Engineering Properties of Self-Consolidating Lightweight Aggregate Concrete and Its Application in Prestressed Concrete Members

1
Department of Civil Engineering, National Chung-Hsing University, No. 250, Kuo Kuang Road, Taichung 402, Taiwan
2
Department of Civil Engineering & Geomatics, Cheng Shiu University, No. 840, Chengcing Rd., Niaosong District, Kaohsiung 83347, Taiwan
3
Department of Civil Engineering, National Taipei University of Technology, No. 1, Sec. 3, Zhongxiao E. Rd., Taipei 10608, Taiwan
*
Author to whom correspondence should be addressed.
Sustainability 2018, 10(1), 142; https://doi.org/10.3390/su10010142
Submission received: 19 December 2017
/
Revised: 6 January 2018
/
Accepted: 7 January 2018
/
Published: 9 January 2018
(This article belongs to the Special Issue Sustainability in Civil Engineering: from Sustainable Materials to Sustainable Cities)
Abstract
:Self-consolidating lightweight aggregate concrete (SCLC) is a highly flowable and lightweight concrete. In this study, the properties of SCLC and prestressed SCLC members were tested and compared with those made of normal-weight self-consolidating concrete (SCC). The test results show that SCLC can be used for prestressed concrete members. The use of lightweight aggregates with a particle density larger than 1100 kg/m3 can avoid the serious segregation of fresh concrete. In addition, the SCLC designed in this study can meet most of the SCC Rank 2 test standards, except for the V-funnel test. The water contained in the lightweight aggregates supplied sustained curing, so the level of drying shrinkage of the SCLC was lower than that of the conventional SCC. However, the level of creep of the SCLC was higher than that of the conventional SCC, because normal-weight aggregates are more able to inhibit the change of the concrete’s volume. On-site test results show that after 180 days of prestressing, the prestress loss was about 5.35–6.83% for the full-size SCLC members, which was smaller than that for the conventional SCC members (about 8.19–9.06% loss).
1. Introduction
Lightweight aggregates (LWAs) can be roughly divided into two types: natural aggregates and artificial aggregates [1,2]. In recent years, the development of LWAs has focused on industrial waste or municipal solid waste as a raw material for reducing the use of natural resources [3,4,5,6,7,8,9,10,11,12]. In other words, industrial waste or municipal solid waste can be reused as a sustainable resource in the manufacturing process of artificial LWAs. After the successful production of artificial LWAs, natural LWAs with poor quality stability were gradually replaced by artificial LWAs [2,8,9,10,11]. In particular, LWAs can be used to replace ordinary aggregates to produce lightweight aggregate concrete (LWAC). The unit weight of LWAC is about two-thirds or less than that of conventional concrete [2]. Therefore, the use of LWAC can reduce a structure’s weight by more than 20%, and can effectively reduce the seismic load [13,14]. It can also reduce the installation and transportation costs of pre-cast members. From this point of view, LWAC is an important building material for sustainable development.
Self-consolidating concrete (SCC) is a relatively new innovation in the concrete industry. In the pouring process, SCC spreads into place, fills the formwork, and encapsulates congested reinforcement, all without any mechanical vibration. Many countries have been using SCC in the construction of high-rise buildings and bridges. Self-consolidating lightweight aggregate concrete (SCLC) is a recent combination of SCC and LWAC, which is a more flowable and lightweight concrete than SCC [15,16,17,18]. For a conventional reinforced concrete building, its self-weight accounted for 50–70% of the designed load, while a bridge may be as high as 85% [19]. As Taiwan lies along the Pacific Ring of Fire, the use of SCLC can help reduce a structure’s weight and improve its seismic resistance capacity. Moreover, the use of expanded shale aggregate with other complementary cementitious materials, such as fly ash and silica fume, can provide highly workable and durable SCLCs [20]. Topçu and Uygunoğlu evaluated the effects of aggregate type on the physical and mechanical properties of hardened SCLC. Three coarse LWA types (pumice, volcanic tuff, and diatomite) and normal limestone aggregate were used. Their results showed that SCLC with LWA in lower unit weight had lower mechanical and physical properties—except for thermal properties—than ordinary SCC [16]. Oz et al. investigated the mechanical, fracture, and physical properties of SCLCs made with cold-bonded fly ash aggregates [21]. Their results indicated that the SCLCs had relatively lower compressive and splitting tensile strengths with increasing cold-bonded lightweight fine aggregate and/or cold-bonded lightweight coarse aggregate in the mixtures. In addition, the bond strength of the SCLCs decreased gradually with the replacement level of LWA, because the bond strength directly depended on the quality of the cement paste and aggregate.
The use of high-strength concrete and steel in prestressed members has resulted in lighter and more slender members than conventional reinforced concrete members. In general, typical expanded LWAs have elastic moduli ranging from 10 to 20 GPa, whereas common aggregates range from approximately 30 to 100 GPa [22], which is the most important difference between lightweight concrete and normal concrete used in prestressed members. In addition, other important factors that affect the performance of prestressed concrete members are creep and the shrinkage control of concrete [23,24,25,26,27]. The shrinkage of concrete is closely related to the amount of binder, the water–cement ratio, the type of aggregates, and the amount of coarse aggregates [28]. The amount of binder used in LWACs is more than that of conventional concrete. The strength of LWAs is lower, and the volume stability of LWAs is less than that of ordinary coarse aggregates [23,24]. Therefore, the time-dependent deformation behavior of LWAC is different from that of conventional concrete [23,24]. A number of studies have been proposed on the long-term deformation of high performance LWACs, including creep and drying shrinkage [23,24,25,26,27]. These results suggest that the lower the water consumption, the smaller the ultimate shrinkage. High-strength LWAC not only has a smaller ultimate shrinkage, the shrinkage rate is also slower. Moreover, the higher the water content of LWAs, or the higher the volume ratio of LWAs, the lower the self-restraining shrinkage of LWAC.
At present, there are very few studies on the properties of SCLC and the performance of prestressed members cast with SCLC, and it is necessary to study it further. In general, it is found that the LWAs tend to float up, because their density is smaller than normal-weight aggregates, and therefore, the segregation risk is increased during the mixing process. Additionally, for the prestressed concrete members, the strength of LWAs is smaller, which may cause the prestress loss. In view of the above considerations, the present study is aimed at conducting an investigation on the engineering properties of SCLC and its application in prestressed concrete members. Time-dependent deformation and prestress loss were evaluated for full-scale prestressed pier and box girder segments cast with SCLC and normal-weight SCC.
2. Experimental Procedure
2.1. Experimental Program
In this study, to confirm the properties of fresh SCLC, the properties of hardened SCLC, and the time-dependent deformation behavior of SCLC, three types of LWAs for a SCLC mixture were selected. The design strength of the SCLC was 35–40 MPa. The slump flow test, V-funnel test, and U-type test for the passing ability were adopted to assess the workability of the SCLC. In addition, mechanical properties such as compressive strength, elastic modulus, shrinkage, and the creep of the hardened SCLC were tested. Finally, to investigate the behavior of prestressed SCLC members, the time-dependent deformation and prestress loss were tested with on-site full-scale prestressed pier and box girder segments in central Taiwan.
2.2. Materials and Mix Proportion
Materials used in the study included cement, slag, fly ash, fine and coarse aggregates, superplasticizer, and reinforcing steel. The cement used was the ordinary Portland cement, with a specific gravity of 3.15 and a fineness of 3400 cm2/g. Local slag with a specific gravity of 2.88 and a fineness of 5810 cm2/g was used. Local class F fly ash with a specific gravity of 2.08 was used. To achieve an acceptable flowability for SCC and SCLC, a kind of superplasticizer, Sikament-1250 produced by Sika Taiwan Ltd. (Taoyuan City, Taiwan), was used.
In this study, four types of coarse aggregates (one type of normal-weight siliceous aggregates, and three types of LWAs) were used. The normal-weight coarse aggregates served as the control specimens of normal weight. Type 1 LWAs were the China-made crush expanded shale aggregates. Types 2 and 3 LWAs were the Taiwan-made granulated silt aggregates. They had different unit weights. All three types of LWAs were sintered LWAs, and their physical and mechanical properties are listed in Table 1. The normal-weight coarse aggregate was crushed stone with a maximum particle size of 19 mm. Natural river sand was used in all of the mixtures. The physical properties of the normal-weight aggregates are listed in Table 2. The reinforcing steel used included 16 and 19 mm deformed steel rebars and post-tensioned steel strands. The mix design of the SCLC followed the volumetric method suggested by the American Concrete Institute (ACI) Committee 211.2 [29]. In addition to the experimental group of SCLC, ordinary SCC was also prepared as the control group. Table 3 presents the mix proportions for both types of concrete. The specified 28-day compressive strength was chosen equal to 35 MPa and 40 MPa, respectively. For example, the SCLC-35 mix is for the SCLC with a design strength of 35 MPa and Type 1 LWAs.
