DfRem-Driven Closed-Loop Supply Chain Decision-Making: A Systematic Framework for Modeling Research



1
Department of Industrial Engineering, Tsinghua University, Beijing 100084, China
2
School of Economics and Management, Beijing University of Chemical Technology, Beijing 100029, China
3
Business School, Nankai University, Tianjin 300071, China
*
Author to whom correspondence should be addressed.
Sustainability 2019, 11(12), 3299; https://doi.org/10.3390/su11123299
Submission received: 12 May 2019
/
Revised: 4 June 2019
/
Accepted: 10 June 2019
/
Published: 14 June 2019
(This article belongs to the Special Issue How Better Decision-Making Helps to Improve Sustainability - Part II)
Abstract
:With the prevalence of a circular economy, extended producer responsibility, and the maturity of intelligent manufacturing technology, Design for Remanufacture (DfRem) has become a new driving force for the profitability of the modern supply chain. DfRem activities occur at the stage of new product design but have a significant impact on subsequent remanufacturing operations. Based on the closed-loop supply chain operation systems with DfRem, we systematically explored the impact of DfRem on supply chain operation decisions through a case study and modeling analysis and built up a modeling research framework of DfRem-driven closed-loop supply chain (CLSC) operation decision-making. Our research identified DfRem-driven model design elements and discussed the modeling of DfRem-driven investment decision problems, involving different approaches to obtain DfRem investment (i.e., DfRem-driven horizontal or vertical supply chain cooperation) and the ownership of DfRem-level decision-making rights. Moreover, the DfRem-driven two-stage and multi-period modeling processes are elaborated in detail. The aim of this paper is to provide other scholars with a more comprehensive understanding of DfRem research issues, and to establish an integrated DfRem-driven research framework for subsequent scholars to better conduct modeling research on DfRem.
1. Introduction
The requirements of extended producer responsibility (EPR), the maturity of computer-aided product design and intelligent manufacturing technology, and the remarkable performance brought by remanufacturing have gradually attracted the attention of entrepreneurs and scholars all over the world to Design for Remanufacture (DfRem). DfRem is a type of product design oriented to remanufacture. The producer need to consider the remanufacturing performance at the design stage of the original product and specify specific design indicators and requirements so that the final scrap is in a good remanufacturing state (Shu and Flowers [1]), which involves easy collection, easy disassembly, easy update, and easy evaluation (Charter and Gray [2]). DfRem behavior occurs during the design phase of a new product, but is significantly effective during the remanufacturing phase. DfRem is the key to the transformation and sustainable development of modern manufacturing supply chain and has become a new profit-growth point. As governments around the world indicate a respect for the remanufacturing industry through legislation (such as “Horizon 2020” (EU) and “high-end intelligent remanufacturing action plan 2018–2020” (China)), a number of national key high-end intelligent manufacturing industries (including aerospace, aviation, high-end equipment manufacturing, robotics, and new energy automotive industries) have put forward higher DfRem requirements for their initial products. At present, the rise of intelligent manufacturing makes some advanced design concepts (such as modular design, dismountable design, and interchangeable design) that are convenient for product remanufacturing gradually turn into the practice of enterprises; this has become an important manifestation of the transformation from traditional remanufacturing to modern remanufacturing. On 12 December 2018, the “Smart Remanufacturing Industry White Paper 2018”, edited by the Internet Industry Research Institute of Tsinghua University, was officially released. The white paper mentions that many well-known manufacturing companies, such as BMW, Volvo and Caterpillar, are actively building innovative smart remanufacturing systems, especially focusing on the DfRem investment in the initial product manufacturing phase in order to fully expand the value of the product throughout its life cycle.
Due to the predominance of DfRem investment and the postdominance of DfRem advantage, there is a significant difference in the modeling of DfRem-driven closed-loop supply chain research and the traditional closed-loop supply chain research. On the one hand, DfRem affects both the manufacturing process of the initial product and the recycling and remanufacturing processes of subsequent waste products. Studying DfRem-related issues usually requires building a two-cycle (or two-phase) or even multi-cycle model. On the other hand, the DfRem problem involves both horizontal and vertical supply chains. Horizontal supply chains are usually built between the original equipment manufacturer (OEM) and the retailer or the recycler. Retailers or recyclers are pure downstream customers of the OEMs and do not engage in the remanufacturing business of waste products. There is only a supply relationship of new or used products between upstream and downstream. Vertical supply chains usually exist between the OEM and the independent remanufacturer (IR). The IRs are not only the downstream customers of the original equipment manufacturers (that is, the upstream OEM is the direct or indirect supplier of waste products and the downstream IR is the demanders), but also the parallel competitors of the OEMs. The remanufactured product of the IR is competitive with the new product of the OEM. In fact, in these two supply chain systems, the OEM can also play multiple roles, namely the original equipment manufacturer and the original equipment remanufacturer. In view of the particularity and difference of DfRem-related issues in modeling, we systematically explore DfRem-related topics from the perspective of modeling research.
Through practical investigation, we find that supply chain enterprises usually consider the following questions when carrying out DfRem: (a) What impact DfRem may bring, (b) how to carry out DfRem, including how to obtain DfRem investment and who will lead DfRem, and (c) how to optimize the system’s operation performance when adopting the DfRem strategy. However, in terms of academic research, we find that there is no systematic study on DfRem from the above aspects in the existing literature. We summarize the research characteristics of classic and recent literature (2017–2019) on DfRem (shown in Table 1) and find that some scholars have studied DfRem-related issues from the perspective of the supply chain using the mathematical modeling research method, but almost all of them focus on the impact of DfRem (including disassembly design, interchangeable parts design, modular design, and other forms) on the operation decisions of the OEM or the IR (e.g., Chen [3], Hua et al. [4], Wu [5], Wu [6], Wang et al. [7], and Liu et al. [8]). In particular, Hua et al. (2011) [4] constructed a manufacturer–retailer supply chain system and studied the OEM’s DfRem decisions from the perspective of distribution channels. They assumed that R&D (research and development) input cost was a quadratic function of the high/low quality level of products and discussed the optimal pricing decisions of the OEM and its retailer when the OEM produced two products with different quality levels through DfRem. Wu (2012) [5] compared and analyzed the IRs’ choice of high price strategy and low price strategy by establishing the game model between the OEM and the IR and pointed out that the DfRem-dismountable design could help reduce the production cost of the OEM and the recovery cost of the IR. Wu (2013) [6] established the game model between the IR and the OEM based on the DfRem-interchangeable design and studied the optimal interchangeable design level decision of new products of the OEM. He analyzed the impact of the OEM’s strategy of increasing or reducing the interchangeable design difficulty of components on the competitive relationship between the IR and the OEM. It is worth noting when considering the competitive relationship between OEMs and IRs that existing studies have different opinions on the pros and cons of DfRem by OEMs.
The aim of this paper is to provide other scholars with a more comprehensive understanding of DfRem research issues and to establish an integrated DfRem-driven research framework for subsequent scholars to better conduct modeling research on DfRem. Based on the literature review and enterprise practice analysis, this paper firstly summarizes the key research contents of DfRem from the perspective of supply chain modeling and proposes the system framework and processing method of supply chain model design considering DfRem. Then, we systematically and comprehensively expound relevant modeling research of the “DfRem-driven closed-loop supply chain decision” (see Section 3.1 for DfRem-driven model design elements, Section 3.2 for DfRem-driven investment decision modeling, and Section 3.3 for two-stage model decision-making process consideration DfRem) and provide a model reference basis for subsequent DfRem-driven research. This paper demonstrates the impact of DfRem on the remodeling of the traditional supply chain structure and relationships (involving DfRem investment partnership among supply chain members, the contradictory relationship of “relying on raw materials (i.e., used products) but competing with finished products”) and guides enterprises to better adapt to the emerging business operation environment (such as intelligent manufacturing and computer-aided design) and achieve sustainable development through the adjustment of operational decisions.
In order to achieve the above objectives, this paper first carries out a practical analysis of DfRem-driven closed-loop supply chain after the introduction. The second part discusses the modeling framework of DfRem-driven CLSC operation decision-making. The third part systematically integrates relevant modeling studies on DfRem-driven CLSC operation issues. The last part summarizes the research contribution of this paper and points out the future research space for the aforementioned contents.
