Currently, the progress of civilization forces scientists and engineers to discover new technologies and materials necessary to optimize the products used in all areas of life. The automotive and aviation industries still require new solutions in terms of safety, where a strong impact is placed on the elements used so that they possess high energy absorption capacity during crash tests [
1,
2,
3,
4]. Moreover, these requirements are also essential in relation to military applications, such as passive protective systems [
5,
6] and various kinds of critical infrastructure elements [
7]. There are many solutions based on lightweight cellular structures made from different materials, i.e., tubes, sandwiches, or honeycombs, which have been studied under static as well as dynamic loading conditions [
8,
9,
10,
11,
12,
13]. Particularly noteworthy is honeycomb structure topology, which is popular as an energy absorber; it also has received great attention in the biomedical field for applications such as 3D porous scaffolds for tissue engineering and its regeneration [
14,
15,
16,
17]. The phenomena of this structure result from its original properties. It is a combination of a low value of relative density and a high stiffness that derives from geometry and allows for the minimization of the amount of material used. Additionally, the periodic arrangement of cells plays a significant role. It has been observed that the crush strength depends on cell shape (hexagonal cells with different branch angles were studied) [
18,
19,
20,
21,
22] and wall thickness [
23,
24,
25,
26]. The honeycomb structures were investigated with numerical analysis or experimentally in both in-plane [
27,
28,
29,
30,
31] and out-of-plane directions [
20,
32,
33,
34,
35,
36] to obtain various parameters to provide answers about the mechanisms of failure.
Cellular structures exist as regular and stochastic objects. Stochastic objects are mostly manufactured by conventional methods such as vapor deposition, casting, sintering, and foaming polymer or metallic materials [
37,
38]. Unfortunately, there are some difficulties associated with these techniques, such as insufficient precision of cell projections, porosity of the produced structures and anisotropy of mechanical properties that derive from the stochastic arrangement of cells and differing unit cell sizes. Researchers have been looking for new technological solutions to overcome these limitations. One of the rapidly developing routes in manufacturing technologies is additive manufacturing (AM), which enables the production of regular cellular structures [
39,
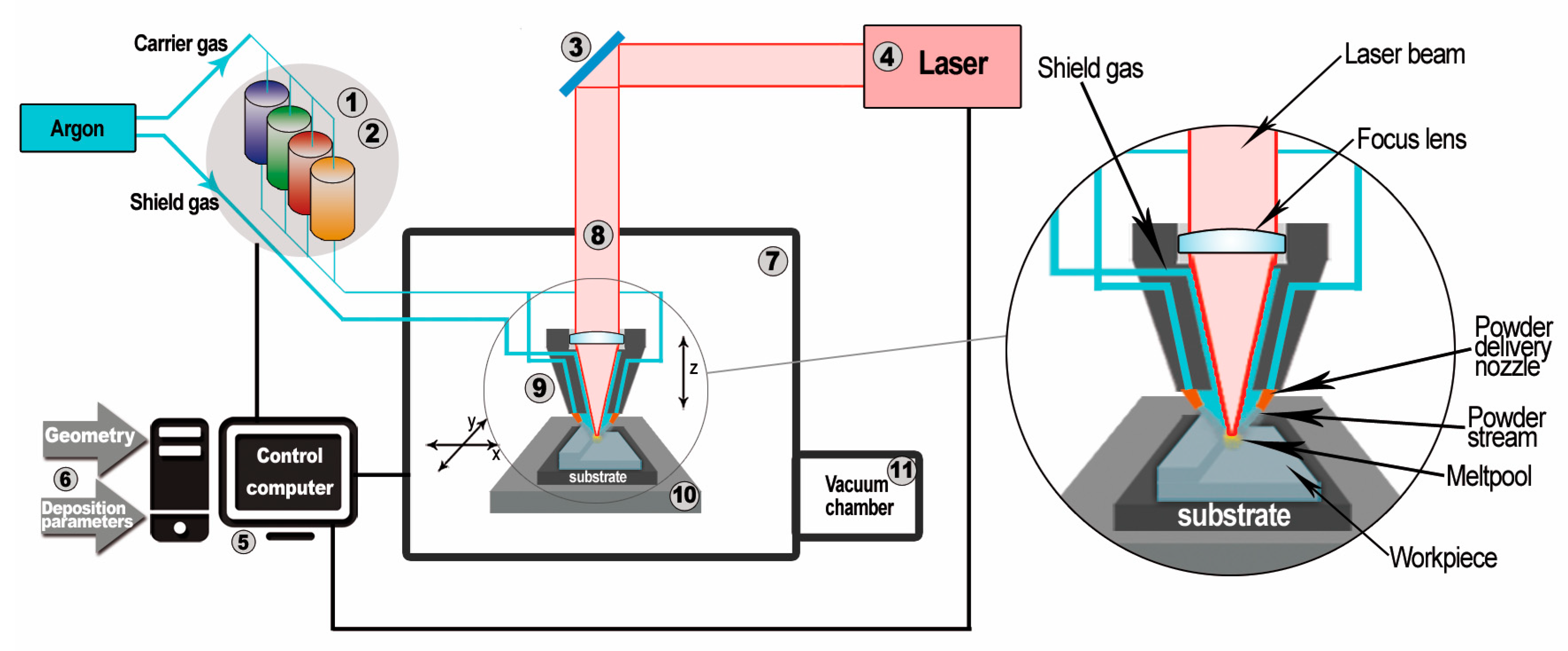
40]. It is also called rapid prototyping (RP), which can be used as an original method for the fabrication of elements with periodically spaced cells. There are several different techniques that direct the fabrication of component parts by building them layer by layer with the use of various types of metal alloys. Generally, these methods are divided in two categories: Powder Bed Fusion (PBF) and DED (Direct Energy Deposition) [
