Surface Nanocrystallization and Amorphization of Dual-Phase TC11 Titanium Alloys under Laser Induced Ultrahigh Strain-Rate Plastic Deformation


Abstract
:1. Introduction
2. Experimental Procedures
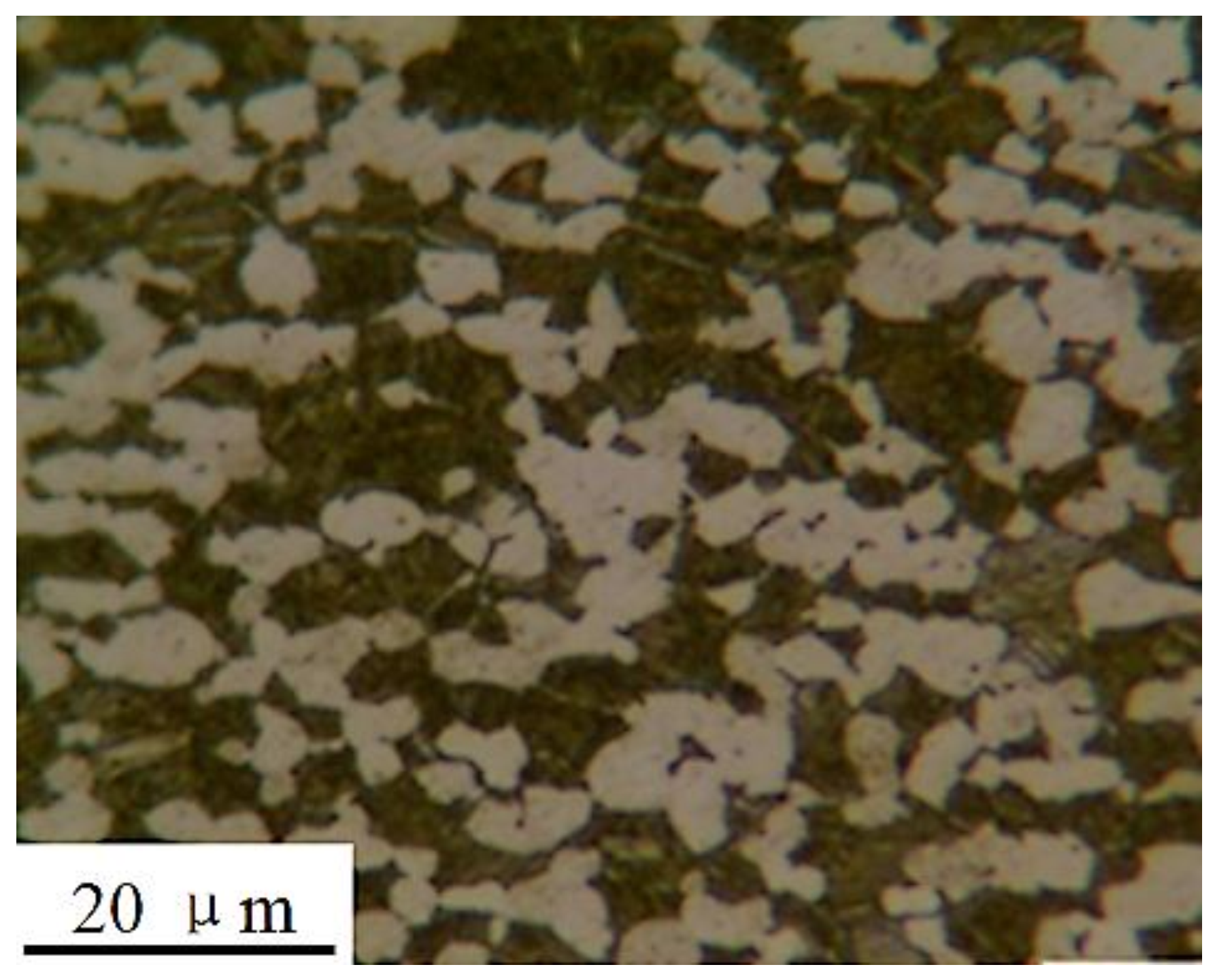
2.1. Materials
