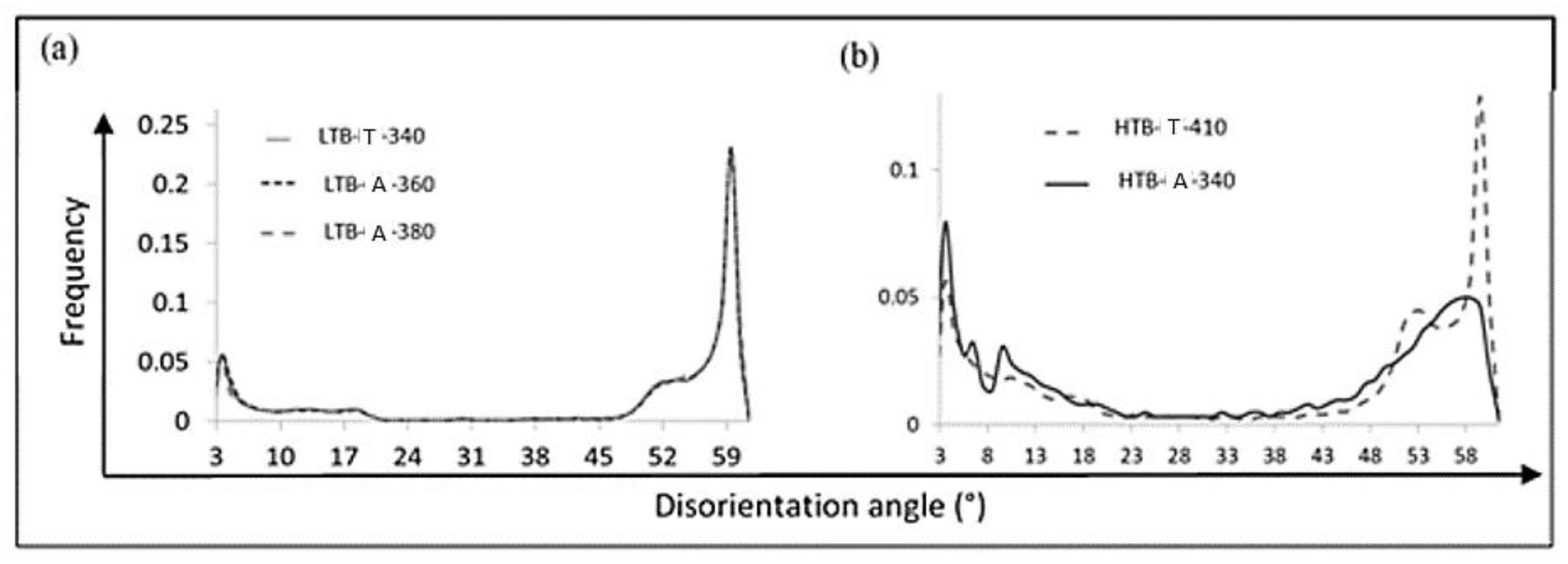
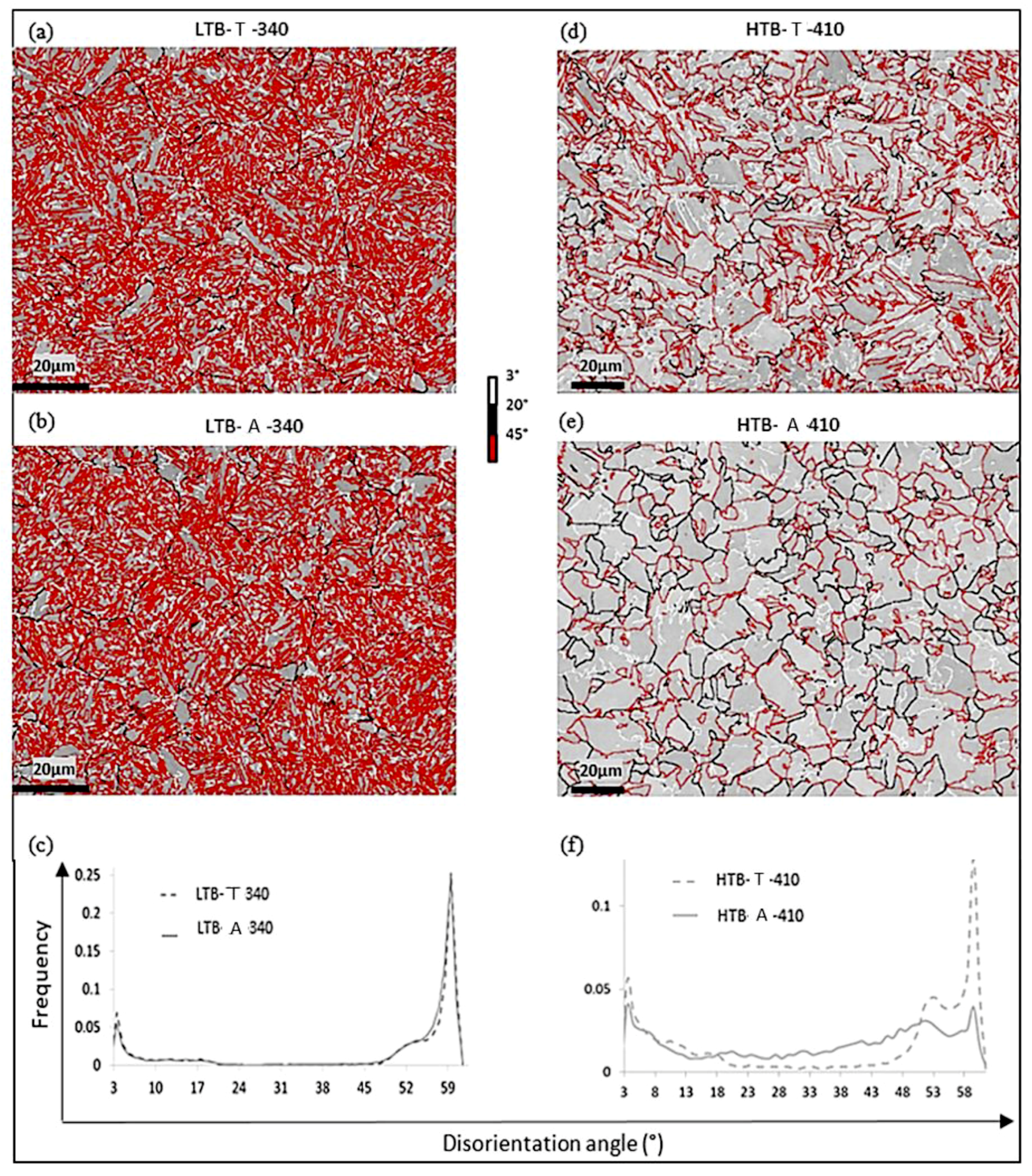
3.1. Evolution of Bainite Microstructures during Extended Isothermal Holding
3.2. Evolution of Martensite-Type Microstructures during Ageing
3.3. Influence of the Ageing Temperature on the Stability of As-Transformed Bainite Microstructures
4. Discussion
4.1. Key Role of the Initial Microstructure Regardless of the Ageing Temperature
- (1)
- Critical tempering conditions that degrade the steel mechanical properties are not valid for all steel compositions, particularly for FeNiC alloys.
- (2)
- Equivalent tempering parameters without considering the microstructure type seems not relevant.
