Effects of Thermal Variables of Solidification on the Microstructure, Hardness, and Microhardness of Cu-Al-Ni-Fe Alloys

 ,
, 
Abstract
:1. Introduction
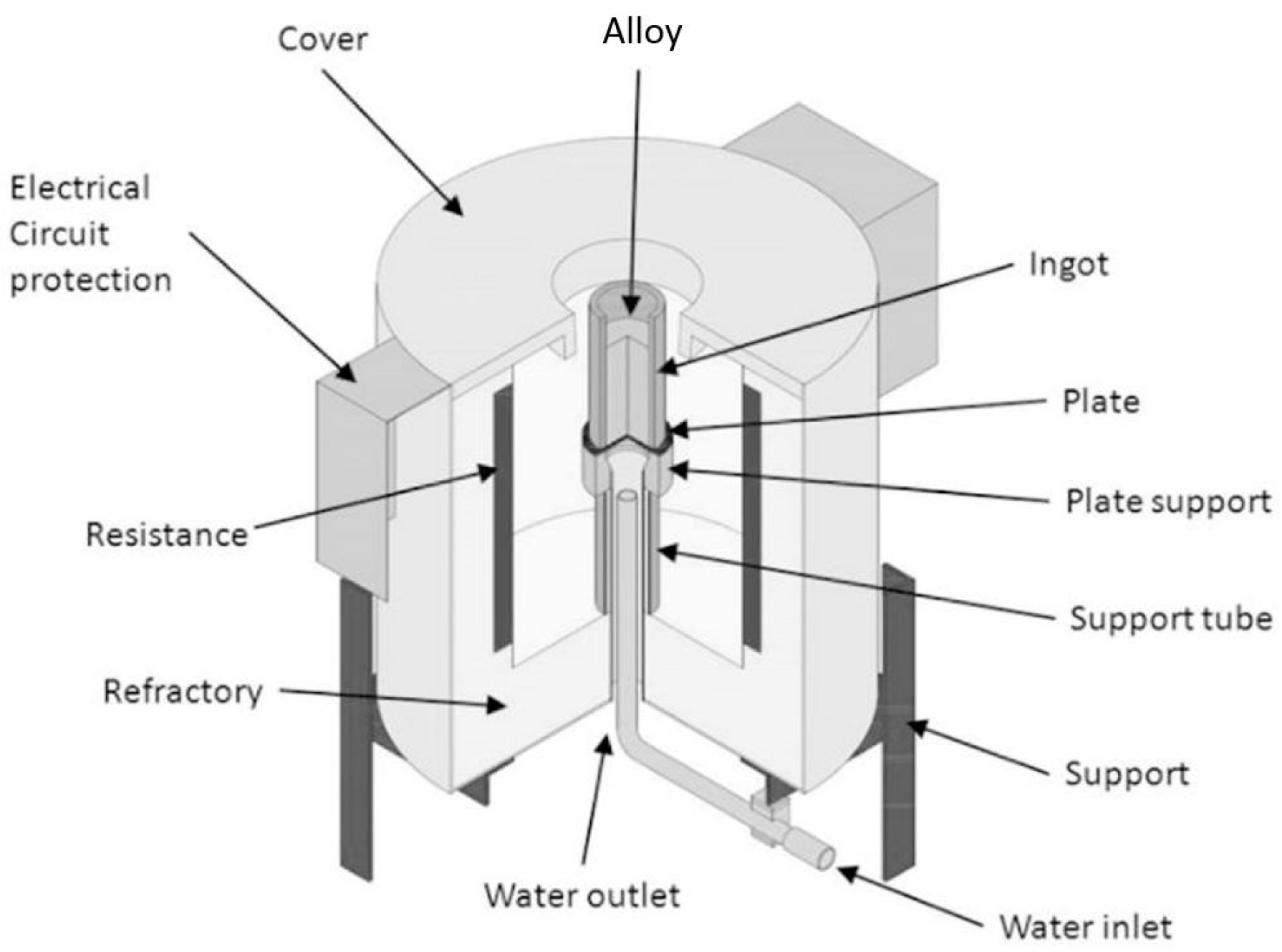
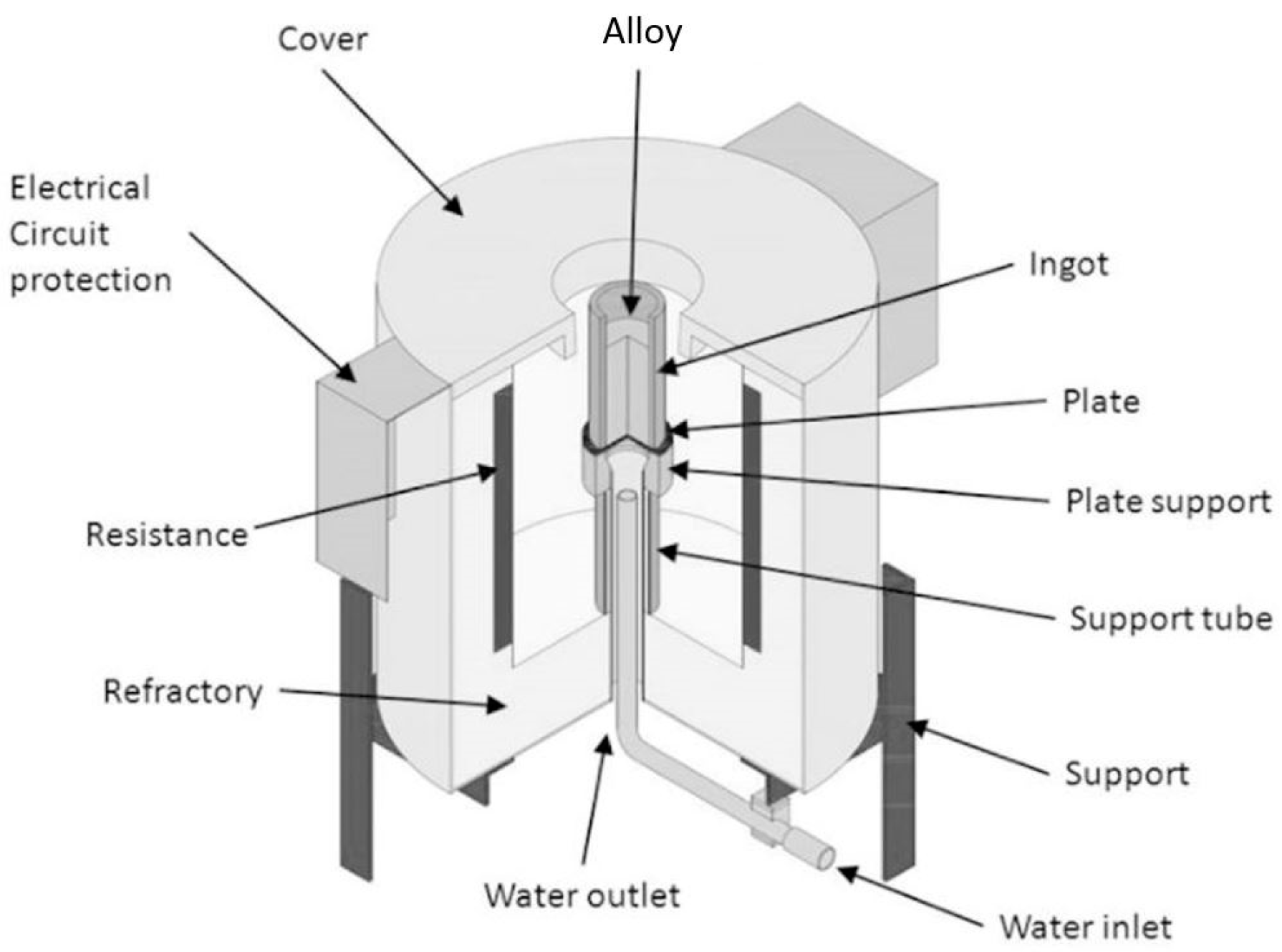
2. Materials and Methods
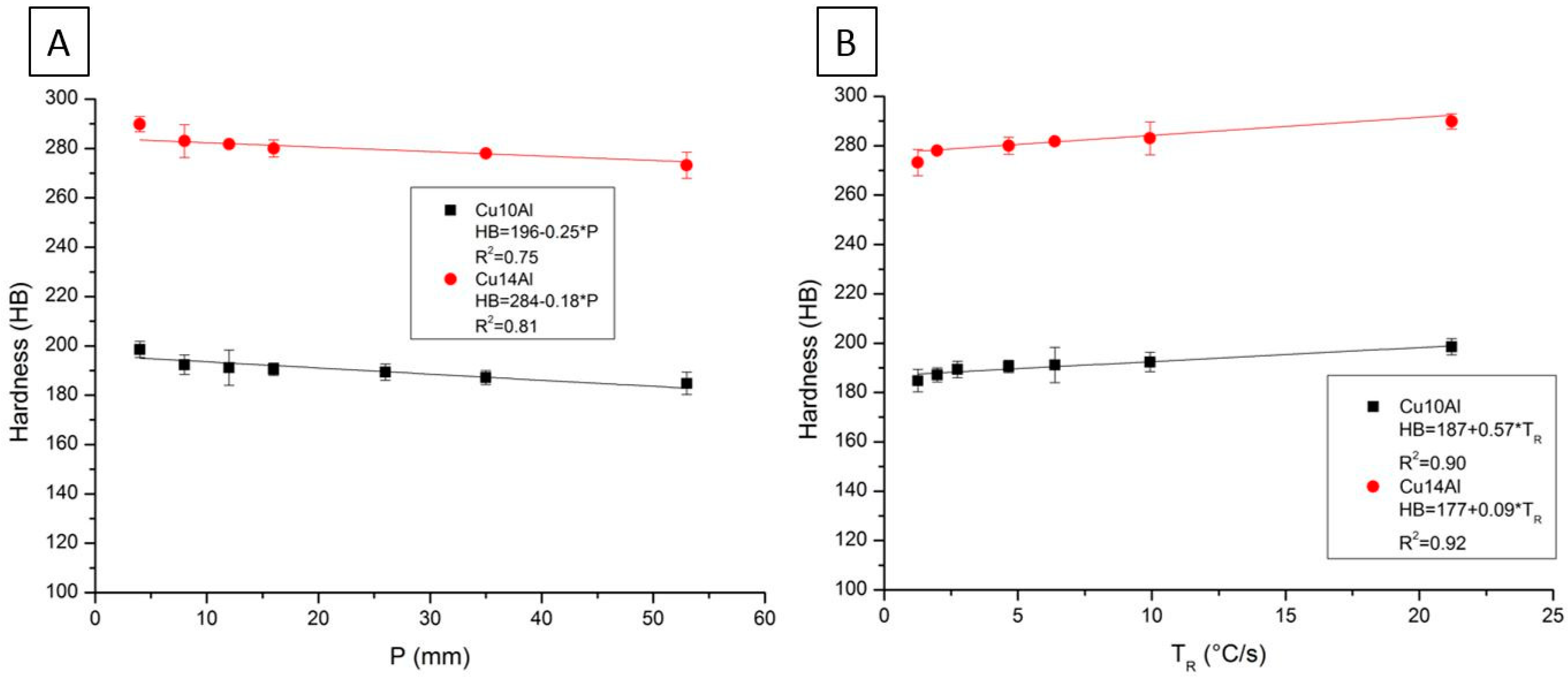
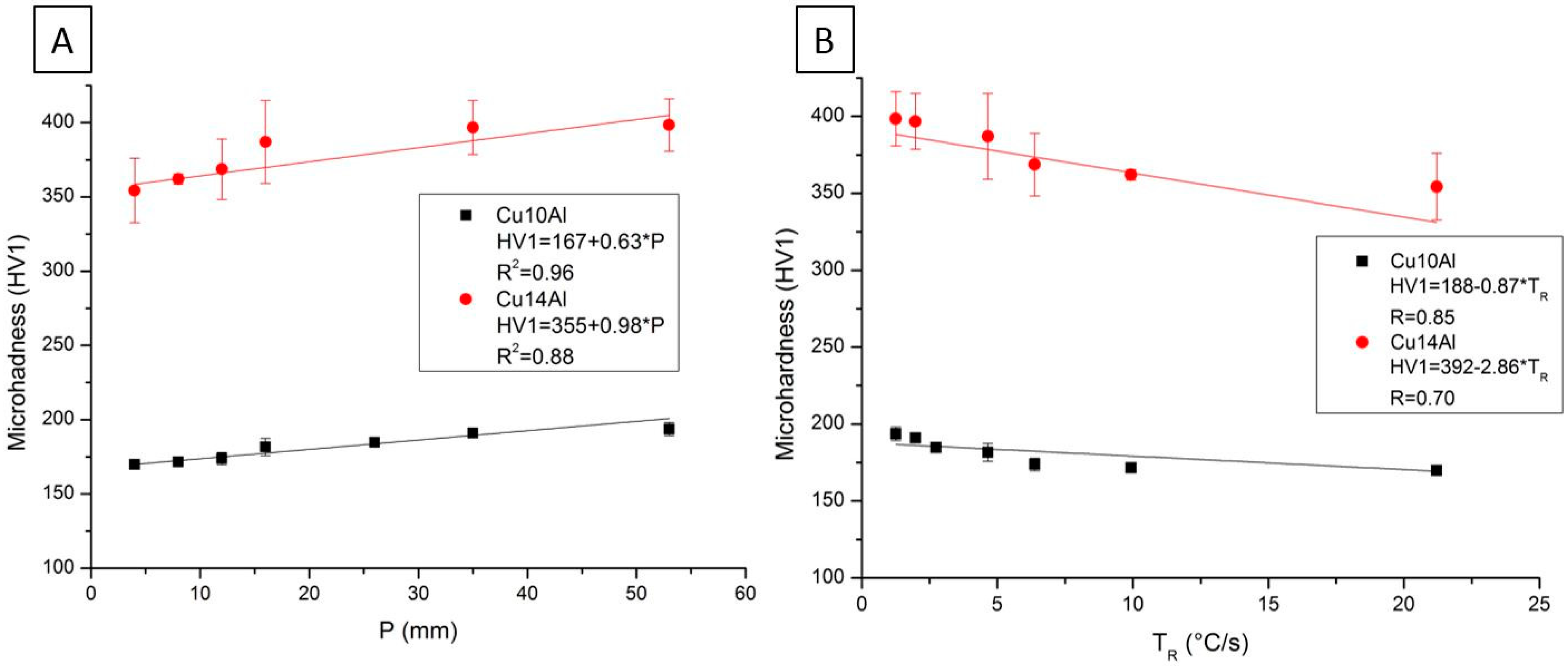
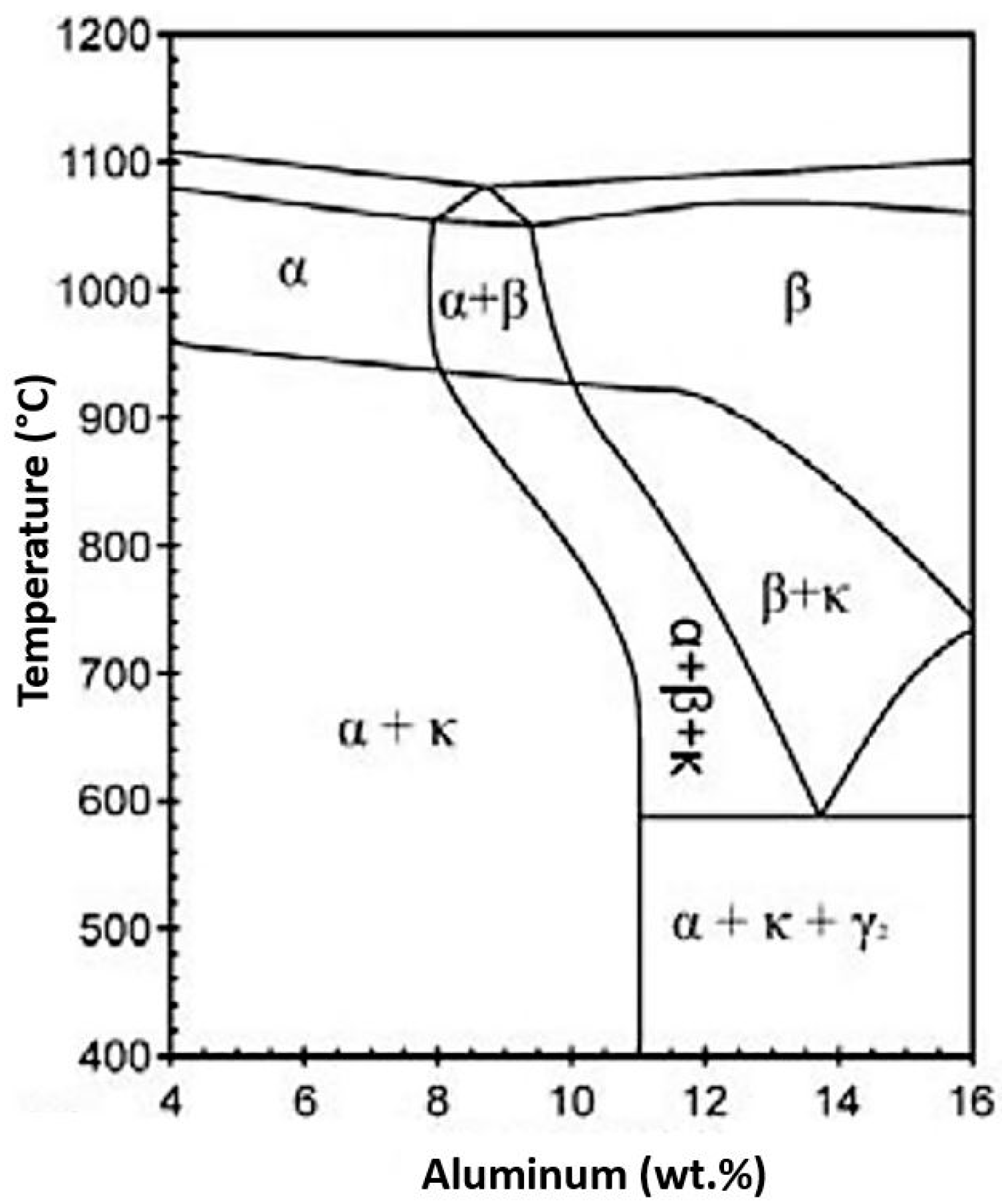
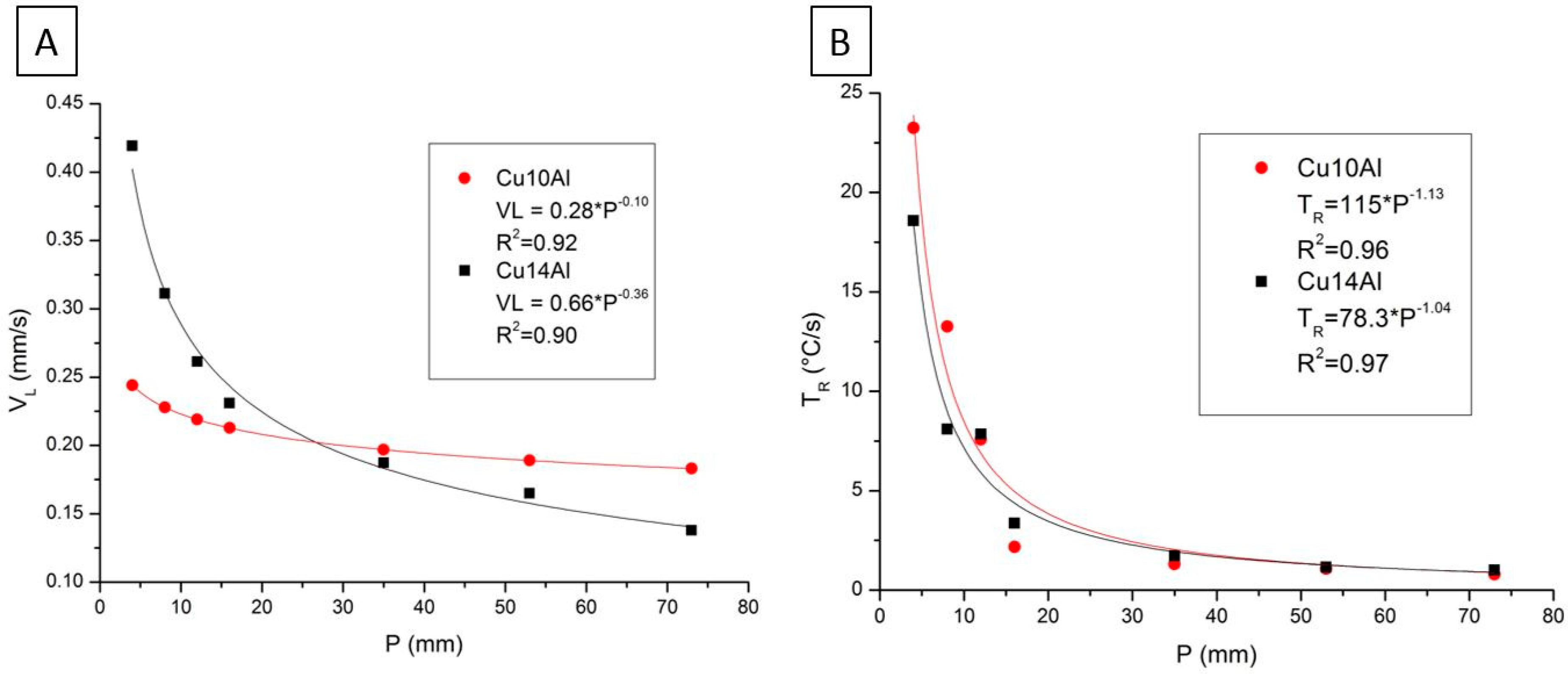
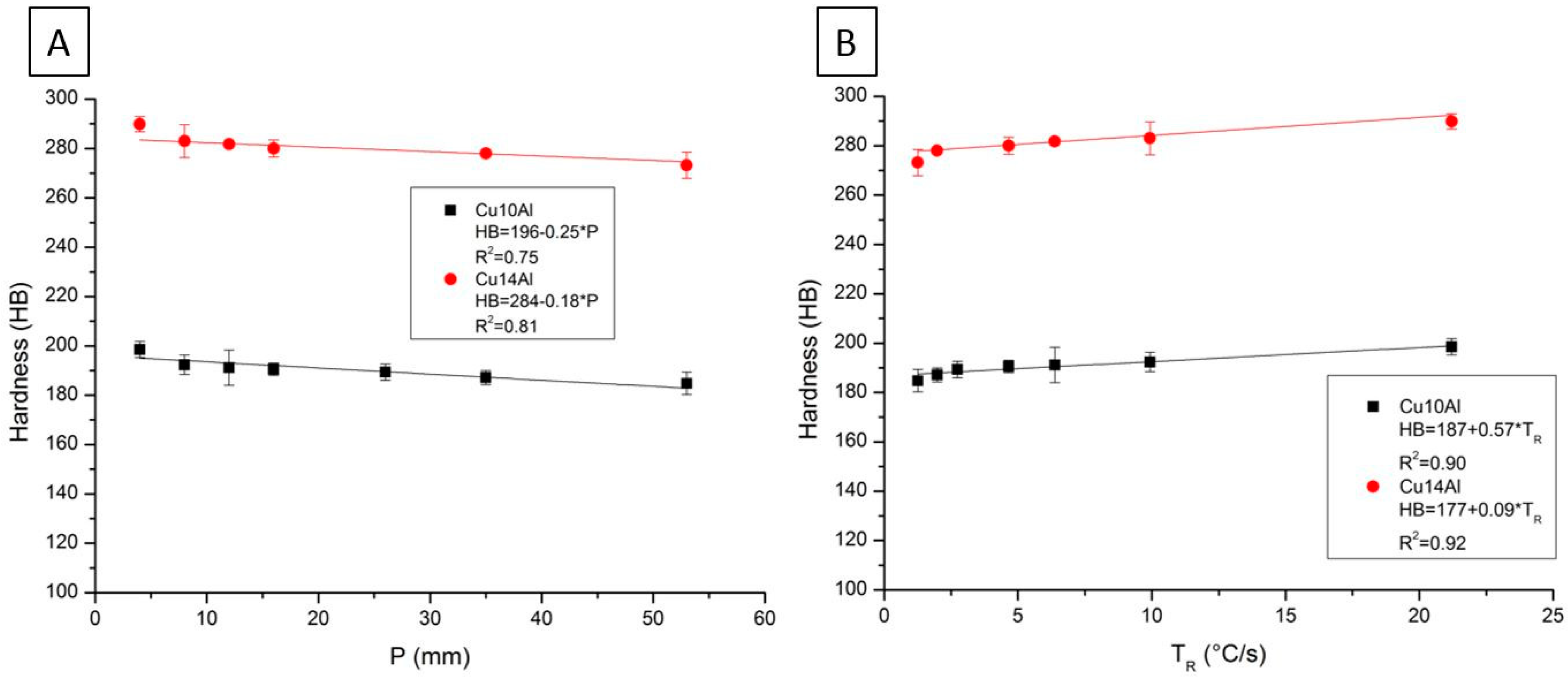
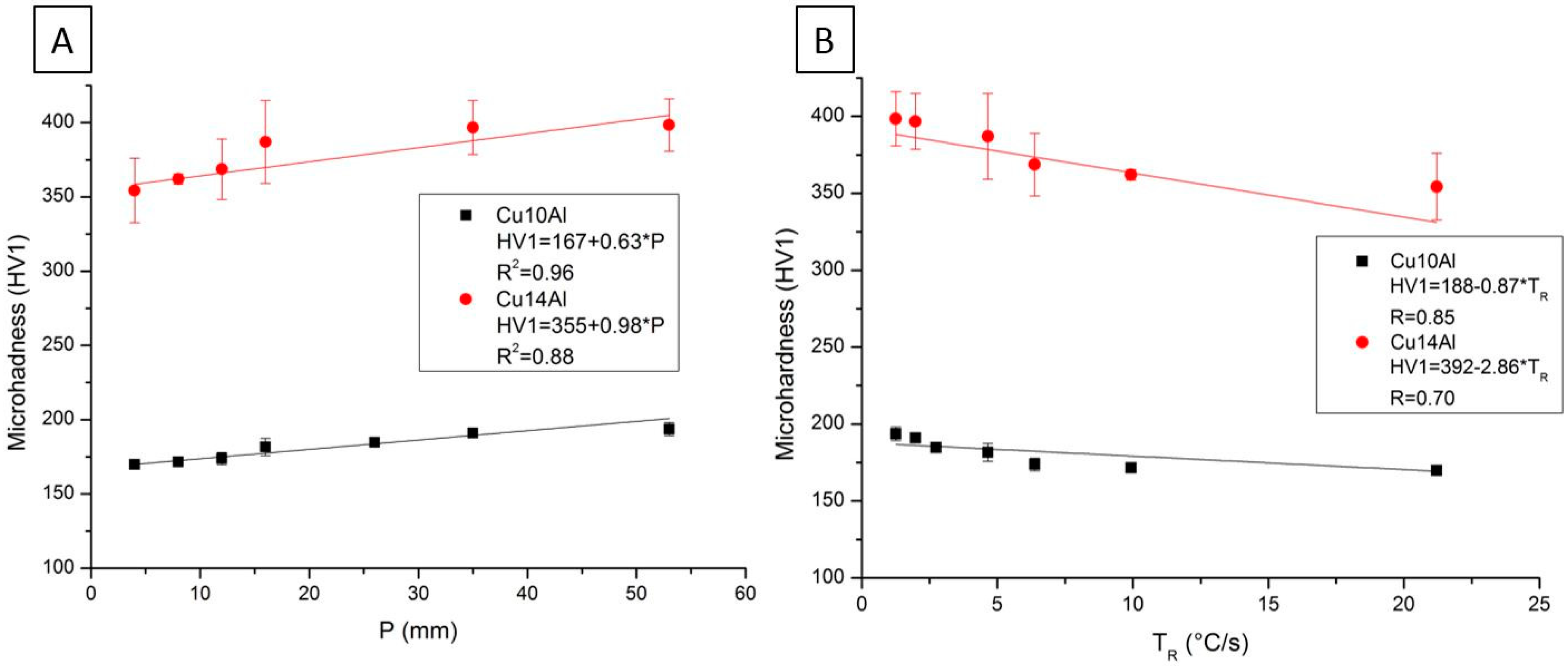
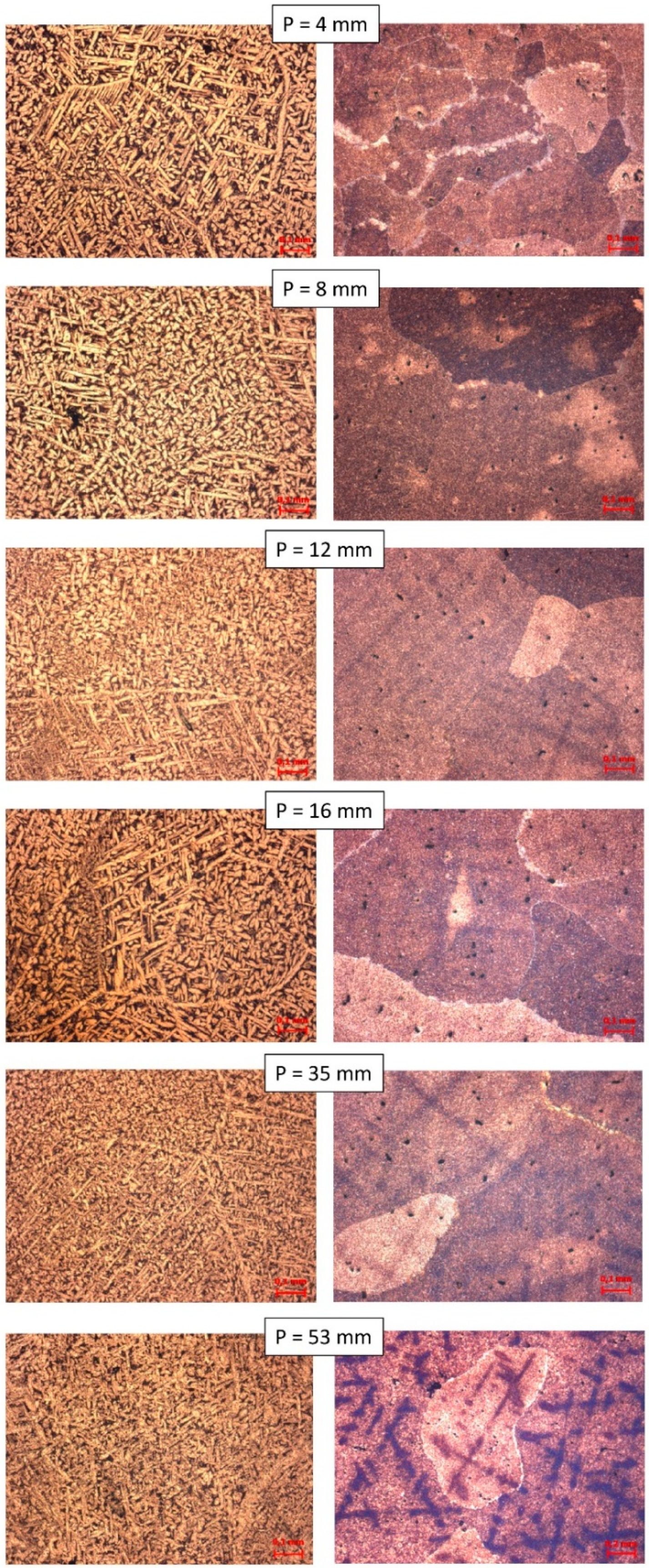
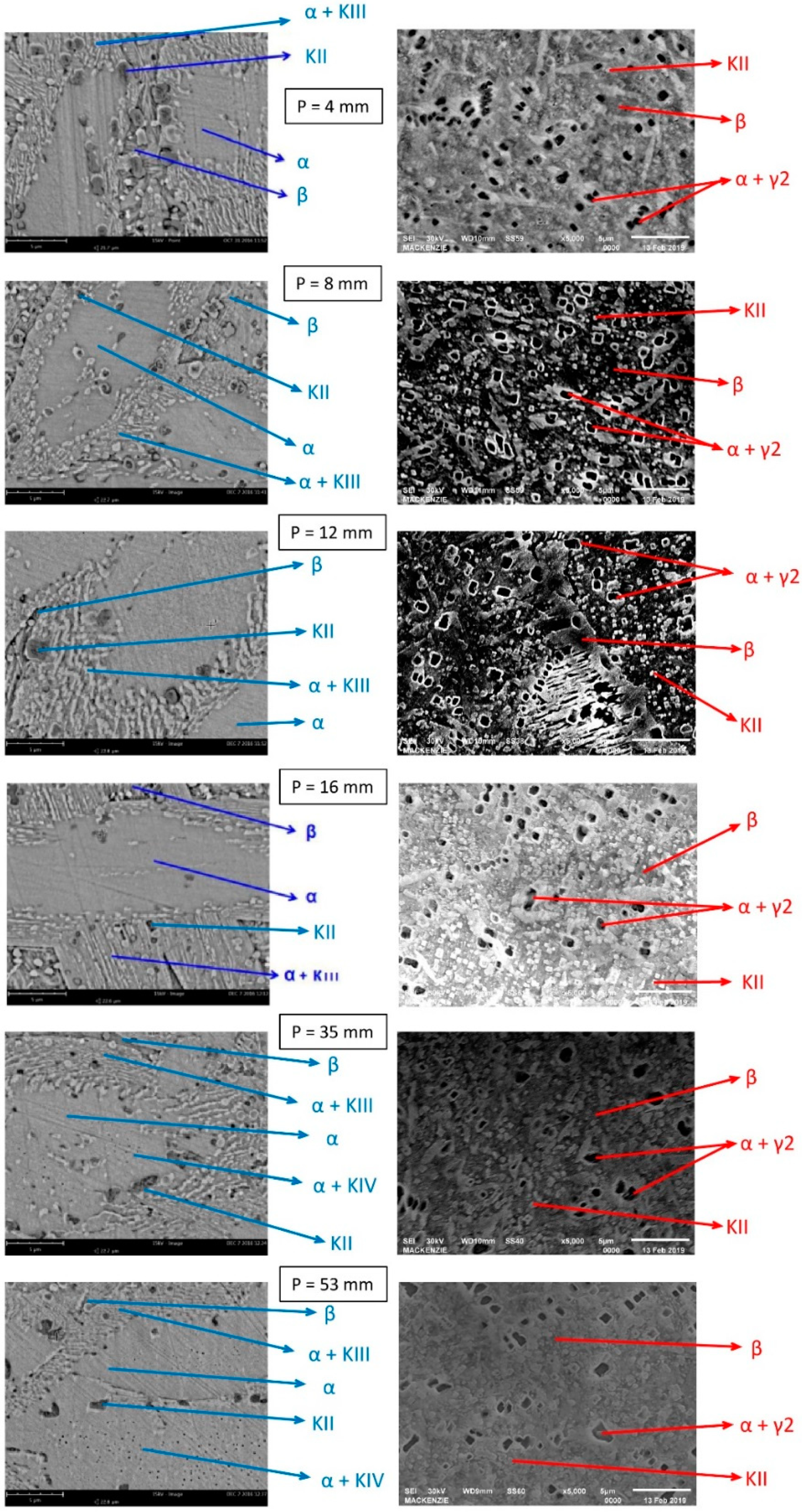
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- ASM Metals Handbook. Properties and Selection: Nonferrous Alloy and Special-Purpose Materials; ASM International: Novelty, OH, USA, 1992; Volume 2. [Google Scholar]
