Experimental Investigation on the Residual Stresses in a Thick Joint with a Partial Repair Weld Using Multiple-Cut Contour Method


Abstract
:1. Introduction
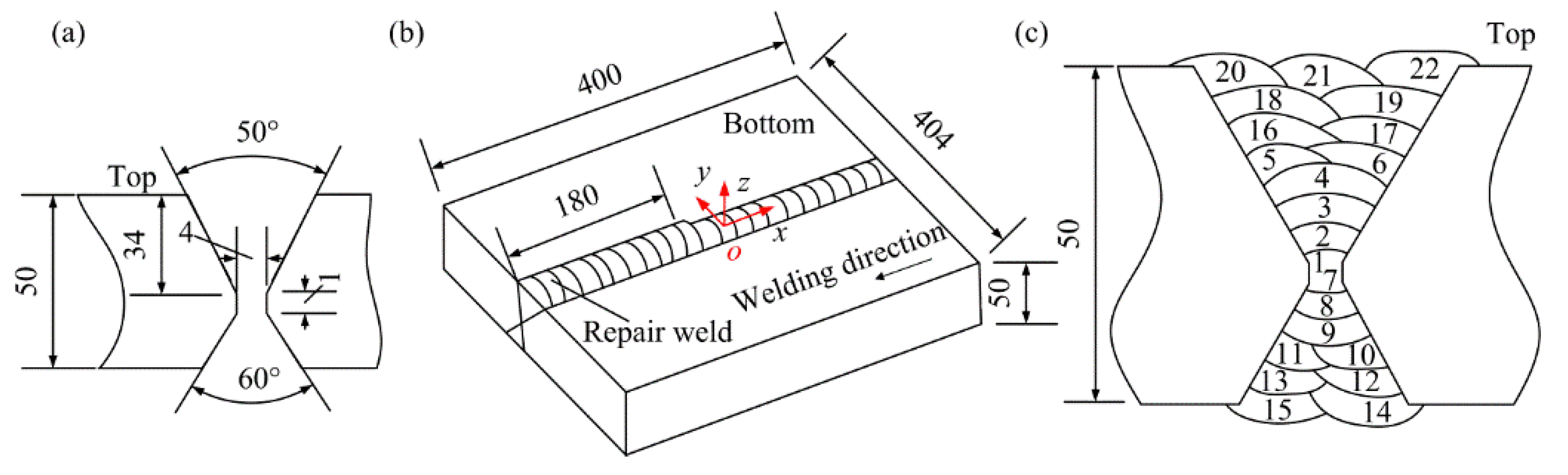