4.2. Effect of the Steel Composition
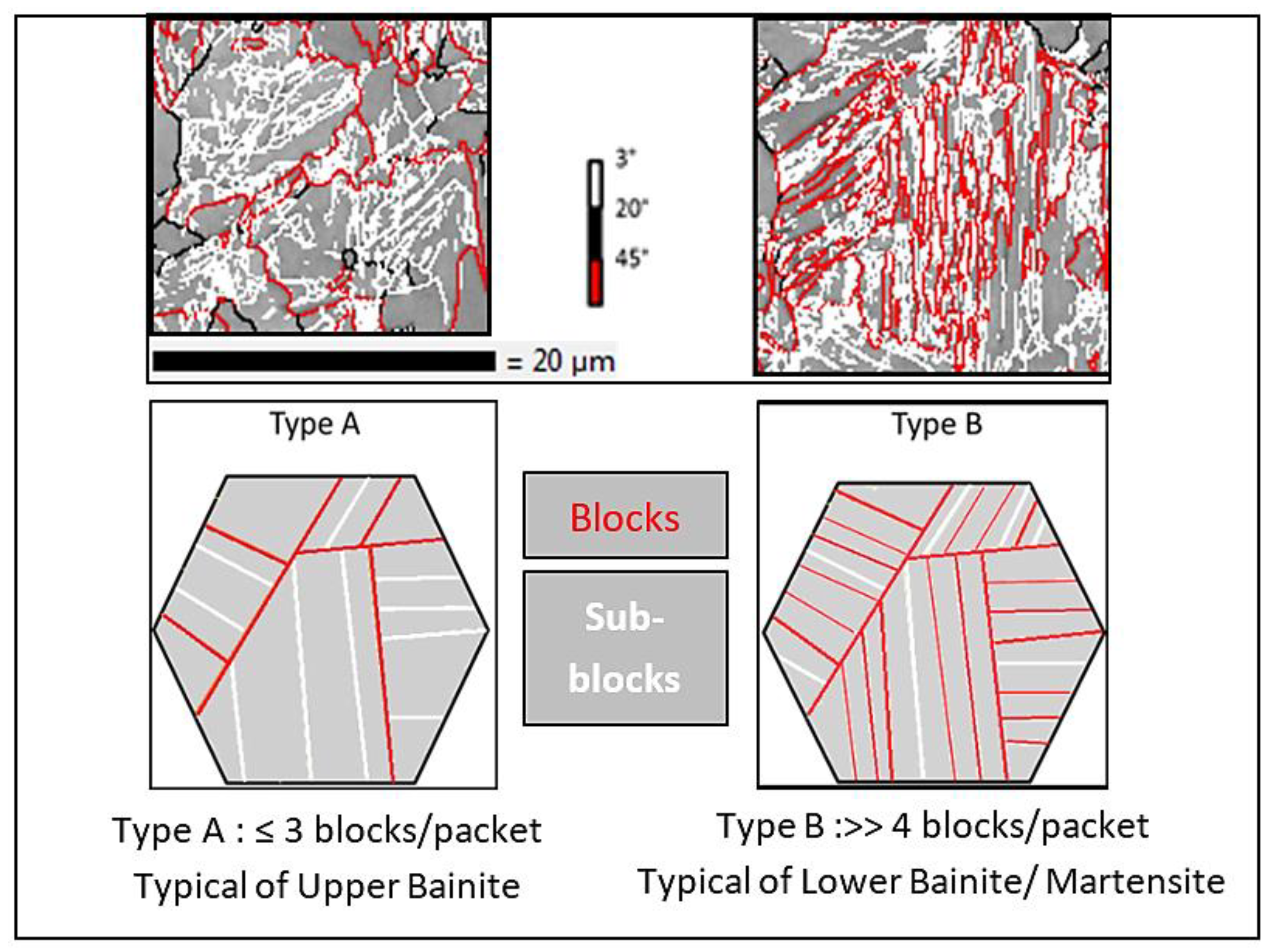
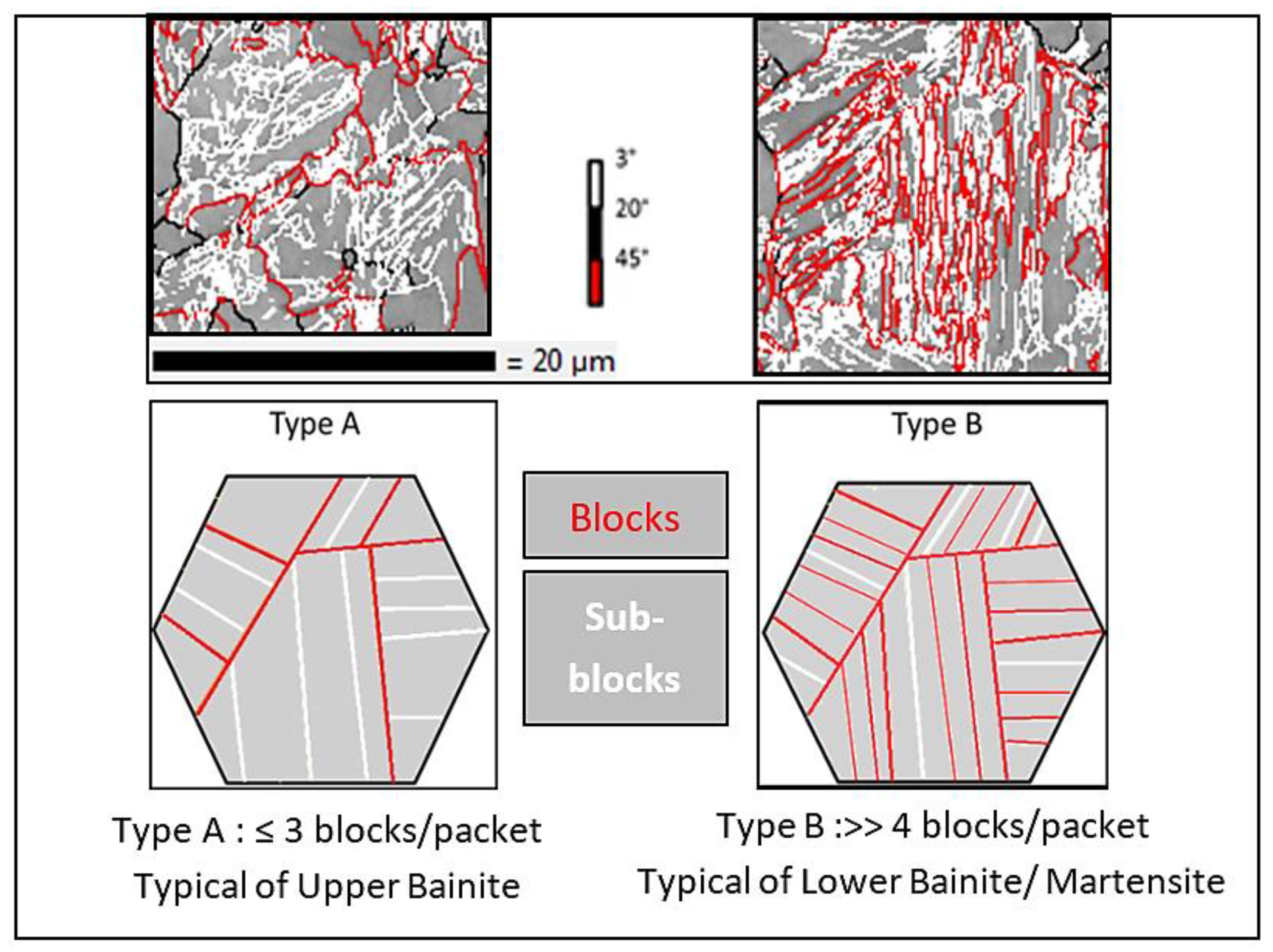
4.3. Granularization and Bainite Classifications
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mehl, R.F. Hardenability of Alloy Steels; ASM: Cleveland, OH, USA, 1939; pp. 1–54. [Google Scholar]
- Spanos, G.; Fang, H.S.; Aaronson, H.I. A mechanism for the formation of lower bainite. Metall. Trans. A 1990, 21, 1381–1390. [Google Scholar] [CrossRef]
- Ohmori, Y.; Ohtani, H.; Kunitake, T. The bainite in low carbon low alloy high strength steels. Trans. ISIJ 1971, 11, 250–259. [Google Scholar]
- Bramfitt, B.L. Speer, J.G. Perspective morphology of bainite. Metall. Trans. A 1990, 21, 817–829. [Google Scholar] [CrossRef]
- Zajac, S.S.; Schwinn, V.; Tacke, K.H. Characterisation and quantification of complex bainitic microstructures in high and ultra-high strength linepipe steels. Mater. Sci. Forum 2005, 500, 387–394. [Google Scholar] [CrossRef]
- Kelly, P.M.; Jostsons, A.; Blake, R.G. The orientation relationship between lath martensite and austenite in low carbon, low alloy steels. Acta Metall. Mater. 1990, 38, 1075–1081. [Google Scholar] [CrossRef]
- Bunge, H.J.; Weiss, W.; Klein, H.; Wcislak, L.; Garbed, U.; Richard Schneider, J. Orientation relationship of Widmannst ätten plates in an iron meteoritemeasured with high-energy synchrotron radiation. J. Appl. Crystall. 2003, 36, 137–140. [Google Scholar] [CrossRef]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]
- Bain, E.C.; Dunkirk, N.Y. The nature of martensite. Trans. AIME 1924, 70, 25–46. [Google Scholar]
- Kurdjumov, G.; Sachs, G. About the mechanism of steel hardening. ZeitschriftfürPhysik 1930, 64, 325–343. [Google Scholar]
- Nishiyama, Z. Mechanism of transformation from face-centred to body-centred cubic lattice. Sci. Rep. Tohoku Imp. Univ. Tokyo 1934, 23, 637–664. [Google Scholar]
- Greninger, A.B.; Troiano, A.R. The mechanism of martensite formation. Metals Trans. 1949, 185, 5–15. [Google Scholar] [CrossRef]