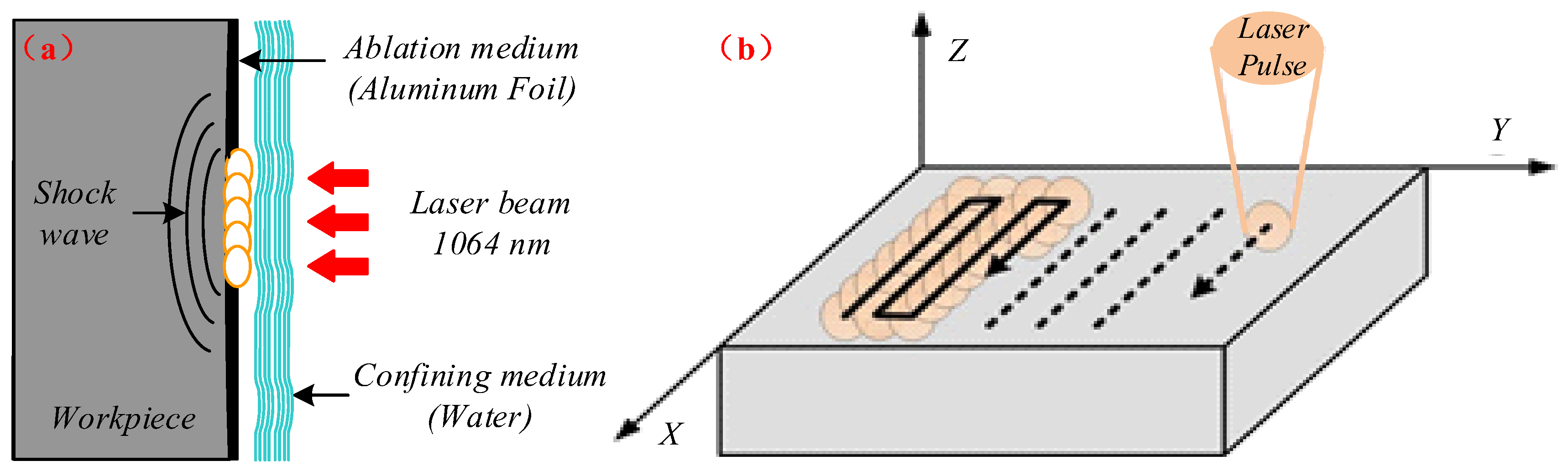
2.2. Principle and Experimental Procedure of LSP
2.3. Microstructural Observations
3. Results and Discussion
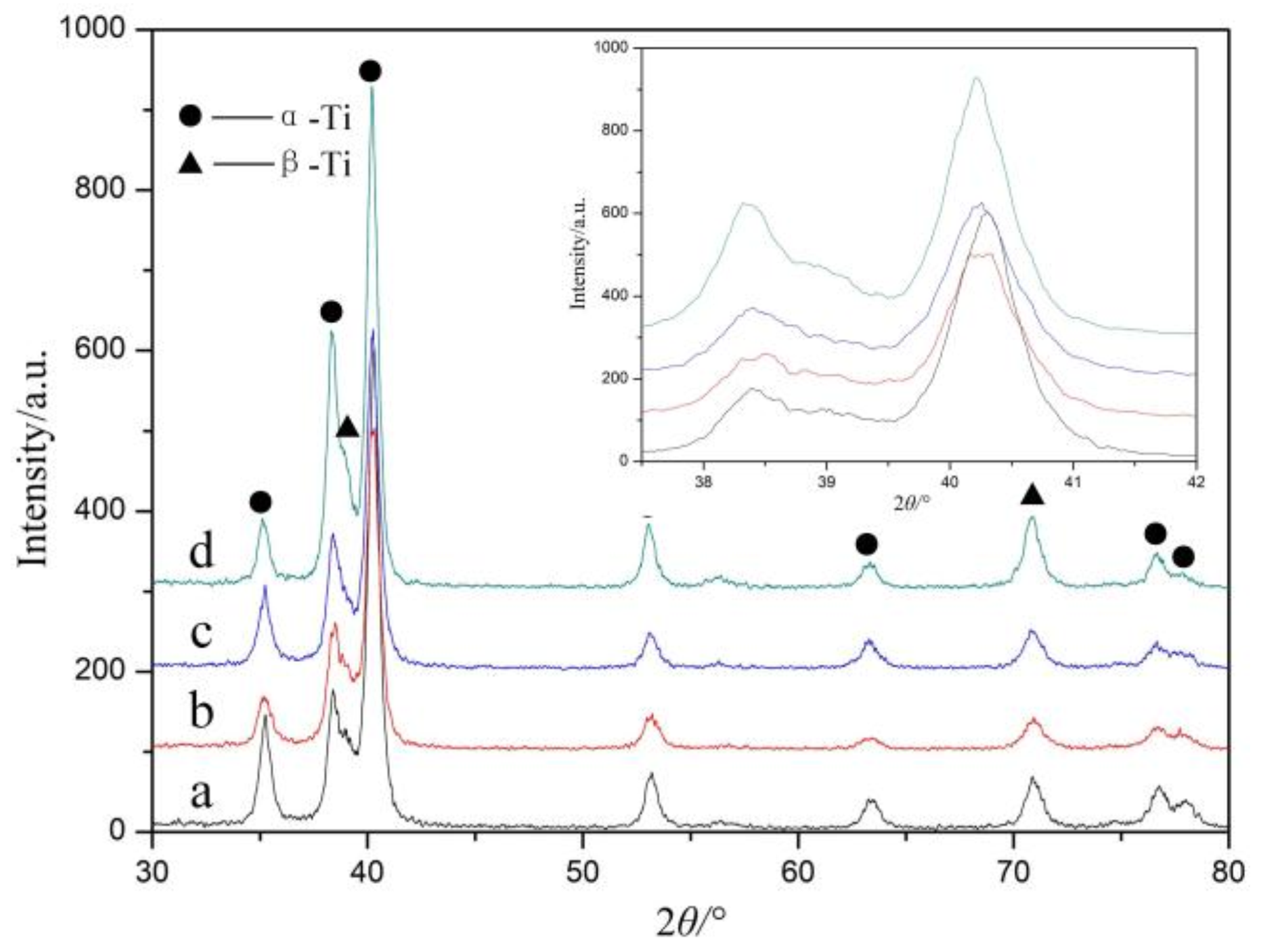
3.1. Microstructure Characterization on the Surface