2.3. Fabrication of Specimens
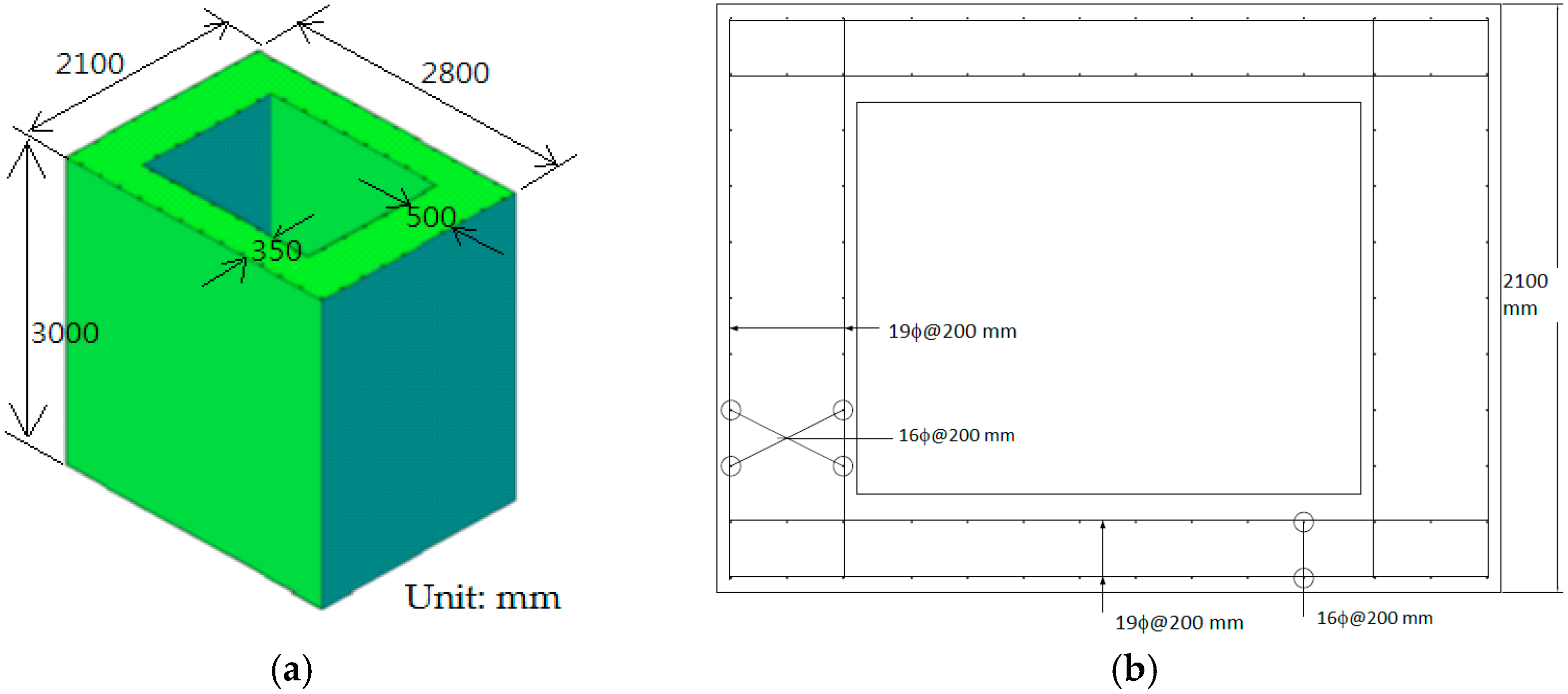
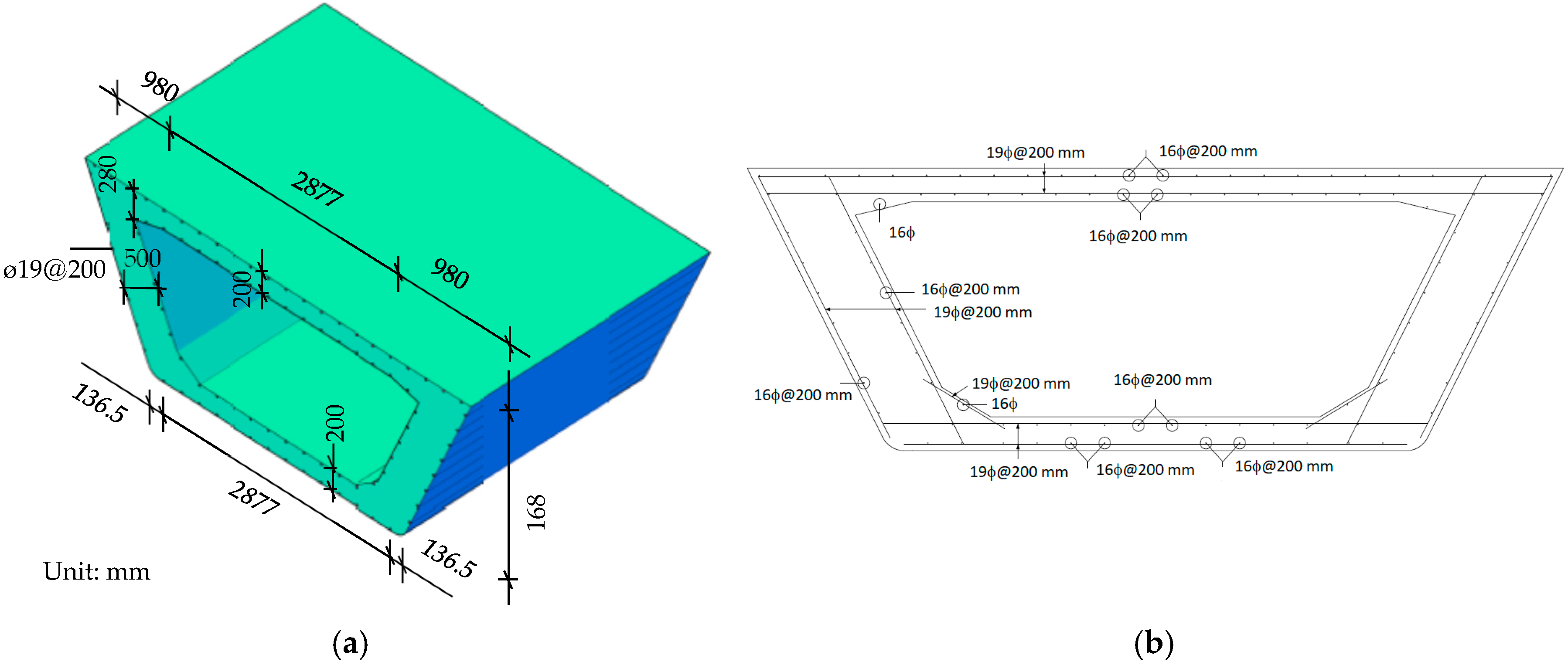
Concrete test specimens were made according to the American Society for Testing and Materials (ASTM) C192 specification [30]. Concrete specimens for each test were cast out of each mix and compacted using an external vibrator. Along with each mix, 12 cylindrical specimens were cast for the compressive strength test, elastic modulus test, creep test, and segregation test of concrete; eight prism specimens (360 mm length × 100 mm width × 100 mm thickness) were cast for the flexural strength of the concrete. Following casting, all of the specimens were covered overnight with a wet hessian and polyethylene sheets for a period of 24 h. After 24 h, all of the specimens were removed from the molds. To maintain the same environmental conditions, all of the specimens were placed in a water bath in the laboratory. After curing, the specimens were removed from the water bath three days before the test. Meanwhile, on-site full-scale prestressed pier and box girder segments made of SCLC and SCC were fabricated on the highway construction site in Central Taiwan. The detailed dimensions of the prestressed pier and box girder segments are shown in Figure 1 and Figure 2, respectively. Once the segment’s concrete was poured and had attained its transfer strength, the strand was stressed using a hydraulic jack and then locked off at the anchorage. Prestressing was performed by stretching each strand to a predetermined target force.