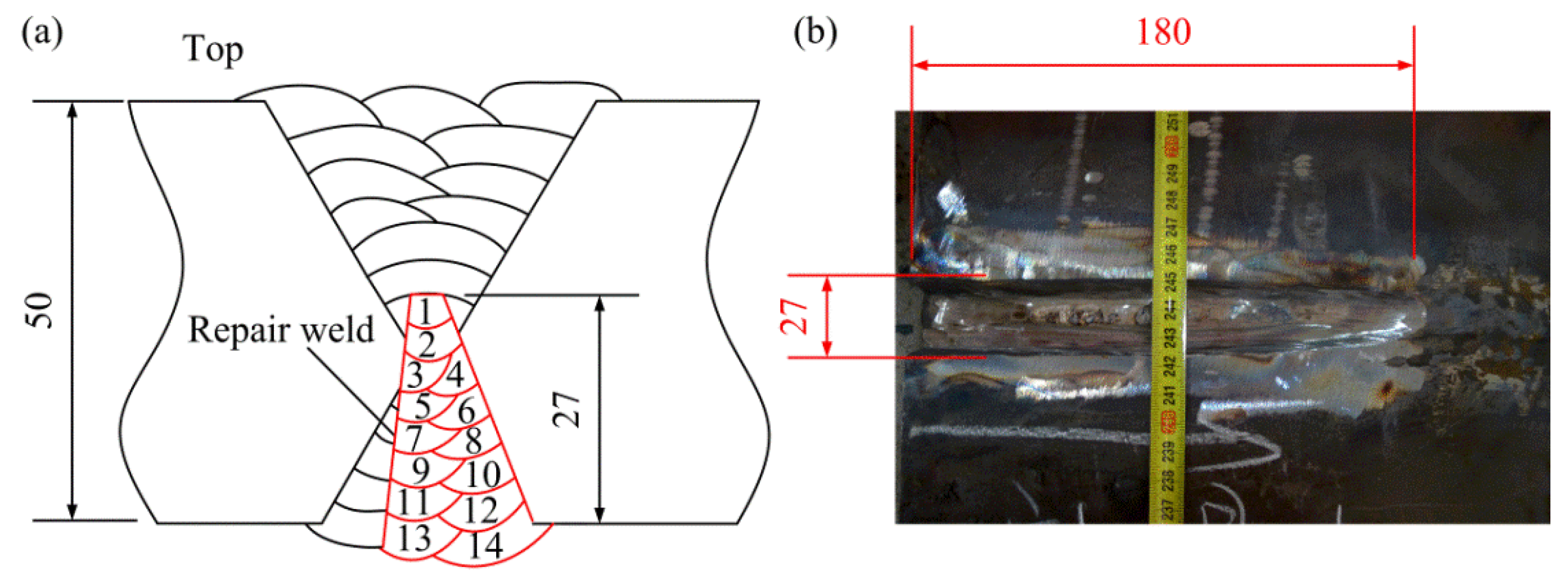
2. Welding Experiment
3. Stress Measurement
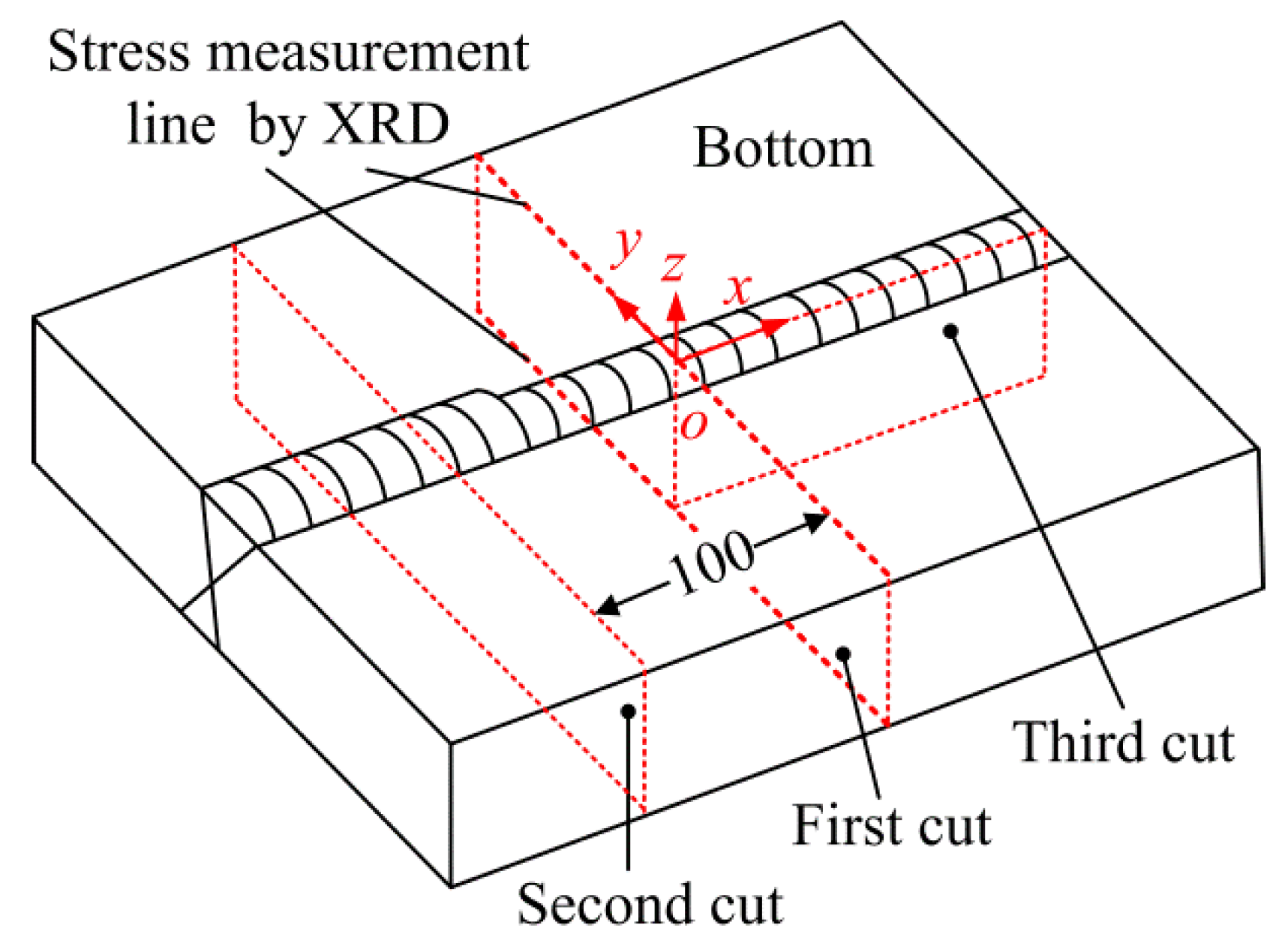
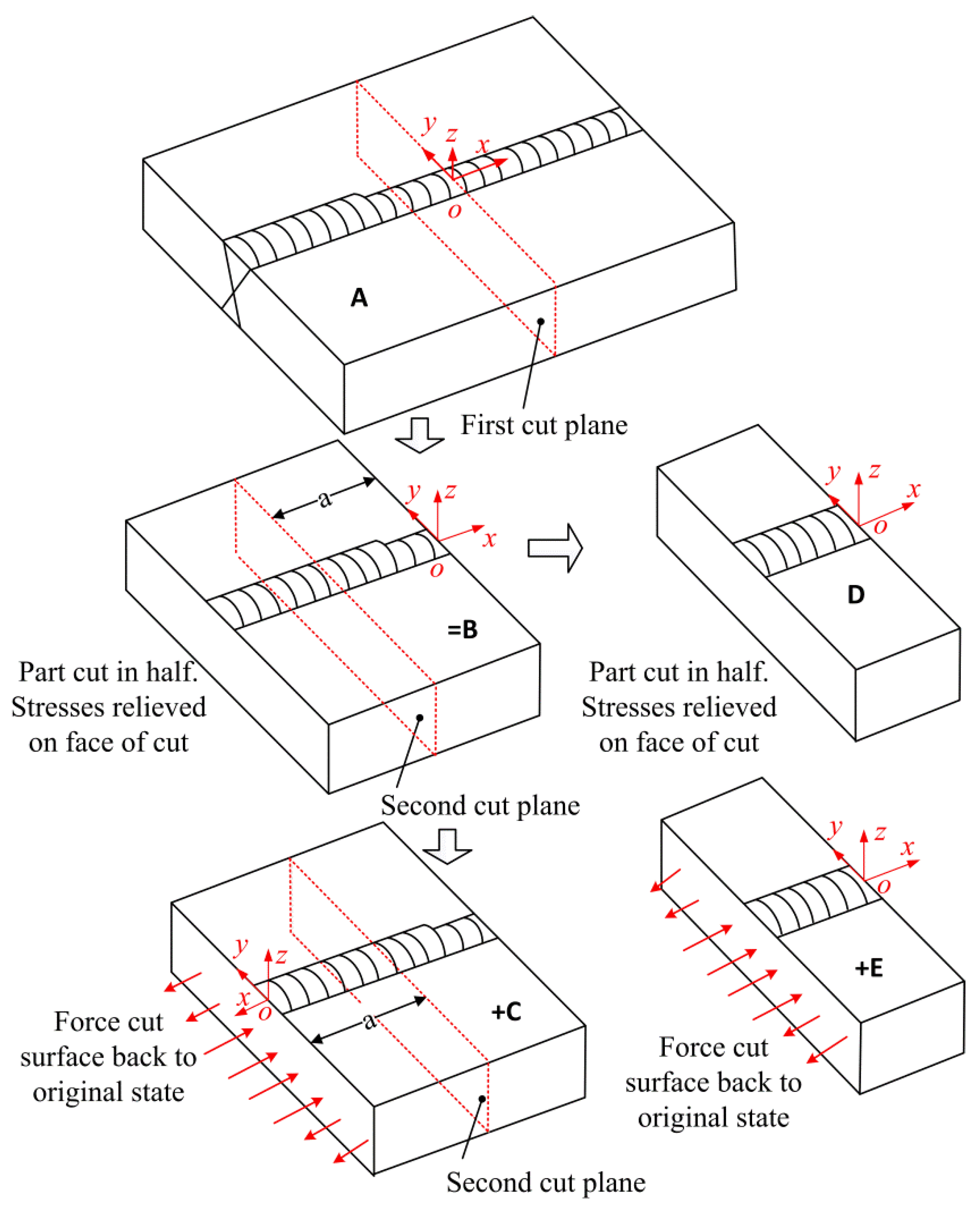
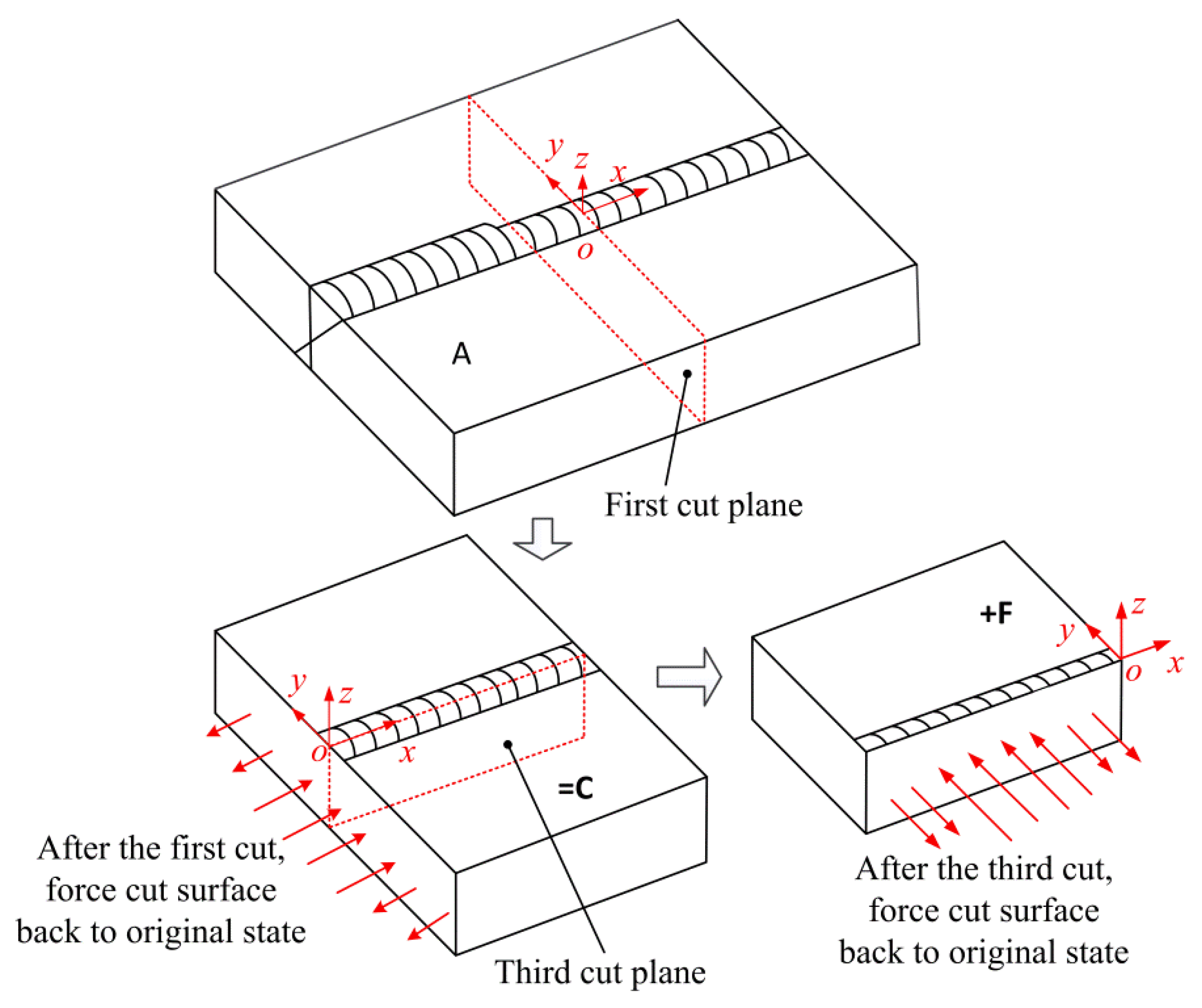