- Wharton, J.A.; Barik, R.C.; Kear, G.; Wood, R.J.K.; Stokes, K.R.; Walsh, F.C. The Corrosion of nickel–aluminum bronze in seawater. Corros. Sci. 2005, 47, 3336–3367. [Google Scholar] [CrossRef]
- Vaidyanath, L.R. The Manufacture of Aluminum-Bronze Casting; Indian Copper Information Center: West Calcutta, India, 1968; Paper n°38. [Google Scholar]
- Culpan, E.A.; Rose, G. Microstructural characterization of cast nickel aluminum bronze. J. Mater. Sci. 1978, 13, 1647–1656. [Google Scholar] [CrossRef]
- Meigh, H.J. Cast and Wrought Aluminum Bronzes Properties, Processes and Structure; IOM Communications: Detroit, MI, USA, 2000. [Google Scholar]
- Richardson, I. Guide to Nickel Aluminum Bronze for Engineers; Copper Development Association: Birmingham, MI, USA, 2010; Volume 222. [Google Scholar]
- Pierce, F.A. The Isothermal Deformation of Nickel Aluminum Bronze in Relation to Friction Stir Processing. Master’s Thesis, Naval Postgraduate School, Monterey, CA, USA, June 2004. [Google Scholar]
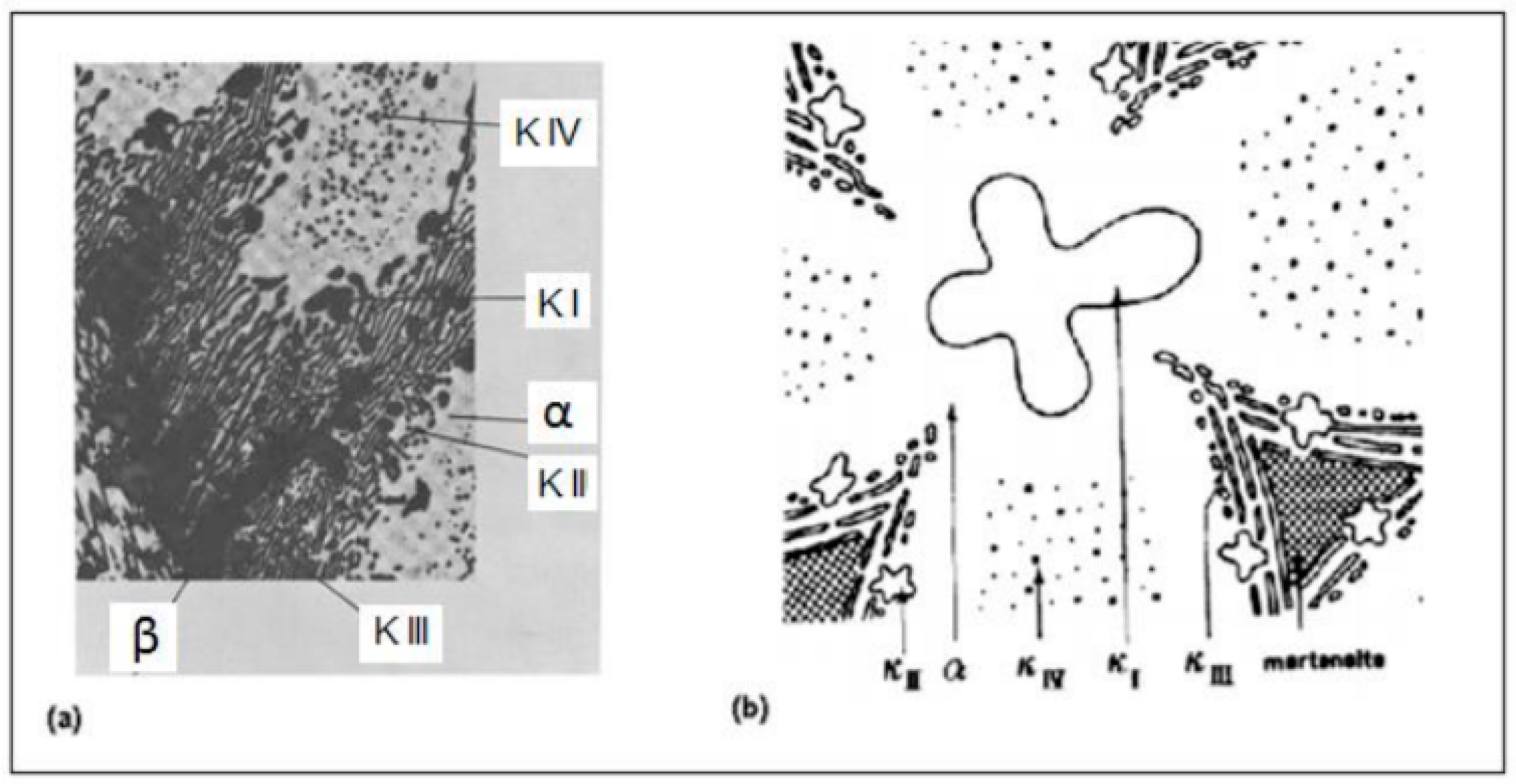
- Hasan, F.; Jahanafrooz, A.; Lorimer, G.W.; Ridley, N. The Morphology, Crystallography, and Chemistry of Phases in As-Cast Nickel Aluminum Bronze. Met. Trans. A 1982, 13, 1337–1345. [Google Scholar] [CrossRef]
- Jahanafrooz, A.; Hasan, F.; Lorimer, G.W.; Ridkey, N. Microstructural Development in Complex Nickel-Aluminum Bronze. Met. Trans A 1983, 14a, 1951–1956. [Google Scholar] [CrossRef]