2.4. Testing Methods and Instrumentation
The compressive strength of the SCLC was tested according to the ASTM C39 Standard Test Method using cylindrical specimens (100 mm in diameter and 200 mm in height) at the ages of 3, 7, 14, 28, and 56 days. The flexural strength test is based on the ASTM C293 Standard Test Method for the Flexural Strength of Concrete. The modulus of elasticity and Poisson’s ratio were tested in accordance with ASTM C469 using cylindrical specimens (100 mm in diameter and 200 mm in height) at the ages of 28 and 56 days. The drying shrinkage test was carried out according to ASTM C157. Three volume-to-surface ratios (V/S = 18.75 mm, 25.0 mm, and 37.5 mm) were selected. The specimen dimensions used to obtain the listed V/S ratios were 150 × 150 × 285, 100 × 100 × 285, and 75 × 75 × 285 mm, respectively. Shrinkage measurements were made at 7, 28, 56, 91, and 180 days of age. The creep test was carried out according to ASTM C512 using cylindrical specimens (150 mm in diameter and 300 mm high) with allowable stress of 0.4fc′ at the ages of 7, 28, 56, 91, and 180 days. As for the full-scale prestressed SCLC pier and box girder segments, as well as the SCC control specimens, load cells were set at the end of those prestressed members and connected to the ADAM Data Acquisition module to measure the prestress loss of the prestressed tendon. In addition, strain gauges were attached to the specimens for long-term axial deformation monitoring.
3. Results and Discussion
3.1. Properties of Fresh Concrete
The results of the tests for the unit weight and air content of the fresh concrete are shown in Table 4. The results show that the unit weights of fresh concrete mixed with LWAs were roughly between 1950–2040 kg/m3, while the air contents were between 1.2–3.7%. The results of fresh properties are shown in Table 5. In the case of SCLC or SCC, the slump flow values were between 600 and 680 mm at 0, 30 and 60 min after mixing. According to the Japan Society of Civil Engineers (JSCE) specification (Table 6) [31], the results can still meet the requirements of Rank 2 in the acceptance criteria for SCC, although the slump flow decreased slightly with time. In addition, when the slump flow of the SCLC and SCC mixtures was about 500 mm, its flow time was about 4 to 12 s, which met the requirement of Rank 2 (i.e., 3 to 15 s).
With a design strength of either 35 or 40 MPa, the V-funnel test results of the fresh SCC at 0, 30, and 60 min after mixing were about 11 to 16 s, which met the requirement of Rank 2 (i.e., 7 to 20 s). For the SCLC at 0 min, the V-funnel test results were about 15 to 20 s, and were close to the upper limit of Rank 2. As for the 30 and 60-min V-funnel test results, some were more than 20 s. It is possible because, during the V-funnel test, the concrete flow was mainly guided by its weight. Since SCLC’s unit weight was smaller than the SCC (i.e., the flow of SCLC was slower), it resulted in the SCLC test results not being able to meet the requirement of Rank 2. Box flowability was tested after the mixing was completed, and continued with low-speed mixing for 30 and 60 min, respectively. The results show that, with the design strength of either 35 or 40 MPa, both SCC and SCLC met the requirement of Rank 2 (value should be greater than 300 mm).
It can be seen from the fresh concrete test results that most of the properties of SCLC can meet the requirements of Rank 2, except the V-funnel test result. It was difficult to meet the requirement because the SCLC flowed slowly after pouring.
3.2. Segregation Test Results
In order to understand the floating of aggregates in fresh SCC and a SCLC mixture, the segregation test was carried out. Cylinders of φ150 mm × 450 mm at the age of seven days were cut into three sections: the top layer, the middle layer, and the bottom layer (each was 150 mm in length). The oven dry unit weight of each section was measured. The results shown in Table 7 represent the ratio of the unit weight of each layer with respect to that of the middle layer. According to the results, the top sections had smaller unit weights for both the lightweight and normal-weight concrete mixtures, which was mainly due to the high flowability of the SCLC and SCC. The LWAs were floating to the top in the mixture, because their unit weight was less than that of the mixture. On the contrary, the normal-weight aggregates sank to the bottom of the mixture, because their unit weight was greater than that of the mixture. Observing the three types of LWAs used in this study, Type 1 had the largest unit weight (1520 kg/m3), and therefore the SCLC mixtures with Type 1 aggregates had a lower segregation risk. The unit weight ratios of SCLC-35 specimens were found within 5%, which was very close to the SCC’s result. The unit weight ratio of SCLC-40 specimens was found higher (up to 12%), which may have been caused by the higher amount of mortar. Based on the results of this study, it can be seen that the use of aggregates with a density greater than 1100 kg/m3 can avoid serious segregation, and SCLC with higher mortar content was more likely to produce segregation.
3.3. Properties of Hardened Concrete
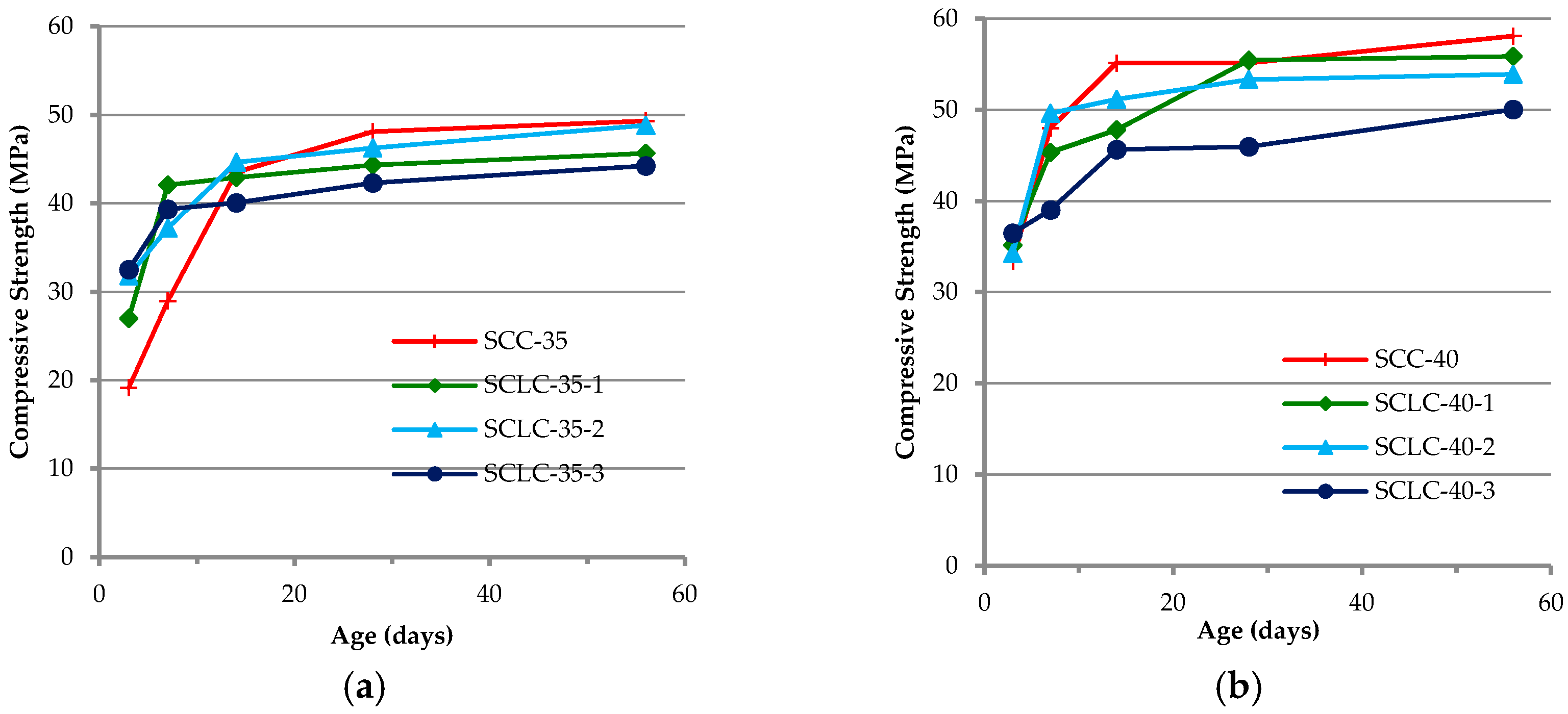
The compressive-strength results of the SCC and SCLC specimens are shown in Figure 3. For the specimens with a design strength of 35 MPa, at the age of 28 days, the compressive strength was about 41.5–47.2 MPa. For the specimens with a design strength of 40 MPa, at the age of 28 days, the compressive strength was about 45.1–54.4 MPa. The compressive strength of each specimen reached the targeted strength. As can be seen from Figure 3, the compressive strength of the SCLC specimens at three days of age reached more than 60% of that of specimens at 28 days of age. The compressive strength of specimens at seven days of age reached more than 80% of that of specimens at 28 days of age. However, the compressive strength of the normal-weight SCC at three days of age reached about 40% of that of specimens at 28 days of age. Comparing the compressive strength of SCC with SCLC, it is clear that the SCLC tended to develop a higher early strength. The reason may be that the water–binder ratio of SCLC was lower than that of the SCC, which led to the high early-strength trend in the SCLC. Therefore, if the SCLC was used in post-tensioning members, the post-tension could be applied in an early stage.