41]. The first one is represented by SLM (Selective Laser Melting), (DMLS) Direct Metal Laser Sintering, and EBM (Electron Beam Melting). Mentioned systems are very popular and allow for manufacturing regular structures with a complex geometry and a very low mass. The main idea of working this type of system is described in detail in following papers [
40,
42,
43]. The other DED group of Metal Additive Manufacturing system is represented by the Laser Engineering Net Shaping system. It was discovered at Sandia National Laboratories and commercialized by Optomec, Inc. in 1997 [
44]. It is a technique that allows for saving processing time by shortening the period between the design stage and the manufacturing process. The building of near-net shaped components can be fully controlled, and this is one of the most important benefits. The amount of given powder, the feed of the work table, the laser power and the focus of the laser beam can be precisely selected depending on the needs. The completed 3D parts are made by building them layer-by-layer from powder applied directly to the place the laser beam affects. Components manufactured by the LENS technique can be made from easily accessible engineering materials such as stainless steel, Ni-based super alloys or titanium alloys. The mechanical properties of parts made by the LENS technique have been presented in following scientific papers [
37,
45,
46,
47]. The microstructure, mechanical properties and corrosion resistance of 316L stainless steel samples manufactured by the LENS technique were investigated by Ziętala et al. [
48]. These samples were characterized by unique dual-phase microstructures unprecedented in stainless steel fabricated by conventional methods, which is the reason for the improvement of the mechanical and corrosion properties. There are also a few works concerning the components made from titanium alloys using the LENS technique. The relationship between the influence of building parameters and deposition of Ti6Al4V samples was investigated by Kummailil [
49]. Furthermore, Zhai et al. conducted small and long fatigue crack growth tests [
50]. In the results, it was shown that the lamellar structure that is created during post-LENS heat treatment offers higher fracture toughness and ductility. Blackwell et al. examined the possibility of the production of alpha-beta Ti6Al2Sn4Zr6Mo (Ti-6246) titanium alloy samples [
46]. Additionally, materials with a chemical gradient obtained by the LENS technique are becoming more focused. There are many different combinations of materials used, i.e., TiC/Ti composite with compositions changing from pure Ti to 95 vol.% TiC [
45] or thin wall tubes with a Fe
3Al/SS316L graded structure [
51].