- Gourgues, A.F.; Flower, H.M.; Lindley, T.C. Electron backscattering diffraction study of acicular ferrite, bainite, and martensite steel microstructures. Mater. Sci. Technol. 2000, 16, 26–40. [Google Scholar]
- Furuhara, T.; Kawatab, H.; Morito, S.; Maki, T. Crystallography of upper bainite in Fe–Ni–C alloys. Mater. Sci. Eng. A 2006, 431, 228–236. [Google Scholar] [CrossRef]
- Takayama, N.; Miyamoto, G.; Furuhara, T. Effects of transformation temperature on variant pairing of bainitic ferrite in low carbon steel. Acta Mater. 2012, 60, 2387–2396. [Google Scholar] [CrossRef]
- Morito, S.; Tanaka, H.; Konishi, R.; Furuhara, T.; Maki, A.T. The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 2003, 51, 1789–1799. [Google Scholar] [CrossRef]
- Caballero, F.G.; Poplawsky, J.D.; Yen, H.W.; Rementeria, R.; Morales-Rivas, L.; Yang, J.R.; García-Mateo, C. Complex Nano-Scale Structures for Unprecedented Properties in Steels. Mater. Sci. Forum 2017, 879, 2401–2406. [Google Scholar] [CrossRef]
- Zhu, K.; Bouaziz, O.; Oberbillig, C.; Huang, M. An approach to define the effective lath size controlling yield strength of bainite. Mater. Sci. Eng. A 2010, 527, 6614–6619. [Google Scholar] [CrossRef]
- Bush, M.E.; Kelly, P.M. Strengthening mechanisms in bainitic steels. Acta Metall. 1971, 19, 1363–1371. [Google Scholar] [CrossRef]
- Bhadeshia, H. Bainite in Steels, 2nd ed.; IOM Communications: London, UK, 2001. [Google Scholar]
- Badinier, G.; Sinclair, C.W.; Allain, S.; Danoix, F.; Gouné, M. The Mechanisms of Transformation and Mechanical Behavior of Ferrous Martensite, Encyclopedia. In Reference Module in Materials Science and Materials Engineering; Elsevier: Dublin, Ireland, 2017. [Google Scholar]
- Ghosh, G.; Olson, G.B. Precipitation of paraequilibrium cementite: Experiments, and thermodynamic and kinetic modeling. Acta Mater. 2002, 50, 2099–2119. [Google Scholar] [CrossRef]
- Winchell, P.G.; Cohen, M. The strength of martensite. Trans. ASM 1962, 55, 347–361. [Google Scholar]
- Singh, S.B.; Bhadeshia, H.K.D.H. Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 1998, 245, 72–79. [Google Scholar] [CrossRef]