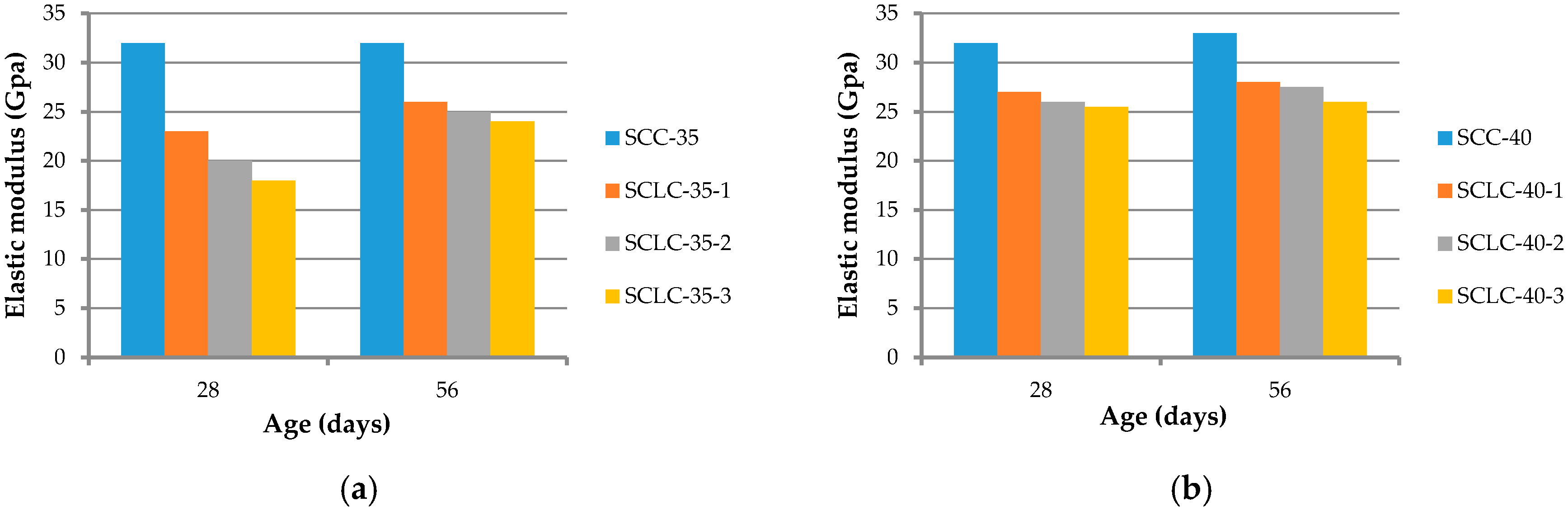
The elastic modulus test results are shown in Figure 4. These results show that the modulus of elasticity of concrete increases with the age of the concrete. Furthermore, with the same design strength conditions, the elastic modulus of the SCLC was clearly lower than that of the SCC (about 60–85%); in other words, the stiffness of the SCLC was smaller. Therefore, if the SCLC is used in prestressed concrete projects, special attention should be paid to evaluating the deflection during prestressing or loading, as it may cause larger elastic deformation. In addition, the results show that Poisson’s ratios of SCLC and SCC were between 0.16 and 0.24, which were very close.
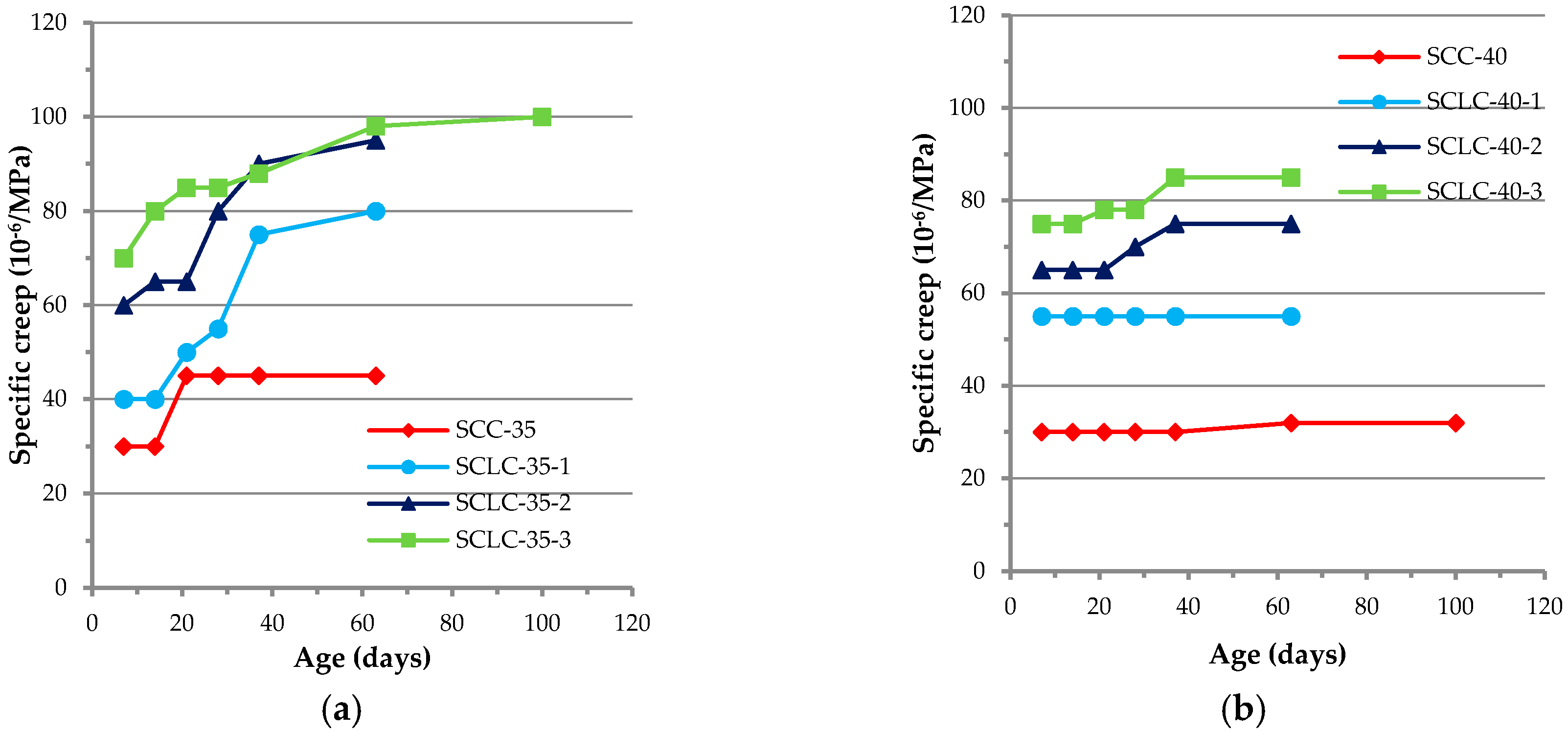
The results of the SCLC shrinkage test are shown in Table 8. Whether for SCC or SCLC, the results show that the smaller the V/S ratio, the faster the concrete dried. The smaller the V/S ratio, the shorter the path of water loss, and the higher the shrinkage. Under the same curing conditions, the test results show that the drying shrinkage of SCLC was lower than that of the SCC. In addition, the water contained in the LWAs supplies sustained curing, which can reduce the occurrence of drying shrinkage and help increase the strength.The specific creep test was performed with cylindrical specimens and the loading started from the seventh day after pouring. As shown in Figure 5, the specific creep of the SCLC was higher than that of the SCC. In addition, the difference became more obvious as the age increased. As can be seen from Figure 5a, at seven days of age, the specific creep of the SCLC-35-1 specimen was about 133% of that of the SCC-35 specimen. Figure 5b shows that at seven days of age, the specific creep of the SCLC-40-1 specimen was about 183% of that of the SCC-40 specimen. Overall, these results show that, regardless of the type of lightweight aggregates, the specific creep of the SCLC was higher than that of the ordinary SCC. The reason may be that the strength of the normal-weight aggregate was much higher than that of the lightweight aggregate, and the ability to control the variation of the concrete’s volume was stronger.