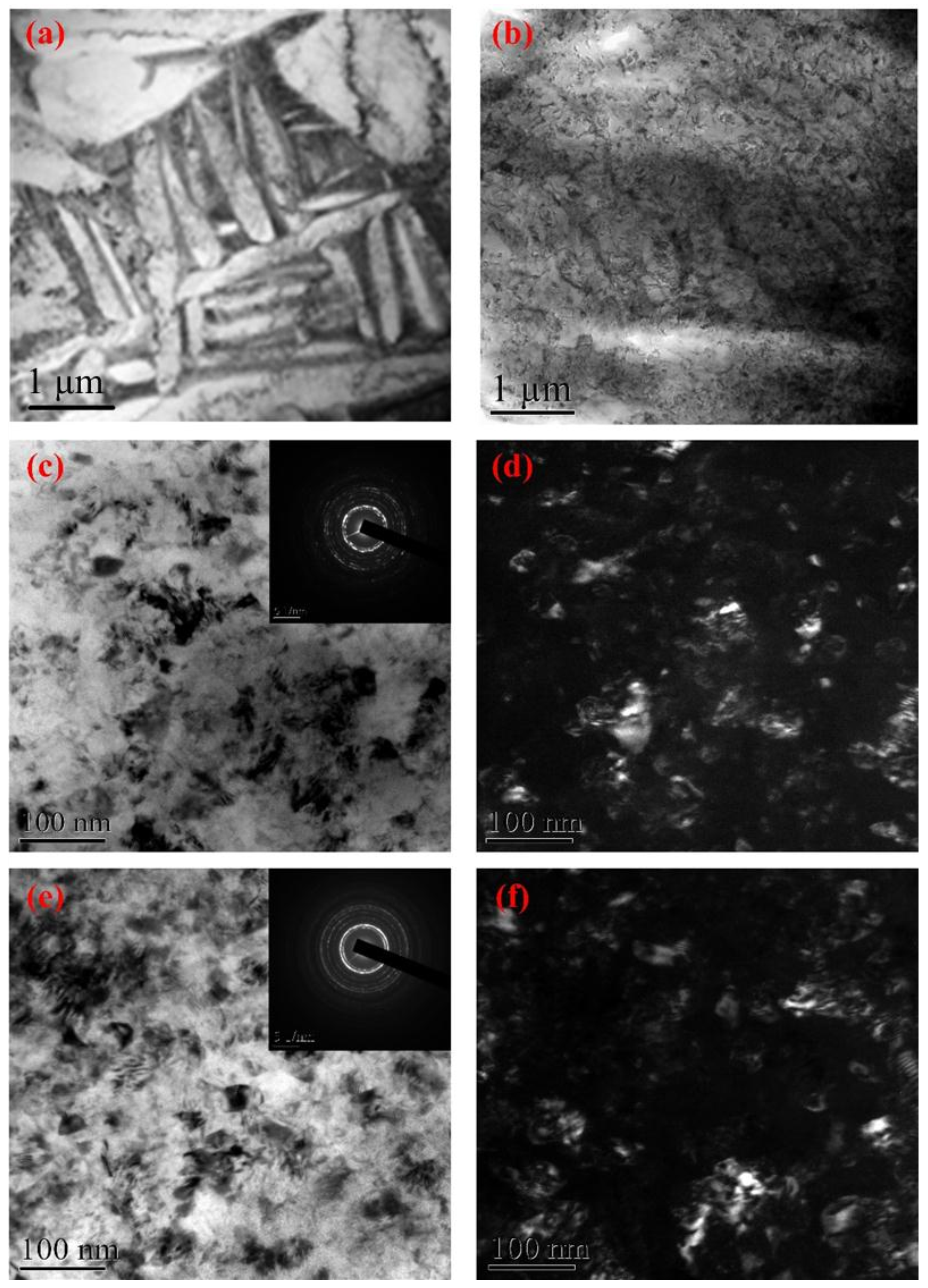
3.2. Surface Nanocrystallization
3.3. Mechanism of Laser-Induced Amorphization
3.4. Microhardness Distribution
4. Conclusions
- (1)
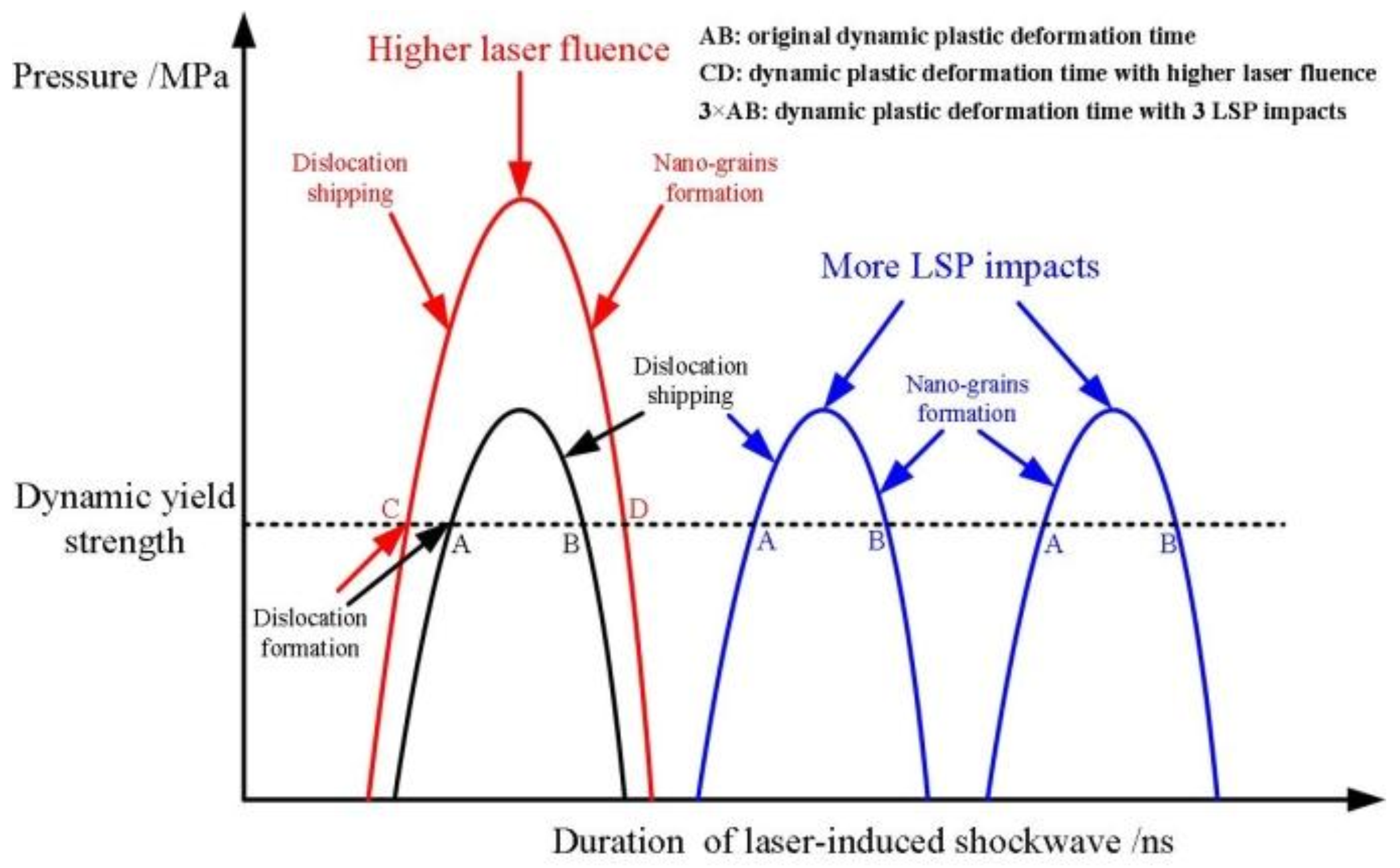
- Surface nanocrystallization was induced by LSP on the TC11 titanium alloy. In the LSP process, the dislocations were generated at the shock wavefront. They then developed into dislocation cells and finally formed the nano-grains by dislocation, slipping under the continuous shock wave, and dynamic recrystallization.