- Howell, P.R. On the Phases Microconstituents in Nickel-Aluminum Bronzes; Copper Development Association: Birmingham, MI, USA, 2000. [Google Scholar]
- Pisarek, B. Model of Cu–Al-Fe-Ni Bronze Crystallization. Arch. Foundry Eng. 2013, 13, 72–79. [Google Scholar] [CrossRef]
- Sláma, P.; Dlouhy, J.; Kover, M. Influence of heat treatment on the microstructure and mechanical properties of aluminum bronze. Mater. Technol. 2018, 48, 599–604. [Google Scholar]
- Faires, K.B. Characterization of Microstructure and Microtexture in Longitudinal Sections from Friction Stir Processed Nickel-Aluminum Bronze. Master’s Thesis, Naval Postgraduate School, Monterey, CA, USA, June 2003. [Google Scholar]
- Nascimento, M.S.; Franco, A.T.R.; Frajuca, C.; Nakamoto, F.Y.; Santos, G.A.; Couto, A.A. An Experimental Study of the Solidification Thermal Parameters Influence upon Microstructure and Mechanical Properties of Al-Si-Cu Alloys. Mater. Res. 2018, 21, e20170864. [Google Scholar] [CrossRef]
- Miranda, F.; Rodrigues, D.; Nakamoto, F.Y.; Frajuca, C.; Santos, G.A. The Influence of the Sintering Temperature on the Grain Growth of Tungsten Carbide in the Composite WC-8Ni. Mater. Sci. Forum 2017, 899, 424–430. [Google Scholar] [CrossRef]
- Miranda, F.; Rodrigues, D.; Nakamoto, F.Y.; Frajuca, C.; Santos, G.A.; Couto, A.A. Microstructural Evolution of Composite 8 WC-(Co, Ni): Effect of the Addition of SiC. Defect Diffus. Forum 2017, 371, 78–85. [Google Scholar] [CrossRef]
- Santos, G.A.; Goulart, P.R.; Couto, A.A.; Garcia, A. Primary Dendrite Arm Spacing Effects upon Mechanical Properties of an