3.4. Long-Term Deformation and Prestress Loss of Full-Scale Pier Segments
In this study, the SCC and SCLC pier segments were fabricated on a highway construction site in central Taiwan. The concrete design strength of the pier segments was 35 MPa. Thus, the SCC-35 and SCLC-35-1 mixtures were adopted for the SCC and SCLC pier segments, respectively. The slump flows of the SCC-35 and SCLC-35-1 mixtures were between 650 mm and 680 mm, which resulted in concrete that flowed into the forms well. The completed specimen is shown in Figure 6.
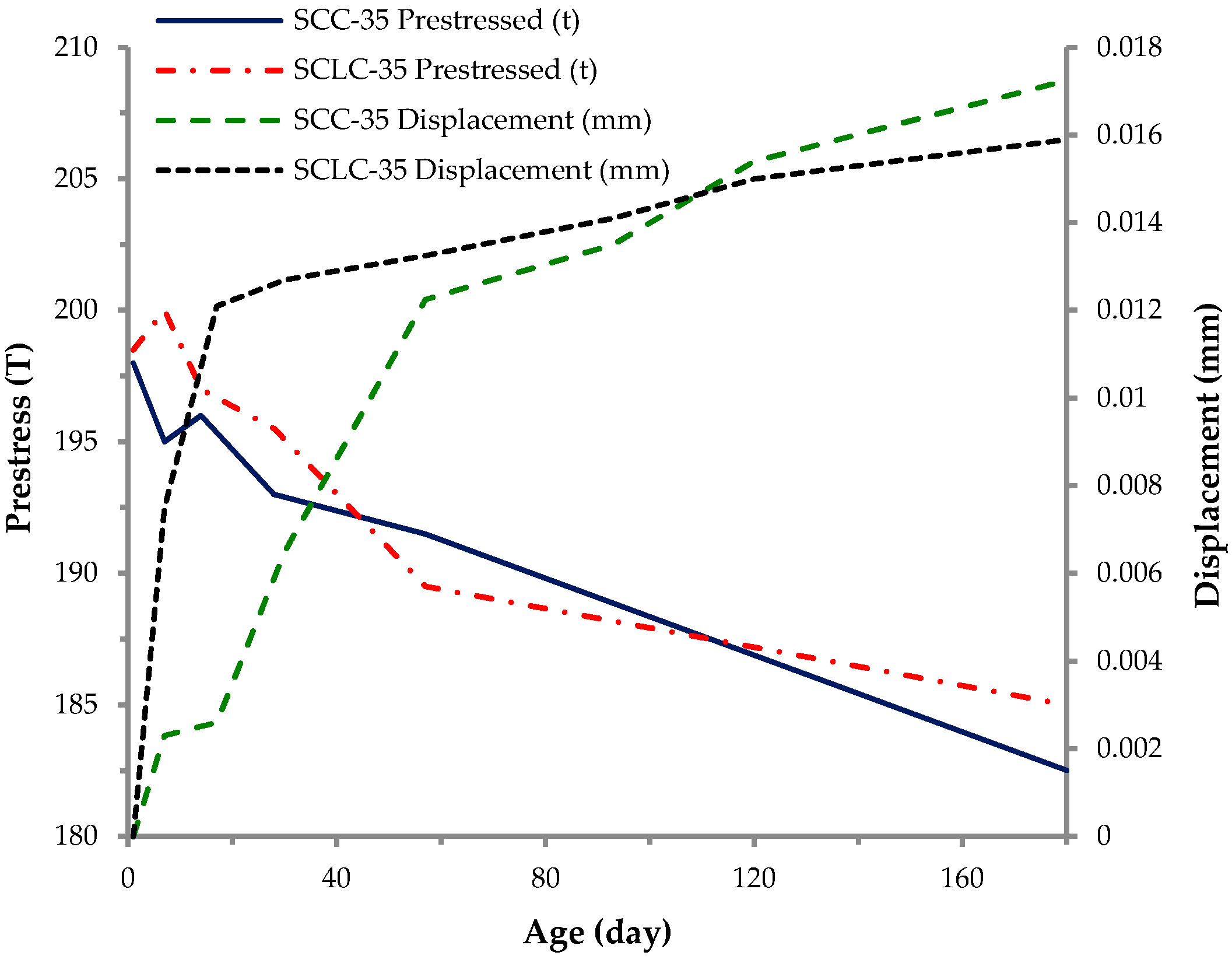
After the concrete pour was completed, the pier segment was cured in the air for seven days, and then prestressed. The prestress force in the pier segments was introduced by means of steel strands. The prestress was applied at the left and right sides of the pier segment (Figure 6.). The applied prestressing force of the steel strands on each side of the pier segment was 200 tons. The applied prestress was recorded after the elastic shortening of the pier segment. Following the transfer of the prestressing force from the jack to the pier segment, a continuous loss in the prestressing force occurred. The losses can be broadly classified into two groups, immediate and time-dependent. Losses from shrinkage, the creep of concrete, and the relaxation of steel are time-related losses. The prestress loss and the deformation were measured for up to 180 days. The main loss of the prestress was caused by the shrinkage of concrete, creep of concrete, and relaxation of the steel. The results of prestress loss and deformation are shown in Figure 7. After 180 days of prestressing, the lightweight concrete prestressed pier segment lost about 6.83% of stress, while the normal-weight concrete specimen lost about 8.19%. In terms of shrinkage, the SCLC was smaller than the normal-weight SCC, but the specific creep of the SCLC was larger than that of the normal-weight SCC. Consequently, the accumulated deformation after 180 days (as shown in Figure 7) of the SCLC pier segment was slightly smaller than that of the normal-weight SCC pier segment. In other words, the prestress loss of the SCLC pier segment was less than that of the normal-weight SCC pier segment.