- (2)
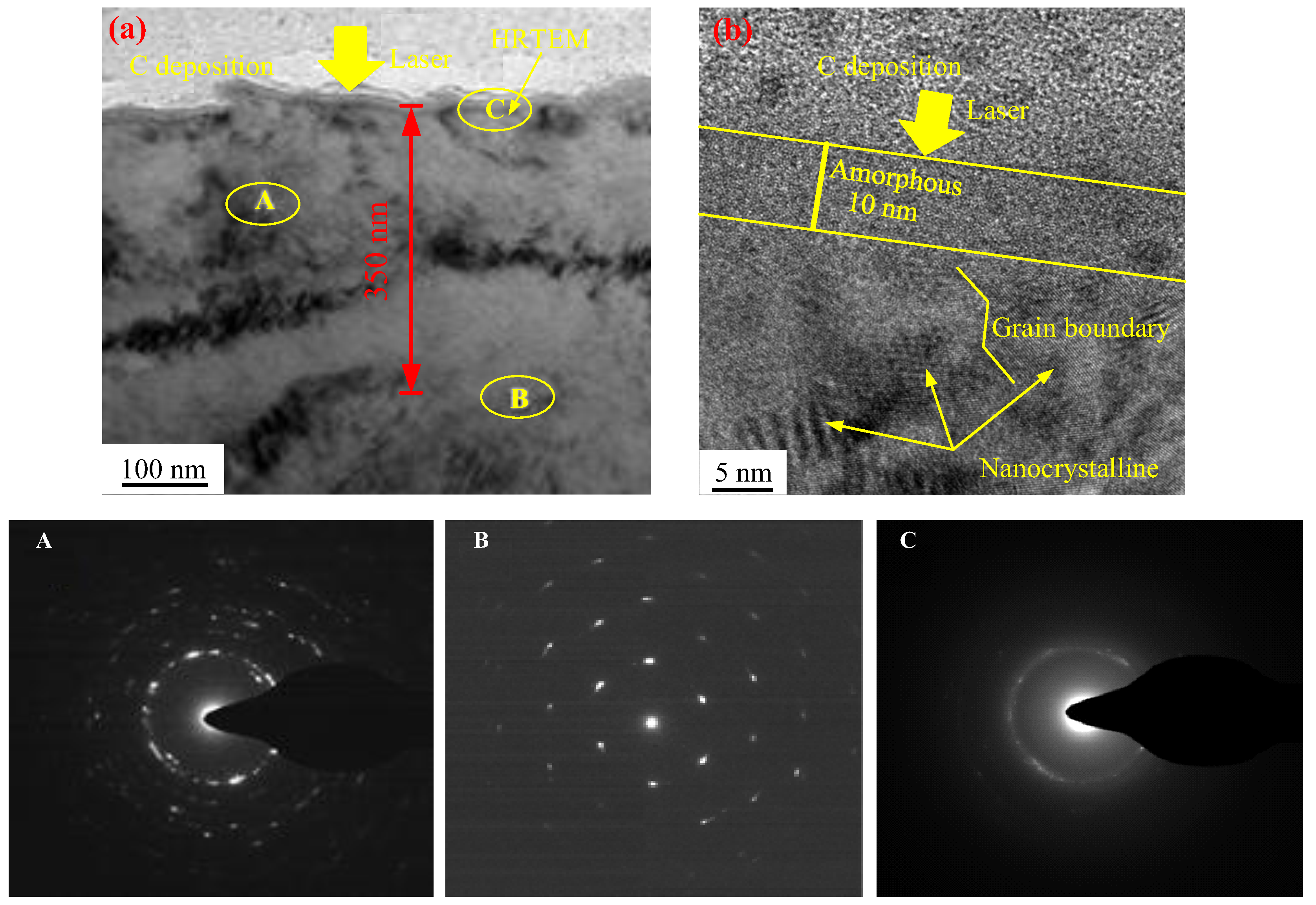
- More specially, an amorphous layer of about 10 nm thickness was generated on the top surface above the nanostructured layer. The local temperature rising during the LSP process resulted from the dynamic compression and ultrahigh strain-rate plastic deformation under the laser-induced high-pressure shock wave. The combined effect of the temperature rising to the melting point and the fast cooling caused the surface amorphization of the TC11 titanium alloy.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zabeen, S.; Preuss, M.; Withers, P.J. Evolution of a laser shock peened residual stress field locally with foreign object damage and subsequent fatigue crack growth. Acta Mater. 2015, 83, 216–226. [Google Scholar] [CrossRef]
- Liu, W.C.; Wu, G.H.; Zhai, C.Q.; Ding, W.J.; Korsunsky, A.M. Grain refinement and fatigue strengthening mechanisms in as-extruded Mg–6Zn–0.5Zr and Mg–10Gd–3Y–0.5Zr magnesium alloys by shot peening. Int. J. Plasticity 2013, 49, 16–35. [Google Scholar] [CrossRef]
- Wang, N.; Peña, L.V.W.; Wang, L.; Mellor, B.G.; Huang, Y. Experimental and Simulation Studies of Strength and Fracture Behaviors of Wind Turbine Bearing Steel Processed by High Pressure Torsion. Energies 2016, 9, 1033. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, Z.B.; Lu, K. Enhanced fatigue property by suppressing surface cracking in a gradient nanostructured bearing steel. Mater. Res. Lett. 2017, 5, 258–266. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Surface nanocrystallization (SNC) of metallic materials-presentation of the concept behind a new approach. J. Mater. Sci. Technol. 1999, 15, 193–197. [Google Scholar]
- Laleh, M.; Kargar, F. Effect of surface nanocrystallization on the microstructural and corrosion characteristics of AZ91D magnesium alloy. J. Alloys Compd. 2011, 509, 9150–9156. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375–377, 38–45. [Google Scholar] [CrossRef]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Sui, M.L.; Lu, J.; Lu, K. An investigation of surface nanocrystallozation mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Wang, K.; Tao, N.R.; Liu, G.; Lu, J.; Lu, K. Plastic strain-induced grain refinement at the nanometer scale in copper. Acta Mater. 2006, 54, 975–982. [Google Scholar] [CrossRef]
- Zhang, H.W.; Hei, Z.K.; Liu, G.; Lu, J.; Lu, K. Formation of nanostructured surface layer on AISI 304 stainless steel by means of surface mechanical attrition treatment. Acta Mater. 2003, 51, 1871–1881. [Google Scholar] [CrossRef]