3.1. Three-Cut Contour Method
3.2. XRD Method
4. Results and Discussions
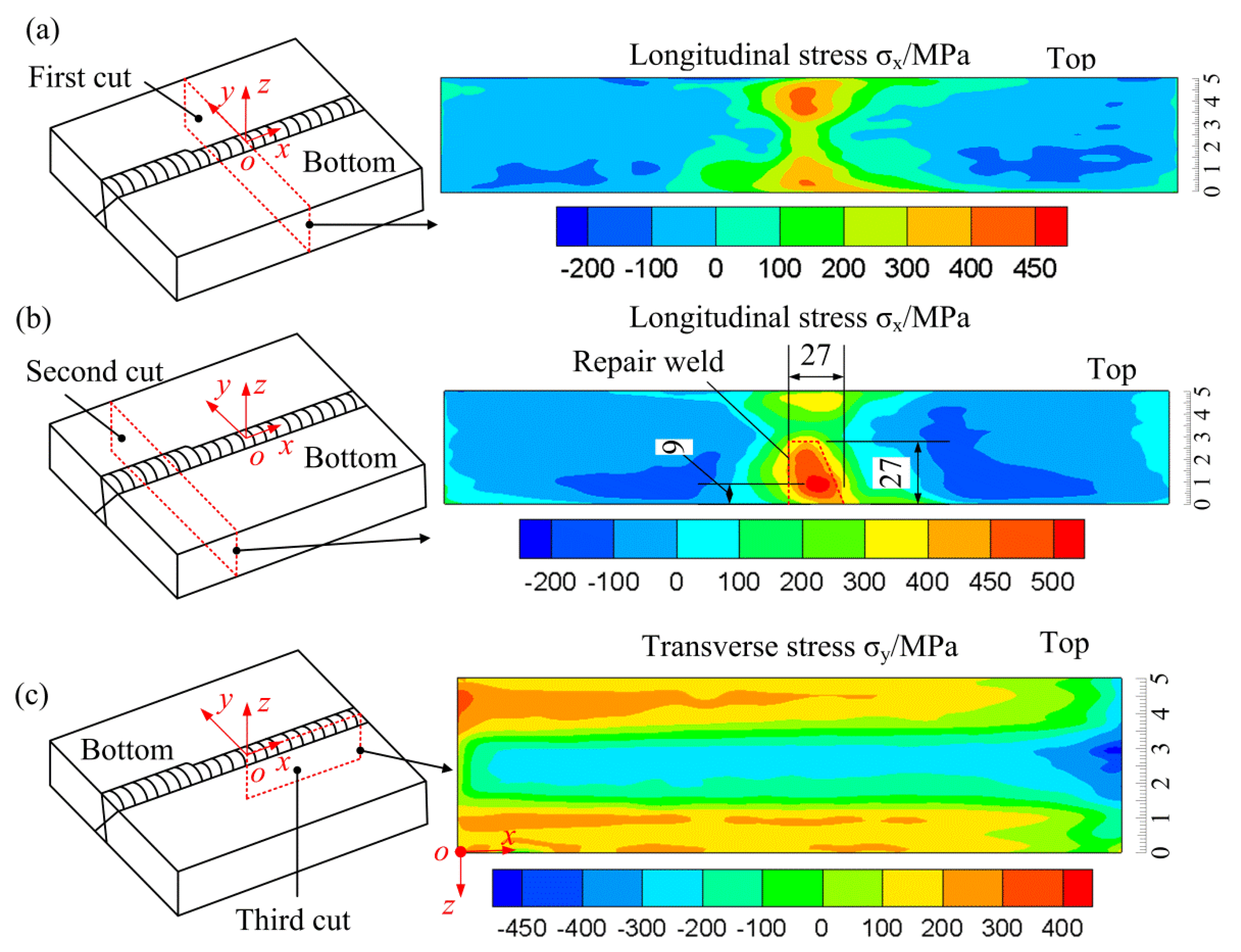
4.1. Measured Results by the Contour Method
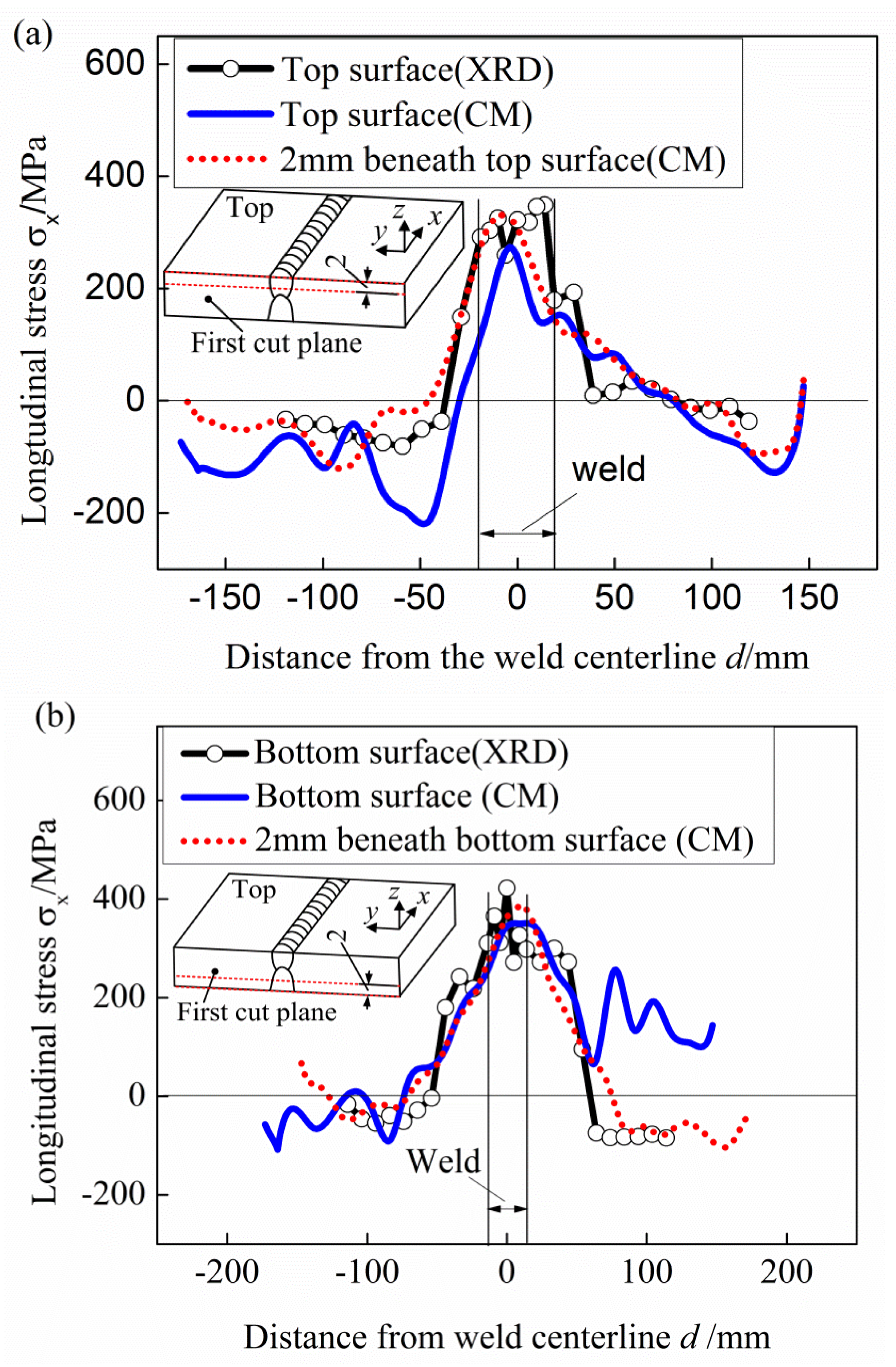