3.5. Long-Term Deformation and Prestress Loss of Full-Scale Box Girder Segments
The full-scale box girder segments made of SCC and SCLC were fabricated on a highway construction site in central Taiwan. The concrete design strength of the box girder segments was 40 MPa. Thus, the SCC-40 and SCLC-40-1 mixtures were adopted for the SCC and SCLC box girder segments, respectively. The completed specimen is shown in Figure 8
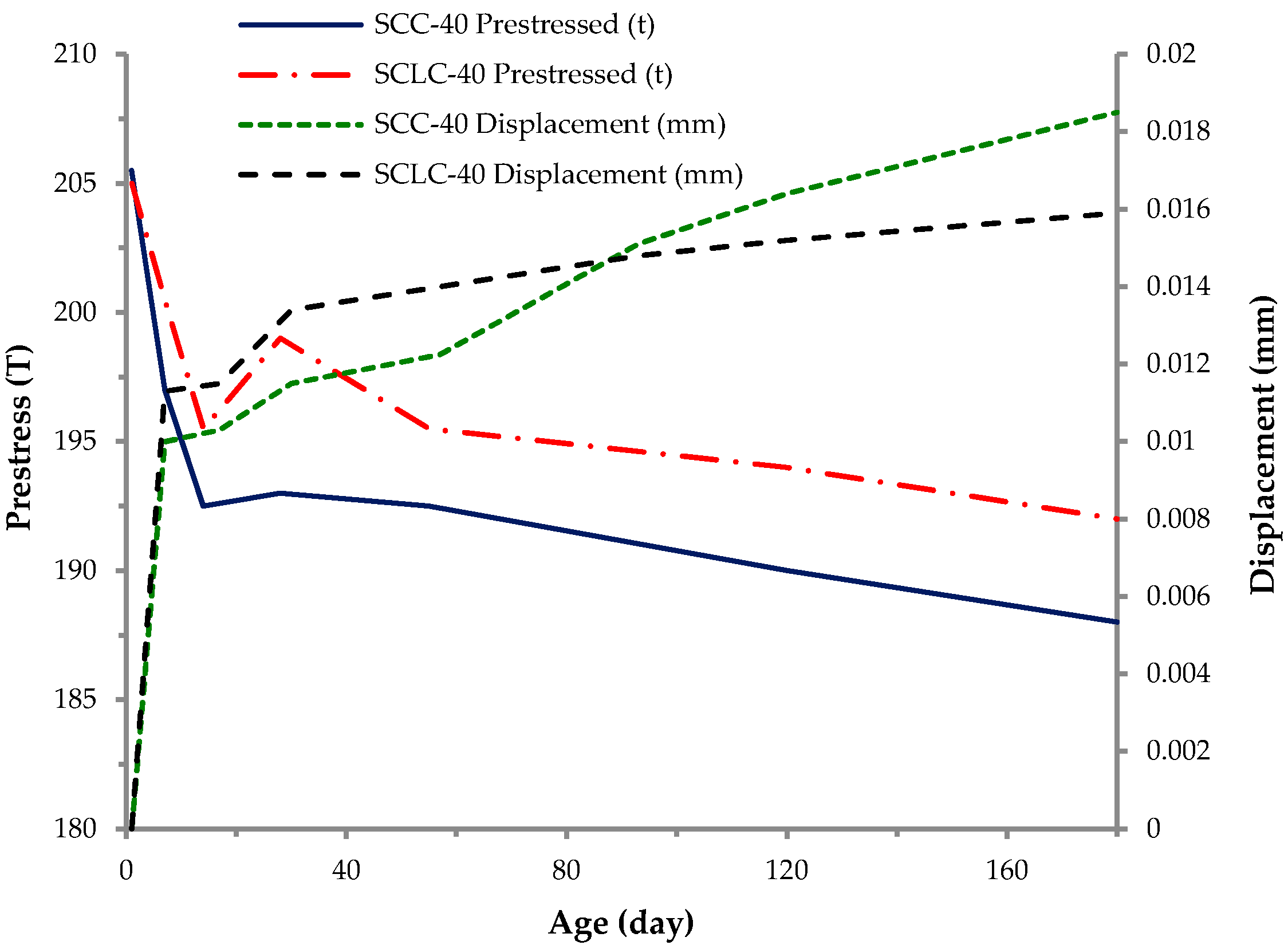
The prestress was applied at the left and right sides of the box girder segment (Figure 8). The applied prestressing force of the steel strands on each side of the box girder segment was 400 tons. The prestress loss and the deformation were measured, and the results are shown in Figure 9. As can be seen in Figure 9, the prestress loss of the SCC box girder segment was about 9.06%, while that of the SCLC box girder segment was about 5.35%. The results also show that the shrinkage of SCLC at 180 days was only 36.6%, 18.5%, and 9.8% of SCC at the V/S ratio of 18.75, 25.0, and 37.5, respectively. Therefore, with the design strength of 40 MPa, SCLC was significantly smaller than SCC in terms of the drying shrinkage. However, the difference between SCLC and SCC on the specific creep was less apparent, and so the prestress loss of the SCLC box girder segment was less than that of the SCC box girder segment.
4. Conclusions
In order to cope with complex structures and construction needs, the use of SCLC is a viable alternative to normal-weight fresh concrete. Based on the above results and discussion, the following conclusions can be drawn:
- 1
- From the segregation results of SCC, it can be concluded that the use of lightweight aggregates with a particle density higher than 1100 kg/m3 can avoid the serious segregation of fresh concrete, and the use with higher mortar content was more likely to produce segregation.
- 2
- SCLC can meet most of the SCC R2 requirements except for the V-funnel test, because the SCLC flowed slowly after pouring, and so it was difficult to meet the R2 requirement.
- 3
- The water–binder ratio used in the SCLC was lower than that of the SCC, which led to high early-strength. Additionally, the water contained in the lightweight aggregates supplied sustained curing, which can reduce the occurrence of drying shrinkage.
- 4
- The specific creep of the SCLC was higher than that of the SCC. The reason may be that the strength of the normal-weight aggregates was much higher and the ability to control the variation of the concrete’s volume was stronger than those of the lightweight aggregates.
- 5
- Under the conditions set in this study, the prestress loss of the SCLC prestressed members at 180 days was about 5.35–6.83%, which was less than 8.19–9.06% of the SCC. The reason may be that the shrinkage of the SCLC was significantly less than that of the SCC.
Acknowledgments
The authors express their gratitude and sincere appreciation to the Ministry of Science and Technology, Taiwan, for financing this research work.
Author Contributions
How-Ji Chen conceived and designed the experiments; Kuo-Cheng Wu performed the experiments; Chao-Wei Tang analyzed the data and wrote the paper; Chung-Ho Huang analyzed the data.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Somayaji, S. Civil Engineering Materials; Prentice Hall: Upper Siddle River, NJ, USA, 2001; p. 45. [Google Scholar]
- Chandra, S.; Berntsson, L. Lightweight Aggregate Concrete; Noyes Publications: New York, NY, USA, 2002. [Google Scholar]
- Farías, R.D.; García, C.M.; Palomino, T.C.; Arellano, M.M. Effects of wastes from the brewing industry in lightweight aggregates manufactured with clay for green roofs. Materials 2017, 10, 527. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.J.; Hsueh, Y.C.; Peng, Y.C.; Tang, C.W. Paper Sludge Reuse in Lightweight Aggregates Manufacturing. Materials 2016, 9, 876. [Google Scholar] [CrossRef] [PubMed]
- Colangelo, F.; Messina, F.; Cioffi, R. Recycling of MSWI fly ash by means of cementitious double step cold bonding pelletization: Technological assessment for the production of lightweight artificial aggregates. J. Hazard. Mater. 2015, 299, 181–191. [Google Scholar] [CrossRef] [PubMed]
- Spathi, C.; Vandeperre, L.J.; Cheeseman, C.R. Production of lightweight fillers from waste glass and paper sludge ash. Waste Biomass Valorization 2015, 6, 875–881. [Google Scholar] [CrossRef]
- Wei, N. Leachability of heavy metals from lightweight aggregates made with sewage sludge and municipal solid waste incineration fly ash. Int. J. Environ. Res. Public Health 2015, 12, 4992–5005. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.W. Producing synthetic lightweight aggregates by treating waste TFT-LCD glass powder and reservoir sediments. Comput. Concr. 2014, 13, 149–171. [Google Scholar] [CrossRef]
- Chen, H.J.; Yang, M.D.; Tang, C.W.; Wang, S.Y. Producing synthetic lightweight aggregates from reservoir sediments. Constr. Build. Mater. 2012, 28, 387–394. [Google Scholar] [CrossRef]
- Tang, C.W.; Chen, H.J.; Wang, S.Y.; Spaulding, J. Production of synthetic lightweight aggregate using reservoir sediments for concrete and masonry. Cem. Concr. Compos. 2011, 33, 292–300. [Google Scholar] [CrossRef]
- Chen, H.J.; Wang, S.Y.; Tang, C.W. Reuse of incineration fly ashes and reaction ashes for manufacturing lightweight aggregate. Constr. Build. Mater. 2010, 24, 46–55. [Google Scholar] [CrossRef]
- Chen, H.J.; Chang, S.N.; Tang, C.W. Application of the Taguchi method for optimizing the process parameters of producing lightweight aggregates by incorporating tile grinding sludge with reservoir sediments. Materials 2017, 10, 1294. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.W. Uniaxial bond stress-slip behavior of reinforcing bars embedded in lightweight aggregate concrete. Struct. Eng. Mech. 2017, 62, 651–661. [Google Scholar]
- Tang, C.W. Effect of presoaking degree of lightweight aggregate on the properties of lightweight aggregate concrete. Comput. Concr. 2017, 19, 69–78. [Google Scholar] [CrossRef]
- Kim, Y.J.; Choi, Y.W.; Lachemi, M. Characteristics of self-consolidating concrete using two types of lightweight coarse aggregates. Constr. Build. Mater. 2010, 24, 11–16. [Google Scholar] [CrossRef]
- Topçu, İ.B.; Uygunoğlu, T. Effect of aggregate type on properties of hardened self-consolidating lightweight concrete (SCLC). Constr. Build. Mater. 2010, 24, 1286–1295. [Google Scholar] [CrossRef]
- Lotfy, A.; Hossain, K.M.A.; Lachemi, M. Statistical models for the development of optimized furnace slag lightweight aggregate self-consolidating concrete. Cem. Concr. Compos. 2015, 55, 169–185. [Google Scholar] [CrossRef]
- Lotfy, A.; Hossain, K.M.A.; Lachemi, M. Durability properties of lightweight self-consolidating concrete developed with three types of aggregates. Constr. Build. Mater. 2016, 106, 43–54. [Google Scholar] [CrossRef]
- Hassoun, M.N.; Al-Manaseer, A. Structural Concrete: Theory and Design, 6th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014. [Google Scholar]
- Lotfy, A.; Hossain, K.M.A.; Lachemi, M. Lightweight self-consolidating concrete with expanded shale aggregates: Modelling and optimization. Int. J. Concr. Struct. Mater. 2015, 9, 185–206. [Google Scholar] [CrossRef]
- Oz, H.O.; Gesoglu, M.; Guneyisi, E.; Sor, N.H. Self-Consolidating Concretes Made with Cold-Bonded Fly Ash Lightweight Aggregates. ACI Mater. J. 2017, 114, 385–395. [Google Scholar]
- Bremner, T.W.; Holm, T.A. Elastic compatibility and the behavior of concrete. ACI J. 1986, 83, 244–250. [Google Scholar]
- Chen, H.J.; Tsai, W.P.; Tang, C.W.; Liu, T.H. Time-dependent properties of lightweight concrete using sedimentary lightweight aggregate and its application in prestressed concrete beams. Struct. Eng. Mech. 2011, 39, 833–847. [Google Scholar] [CrossRef]
- Chen, H.J.; Liu, T.H.; Tang, C.W.; Tsai, W.P. Influence of high-cycle fatigue on the tension stiffening behavior of flexural reinforced lightweight aggregate concrete beams. Struct. Eng. Mech. 2011, 40, 847–866. [Google Scholar] [CrossRef]
- Lopez, M.; Kahn, L.F.; Kurtis, K.E. Creep and shrinkage of high performance lightweight concrete. ACI Mater. J. 2004, 101, 391–399. [Google Scholar]
- Kayali, O.; Haque, M.N.; Zhu, B. Drying shrinkage of fibre-reinforced lightweight aggregate concrete containing fly ash. Cem. Concr. Res. 1999, 29, 1835–1840. [Google Scholar] [CrossRef]
- Kahn, L.F.; Lopez, M. Prestress losses in high-performance lightweight concrete pretensioned bridge girders. PCI Struct. J. 2005, 50, 84–94. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials, 3rd ed.; The McGraw-Hill Companies, Inc.: New York, NY, USA, 2006. [Google Scholar]
- ACI Committee 211.2-98. Standard Practice for Selecting Proportions for Structural Lightweight Concrete; American Concrete Institute: Detriot, MI, USA, 1998. [Google Scholar]
- ASTM C192/C192M-16a. Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- JSCE (Japan Society of Civil Engineers). Standard Specifications for Concrete Structures, Materials and Construction; JSCE: Tokyo, Japan, 2007. [Google Scholar]
Figure 1.