- Zhang, L.; Lu, J.Z.; Zhang, Y.K.; Ma, H.L.; Luo, K.Y.; Dai, F.Z. Effects of laser shock processing on morphologies and mechanical properties of ANSI 304 stainless steel weldments subjected to cavitation erosion. Materials 2017, 10, 292. [Google Scholar] [CrossRef] [PubMed]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Ye, C.; Suslov, S.; Kim, B.J.; Stach, E.A.; Cheng, G.J. Fatigue performance improvement in AISI 4140 steel by dynamic strain aging and dynamic precipitation during warm laser shock peening. Acta Mater. 2011, 59, 1014–1025. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Sun, G.F.; Gu, Y.Y.; Zhou, J.Z.; Ren, X.D.; Zhang, X.C.; Zhang, L.F.; Chen, K.M.; et al. Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel. Acta Mater. 2010, 16, 5354–5362. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Cui, C.Y.; Sun, G.F.; Zhou, J.Z.; Zhang, L.; You, J.; Chen, K.M.; Zhong, J.W. Grain refinement of LY2 aluminum alloy induced by ultra-high plastic strain during multiple laser shock processing impacts. Acta Mater. 2010, 58, 3984–3994. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, L.J.; Sun, G.F.; Luo, K.Y.; Zhang, Y.K.; Cai, J.; Cui, C.Y.; Luo, X.M. Microstructural response and grain refinement mechanism of commercially pure titanium subjected to multiple laser shock peening impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Luo, S.H.; He, W.F.; Zhou, L.C.; Nie, X.F.; Li, Y.H. Aluminizing mechanism on a nickel-based alloy with surface nanostructure produced by laser shock peening and its effect on fatigue strength. Surf. Coat. Technol. 2018, 342, 29–36. [Google Scholar]
- Zhou, L.; He, W.F.; Wang, X.D.; Zhou, L.C.; Li, Q.P. Effect of laser shock processing on high cycle fatigue properties of 1Cr11Ni2W2MoV stainless steel. Rare Metal Mater. Eng. 2011, 40, 174–177. [Google Scholar]
- Zhou, L.C.; He, W.F.; Luo, S.H.; Long, C.B.; Wang, C.; Nie, X.F.; He, G.Y.; Shen, X.J.; Li, Y.H. Laser shock peening induced surface nanocrystallization and martensite transformation in austenitic stainless steel. J. Alloys Compd. 2016, 655, 66–70. [Google Scholar] [CrossRef]
- Zhou, L.C.; Li, Y.H.; He, W.F.; He, G.Y.; Nie, X.F.; Chen, D.L.; Lai, Z.L.; An, Z.B. Deforming TC6 titianium alloys at ultrahigh strain rates during multiple laser shock peening. Mater. Sci. Eng. A 2013, 578, 181–186. [Google Scholar] [CrossRef]
- Nie, X.F.; He, W.F.; Zhou, L.C.; Li, Q.P.; Wang, X.D. Experiment investigation of laser shock peening on TC6 titanium alloy to improve high cycle fatigue performance. Mater. Sci. Eng. A 2014, 594, 161–167. [Google Scholar] [CrossRef]
- Ren, X.D.; Zhou, W.F.; Liu, F.F.; Ren, Y.P.; Yuan, S.Q.; Ren, N.F.; Xu, S.D.; Yang, T. Microstructure evolution and grain refinement of Ti-6Al-4V alloy by laser shock processing. Appl. Surf. Sci. 2016, 363, 44–49. [Google Scholar] [CrossRef]