4.2. Comparison of the Results by the Contour Method and XRD Method
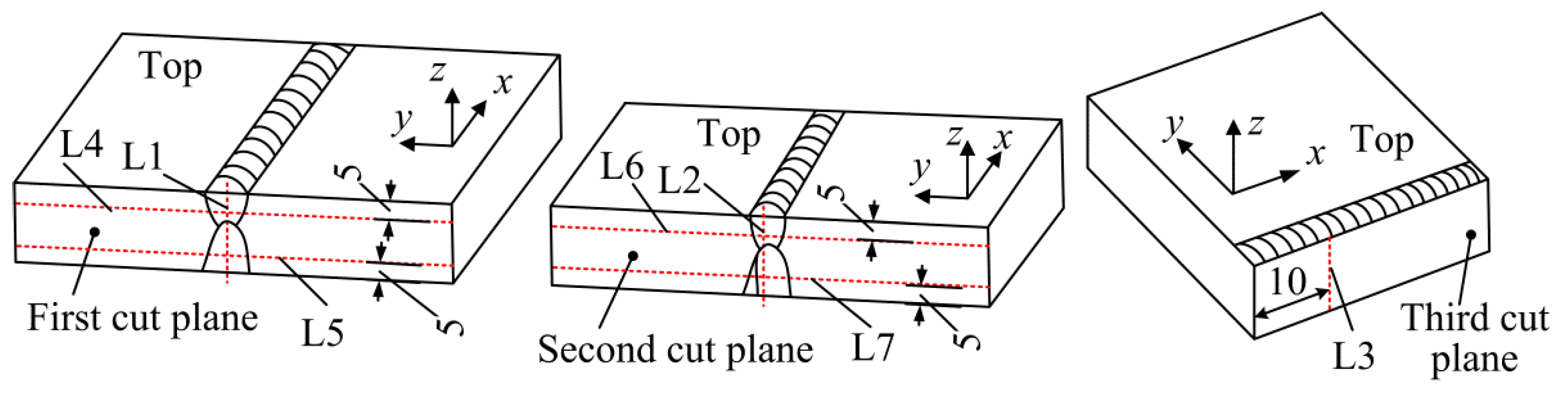
4.3. Stress Distribution at Different Locations
5. Conclusions
- (1)