2. Practice Analysis of DfRem-Driven CLSC
2.1. Enterprises’ DfRem-Related Practices
• HP: Printer cartridges
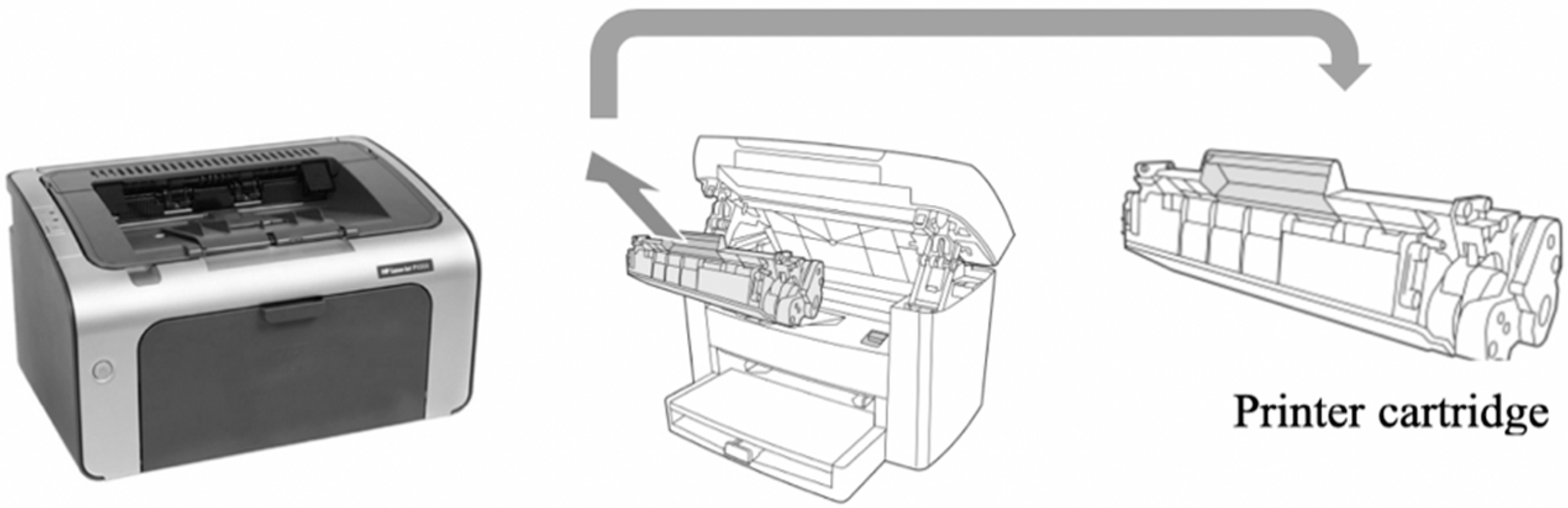
HP, a well-known original manufacturer of office equipment, used an unbreakable design strategy (i.e., non-dismountable design strategy) for its printer cartridges for a long time. A cartridge that does not work can only be replaced with a new cartridge (as shown in Figure 1) and the original cartridge cannot be easily disassembled to repair or add toner. Such a design would guarantee the brand quality of its copier products and enable the recycling and remanufacturing of used ink cartridges to be carried out by the OEM (i.e., the official HP enterprise) to the greatest extent possible. They prevent unauthorized remanufacturing by IRs through technological monopoly, thus reducing the market impact of remanufactured products on original products and maintaining the reputation of their own brands. However, in recent years, with the maturity of remanufacturing technology, many IRs of office supplies have risen (e.g., China’s Yi Sheng Da (ITR), specializing in cartridge remanufacturing). Now, their remanufactured cartridges can achieve the same quality and performance as the original. The remanufacturing of printer cartridge has become an important part of office supply recycling. IRs usually recycle the cartridges through the “trade-old-for-remanufactured” program and then supply the remanufactured cartridges to large enterprises and national institutions. In the global environment of green recycling of office supplies, OEMs such as HP may need to rethink their design strategies from non-disassembly to remanufacturing-oriented disassembly.
Operational decision problems caused by DfRem in HP practices include: (1) Does DfRem activity need to be carried out, that is, should HP continue to adopt the non-disassembling design strategy of resisting third-party remanufacturing? (2) If the remanufacturing-oriented dismountable design strategy (i.e., DfRem strategy) is adopted, should the difficulty of dismountable design be increased or reduced to protect the interests of HP? Since disassembly is the most basic connotation of DfRem, many scholars have done a lot of research on DfRem for disassembly in the practice of enterprises, such as Sundin (2004) [15].
• BMW and Volvo: Modular engines
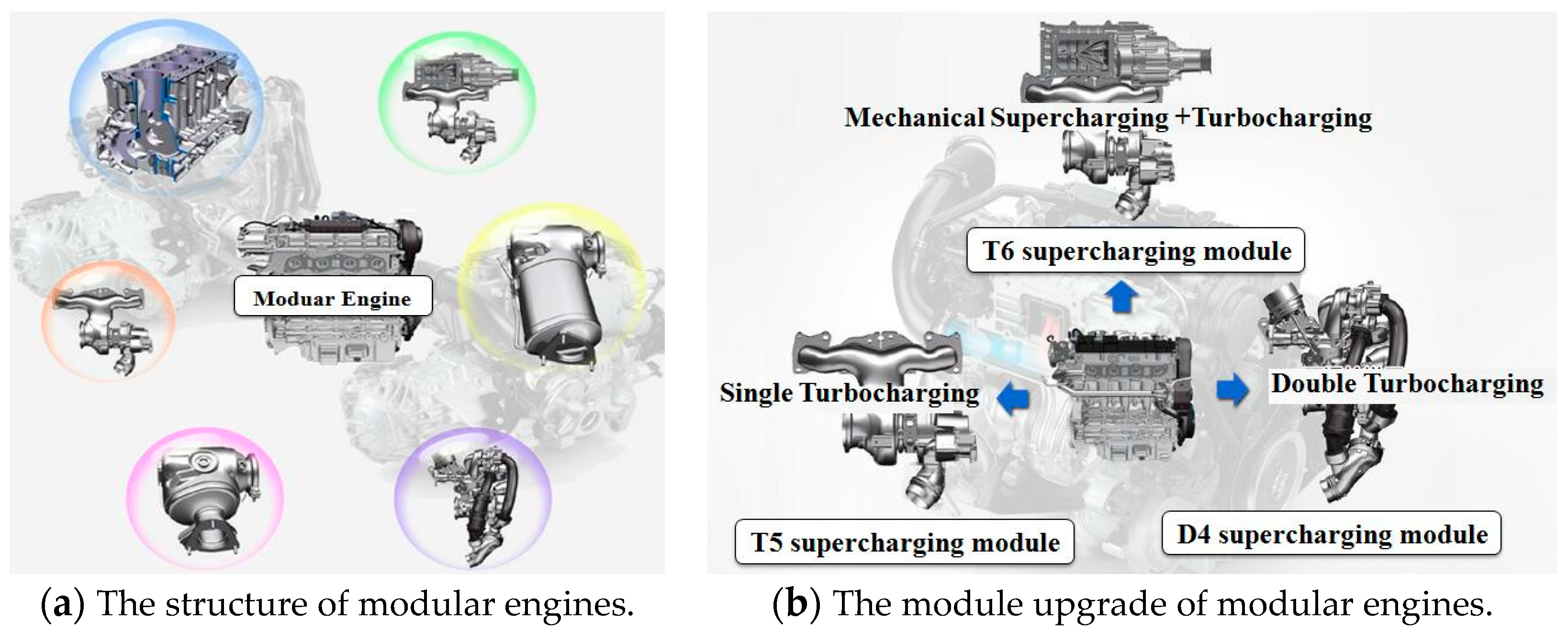
Many well-known automobile manufacturers are introducing “modular engines” based on the concept of Modular Design for Remanufacture (MDfRem). For example, BMW has introduced new “three-cylinder/four-cylinder” engines and Volvo has developed the new “Drive-E” engine series. Modular engines have modular components with the same caliber, stroke, cylinder spacing, and cylinder units. The superposition of cylinder units makes it possible to effectively manufacture engines with different properties. BMW’s modular engine can achieve module switching from three to six cylinders. Within the same engine type, petrol or diesel, more than 60% of the components are shared. Between a petrol engine and diesel engine, 30% to 40% of the components are shared. Volvo’s VEA (Volvo Engine Architecture) engine series adopts an in-line four-cylinder layout with the same bore and stroke and can achieve power differentiation by matching different booster units (as shown in Figure 2). Because the engine module has good universality and upgrading characteristics, the engine has great remanufacturing value, especially suitable for the aftermarket under two special circumstances (that is, the sold engine has been upgraded or discontinued).
Operational decision problems caused by DfRem in Volvo and BMW practices include: (1) Given that MDfRem can reduce both manufacturing and remanufacturing costs, will the adoption of MDfRem increase product competition on the demand side and harm the market share of new products for Volvo or BMW? Should IRs compensate for benefits or R&D investment? (2) If the MDfRem strategy is adopted, what level of MDfRem should be chosen to guarantee the market share of new and remanufactured products?