- Luo, S.H.; Nie, X.F.; Zhou, L.C.; You, X.; He, W.F.; Li, Y.H. Thermal stability of surface nanostructure produced by laser shock peening in a Ni-based superalloy. Surf. Coat. Technol. 2017, 311, 337–343. [Google Scholar]
- Li, Y.H.; Zhou, L.C.; He, W.F.; He, G.Y.; Wang, X.D.; Nie, X.F.; Wang, B.; Luo, S.H.; Li, Y.Q. The strengthening mechanism of a nickel-based alloy after laser shock processing at high temperatures. Sci. Technol. Adv. Mater. 2013, 14, 055010. [Google Scholar] [CrossRef] [PubMed]
- Luo, S.H.; Li, Y.H.; Zhou, L.C.; Nie, X.F.; He, G.Y.; Li, Y.Q.; He, W.F. Surface nanocrystallization of metallic alloys with different stacking fault energy induced by laser shock processing. Mater. Des. 2016, 104, 320–326. [Google Scholar]
- Lainé, S.J.; Knowles, K.M.; Doorbar, P.J.; Cutts, R.D.; Rugg, D. Microstructural characterisation of metallic shot peened and laser shock peened Ti–6Al–4V. Acta Mater. 2017, 123, 350–361. [Google Scholar] [CrossRef]
- Ye, C.; Suslov, S.; Fei, X.L.; Cheng, G.J. Bimodal nanocrystallization of NiTi shape memory alloy by laser shock peening and post-deformation annealing. Acta Mater. 2011, 59, 7219–7227. [Google Scholar] [CrossRef]
- Zhao, S.; Hahn, E.N.; Kad, B.; Remington, B.A.; Wehrenberg, C.E.; Bringa, E.M.; Meyers, M.A. Amorphization and nanocrystallization of silicon under shock compression. Acta Mater. 2016, 103, 519–533. [Google Scholar] [CrossRef]
- Nie, X.F.; He, W.F.; Zang, S.L.; Wang, X.D.; Zhao, J. Effect study and application to improve high cycle fatigue resistance of TC11 titanium alloy by laser shock peening with multiple impacts. Surf. Coat. Technol. 2014, 253, 68–75. [Google Scholar] [CrossRef]
- Meyers, M.A.; Subhash, G.; Kad, B.K.; Prasad, L. Evolution of microstructure and shear-band formation in α-hcp titanium. Mech. Mater. 1994, 17, 175–193. [Google Scholar] [CrossRef]
- Meyers, M.A.; Gregori, F.; Kad, B.K.; Schneider, M.S.; Kalantar, D.H.; Remington, B.A.; Ravichandran, G.; Boehly, T.; Wark, J.S. Laser-induced shock compression of monocrystalline copper: Characterization and analysis. Acta Mater. 2003, 51, 1211–1228. [Google Scholar] [CrossRef]
- Han, S.; Zhao, L.; Jiang, Q.; Lian, J.S. Deformation-induced localized solid-state amorphization in nanocrystalline nickel. Sci. Rep. 2012, 2, 493. [Google Scholar] [CrossRef] [PubMed]
- Enayati, M.H.; Mohamed, F.A. Application of mechanical alloying/milling for synthesis of nanocrystalline and amorphous materials. Int. Mater. Rev. 2014, 59, 394–416. [Google Scholar] [CrossRef]
- Wang, X.; Xi, W.G.; Wu, X.Q.; Wei, Y.P.; Huang, C.G. Microstructure and mechanical properties of an austenite NiTi shape memory alloy treated with laser induced shock. Mater. Sci. Eng. A 2013, 578, 1–5. [Google Scholar] [CrossRef]