Diagram of the pier segment. (a) Dimensions; (b) Reinforced figure.

Figure 2.
Diagram of the prestressed box girder segment. (a) Dimensions; (b) Reinforced figure.

Figure 3.
Compressive strength of concrete versus curing age. (a) For the specimens with a design strength of 35 MPa; (b) For the specimens with a design strength of 40 MPa.
Figure 3.
Compressive strength of concrete versus curing age. (a) For the specimens with a design strength of 35 MPa; (b) For the specimens with a design strength of 40 MPa.

Figure 4.
Elastic modulus of concrete versus curing age. (a) For the specimens with a design strength of 35 MPa; (b) For the specimens with a design strength of 40 MPa.
Figure 4.
Elastic modulus of concrete versus curing age. (a) For the specimens with a design strength of 35 MPa; (b) For the specimens with a design strength of 40 MPa.

Figure 5.
Specific creep of concrete versus curing age. (a) For the specimens with a design strength of 35 MPa; (b) For the specimens with a design strength of 40 MPa.
Figure 5.
Specific creep of concrete versus curing age. (a) For the specimens with a design strength of 35 MPa; (b) For the specimens with a design strength of 40 MPa.

Figure 6.
Full-scale pier segment.

Figure 7.
Prestress loss and deformation of pier segments versus curing age.
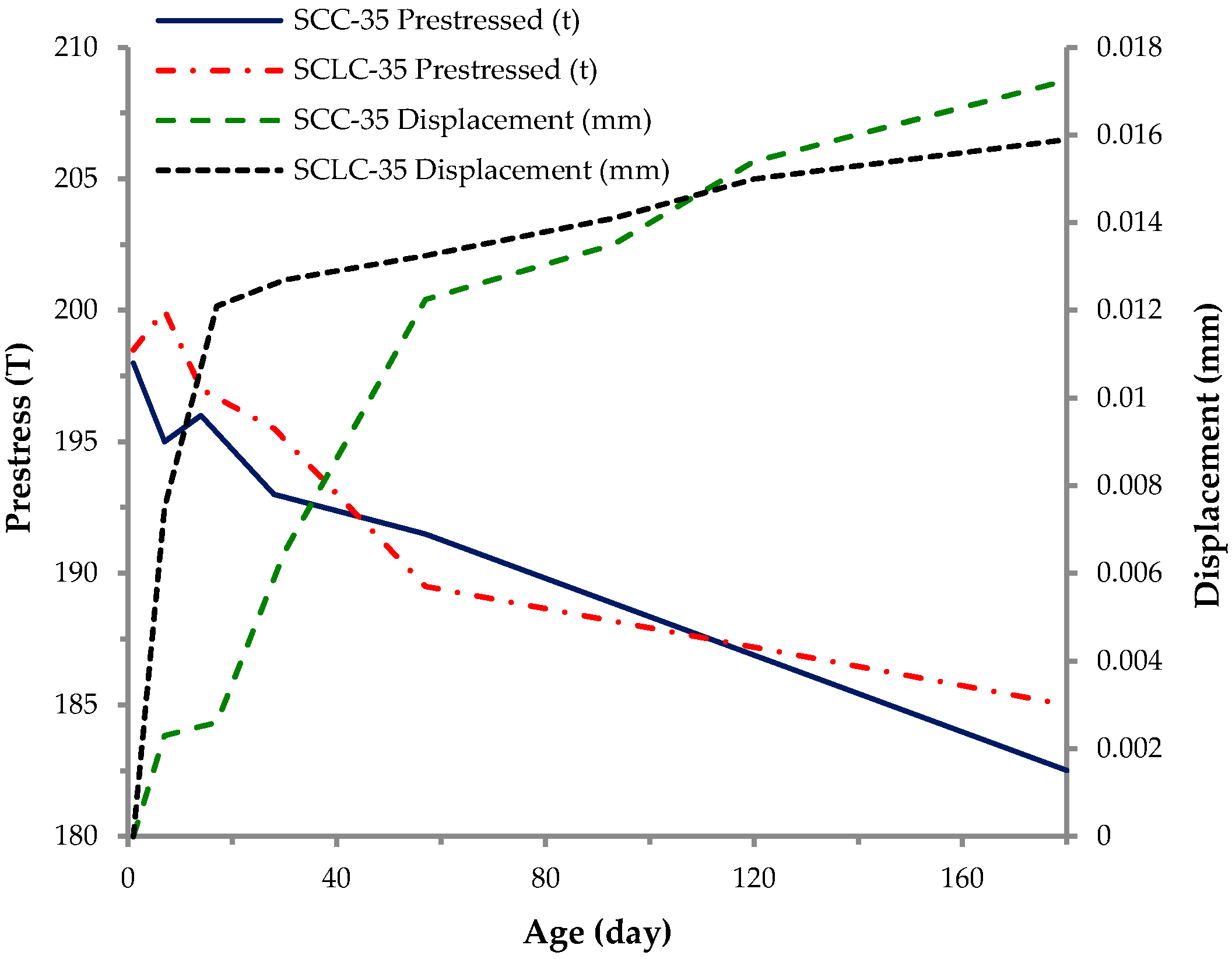
Figure 8.
Full-scale box girder segment.

Figure 9.
Prestress loss and deformation of box girder segments versus curing age.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Physical and mechanical properties of lightweight aggregate.
| Type of LWA | Particle Density (OD) (kg/m3) | Dry Loose Bulk Density (kg/m3) | Water Absorption (%) | Crushing Strength (MPa) | |
|---|---|---|---|---|---|
| 30 min | 24 h | ||||
| 1 | 1520 | 845 | 2.85 | 4.70 | 7.90 |
| 2 | 1130 | 675 | 2.55 | 5.75 | 7.10 |
| 3 | 1280 | 735 | 3.30 | 7.00 | 4.10 |
Note: LWA = lightweight aggregate; OD = oven dry condition.
Table 2.
Physical property of normal-weight aggregates.
| Type | Specific Gravity (SSD) * | Water Absorption (SSD) | Unit Weight (Dry-Rodded) (kg/m3) | FM |
|---|---|---|---|---|
| Coarse aggregate | 2.60 | 1.20% | 1620 | - |
| Fine aggregate | 2.63 | 1.31% | - | 2.80 |
Notes: * SSD = saturated surface-dry condition; FM = fineness modulus.