2.2. DfRem-Driven Closed-Loop Supply Chain
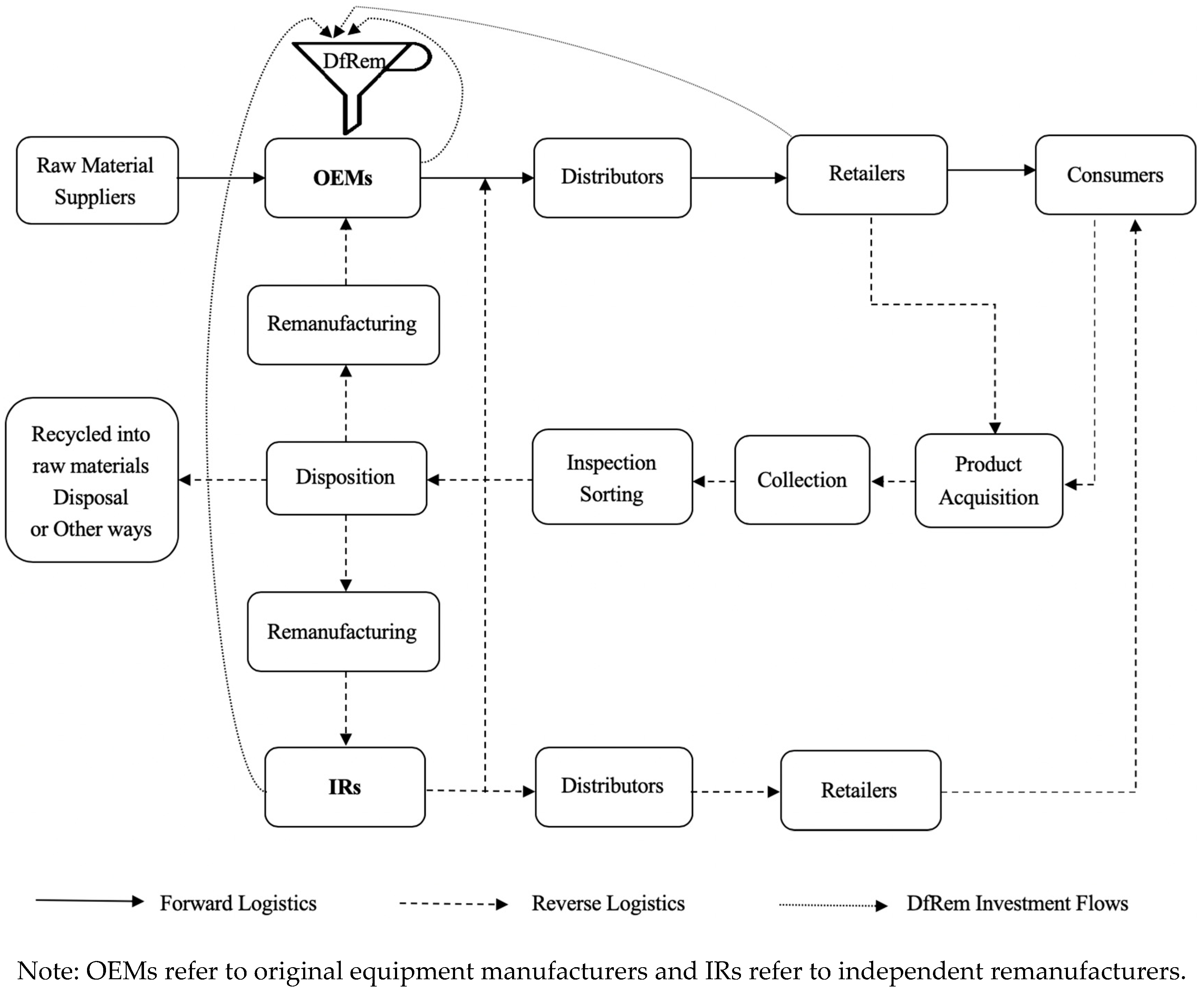
As shown in Figure 3, the DfRem problem exists in a closed-loop supply chain system. In practice, although the DfRem activity is implemented by the OEM, whether and how to carry out DfRem can have a huge impact on the operational decisions of all participants in the entire closed-loop supply chain. The OEM’s downstream retailer and the IR are key stakeholders and both are likely to partner with the OEM on DfRem investments. DfRem activity affects both the positive manufacturing-sales process for new products and the negative remanufacturing-sales process for used products. What is more, it strengthens the interest relationship between the OEM and the IR and makes IR an indispensable part of the modern closed-loop supply chain. The two supply chains dominated by OEM and IR have a complex and intersecting relationship in the recycling channels of waste products and the sales channels of finished products. Current scholars’ studies agree that increasing the DfRem level is beneficial to consumers and IRs and can improve the remanufacturing value of waste products. However, for OEMs, their role in DfRem activities is controversial. The OEM may suffer from increased product competition with IRs or benefit from an increase in strategic initial product buyers that take into account the full life-cycle benefits of the product.
3. Modeling Framework of DfRem-Driven CLSC Operation Decision-Making
3.1. DfRem-Driven Model Design Elements
In the study of DfRem-theme supply chain operation decisions, it is first necessary to find out the model variables that are intervened by DfRem activities, that is, influencing factors or dependent variables. In existing model studies, the adoption of DfRem or the degree of DfRem is generally considered to affect the following aspects: The manufacturing cost, the remanufacturing cost, the recovery rate, the remanufacturing rate, and the intensity of competition among diverse products.
3.1.1. Manufacturing/Remanufacturing Costs Affected by DfRem Level
No matter what type of DfRem is adopted (remanufacturing-oriented disassembly design, interchangeable design or MDfRem), it can affect manufacturing and remanufacturing costs and, generally, the higher the DfRem level, the greater the change in cost. According to the practical investigation and literature review, the specific reasons can be summarized as follows: (a) DfRem changes the ease of recycling of waste products in disassembly, cleaning, inspected, and reassembly processes, thereby reducing the overall processing cost of individual waste products in the pre-manufacturing period; (b) DfRem considers the recycling performance and remanufacturing plasticity in raw material use, resulting in a significant reduction in remanufacturing costs; (c) DfRem enables pre-coupling of the new product design process and the remanufacturing process and technical compatibility can avoid unnecessary production costs. As an industry consensus, DfRem will certainly reduce remanufacturing costs. Regarding the change in the manufacturing cost caused by DfRem in the existing related modeling research, the assumption is diversified and may not change, increase, or decrease. In particular, MDfRem may reduce both remanufacturing costs and manufacturing costs. First, with the implementation of the MDfRem strategy, the traditional hierarchical procurement mode would gradually be replaced by modular procurement. The decline of the number of direct suppliers would reduce the relationship maintenance cost in manufacturing business operations. Second, the modular remanufactured components of a higher MDfRem level have better module standardization and versatility, which can facilitate collinear production and flexible production scheduling of different types of components and then reduce the production line construction and assembly cost and increase production efficiency. Third, as the MDfRem level increases, the component would be delivered semi-assembled and the corresponding modules could be assembled during later distribution. As a result, the total manufacturing cost would be reduced.
We assume that there is an OEM and an IR in the market and the OEM independently undertakes DfRem activity with a DfRem level decision, τ. Their finished products, new products, and remanufacturing products have substitutability and jointly serve the same consumer market. Consumers have preference for products with high DfRem levels. Take the simplest profit function expression as an example to make a modeling demonstration:
The profit functions for the OEM and the IR are

3.1.2. Recovery/Remanufacturing Rate Affected by DfRem Level
DfRem can increase the possibility of waste products being recycled and more waste product holders (such as consumers and retailers) have the opportunity to obtain certain income by returning or selling waste products. The proportion of total waste products to the total amount of new products sold (i.e., the recovery rate) will increase. This is because, in the early product design process, the remanufacturing problem is considered in advance to ensure that the waste products are technically and economically feasible for remanufacturing. On the one hand, more waste products have recycling value; on the other hand, interest drives a larger range of holders to actively participate in the collection of waste products. As shown in Figure 3, when a certain proportion (i.e., the recovery rate) of waste products are recycled, they will go through a series of strict preparatory remanufacturing processes, such as classification, cleaning, and testing. Some of the non-recyclable waste products will be screened out and recycled into raw materials, directly buried or burned, or otherwise treated, and a certain proportion (i.e., remanufacturing rate) of the screened waste products will be recycled. Generally, the recovery rate is greater than the remanufacturing rate, but in many model assumptions, the recovery rate is also assumed to be equal to the remanufacturing rate for the sake of simplifying the research problem or facilitating the solution result. DfRem can also be effective in increasing the remanufacturing rate, since an effective DfRem may result in the retention of previously screened waste products for remanufacturing. For example, DfRem can make a waste product that one of its key modules fails and others can be remanufactured into a high-performance remanufactured product by “remanufacturing the remaining modules first and replacing the key module later”. Therefore, as long as only some of the modules in the waste products, rather than the whole product, pass the preliminary remanufacturing screening, they can enter the remanufacturing process and the remanufacturing rate will increase accordingly. Consistent with the above analysis, in the model assumptions, it is generally assumed that the DfRem level (represented by τ) has a positive impact relationship with the recovery rate (represented by ξ) and the remanufacturing rate (represented by γ).
We assume that there is an OEM and an IR in the market and the OEM independently undertakes DfRem activity with a DfRem level decision, τ. If the number of new products manufactured by OEM is (assuming equal to the current demand for new products), then the quantity of waste products involved in remanufacturing can be expressed as and the actual production quantity of remanufactured products may be equal to or less than . This production quantity limit is for all participants of remanufacturing business and involves one or more IRs or OEMs scenarios, either pure or mixed.
Take the simplest situation for a modeling example. Assuming that only one IR is engaged in remanufacturing activities in the modeling system, the profit function of the IR can be expressed as

3.1.3. Competition among Diverse Products Affected by DfRem Level
As a consensus, DfRem affects both the manufacturing of new products and the remanufacturing of waste products. In particular, DfRem makes waste products more remanufacturable, which directly affects the performance of remanufacturing operators. The two major remanufacturing operators active in the market are the OEM and the IR. In the same demand market, there may be three types of products at the same time: OEM-manufactured new products, OEM-remanufactured products, and IR-remanufactured products, all of which are competitive products.