- Meyers, M.A.; Xu, Y.B.; Xue, Q.; Pérez-Prado, M.T.; McNelley, T.R. Microstructural evolution in adiabatic shear localization in stainless steel. Acta Mater. 2003, 51, 1307–1325. [Google Scholar] [CrossRef]
- Zhao, S.T.; Kad, B.; Wehrenberg, C.E.; Remington, B.A.; Hahn, E.N.; More, K.L.; Meyers, M.A. Generating gradient germanium nanostructures by shock-induced amorphization and crystallization. Proc. Natl. Acad. Sci. USA 2017, 114, 9791–9796. [Google Scholar] [CrossRef] [PubMed]
- Peterlechner, M.; Waitz, T.; Karnthaler, H.P. Nanoscale amorphization of severely deformed NiTi shape memory alloys. Scripta Mater. 2009, 60, 1137–1140. [Google Scholar] [CrossRef]
- Worswick, M.J.; Qiang, N.; Niessen, P.; Pick, R.J. Shock Wave and High Strain Rate Phenomena in Materials; Marcel Dekker Inc.: New York, NY, USA, 1992. [Google Scholar]
- Liu, J.X.; Li, S.K.; Zhou, X.Q.; Zhang, Z.H.; Zheng, H.Y.; Wang, Y.C. Adiabatic shear banding in a tungsten heavy alloy processed by hot-hydrostatic extrusion and hot torsion. Scripta Mater. 2008, 59, 1271–1274. [Google Scholar] [CrossRef]
- Ding, K.; Ye, L. Laser Shock Peening Performance and Process Simulation; Woodhead: New York, NY, USA, 2006. [Google Scholar]
- Lesuer, D.R. Final Report: DOT/FAA/AR-00/25; US Department of Transportation, Federal Aviation Administration: Washington, WA, USA, 2000.
- Li, N.; Wang, Y.D.; Peng, R.L.; Sun, X.; Liaw, P.K.; Wu, G.L.; Wang, L.; Cai, H.N. Localized amorphism after high-strain-rate deformation in TWIP steel. Acta Mater. 2011, 59, 6369–6377. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scripta Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al | Mo | Cr | Zr | Si | Fe | Sn | Ti |
|---|---|---|---|---|---|---|---|---|
| Percentage (wt %) | 5.8–7.0 | 2.8–3.8 | – | 0.8–2.0 | 0.15–0.40 | 0.2–0.7 | – | Bal |
| Materials | Yield Strength σ0.2 (MPa) | Ultimate Tensile Strength σb (MPa) | Elongation Rate δ (%) |
|---|---|---|---|
| TC11 titanium alloy | 930 | 1030 | 9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, S.; Zhou, L.; Wang, X.; Cao, X.; Nie, X.; He, W. Surface Nanocrystallization and Amorphization of Dual-Phase TC11 Titanium Alloys under Laser Induced Ultrahigh Strain-Rate Plastic Deformation. Materials 2018, 11, 563. https://doi.org/10.3390/ma11040563
Luo S, Zhou L, Wang X, Cao X, Nie X, He W. Surface Nanocrystallization and Amorphization of Dual-Phase TC11 Titanium Alloys under Laser Induced Ultrahigh Strain-Rate Plastic Deformation. Materials. 2018; 11(4):563. https://doi.org/10.3390/ma11040563
Chicago/Turabian StyleLuo, Sihai, Liucheng Zhou, Xuede Wang, Xin Cao, Xiangfan Nie, and Weifeng He. 2018. "Surface Nanocrystallization and Amorphization of Dual-Phase TC11 Titanium Alloys under Laser Induced Ultrahigh Strain-Rate Plastic Deformation" Materials 11, no. 4: 563. https://doi.org/10.3390/ma11040563