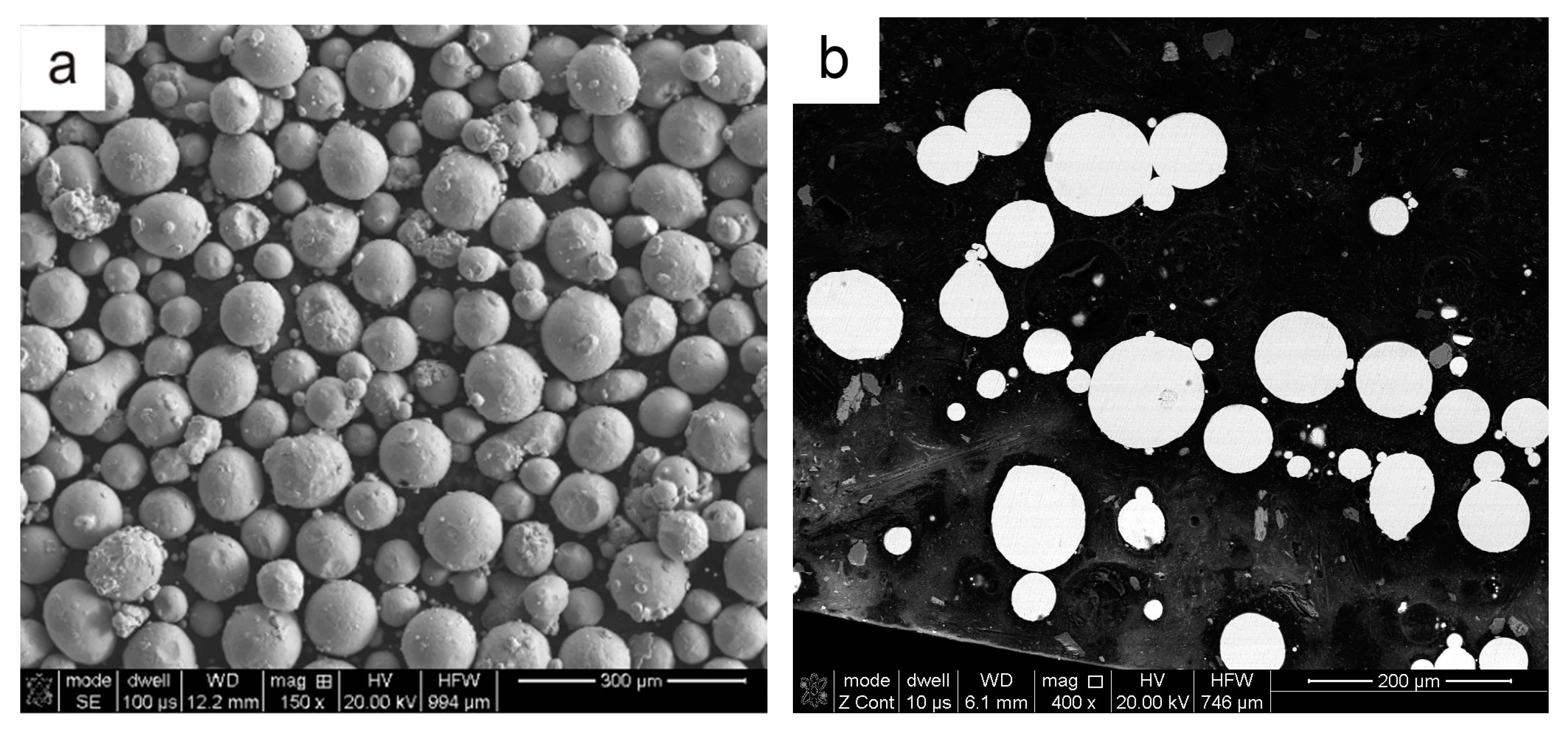
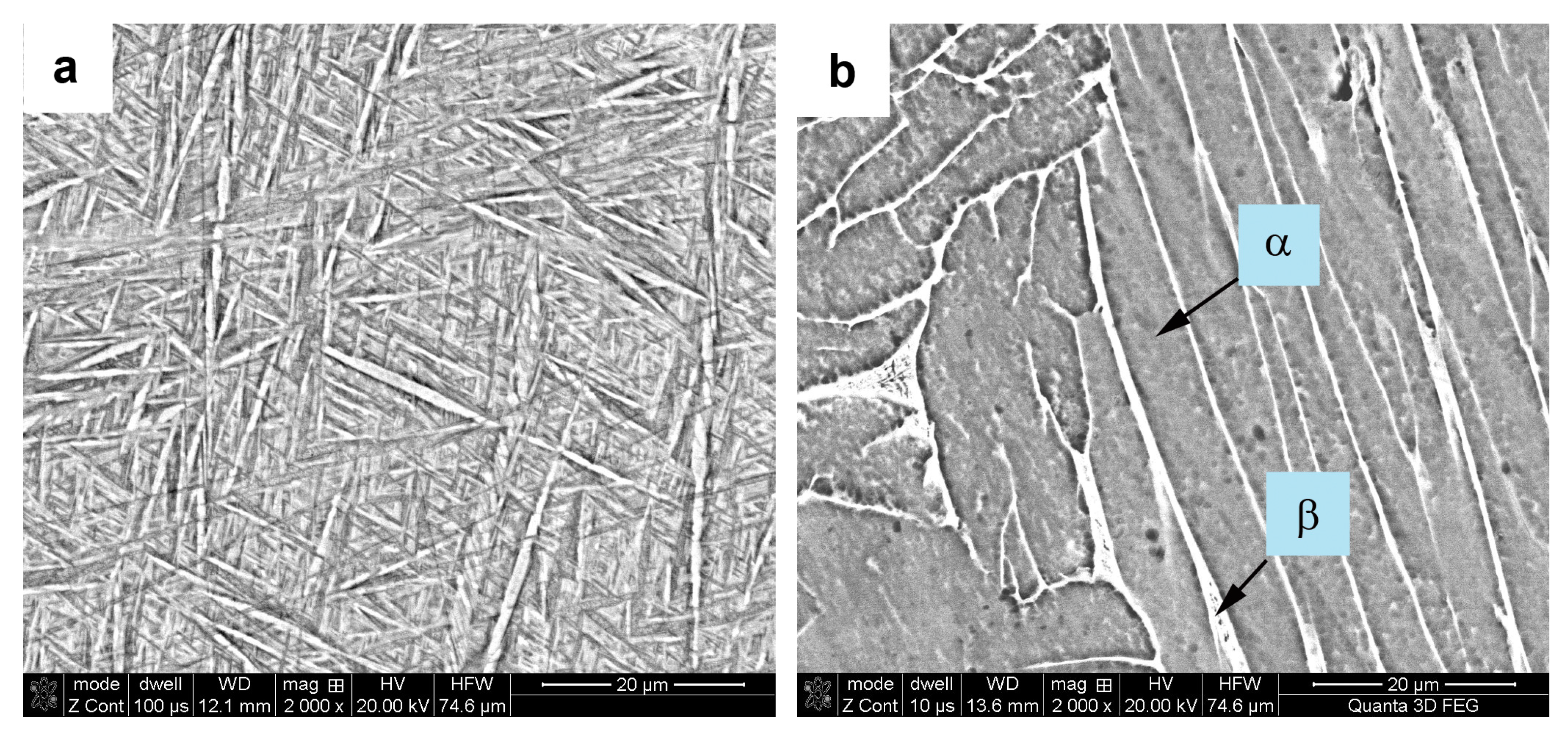
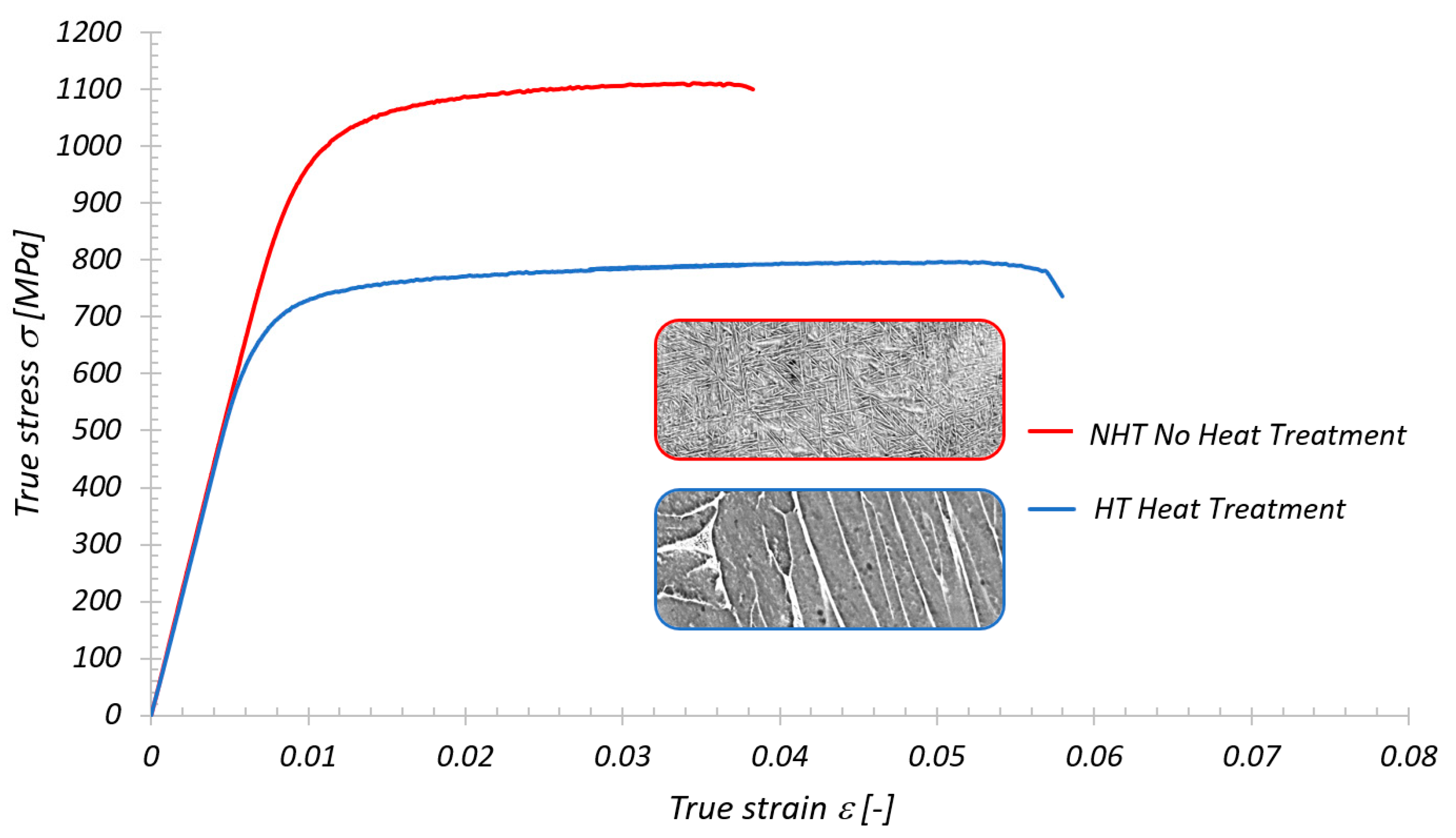
On the basis of a conducted literature review, the authors have spotted that there is a limited number of papers considering the possibility of using the DED LENS system in the manufacturing process of regular cellular structures with high energy absorption capacity. Results of investigations presented in many papers are limited to simple geometrical shapes of absorbers like cylindrical and rectangular tubes. Moreover, many of them were realized with the use of stainless-steel powder alloys which give good-quality manufactured models. Titanium alloy seems to be the perfect candidate because of its significant properties of high strength-to-weight ratio, excellent corrosion resistance and high melting point. All these advantages make this alloy very attractive for applications in the medical, aviation, and aerospace industries. The Ti6Al4V chemical composition is the most popular among titanium-based alloys, and it is very popular as a material used in additive manufacturing techniques. The mechanical properties of this alloy closely depend on the structure and size as well as the morphology of the grains. At equilibrium, Ti6Al4V is an alloy consisting of two phases: α and β phase. However, additive manufacturing techniques are characterized by the fact that during production of the details, the degree of cooling rates is so high whereby a martensitic α’ phase creates. The presence of this phase increases the yield strength and tensile strength with a simultaneous decrease in the plasticity of the built samples. In order to improve the ductility or the fracture toughness a post-processing heat treatment is required and provides a two-phases structure [
43,
52,
53]. The heat treatment applied for the components manufactured using additive techniques from various materials can also improve the microstructure homogeneity or removes stresses created during the building process [
54,
55].