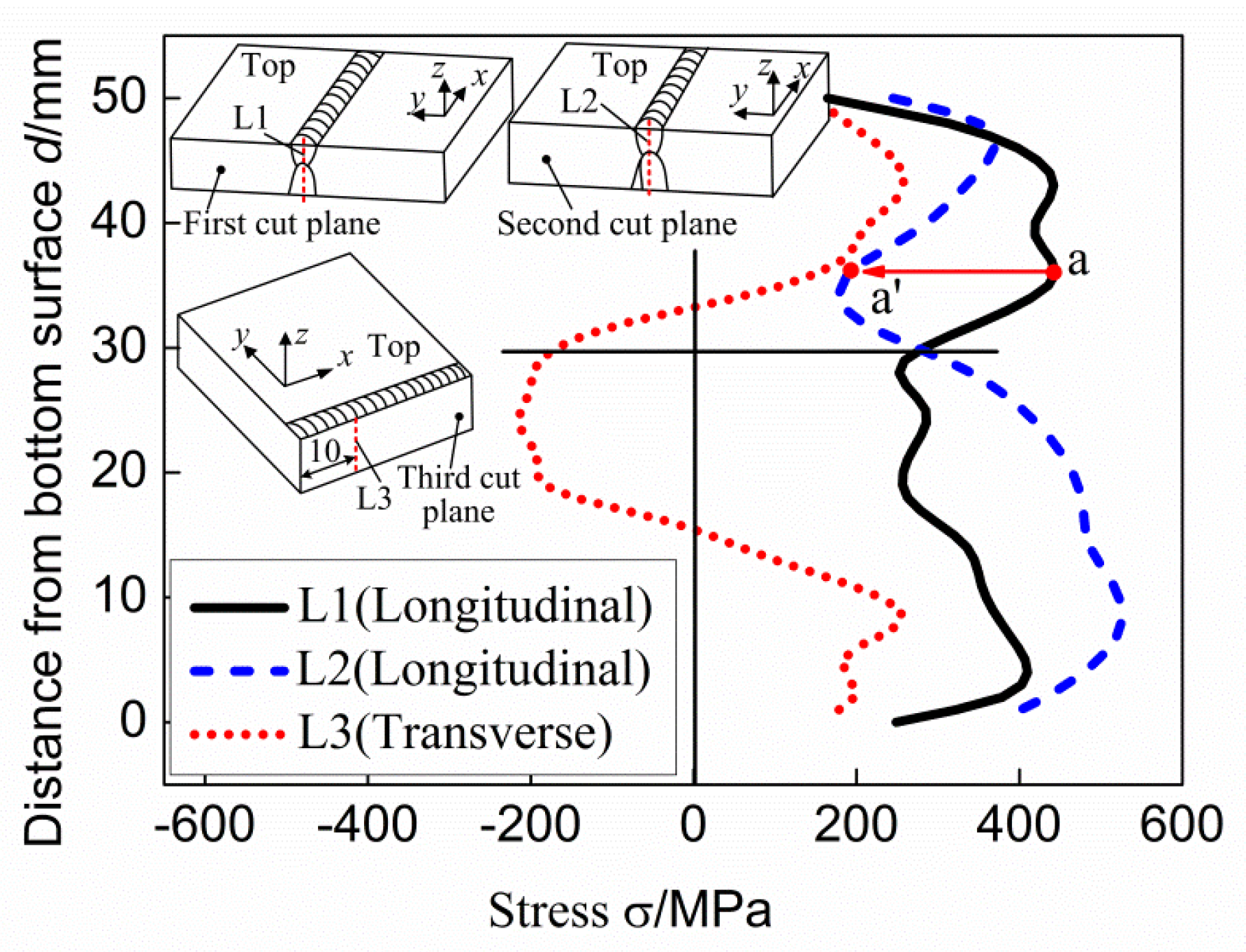
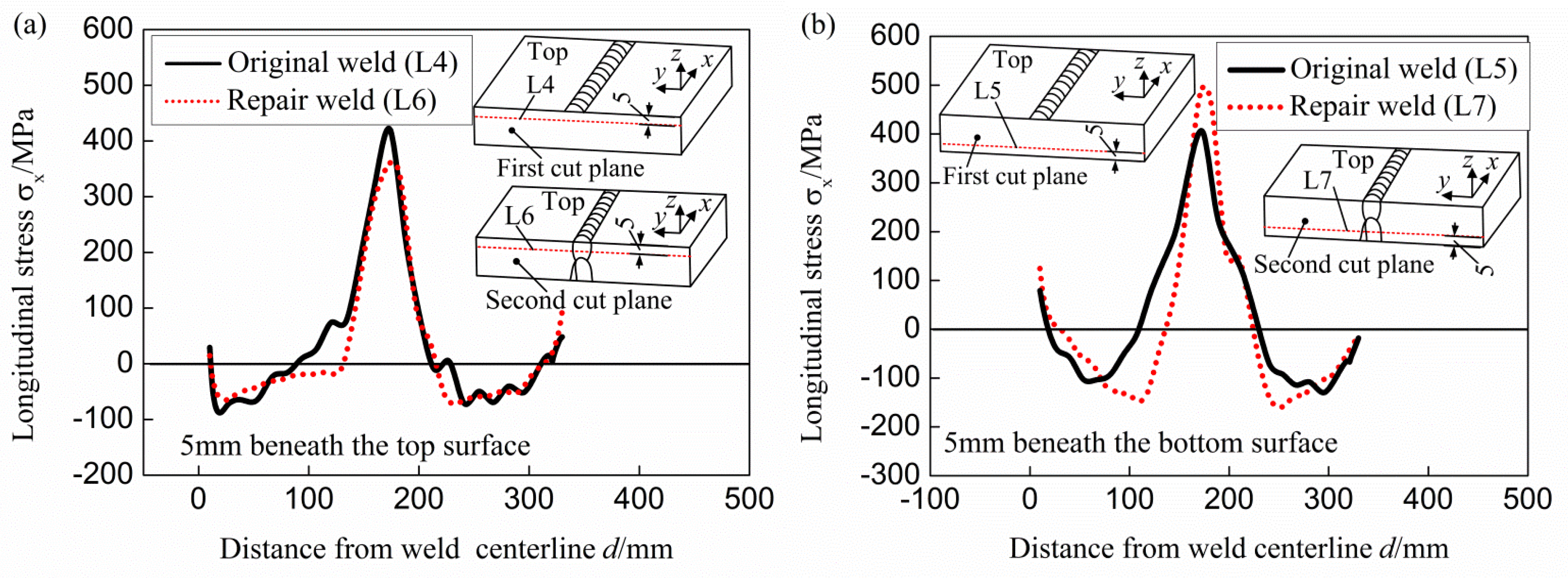
- The contour method with multiple cuts based on the superposition principle can be used to get stress distribution maps at different cut locations. The measured longitudinal stress through the CM along the lines with 2 mm distance beneath the top and bottom surfaces can be verified by the surface stress measured by XRD.