- Hollomon, J.H.; Jaffe, L.D. Time-Temperature Relations in Tempering Steel. Trans. TMS-AIME 1945, 162, 223–249. [Google Scholar]
- Virtanen, E.; Van Tyne, C.J.; Levy, B.S.; Brada, G. The tempering parameter for evaluating softening of hot and warm forging die steels. J. Mater. Processing Technol. 2013, 213, 1364–1369. [Google Scholar] [CrossRef]
- Enami, T.; Sato, S.; Tanaka, T.; Funakoshi, T. Effects of cooling rates and tempering conditions on the strength and toughness of Mn-Ni-Mo, Cr-Mo steel plates. Kawasaki Steel Giho 1974, 6, 145–161. [Google Scholar]
- Ben Haj Slama, M.; Gey, N.; Germain, L.; Hell, J.C.; Zhu, K.; Allain, S. Fast granularization of lath-like bainite in FeNiC alloys during isothermal holding at Ms + 20 K (+20° C). Metall. Mater. Trans. A 2016, 47, 15–18. [Google Scholar] [CrossRef]
- Bordín, S.F.; Limandri, S.; Ranalli, J.M.; Castellano, G. EBSD spatial resolution for detecting sigma phase in steels. Ultramicroscopy 2016, 171, 177–185. [Google Scholar] [CrossRef] [PubMed]
- Germain, L.; Gey, N.; Mercier, R.; Blaineau, P.; Humbert, M. An advanced approach to reconstructing parent orientation maps in the case of approximate orientation relations: Application to steels. Acta Mater. 2012, 60, 4551–4562. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Thermodynamic analysis of isothermal transformation diagrams. Metal Sci. 1982, 16, 159–166. [Google Scholar] [CrossRef]
- Hillert, M. Diffusion and Interface Control of Reactions in Alloys. Metall. Trans. A 1975, 6, 5–19. [Google Scholar] [CrossRef]
- Kashif Rehman, M.D.; Zurob, H.S. A novel Approach to model Static Recrystallization of Austenitre During Hot-Rolling of Nb Microalloyed Steel. Part I: Precipitate-Free Case. Metall. Mater. Trans. A 2013, 44, 1862–1871. [Google Scholar] [CrossRef]
- Hamada, J.; Enomoto, M.; Fujishiro, T.; Akatsuka, T. In-Situ Observation of the Growth of Massive Ferrite in Very Low-Carbon Fe-Mn and Ni Alloys. Metall. Mater. Trans. A 2014, 45, 3781–3789. [Google Scholar] [CrossRef]