The improvement of the DfRem level not only enhances the competitive advantages of remanufactured products relative to new products, but also makes the competition between OEM-remanufactured products and IR-remanufactured products more intense. Both remanufactured products have their advantages. The former usually has better market acceptance because of the trust utility of the original brand, while the latter usually has a more competitive price because of the economic utility of scale production. Thus, DfRem directly affects the market share of the three types of products. We assume that there is an OEM and an IR in the market and the OEM and IR both carry out remanufacturing business and the DfRem level is τ. For diversified product competition problems caused by DfRem, there are two ways to design demand function in modeling:
• Design the demand function according to the consumer utility theory.
Suppose there are three types of products in the market. Consumers are heterogeneous, and the value evaluation of new products affected by DfRem is , . The discount factor of consumers’ evaluation value of remanufactured products is ρ, and the purchase preference factors of OEM-remanufactured products and IR-remanufactured products are α and β, respectively. According to the consumer utility theory, the purchasing utility of consumer i for different products can be expressed as , , and , thus the demand functions of different products affected by DfRem can be solved as
• Design the demand function according to the product competitive substitution relationship.
Suppose that the above three types of competitive products coexist in the market, the substitution coefficient of remanufactured products and new products is μ1, the substitution coefficient of OEM-remanufactured products and IR-remanufactured products is μ2, and the demand function of different products affected by DfRem can be expressed as
Thus, the profit functions for the OEM and the IR are
3.2. DfRem-Driven Investment Decision Modeling
3.2.1. DfRem Investment Approach: Horizontal and Vertical Supply Chain Cooperation
For every unit of increase in DfRem level, the additional DfRem-oriented R&D input will be multiplied. In the existing literature, it is generally assumed that the DfRem-oriented investment and the DfRem level present a quadratic function relationship, i.e., (Hua et al., 2011 [4], Wu, 2013 [6]). The DfRem-oriented R&D costs can be met in two ways: By conducting investment cooperation in the horizontal supply chain and by conducting investment cooperation in the vertical supply chain.
• DfRem-driven horizontal supply chain cooperation
Figure 4 shows a simple description of the DfRem-driven OEM–retailer horizontal supply chain cooperation framework. The OEM carries out its own remanufacturing business and his retailer is responsible for collecting waste products for the OEM. Even if the OEM does not have investment constraints, the retailer still needs to actively participate in OEM DfRem investment cooperation. The ways of OEM–retailer cooperation may be diversified, including DfRem-driven revenue or profit sharing, and DfRem-driven investment cost sharing (which can be in the form of proportional allocation, amortization, and supplementary supplement). The retailer’s revenue sharing and compensation investment cooperation (or assistance investment cooperation) models are used for the modeling case and the profit functions are constructed as follows:
Scenario 1: DfRem-driven OEM–retailer revenue sharing cooperation.
The profit functions for the OEM and the Retailer can be expressed as
Scenario 2: DfRem-driven OEM–retailer compensation investment cooperation.
The profit functions for the OEM and the Retailer can be expressed as
• DfRem-driven vertical supply chain cooperation
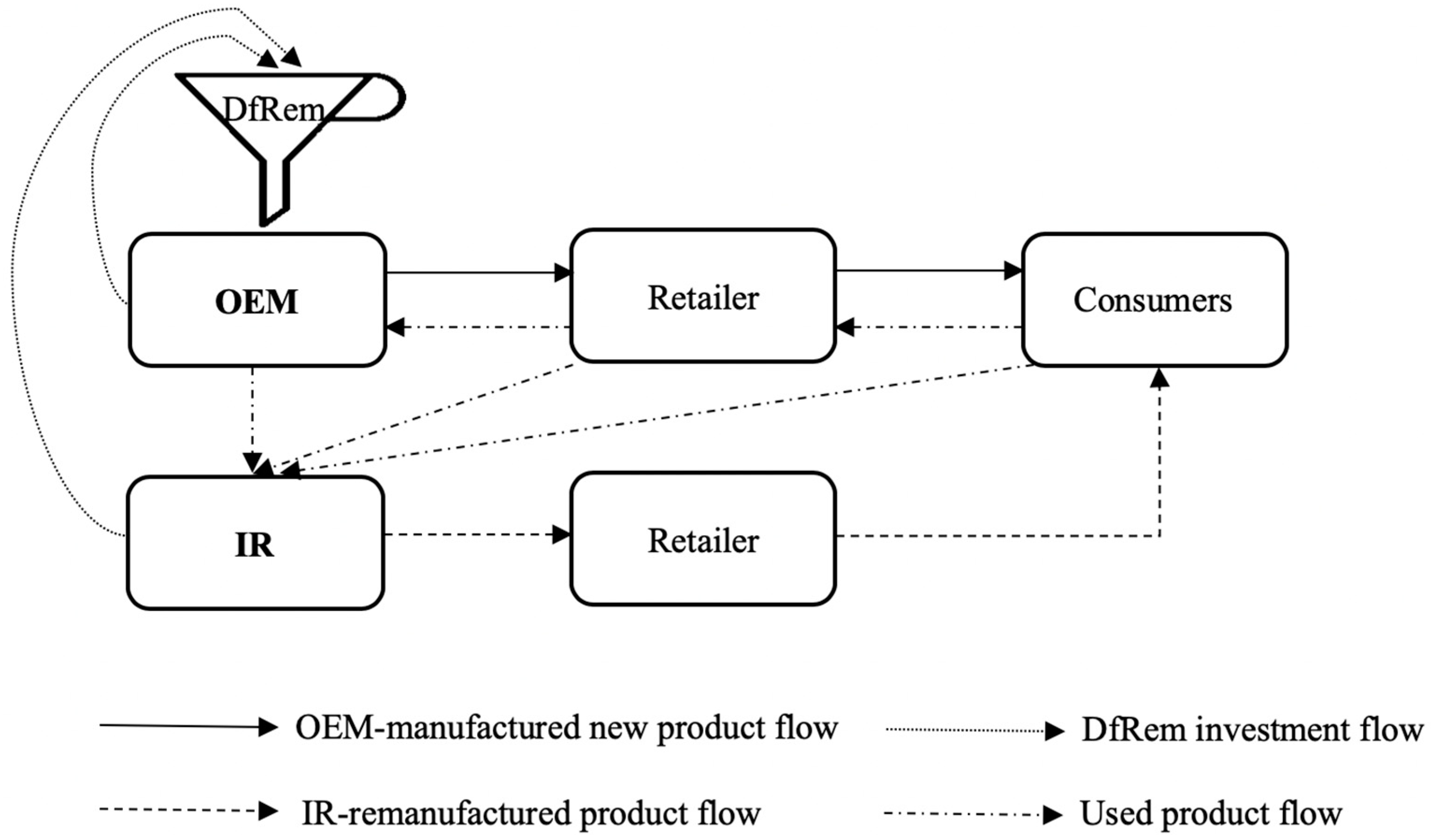
DfRem-driven OEM–IR vertical supply chain cooperation framework is shown in Figure 5. IR carries out remanufacturing business and may purchase waste products from OEM as raw materials for remanufacturing. The OEM only produces new products. If the OEM is willing to increase the DfRem level during the production of new products, the IR will benefit. However, given that DfRem will increase product competition on the demand side, the OEM may react negatively or not invest enough in DfRem. In order to make more profit, the IR will actively participate in DfRem by providing R&D investment to the OEM and then the two will form a vertical supply chain cooperation relationship of “co-opetition”. Specific ways of the OEM–IR cooperation driven by DfRem may also be diversified. Similar to the previous OEM–retailer cooperation situation, we construct the profit function of the modeling research on the OEM–IR cooperation as follows:
Scenario 1: DfRem-driven OEM–IR revenue sharing cooperation.
The profit functions for the OEM and the IR are can be expressed as
Scenario 2: DfRem-driven OEM–IR compensation investment cooperation.
The profit functions for the OEM and the IR are can be expressed as
3.2.2. DfRem-Level Decision Rights: OEM or External Investor
“DfRem level” is an effective and even unique characteristic variable extracted from existing modeling studies to reflect the effectiveness of DfRem practices and the efforts of DfRem stakeholders. The decisions of the DfRem level directly affect other decisions made by stakeholders in the supply chain, such as pricing decisions, output decisions, marketing strategies, and competitive strategy selection. Therefore, the attribution of DfRem-level decision rights is extremely important. DfRem is finally realized in the new product design stage of the OEM and the OEM, as the practical operator of DfRem activities, usually has the decision-making power at the DfRem level. Of course, this is also inseparable from OEM’s competitiveness and leadership in the supply chain. In the manufacturing supply chain, OEM is usually the core participant with the strongest bargaining power, i.e., the leader, so he decides the DfRem level. However, as the traditional manufacturing supply chain changes to a service supply chain, other members of the supply chain that are more closely related to consumers, such as retailers and IRs, may also become the new makers of the DfRem level decision. In particular, under the DfRem-driven investment cooperation model, these other external investors, such as the retailer and the IR, are more likely to assume this new role because they have sufficient R&D capital and professional DfRem-related technologies.
DfRem activities exist in the remanufacturing closed-loop supply chain and there are competitive game behaviors among the members. From the perspective of operational decision optimization, “who decides the DfRem level” will directly affect the final DfRem level, the operational decisions of other members, and the profit distribution among all the participants. In the modeling case of the OEM–IR vertical supply chain with DfRem investment assistance cooperation, we assume that OEM (the leader) and the IR (the follower) have Stackelberg Game and analyze the profit function and solution process when the DfRem level decision right belong to different parties.