- (2)
- The partial repair weld has a great effect on the magnitude of as-welded longitudinal stress in the repair region and the region above the repair. Comparing with the stress in the original weld, the longitudinal stress increases significantly throughout the entire repair region and that decreases distinctly in the region above the repair weld due to the heat treatment effect.
- (3)
- The introduction of the repair weld raises the peak through-thickness longitudinal stress by about 115 MPa at the weld centerline in the present study, resulting in a peak tensile longitudinal stress close to the yield strength of weld material at room temperature. A maximum longitudinal stress reduction of about 260 MPa is induced by the repair weld in the region above the repair weld in the present study.
- (4)
- The introduction of partial repair weld does not affect the stress distribution trend in the original weld (whether it is beyond or above the repair weld), and it has slight effect on the tensile stress distribution width in the repair region.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Withers, P.J. Residual stress and its role in failure. Rep. Prog. Phys. 2007, 70, 2211–2264. [Google Scholar] [CrossRef]
- Dong, P.; Zhang, J.; Bouchard, P.J. Effects of repair weld length on residual stress distribution. J. Press. Vessel. Technol. 2002, 124, 74–80. [Google Scholar] [CrossRef]
- Dong, P.; Hong, J.K.; Bouchard, P.J. Analysis of residual stresses at weld repairs. Int. J. Press. Vessel. Pip. 2005, 82, 258–269. [Google Scholar] [CrossRef]
- Song, S.; Dong, P. Residual stresses at weld repairs and effects of repair geometry. Sci. Technol. Weld. Join. 2017, 22, 265–277. [Google Scholar] [CrossRef]
- Zeinoddini, M.; Arnavaz, S.; Zandi, A.P.; Vaghasloo, Y.A. Repair welding influence on offshore pipelines residual stress fields: An experimental study. J. Constr. Steel Res. 2013, 86, 31–41. [Google Scholar] [CrossRef]
- Veiga, C.; Loureiro, A.; Dias, A. Residual stress evolution in repair welds. Strain 2003, 39, 57–63. [Google Scholar] [CrossRef]
- George, D.; Smith, D.J. Through thickness measurement of residual stresses in a stainless steel cylinder containing shallow and deep weld repairs. Int. J. Press. Vessel. Pip. 2005, 82, 279–287. [Google Scholar] [CrossRef]
- Bouchard, P.J.; George, D.; Santisteban, J.R.; Bruno, G.; Dutta, M.; Edwards, L.; Kingston, E.; Smith, D.J. Measurement of the residual stresses in a stainless steel pipe girth weld containing long and short repairs. Int. J. Press. Vessel. Pip. 2005, 82, 299–310. [Google Scholar] [CrossRef]
- Muránsky, O.; Hosseinzadeh, F.; Hamelin, C.J.; Traore, Y.; Bendeich, P.J. Investigating optimal cutting configurations for the contour method of weld residual stress measurement. Int. J. Press. Vessel. Pip. 2017, in press. [Google Scholar] [CrossRef]
- Prime, M.B. Cross-sectional mapping of residual stresses by measuring the surface contour after a cut. J. Eng. Mater. Technol. 2001, 123, 162–168. [Google Scholar] [CrossRef]
- Liu, C.; Chen, D.J.; Hill, M.R.; Tran, M.N.; Zou, J.S. Effects of ultrasonic impact treatment on weld microstructure, hardness, and residual stress. Mater. Sci. Technol. 2017, 33, 1601–1609. [Google Scholar] [CrossRef]
- Zhang, Y.; Ganguly, S.; Edwards, L.; Fitzpatrick, M.E. Cross-sectional mapping of residual stresses in a VPPA weld using the contour method. Acta Mater. 2004, 52, 5225–5232. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, H.Y.; Dong, C.L. Internal residual stress measurement on inertia friction welding of nickel-based superalloy. Sci. Technol. Weld. Join. 2014, 19, 408–415. [Google Scholar] [CrossRef]
- Richter-Trummer, V.; Suzano, E.; Beltrão, M.; Roos, A.; dos Santos, J.F.; de Castro, P.M.S.T. Influence of the FSW clamping force on the final distortion and residual stress field. Mater. Sci. Eng. A 2012, 538, 81–88. [Google Scholar] [CrossRef]
- Sun, T.Z.; Roy, M.J.; Strong, D.; Withers, P.J.; Prangnell, P.B. Comparison of residual stress distributions in conventional and stationary shoulder high-strength aluminum alloy friction stir welds. J. Mater. Process. Technol. 2017, 242, 92–100. [Google Scholar] [CrossRef]
- Smith, M.; Levesque, J.-B.; Bichler, L.; Sediako, D.; Gholipour, J.; Wanjara, P. Residual stress analysis in linear friction welded in-service Inconel 718 superalloy via neutron diffraction and contour method approaches. Mater. Sci. Eng. A 2017, 691, 168–179. [Google Scholar] [CrossRef]