Table 3.
Mix proportions of concrete.
| Mix No. | w/b | Cement (kg/m3) | Slag (kg/m3) | Fly ash (kg/m3) | Aggregate (kg/m3) | Water (kg/m3) | SP (kg/m3) | Unit Weight (kg/m3) | |
|---|---|---|---|---|---|---|---|---|---|
| FA | CA | ||||||||
| SCC-35 | 0.434 | 220 | 140 | 40 | 936 | 802 | 170 | 3.60 | 2311 |
| SCLC-35-1 | 0.361 | 270 | 135 | 109 | 683 | 544 | 180 | 5.40 | 1926 |
| SCLC-35-2 | 0.359 | 270 | 135 | 109 | 684 | 415 | 180 | 4.50 | 1797 |
| SCLC-35-3 | 0.358 | 270 | 135 | 109 | 684 | 453 | 180 | 3.83 | 1834 |
| SCC-40 | 0.396 | 264 | 132 | 44 | 900 | 798 | 170 | 4.18 | 2312 |
| SCLC-40-1 | 0.370 | 300 | 150 | 50 | 855 | 464 | 180 | 5.00 | 2004 |
| SCLC-40-2 | 0.349 | 318 | 159 | 53 | 859 | 339 | 180 | 5.04 | 1913 |
| SCLC-40-3 | 0.349 | 318 | 159 | 53 | 858 | 396 | 180 | 4.77 | 1969 |
Notes: SCC = self-consolidating concrete; SCLC = self-consolidating lightweight aggregate concrete; w/b = water–binder ratio; FA = fine aggregate; CA = ordinary coarse aggregate or coarse LWAs; SP = superplasticizer.
Table 4.
Air content and unit weight of concrete.
| Mix No. | Air Content (%) | Unit Weight (kg/m3) | Air Dry Unit Weight (kg/m3) |
|---|---|---|---|
| SCC-35 | 4.1 | 2256 | - |
| SCLC-35-1 | 1.2 | 1950 | 1889 |
| SCLC-35-2 | 3.1 | 1947 | 1855 |
| SCLC-35-3 | 2.5 | 1953 | 1857 |
| SCC-40 | 3.8 | 2289 | - |
| SCLC-40-1 | 2.5 | 2038 | 1958 |
| SCLC-40-2 | 3.7 | 2018 | 1944 |
| SCLC-40-3 | 3.5 | 2019 | 1917 |
Table 5.
Concrete fresh properties.
| Mix No. | 500 mm Slump Flow Time (Second) | V-Funnel Flow Time (Second) | Slump Flow (mm) | Box Flowability Height (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 (min.) | 30 (min.) | 60 (min.) | 0 (min.) | 30 (min.) | 60 (min.) | 0 (min.) | 30 (min.) | 60 (min.) | 0 (min.) | 30 (min.) | 60 (min.) | |
| SCC-35 | 8.81 | 9.31 | 11.11 | 15.5 | 16.31 | 18.91 | 650 | 620 | 600 | 340 | 310 | 300 |
| SCLC-35-1 | 4.73 | 5.31 | 5.95 | 14.14 | 14.31 | 14.38 | 680 | 635 | 610 | 340 | 320 | 300 |
| SCLC-35-2 | 4.67 | 5.26 | 11.38 | 18.1 | * 23.95 | * 30.18 | 620 | 620 | 600 | 340 | 320 | 300 |
| SCLC-35-3 | 4.34 | 5.63 | 7.38 | 18.6 | * 20.3 | * 23.5 | 640 | 630 | 610 | 340 | 320 | 300 |
| SCC-40 | 4.67 | 5.26 | 11.38 | 11.1 | 13.95 | 20.18 | 620 | 620 | 600 | 340 | 320 | 300 |
| SCLC-40-1 | 4.96 | 11.10 | 7.60 | 20 | 19.02 | 20 | 690 | 630 | 610 | 340 | 340 | 340 |
| SCLC-40-2 | 5.83 | 6.01 | 6.31 | 18.6 | 19.1 | * 20.1 | 670 | 650 | 630 | 340 | 320 | 300 |
| SCLC-40-3 | 4.81 | 5.21 | 6.21 | 19.4 | * 20.3 | * 20.1 | 650 | 630 | 600 | 340 | 340 | 300 |
Note: * Indicates that the specification value is exceeded.
Table 6.
Acceptance criteria for SCC according to the Japan Society of Civil Engineers (JSCE) [31].
Table 6.
Acceptance criteria for SCC according to the Japan Society of Civil Engineers (JSCE) [31].
| Rank | 1 | 2 | 3 |
|---|---|---|---|
| Construction condition minimum gap between reinforcement (mm) | 30–60 | 60–200 | ≥200 |
| Amount of reinforcement (kg/m3) | ≥350 | 100–350 | ≤100 |
| Filling height of U-box test (mm) | ≥300 | ≥300 | ≥300 |
| Absolute volume of coarse aggregates per unit volume of SCC (m3/m3) | 0.28–0.30 | 0.30–0.33 | 0.30–0.36 |
| Flowability slump flow (mm) | 650–750 | 600–700 | 500–650 |
| Segregation resistance ability time required to flow through V-funnel (s) | 10–20 | 7–20 | 7–20 |
| Time required to reach 500 mm of slump flow (s) | 5–25 | 3–15 | 3–15 |
Table 7.
Segregation test results.
| Mix No. | Unit Weight Ratios | ||
|---|---|---|---|
| Top Layer | Middle Layer | Bottom Layer | |
| SCC-35 | 0.965 | 1.0 | 1.041 |
| SCLC-35-1 | 0.987 | 1.0 | 1.022 |
| SCLC-35-2 | 0.967 | 1.0 | 1.017 |
| SCLC-35-3 | 0.950 | 1.0 | 1.050 |
| SCC-40 | 0.975 | 1.0 | 1.043 |
| SCLC-40-1 | 0.919 | 1.0 | 1.020 |
| SCLC-40-2 | 0.883 | 1.0 | 1.015 |
| SCLC-40-3 | 0.880 | 1.0 | 1.021 |
Table 8.
Shrinkage test results.
| Mix No. | V/S (mm) | Drying Shrinkage (μ) | Mix No. | V/S (mm) | Drying Shrinkage (μ) | ||
|---|---|---|---|---|---|---|---|
| 28-Day | 56-Day | 28-Day | 56-Day | ||||
| SCC-35 | 18.75 | −444 | −575 | SCC-40 | 18.75 | −291 | −484 |
| 25.0 | −343 | −443 | 25.0 | −189 | −329 | ||
| 37.5 | −296 | −367 | 37.5 | −175 | −236 | ||
| SCLC-35-1 | 18.75 | −285 | −389 | SCLC-40-1 | 18.75 | −77 | −177 |
| 25.0 | −130 | −223 | 25.0 | −29 | −61 | ||
| 37.5 | −22 | −145 | 37.5 | −12 | −23 | ||
| SCLC-35-2 | 18.75 | −93 | −175 | SCLC-40-2 | 18.75 | −155 | −209 |
| 25.0 | −44 | −153 | 25.0 | −24 | −32 | ||
| 37.5 | −23 | −93 | 37.5 | −16 | −22 | ||
| SCLC-35-3 | 18.75 | −100 | −193 | SCLC-40-3 | 18.75 | −214 | −319 |
| 25.0 | −68 | −88 | 25.0 | −63 | −104 | ||
| 37.5 | −21 | −48 | 37.5 | −32 | −51 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chen, H.-J.; Wu, K.-C.; Tang, C.-W.; Huang, C.-H. Engineering Properties of Self-Consolidating Lightweight Aggregate Concrete and Its Application in Prestressed Concrete Members. Sustainability 2018, 10, 142. https://doi.org/10.3390/su10010142
AMA Style
Chen H-J, Wu K-C, Tang C-W, Huang C-H. Engineering Properties of Self-Consolidating Lightweight Aggregate Concrete and Its Application in Prestressed Concrete Members. Sustainability. 2018; 10(1):142. https://doi.org/10.3390/su10010142
Chicago/Turabian StyleChen, How-Ji, Kuo-Cheng Wu, Chao-Wei Tang, and Chung-Ho Huang. 2018. "Engineering Properties of Self-Consolidating Lightweight Aggregate Concrete and Its Application in Prestressed Concrete Members" Sustainability 10, no. 1: 142. https://doi.org/10.3390/su10010142
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.