• The DfRem level determined by the OEM
The IR’s problem is to choose the optimal market price for a given market price and the DfRem level, τ, to maximize his profit.
With the prospect of the IR’s response, the OEM’s problem is to find the optimal market price and DfRem level, , to maximize her profit
Then, substituting and into gives the optimal , and substituting these optimal decisions into the profit functions yields the maximized profits and for the IR and the OEM, respectively.
• The DfRem level determined by the IR
The IR’s problem is to choose the optimal market price and DfRem level () for a given market price , to maximize his profit
With the prospect of the IR’s response, the OEM’s problem is to find the optimal market price to maximize her profit
Then, substituting into and ( gives the optimal and and substituting these optimal decisions into the profit functions yields the maximized profits and for the IR and the OEM, respectively.
3.3. Two-Stage Model Decision-Making Process Considering DfRem
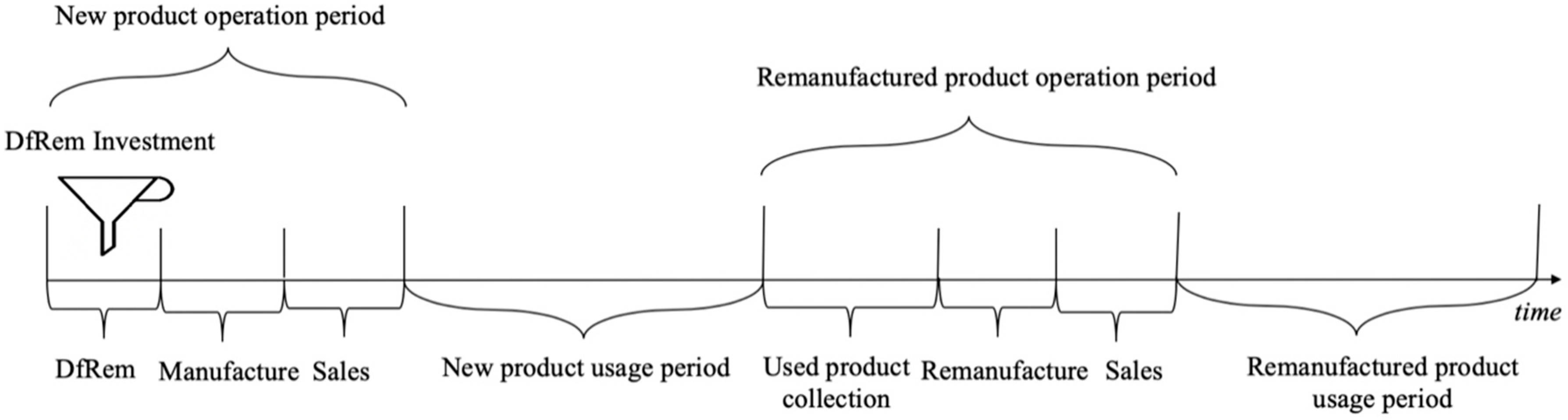
3.3.1. Predominance of DfRem Investment and Postdominance of DfRem Advantage
Figure 6 shows the sequence of events on a closed-loop supply chain with DfRem investment activities. The DfRem investment event occurs in the operation cycle of new products and is prior to the manufacturing and sales process, followed by used product recycling, remanufacturing, and sales. DfRem investment has predominance and the pulling effect on the manufacturing cost, remanufacturing cost, recovery rate, and market demand all come into play in the following stages. Regardless of the customer’s product usage periods, models of DfRem-related problems should typically be designed to address two periods: The new product operation period with DfRem and the remanufactured product operation period. Since the operational activities of these two periods are sequential and different, the two-period problem can also be called a two-phase or two-stage problem. In general, we need to do global optimization in a two-stage model system with DfRem investment. However, local optimization is also possible in some special cases, but DfRem-related decisions must be prioritized.
3.3.2. Model Construction of Two-Period Problems
We take Wu (2013) [6] as a reference to discuss a simple two-period continuous production and operation problem with DfRem. In the first period, there is only the OEM’s independent DfRem investment and new product production behavior. In the second phase, OEM has no additional investment in DfRem, but still produces new products at the original DfRem level and remanufacturers recycle old products and produce remanufactured products. The new products and remanufactured products in the second period have market competition. The profit function of OEM and IR in two periods should be designed as follows:
![Sustainability 11 03299 i003]()

3.3.3. Model Design of Multi-Period Problem
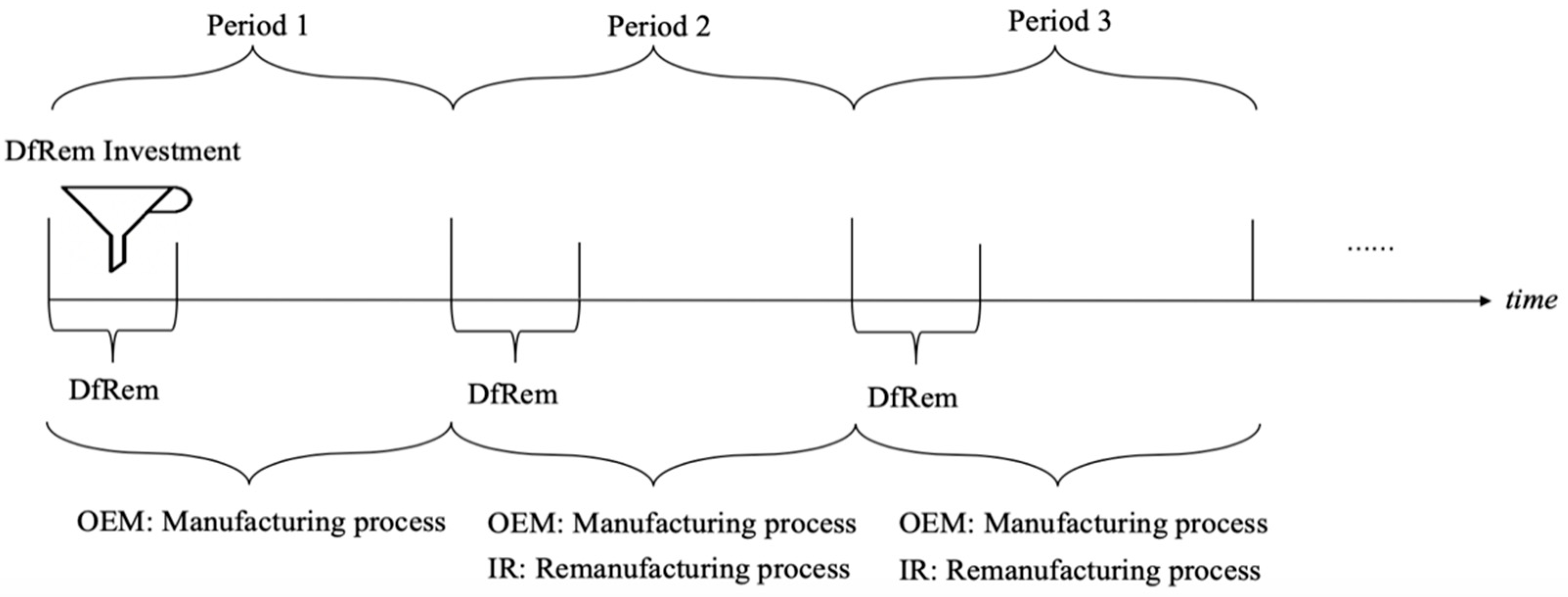
The improvement of the DfRem level brought by each DfRem investment cooperation will continue to affect the production and sales of new products and remanufactured products for multiple subsequent periods. We still consider the simplest single-batch production case with one-time DfRem investment (as shown in Figure 7), assuming that there are n periods and the new product and remanufactured product coexist in 2~n periods. Similar to Section 3.3.2, we can describe the profit functions of the OEM and the IR of n-period cooperation as follows:
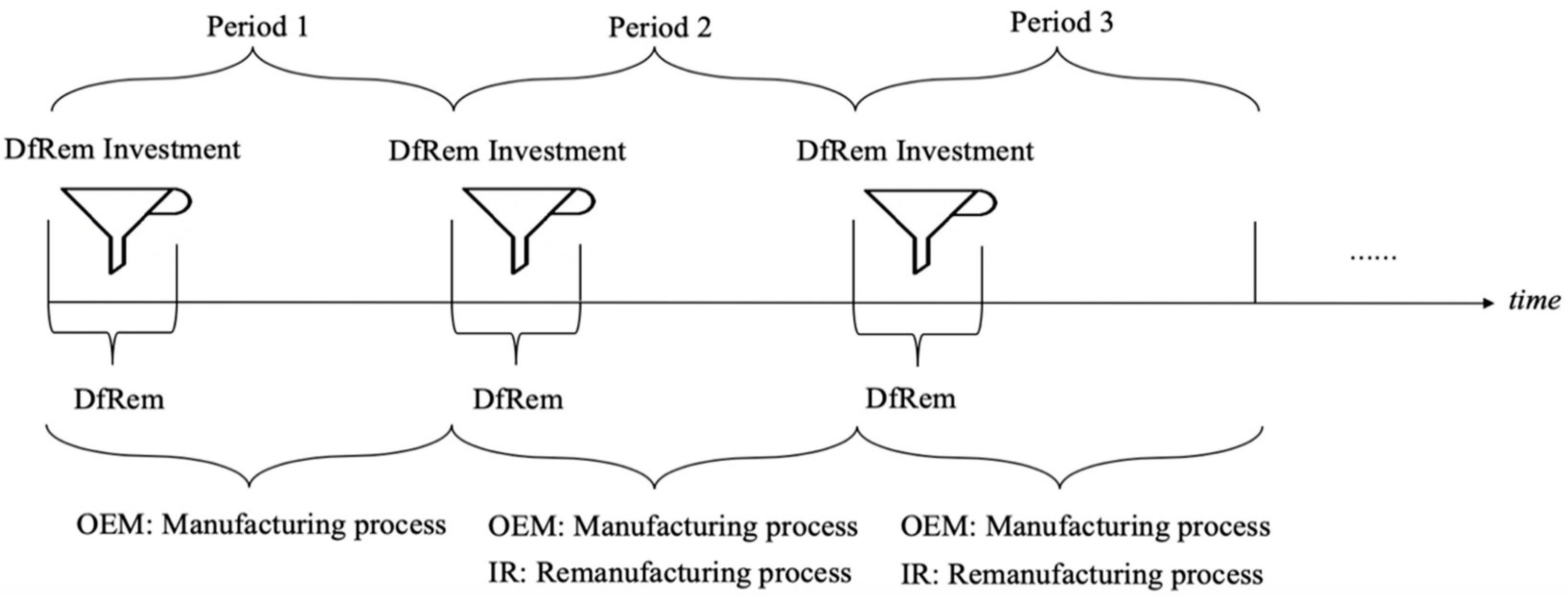