Al-3w%Cu-1w%Li Alloy. In Properties and Characterization of Modern Materials. Advanced Structured Materials; Springer: Berlin, Germany, 2017; Volume 33. [Google Scholar]
- Osorio, W.R.; Goulart, P.R.; Garcia, A.; Santos, G.A.; Neto, C.M. Effect of dendritic arm spacing on mechanical properties and corrosion resistance of Al 9 Wt Pct Si and Zn 27 Wt Pct Al alloys. Metall. Mater. Trans A 2006, 37, 2525–2538. [Google Scholar] [CrossRef]
- Santos, G.A.; Neto, C.M.; Osório, W.R.; Garcia, A. Design of mechanical properties of a Zn27Al alloy based on microstructure dendritic array spacing. Mater. Des. 2007, 28, 2425–2430. [Google Scholar] [CrossRef]
- Nascimento, M.S.; Frajuca, C.; Nakamoto, F.Y.; Santos, G.A.; Couto, A.A. Correlação entre variáveis térmicas de solidificação, microestrutura e resistência mecânica da liga Al-10%Si-2%Cu. Matéria 2017, 22, e11774. [Google Scholar] [CrossRef]
- ASTM E10. Standard Test Method for Brinell Hardness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM E92. Standard Test Method for Vickers Hardness and Knoop Hardness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2003. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Ni | Fe | Others | Cu |
|---|---|---|---|---|---|
| Cu–10wt%Al–5wt%Ni–5wt%Fe | 10.79 | 4.42 | 3.67 | 0.051 | Remaining |
| Cu–14wt%Al–5wt%Ni-5wt%Fe | 14.23 | 5.44 | 5.39 | 0.340 | Remaining |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nascimento, M.S.; Santos, G.A.d.; Teram, R.; Santos, V.T.d.; Silva, M.R.d.; Couto, A.A. Effects of Thermal Variables of Solidification on the Microstructure, Hardness, and Microhardness of Cu-Al-Ni-Fe Alloys. Materials 2019, 12, 1267. https://doi.org/10.3390/ma12081267
Nascimento MS, Santos GAd, Teram R, Santos VTd, Silva MRd, Couto AA. Effects of Thermal Variables of Solidification on the Microstructure, Hardness, and Microhardness of Cu-Al-Ni-Fe Alloys. Materials. 2019; 12(8):1267. https://doi.org/10.3390/ma12081267
Chicago/Turabian StyleNascimento, Maurício Silva, Givanildo Alves dos Santos, Rogério Teram, Vinícius Torres dos Santos, Márcio Rodrigues da Silva, and Antonio Augusto Couto. 2019. "Effects of Thermal Variables of Solidification on the Microstructure, Hardness, and Microhardness of Cu-Al-Ni-Fe Alloys" Materials 12, no. 8: 1267. https://doi.org/10.3390/ma12081267