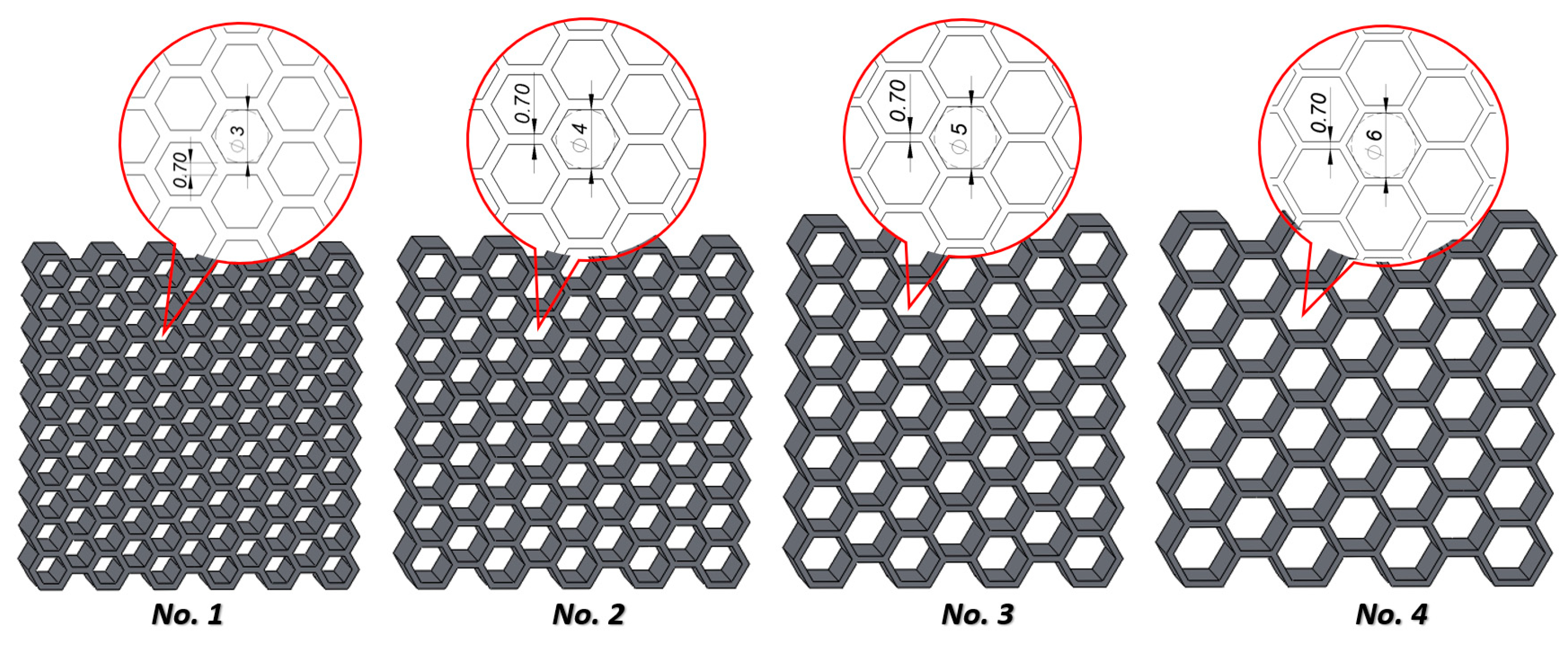
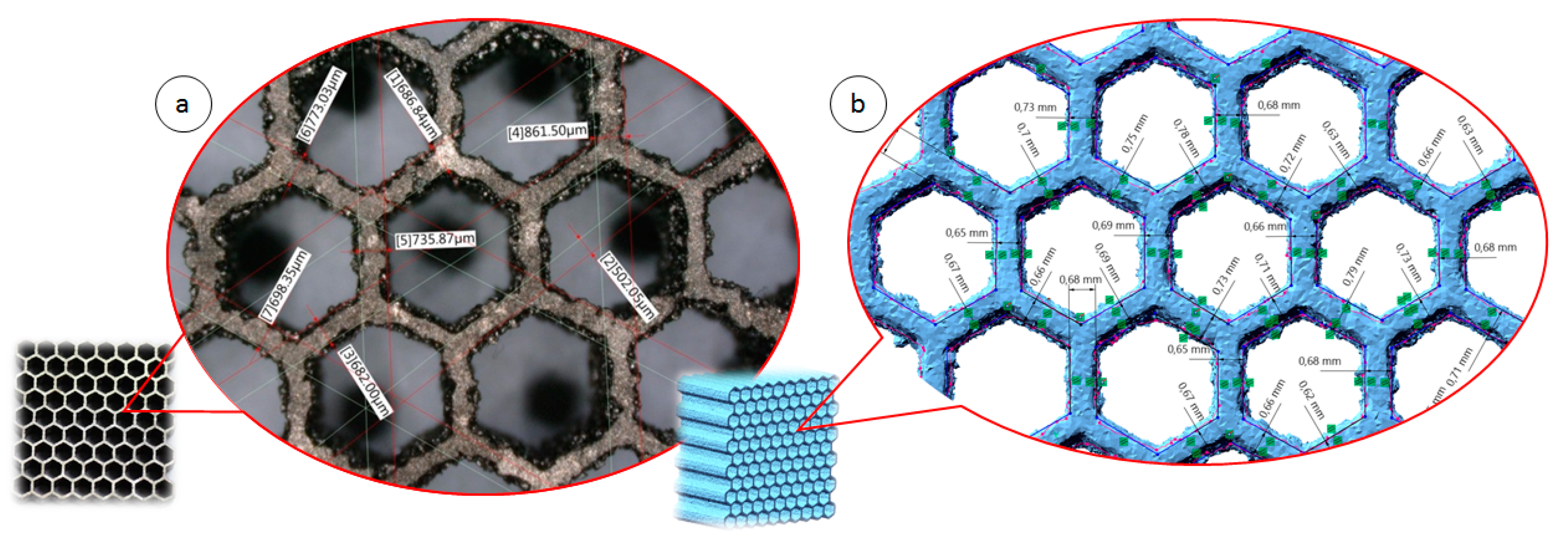
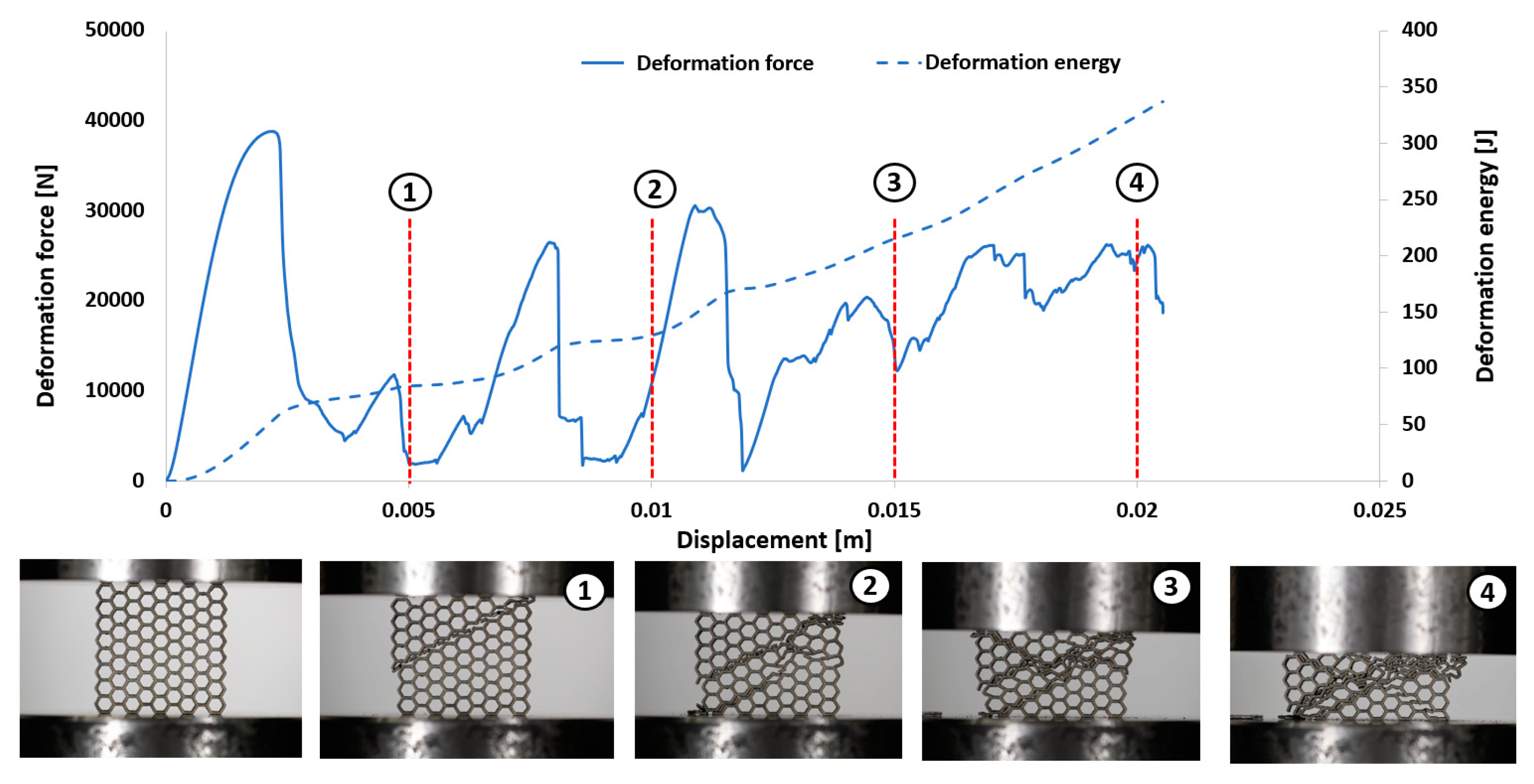
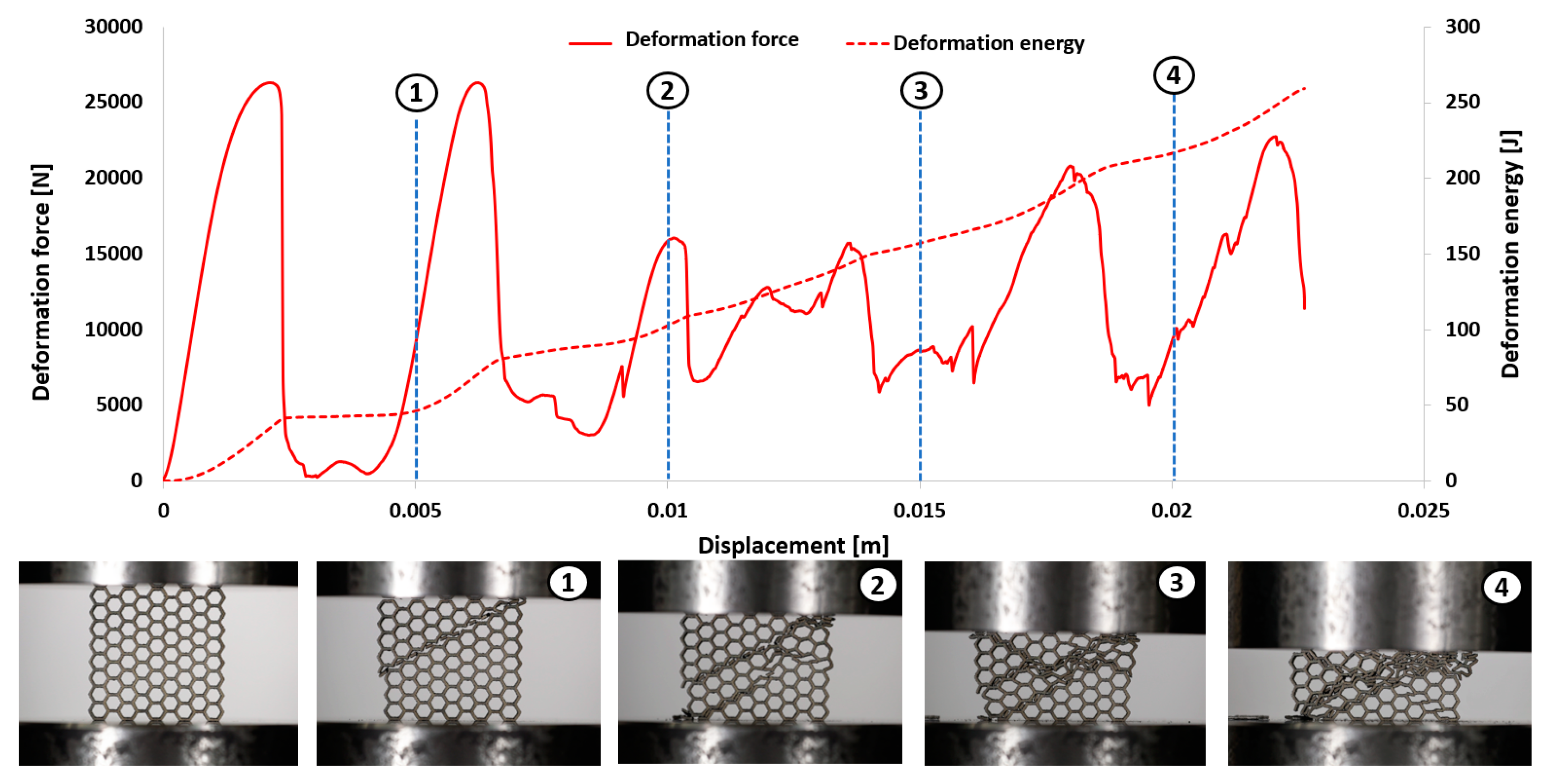
Taking into account the mechanical properties of Ti6Al4V titanium alloy and the technological possibilities of the LENS system, the authors proposed investigations to examine the possibility of obtaining Ti6Al4V regular structures with hexagonal cells by the LENS technique. Mapping quality, metallurgical quality and microstructure were tested for the structures before and after applying the appropriate heat treatment. This paper is a continuation of the authors’ previous paper [
56] in which a methodology investigation of the deformation process of honeycomb cellular structures manufactured using LENS was discussed. Additionally, the mechanical response of manufactured specimens of structures were evaluated not only in static, but also under dynamic loading conditions.

 ,
, 
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}