Next, we consider a multi-period continuous DfRem investment scenario (as shown in Figure 8). Assume the DfRem level of 1~n periods is marked as . The initial additional investment for each period may be fixed or variable. The profit expression of n periods under the OEM–IR variable DfRem investment cooperation is as follows:
4. Integrated Research on DfRem-Driven CLSC Operation Issues
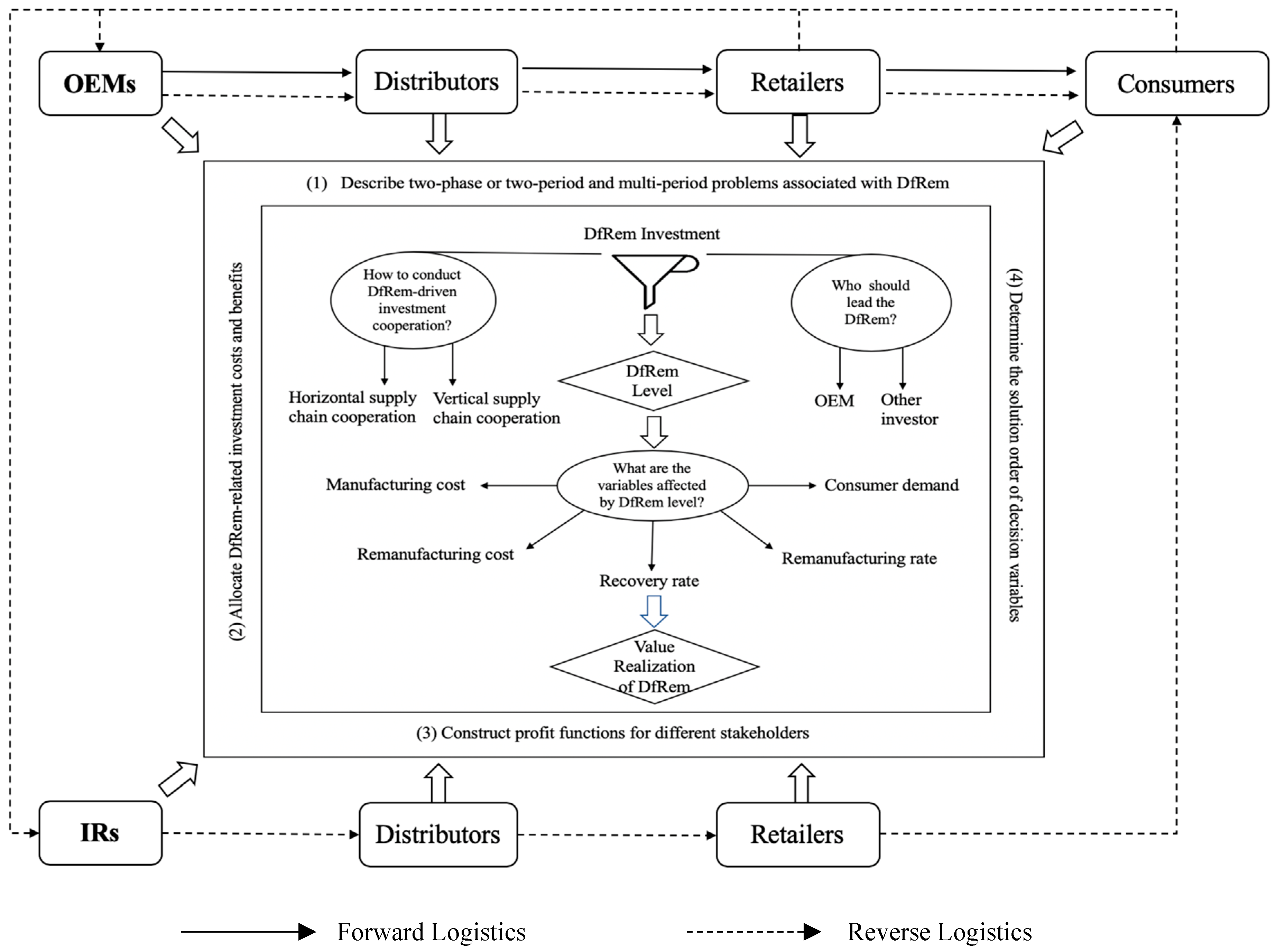
As shown in Figure 9, the DfRem activity has a fundamental and overall impact on traditional supply chain operation by integrating the contents of the above-mentioned 2–3 parts. It not only affects the competition and cooperation among participants in the supply chain, but also influences the decision-making process of participants. DfRem makes the various participants and elements of the closed-loop supply chain (such as the product flow and the capital flow) more integrated. In terms of closed-loop supply chain modeling, DfRem’s intervention in supply chain operation decisions is mainly reflected in DfRem-related investment decisions, DfRem-related production and operation decisions, and DfRem-related performance evaluation and multi-cycle operation problems. Specific DfRem-related decision-making issues are as follows:
• DfRem investment decision issues
i. How should DfRem-driven investment cooperation be conducted?
As mentioned in Section 3.2.1 above, this involves choosing the type of DfRem-driven supply chain cooperation (horizontal cooperation or vertical cooperation) and the allocation of the specific amount of investment (proportional allocation, amortization, or supplementary supplement) that each participant should undertake.
ii. Who should lead the DfRem activity?
As mentioned in Section 3.2.2 above, this involves the determination of whether the DfRem-level decision right belongs to the OEM or other investors and the arrangement of the decision order of the DfRem level and other variables according to the game process of participants.
• DfRem-related operational decision issues
i. What are the variables affected by DfRem level?
ii. How does DfRem affect closed-loop supply chain performance?
This involves accurately describing the relationship between the DfRem level (or other indicators that can effectively measure DfRem activity) and related variables in supply chain operation decisions by functional expression. In general, one or more influencing variables are incorporated into the profit function according to different research focuses and then the impact of DfRem on supply chain performance is found through model derivation.
• Multi-cycle DfRem decision issues
Because of the predominance of DfRem investment and postdominance of DfRem advantage, the DfRem problem is usually studied on two phases (or two periods) or multi-periods. The effect of DfRem is irreversible and DfRem investment efforts in the current period will directly affect the DfRem level for subsequent periods. Multi-cycle DfRem investment, including continuous multi-period fixed investment or variable investment, is also the focus of the study. It aims to answer how to better optimize the DfRem-driven supply chain cooperation performance through different forms of investment activities (i.e., one-off investment, multi-period fixed, or variable investment).
The modeling studies for closed-loop supply chains with DfRem follow the general process: (1) Describing two-phase or two-period and multi-period problems associated with DfRem, (2) allocating DfRem-related investment costs and benefits, (3) constructing profit functions providing for company’s stakeholders, and (4) determining the solution order of decision variables and finding the optimal solutions. Based on modeling, we can develop in-depth studies of various subjects related to DfRem.