- Uhm, S.; Moon, J.; Lee, C.; Yoon, J.; Lee, B. Prediction model for the austenite grain size in the coarse grained heat affected zone of Fe-C-Mn steels: Considering the effect of initial grain size on isothermal growth behavior. ISIJ Int. 2004, 44, 1230–1237. [Google Scholar] [CrossRef]
- Krauss, G.; Thompson, S.W. Ferritic microstructures in continuously cooled low-and ultralow-carbon steels. ISIJ Int. 1995, 35, 937–945. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Microstructure | Heat Treatment Temperature/Time | State | Hardness (HV) | HHJ | ||
|---|---|---|---|---|---|---|
| (a) | High Temperature Bainite | HTB-T | 410 °C/80 s | Transformed | 302 | 12.5 |
| HTB-A-410 | 410 °C/80 s + 410 °C/870 s | Aged | 242 | 13.3 | ||
| HTB-A-340 | 410 °C/80 s + 340 °C/870 s | Aged | 264 | 11.9 | ||
| (b) | Low Temperature Bainite | LTB-T | 340 °C/1700 s | Transformed | 347 | 12.0 |
| LTB-A-340 | 340 °C/80 s + 340 °C/5 h | Aged | 326 | 12.7 | ||
| LTB-A-360 | 340 °C/80 s + 360 °C/5 h | Aged | 315 | 13.1 | ||
| LTB-A-380 | 340 °C/80 s + 380 °C/1800 s | Aged | 320 | 12.9 | ||
| (c) | Martensite based microstructure | M | Quenching | Transformed | 520 | 0 |
| M-A | Quenching + 340 °C/5 h | Aged | 460 | 12.7 | ||
| HTB-M | 410 °C/25 s + Quenching | Transformed | 400 | - | ||
| HTB-M-A | 410 °C /25 s + Quenching + 340 °C/5 h | Aged | 352 | 12.7 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ben Haj Slama, M.; Gey, N.; Germain, L.; Zhu, K.; Allain, S. Key Parameters to Promote Granularization of Lath-Like Bainite/Martensite in FeNiC Alloys during Isothermal Holding. Materials 2018, 11, 1808. https://doi.org/10.3390/ma11101808
Ben Haj Slama M, Gey N, Germain L, Zhu K, Allain S. Key Parameters to Promote Granularization of Lath-Like Bainite/Martensite in FeNiC Alloys during Isothermal Holding. Materials. 2018; 11(10):1808. https://doi.org/10.3390/ma11101808
Chicago/Turabian StyleBen Haj Slama, Meriem, Nathalie Gey, Lionel Germain, Kangying Zhu, and Sébastien Allain. 2018. "Key Parameters to Promote Granularization of Lath-Like Bainite/Martensite in FeNiC Alloys during Isothermal Holding" Materials 11, no. 10: 1808. https://doi.org/10.3390/ma11101808