- Xie, P.; Zhao, H.; Wu, B.; Gong, S. Evaluation of residual stresses relaxation by post weld heat treatment using contour method and X-ray diffraction method. Exp. Mech. 2015, 55, 1329–1337. [Google Scholar] [CrossRef]
- Frankel, P.; Preuss, M.; Steuwer, A.; Withers, P.J.; Bray, S. Comparison of residual stresses in Ti-6Al-4V and Ti- 6Al-2Sn-4Zr-2Mo linear friction welds. Mater. Sci. Technol. 2009, 25, 640–650. [Google Scholar] [CrossRef]
- Braga, D.F.O.; Coules, H.E.; Pirling, T.; Richter-Trummer, V.; Colegrove, P.; de Castro, P.M.S.T. Assessment of residual stress of welded structural steel plates with or without post weld rolling using the contour method and neutron diffraction. J. Mater. Process. Technol. 2013, 213, 2323–2328. [Google Scholar] [CrossRef]
- Woo, W.; An, G.B.; Kingston, E.J.; DeWald, A.T.; Smith, D.J.; Hill, M.R. Through-thickness distributions of residual stresses in two extreme heat-input thick welds: A neutron diffraction, contour method and deep hole drilling study. Acta Mater. 2013, 61, 3564–3574. [Google Scholar] [CrossRef]
- Olson, M.D.; Hill, M.R. A new mechanical method for biaxial residual stress mapping. Exp. Mech. 2015, 55, 1139–1150. [Google Scholar] [CrossRef]
- Pagliaro, P.; Prime, M.B.; Robinson, J.S.; Clausen, B.; Swenson, H.; Steinzig, M.; Zuccarello, B. Measuring inaccessible residual stresses using multiple methods and superposition. Exp. Mech. 2011, 51, 1123–1134. [Google Scholar] [CrossRef] [Green Version]
- Hosseinzadeh, F.; Bouchard, P.J. Mapping multiple components of the residual stress tensor in a large P91 steel pipe girth weld using a single contour cut. Exp. Mech. 2013, 53, 171–181. [Google Scholar] [CrossRef]
- Pagliaro, P.; Prime, M.B.; Swenson, H.; Zuccarello, B. Measuring multiple residual-stress components using the contour method and multiple cuts. Exp. Mech. 2010, 50, 187–194. [Google Scholar] [CrossRef]
- Kartal, M.E.; Kang, Y-H.; Korsunsky, A.M.; Cocks, A.C.F.; Bouchard, J.P. The influence of welding procedure and plate geometry on residual stresses in thick components. Int. J. Solids Struct. 2016, 80, 420–429. [Google Scholar] [CrossRef]
- Liu, C.; Ge, Q.L.; Chen, D.J.; Gao, F.; Zou, J.S. Residual stress variation in a thick welded joint after ultrasonic impact treatment. Sci. Technol. Weld. Join. 2016, 21, 624–631. [Google Scholar] [CrossRef]
- Smith, D.J.; Bouchard, P.J.; George, D. Measurement and prediction residual stress in thick section steel welds. J. Strain Anal. Eng. Des. 2000, 35, 287–305. [Google Scholar] [CrossRef]
- Hatamleh, O.; DeWald, A. An investigation of the peening effects on the residual stresses in friction stir welded 2195 and 7075 aluminum alloy joints. J. Mater. Process. Technol. 2009, 209, 4822–4829. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base/Weld Metal | Chemical Composition | ||||||
|---|---|---|---|---|---|---|---|
| C | Mn | Si | S | P | Cr | Fe | |
| Q345D (base metal) | 0.17 | 1.52 | 0.22 | 0.009 | 0.023 | - | Balance |
| Weld metal | 0.069 | 1.30 | 0.36 | 0.006 | 0.019 | 0.037 | Balance |
| Weld | Pass Number | Voltage/V | Current/A | Welding Speed/mm·min−1 |
|---|---|---|---|---|
| Initial weld | 1–3 | 30–32 | 180–220 | 188–220 |
| 4–13 | 30–32 | 230–270 | 200–300 | |
| 14–15, 20–22 | 29–30 | 180–220 | 180–200 | |
| 16–19 | 31–33 | 240–260 | 230–300 | |
| Repair weld | 1–3 | 30–31 | 210–250 | 520–580 |
| 4–12 | 30–31 | 220–250 | 250–400 | |
| 13–14 | 30–31 | 220–260 | 300–330 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Wang, C.; Cheng, X.; Yan, Y.; Yang, J.; Guo, Y. Experimental Investigation on the Residual Stresses in a Thick Joint with a Partial Repair Weld Using Multiple-Cut Contour Method. Materials 2018, 11, 633. https://doi.org/10.3390/ma11040633
Liu C, Wang C, Cheng X, Yan Y, Yang J, Guo Y. Experimental Investigation on the Residual Stresses in a Thick Joint with a Partial Repair Weld Using Multiple-Cut Contour Method. Materials. 2018; 11(4):633. https://doi.org/10.3390/ma11040633
Chicago/Turabian StyleLiu, Chuan, Chunjing Wang, Xiaohua Cheng, Yi Yan, Jiawei Yang, and Yuhang Guo. 2018. "Experimental Investigation on the Residual Stresses in a Thick Joint with a Partial Repair Weld Using Multiple-Cut Contour Method" Materials 11, no. 4: 633. https://doi.org/10.3390/ma11040633
APA StyleLiu, C., Wang, C., Cheng, X., Yan, Y., Yang, J., & Guo, Y. (2018). Experimental Investigation on the Residual Stresses in a Thick Joint with a Partial Repair Weld Using Multiple-Cut Contour Method. Materials, 11(4), 633. https://doi.org/10.3390/ma11040633