5. Conclusions
Driven by the business philosophy of circular economy, extended producer responsibility, and advanced intelligent manufacturing technology, a modern closed-loop supply chain pays more attention to the design for remanufacture (DfRem). Many governments around the world have also introduced a series of remanufacturing policies and regulations to encourage and guide enterprises to focus on the source of sustainable development, DfRem. In particular, industry 4.0 has led to the upgrading of DfRem technology and the upsurge of strategic DfRem investment. Industry 4.0, with intelligent technology as the core driving force, can realize vertical and horizontal supply chain integration and cutting-edge technologies (such as 3D-printing technology, augmented reality technology, intelligent robots, big data analysis, cloud computing, Internet of Things) are widely used in product design, manufacturing, and remanufacturing processes. Manufacturing companies around the world are gradually transforming into smart manufacturing and sustainable operations. The R&D risk, R&D cost, R&D cycle, and ROI (return on investment) of DfRem have all been significantly improved. Companies in the modern supply chain are willing to invest more money in DfRem and make the product more technically competitive. In practice, DfRem includes various forms, such as dismountable design, interchangeable design, and modular design, with the ultimate goal of facilitating the remanufacturing of waste products. Many well-known large manufacturing enterprises, such as HP, Volvo, and BMW, have carried out DfRem-related practices and regarded DfRem as a new product operation strategy. However, the impact of DfRem on traditional supply chain operations is multifaceted, so the optimization of DfRem-related decisions requires a systematic and comprehensive modeling and analysis framework. By summarizing and analyzing the classic literature and the latest literature on DfRem, we found that DfRem-related modeling research was not comprehensive and did not systematically answer various questions faced by enterprises in the process of DfRem practice, such as what is the impact of DfRem, how should DfRem be implemented (including how to obtain DfRem investment and who should lead DfRem) and how should the system performance with DfRem be optimized. Therefore, in view of the DfRem-driven closed-loop supply chain operation decision-making optimization, we hope to achieve interpretation of the relationship between DfRem and closed-loop supply chain operations and to build up a modeling framework of DfRem-driven CLSC operation decision-making, in order to facilitate subsequent scholars to better carry out the modeling research on DfRem. Moreover, it can guide enterprises to practice DfRem more effectively and maximize the value-added driving effect of DfRem on supply chain operation performance, so as to enrich the research in the field of DfRem and remanufacturing closed-loop supply chain.
Our research has made three major contributions. First, we have identified operational decision problems caused by DfRem in enterprises’ practices by disassembling two practical cases (HP printer cartridges-DfRem for disassembly and Volvo and BMW modular engines-DfRem for module replacement). Second, according to the flow chart of the closed-loop supply chain with DfRem, we present the key steps of DfRem-related modeling study: (1) Recognizing DfRem-related model design elements (including manufacturing cost, remanufacturing cost, recovery rate, remanufacturing rate, and market demand), (2) making DfRem-driven investment decisions (including DfRem-driven horizontal or vertical supply chain cooperation, specific investment allocation methods (proportional allocation, amortization, or supplementary supplement and OEM- or IR-dominated investment models), and (3) describing the two-phase or two-period and multi-period problems and using a simple model case to show how the above contents can be reflected in the construction of profit function. Third, we proposed the overall research framework about DfRem-driven CLSC operation issues.
This study provides other scholars with a comprehensive understanding of DfRem research issues. In particular, in Section 3, we introduce in detail the ideas and methods of building models under different situations and show the transformation process from real problems to mathematical model expressions, which provides convenience for subsequent researchers in modeling.
The limitations of our study are as follows: The modeling cases we used are all simple cases, and this paper does not provide technical demonstration for modeling complex cases. The characterization of some decision variables also directly refers to the existing literature. We hope that follow-up researchers can supplement the research content and modeling cases. In the future, we will conduct in-depth research on the practical research problems in the subdivided research field mentioned in the modeling framework in this paper, so as to provide answers on the optimization of DfRem-related operational decisions that are urgently needed by enterprises.
Author Contributions
S.N. identified the research problem and designed the research; S.N. and H.Z. wrote the paper; K.X. made the final revision of the document and the corrections.
Funding
This research was funded by China Postdoctoral Science Foundation, grant number 2018M631505.
Acknowledgments
The authors wish to express their sincerest thanks to the editors and two anonymous referees for their constructive comments and suggestions which greatly improved this paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shu, L.; Flowers, W. Application of a design-for-remanufacture framework to the selection of product life-cycle fastening and joining methods. Robot. Comput. Int. Manuf. 1999, 15, 179–190. [Google Scholar] [CrossRef] [Green Version]
- Charter, M.; Gray, C. Remanufacturing and product design. Int. J. Prod. Dev. 2008, 6, 375–392. [Google Scholar] [CrossRef]
- Chen, C. Design for the environment: A quality-based model for green product development. Manag. Sci. 2001, 47, 250–263. [Google Scholar] [CrossRef]
- Hua, Z.; Zhang, X.; Xu, X. Product design strategies in a manufacturer-retailer distribution channel. Omega 2011, 39, 23–32. [Google Scholar] [CrossRef]
- Wu, C. Product-design and pricing strategies with remanufacturing. Eur. J. Oper. Res. 2012, 222, 204–215. [Google Scholar] [CrossRef]
- Wu, C. OEM product design in a price competition with remanufactured product. Omega 2013, 41, 287–298. [Google Scholar] [CrossRef]
- Wang, Y.; Xin, B.; Wang, Z.; Li, B. Managing supplier-manufacturer closed-loop supply chain considering product design and take-back legislation. Int. J. Environ. Res. Pub. Heal. 2019, 16, 623. [Google Scholar] [CrossRef]
- Liu, Z.; Li, K.; Li, B.; Huang, J.; Tang, J. Impact of product-design strategies on the operations of a closed-loop supply chain. Trans. Res. Part E Logist. Trans. Rev. 2019, 124, 75–91. [Google Scholar] [CrossRef] [Green Version]
- Lund, R.; Mundial, B. Remanufacturing: The Experience of the United States and Implications for Developing Countries; The World Bank: Washington DC, USA, 1984. [Google Scholar]
- Pigosso, D.; Zanette, E.; Guelere, F.; Ometto, A.R.; Rozenfeld, H. Ecodesign methods focused on remanufacturing. J. Clean. Prod. 2010, 18, 21–31. [Google Scholar] [CrossRef]
- Hatcher, G.; Ijomah, W.; Windmill, J. A network model to assist ‘design for remanufacture’ integration into the design process. J. Clean. Prod. 2014, 64, 244–253. [Google Scholar] [CrossRef]
- Atlason, R.; Giacalone, D.; Parajuly, K. Product design in the circular economy: users’ perception of end-of-life scenarios for electrical and electronic appliances. J. Clean. Prod. 2017, 168, 1059–1069. [Google Scholar] [CrossRef]
- Noor, A.; Fauadi, M.; Jafar, F.; Mohamad, N.; Yunos, A. A Review of Techniques to Determine Alternative Selection in Design for Remanufacturing; IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 257. [Google Scholar]
- Urbinati, A.; Latilla, V.; Chiaroni, D. The Role of Product Design in Circular Economy Business Model. In Proceedings of the ISPIM Innovation Symposium, Stockholm, Sweden, 17–20 June 2018; pp. 1–19. [Google Scholar]
- Sundin, E. 18 Circular Economy and design for remanufacturing. In Designing for the Circular Economy; Routledge: London, UK, 2018; p. 18. [Google Scholar]
- Gould, R.; Bratt, C.; Mesquita, P.; Broman, G.I. Integrating Sustainable Development and Design-Thinking-Based Product Design. In Technologies and Eco-Innovation towards Sustainability I; Springer: Singapore, 2019; pp. 245–259. [Google Scholar] [Green Version]
- Kerr, W.; Ryan, C. Eco-efficiency gains from remanufacturing: A case study of photocopier remanufacturing at Fuji Xerox Australia. J. Clean. Prod. 2001, 9, 75–81. [Google Scholar] [CrossRef]
- Mayyas, A.; Qattawi, A.; Omar, M.; Shan, D. Design for sustainability in automotive industry: A comprehensive review. Renew. Sustain. Energy Rev. 2012, 16, 1845–1862. [Google Scholar] [CrossRef]
- Kishawy, H.; Hegab, H.; Saad, E. Design for sustainable manufacturing: Approach, implementation, and assessment. Sustainability 2018, 10, 3604. [Google Scholar] [CrossRef]
- Desai, A.; Mital, A. Evaluation of disassemblability to enable design for disassembly in mass production. Int. J. Ind. Ergonom. 2003, 32, 265–281. [Google Scholar] [CrossRef]
- Sundin, E. Product and Process Design for Successful Remanufacturing; Linköping University Electronic Press: Linköping, Sweden, 2004. [Google Scholar]
- Soh, S.; Ong, S.; Nee, A. Design for disassembly for remanufacturing: Methodology and technology. Procedia CIRP 2014, 15, 407–412. [Google Scholar] [CrossRef]
- Talens Peiró, L.; Ardente, F.; Mathieux, F. Design for disassembly criteria in EU product policies for a more circular economy: A Method for Analyzing Battery Packs in PC-Tablets and Subnotebooks. J. Ind. Ecol. 2017, 21, 731–741. [Google Scholar] [CrossRef]
- Favi, C.; Marconi, M.; Germani, M.; Mandolini, M. A design for disassembly tool oriented to mechatronic product de-manufacturing and recycling. Adv. Eng. Inform. 2019, 39, 62–79. [Google Scholar] [CrossRef]
- Bakker, C.; Poppelaars, R. 14 Design for product integrity in a Circular Economy. In Designing for the Circular Economy; Routledge: London, UK, 2018. [Google Scholar]
- Moreira, F. A step forward on cleaner production: Remanufacturing and interchangeability. In WASTES–Solutions, Treatments and Opportunities II; CRC Press: Boca Raton, FL, USA, 2017; pp. 197–202. [Google Scholar]
- Ridley, S.; Ijomah, W.; Corney, J. Improving the efficiency of remanufacture through enhanced pre-processing inspection-a comprehensive study of over 2000 engines at Caterpillar remanufacturing. Prod. Plan. Control 2019, 30, 259–270. [Google Scholar] [CrossRef]
- Sundin, E.; Bras, B. Making functional sales environmentally and economically beneficial through product remanufacturing. J. Clean. Prod. 2005, 13, 913–925. [Google Scholar] [CrossRef] [Green Version]
- Li, X. Life Cycle Thinking and Analysis, Design for Environment, and Industrial Ecology Frameworks. Industrial Ecology and Industry Symbiosis for Environmental Sustainability; Palgrave Pivot: Cham, Switzerland, 2018; pp. 91–109. [Google Scholar]
- Marzano, A.; Vichare, P.; Muñoz-Escalona, P. Design and ergonomic analysis of the waste electrical and electronic equipment (WEEE) remanufacturing workcell fixture using digital mock-up environment. Procedia CIRP 2018, 78, 353–358. [Google Scholar] [CrossRef]
- Sonego, M.; Echeveste, M.; Debarba, H. The role of modularity in sustainable design: A systematic review. J. Clean. Prod. 2018, 176, 196–209. [Google Scholar] [CrossRef]
- Kane, G.; Bakker, C.; Balkenende, A. Towards design strategies for circular medical products. Resour. Conserv. Recycl. 2018, 135, 38–47. [Google Scholar] [CrossRef]
- Tant, K.; Mulholland, A.; Curtis, A.; Winifred, I.L. Design-for-testing for improved remanufacturability. J. Remanuf. 2019, 9, 61–72. [Google Scholar] [CrossRef]
- Hatcher, G.; Ijomah, W.; Windmill, J. Design for remanufacture: A literature review and future research needs. J. Clean. Prod. 2011, 19, 2004–2014. [Google Scholar] [CrossRef]
- Zheng, X.; Govindan, K.; Deng, Q.; Feng, L. Effects of design for the environment on firms’ production and remanufacturing strategies. Int. J. Prod. Econ. 2019, 213, 217–228. [Google Scholar] [CrossRef]
- Anthony, C.; Cheung, W. Cost evaluation in design for end-of-life of automotive components. J. Remanuf. 2017, 7, 97–111. [Google Scholar] [CrossRef]
- Badurdeen, F.; Aydin, R.; Brown, A. A multiple lifecycle-based approach to sustainable product configuration design. J. Clean. Prod. 2018, 200, 756–769. [Google Scholar] [CrossRef]
- Aydin, R.; Brown, A.; Badurdeen, F.; Li, W.; Rouch, K.E.; Jawahir, I.S. Quantifying impacts of product return uncertainty on economic and environmental performances of product configuration design. J. Manuf. Syst. 2018, 48, 3–11. [Google Scholar] [CrossRef]
- Akturk, M.; Abbey, J.; Geismar, H. Strategic design of multiple lifecycle products for remanufacturing operations. IISE Trans. 2017, 49, 967–979. [Google Scholar] [CrossRef]
- Ma, J.; Kremer, G.; Ray, C. A comprehensive end-of-life strategy decision making approach to handle uncertainty in the product design stage. Res. Eng. Des. 2018, 29, 469–487. [Google Scholar] [CrossRef]
- Gang, Y.; Zhang, X.; Liu, X. Multi-attribute decision making method of material for design for remanufacture. Mach. Tool Hydraul. 2018, 46, 36–39. [Google Scholar]
- Steeneck, D.; Sarin, S. Product design for leased products under remanufacturing. Int. J. Prod. Econ. 2018, 202, 132–144. [Google Scholar] [CrossRef]
- Qiang, Q.; Fu, R.; Chen, S. Product and Service Design for Remanufacturing, Uncertainty and the Environmental Impact. In 2018 INFORMS International Conference on Service Science; Springer: Cham, Switzerland, 2018; pp. 239–250. [Google Scholar]
- Sakundarini, N.; Riwayat, N.; Chin, C.; Yap, E.H.; Ghazilla, R.A.R.; Abdul-Rashid, S. Component Recoverability Analysis in Product Design Using System Dynamic Modelling. In Technologies and Eco-Innovation towards Sustainability I; Springer: Singapore, 2019; pp. 117–134. [Google Scholar]
- Ameli, M.; Mansour, S.; Ahmadi-Javid, A. A simulation-optimization model for sustainable product design and efficient end-of-life management based on individual producer responsibility. Resour. Conserv. Recycl. 2019, 140, 246–258. [Google Scholar] [CrossRef]
- Bernstein, F.; Federgruen, A. A general equilibrium model for industries with price and service competition. Oper. Res. 2004, 52, 868–886. [Google Scholar] [CrossRef]
- Li, X.; Li, Y.; Cai, X.; Shan, J. Service channel choice for supply chain: Who is better off by undertaking the service? Prod. Oper. Manag. 2016, 25, 516–534. [Google Scholar] [CrossRef]
Figure 1.
The main component of the HP printer cartridge.

Figure 2.
Structural decomposition analysis of Volvo modular engines. Source: The Technology Channel of China Pacific Automotive Network.
Figure 2.
Structural decomposition analysis of Volvo modular engines. Source: The Technology Channel of China Pacific Automotive Network.

Figure 3.
Operations processes of closed-loop supply chain with DfRem.

Figure 4.
DfRem-driven OEM–retailer horizontal supply chain cooperation.

Figure 5.
DfRem-driven OEM–IR vertical supply chain cooperation.

Figure 6.
Sequence of events on a closed-loop supply chain with DfRem investment activities.

Figure 7.
Multi-period operation process triggered by one-time DfRem investment activity.

Figure 8.
Multi-period operation process triggered by n-times DfRem investment activities.

Figure 9.
An integrated research framework for DfRem-driven CLSC operation issues.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
A summary of classic and recent literature (2017–2019) on Design for Remanufacture (DfRem).
Table 1.
A summary of classic and recent literature (2017–2019) on Design for Remanufacture (DfRem).
| Research Category | Authors | Research Characteristics |
|---|---|---|
| Non-mathematical modeling research (theoretical or empirical research) | Lund and Mundial (1984) [9], Pigosso et al. (2010) [10], Hatcher et al. (2014) [11], Atlason et al. (2017) [12], Noor et al. (2017) [13], Urbinati et al. (2018) [14], Sundin (2019) [15], Gould et al. (2019) [16] | DfRem connotation (circular economy, extended producer responsibility) and DfRem technologies |
| Kerr and Ryan (2001) [17] | DfRem + eco-efficiency | |
| Mayyas et al. (2012) [18], Kishawy et al. (2018) [19] | DfRem + sustainability | |
| Desai and Mital (2003) [20], Sundin (2004) [21], Soh et al. (2014) [22], Talens Peiró et al. (2017) [23], Favi et al. (2019) [24] | DfRem + disassembly | |
| Bakker and Poppelaars (2018) [25] | DfRem + product integrity | |
| Moreira (2017) [26] | DfRem + interchangeability | |
| Ridley et al. (2018) [27] | DfRem + pre-processing inspection | |
| Sundin and Bras (2005) [28], Li (2018) [29] | DfRem + environment | |
| Marzano et al. (2018) [30] | DfRem + ergonomic analysis | |
| Sonego et al. (2018) [31] | DfRem + modularity | |
| Kane et al. (2018) [32] | DfRem + circular medical products | |
| Tant and Mulholland (2019) [33] | DfRem + testing | |
| Hatcher and Ijomah (2011) [34] | DfRem literature review | |
| Mathematical modeling research | Chen (2001) [3], Zheng et al. (2019) [35] | DfRem + environment + quality-based model |
| Hua et al. (2011) [4] | DfRem strategies + manufacturer–retailer distribution channel | |
| Wu (2012) [5], Wu (2013) [6] | DfRem + original equipment manufacturer (OEM) + price competition | |
| Anthony and Cheung (2017) [36] | DfRem + cost evaluation | |
| Badurdeen et al. (2018) [37], Aydin et al. (2018) [38] | DfRem + product configuration | |
| Akturk et al. (2017) [39], Badurdeen et al. (2018) [37] | DfRem + multiple cycles | |
| Ma et al. (2018) [40], Aydin et al. (2018) [38] | DfRem + uncertainty | |
| Gang et al. (2018) [41] | DfRem + multi-attribute decision | |
| Steeneck and Sarin (2018) [42] | DfRem + leased products | |
| Qiang et al. (2018) [43] | DfRem + product and service | |
| Wang et al. (2019) [7], Liu et al. (2019) [8] | DfRem strategies + closed-loop supply chain (CLSC) operations | |
| Sakundarini et al. (2019) [44] | DfRem + component recoverability | |
| Ameli et al. (2019) [45] | DfRem + sustainability + simulation–optimization model |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Niu, S.; Zhuo, H.; Xue, K. DfRem-Driven Closed-Loop Supply Chain Decision-Making: A Systematic Framework for Modeling Research. Sustainability 2019, 11, 3299. https://doi.org/10.3390/su11123299
AMA Style
Niu S, Zhuo H, Xue K. DfRem-Driven Closed-Loop Supply Chain Decision-Making: A Systematic Framework for Modeling Research. Sustainability. 2019; 11(12):3299. https://doi.org/10.3390/su11123299
Chicago/Turabian StyleNiu, Shuiye, Honglong Zhuo, and Kelei Xue. 2019. "DfRem-Driven Closed-Loop Supply Chain Decision-Making: A Systematic Framework for Modeling Research" Sustainability 11, no. 12: 3299. https://doi.org/10.3390/su11123299
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.