
Supply Chain Design for Blending Technologies



Institute of Logistics, University of Miskolc, 3515 Miskolc, Hungary
*
Author to whom correspondence should be addressed.
Sustainability 2022, 14(14), 8760; https://doi.org/10.3390/su14148760
Submission received: 17 June 2022
/
Revised: 13 July 2022
/
Accepted: 15 July 2022
/
Published: 18 July 2022
(This article belongs to the Special Issue Sustainable Logistics: Supply Chain Management Design)
Abstract
:When optimizing blending technologies, the main objective is to determine the right mixing ratio of the raw materials, depending on the different qualities and costs of the raw materials available. It can be concluded that research is mainly focused on answering technological questions, and only very few studies take into account the logistics processes related to blending technologies, their design, cost-efficiency, utilization and sustainability including energy efficiency and environmental impact. Based on this fact, within the frame of this research the authors describe a new approach, extending the basic model of blending problems by adding new supply chain efficiency-related components that makes it possible to take logistics parameters related to the raw materials supply (available stocks, batch sizes, transport and storage costs, supply chain structure) into consideration. A mathematical model of this supply chain optimization problem for blending technologies is described including routing and assignment problems in the supply chain, while technological objectives are also taken into consideration as technological objective functions and constraints. The optimization problem described in the model is a problem with non-deterministic polynomial-time hardness (NP-hard), which means that there are no known efficient analytical methods to solve the logistics-related supply chain optimization of blending technologies. As a solution algorithm, the authors have used an evolutive solver and a new metrics, which improved the efficiency of the comparison of distances between solutions of routing problems represented by permutation arrays. The scenario analysis, which focuses on the integrated optimization of technological and logistics problems validates the model and evaluates the solution algorithm and the new metrics. Using the mentioned algorithm, the supply chain processes of the blending technologies can be improved from availability, efficiency, sustainability point of view.
1. Introduction
In the existing literatures, the most critical economic issue for blending problems is the selection of the optimal combination of components to produce final products. The blending technologies can be described either as simple mixing of components or as a complicated integration of a huge number of component streams. The logistics processes play an increasingly important role in the manufacturing processes, including automotive industry, mechatronics assembly or blending technologies. Blending technologies are usually represented by the food industry, pharmaceutical industry, metallurgical industry and other sectors from the continuous production. The optimization of logistics processes can lead to improved performance of manufacturing systems, and it is also validated in the case of blending processes and technologies. In the Industry 4.0 era the optimization of logistics operations of blending technologies become more and more important, especially in the case of disrupted supply chains. Within the frame of this article the authors propose a novel integrated model to describe the blending processes including both technological and logistics parts. The mathematical model makes it possible to analyze the impact of logistics parameters and constraints on the global performance of blending processes. As the presented literature review shows, the existing research works are focusing on technological aspects of blending processes, and only a few of them discuss the development and operation potentials of logistics [1,2].
This paper is organized as follows. Section 2 discusses a systematic literature review, which describes the research background and identifies the research gaps of blending technologies using descriptive and content analysis of available articles in Science Direct. Section 3 describes the model framework of blending processes and technologies. The model is focusing on both technological and logistics processes and their impact on the global performance of the blending process. Section 4 demonstrates the scenario analysis and the computational results. Discussion, future research directions and managerial impacts are discussed in Section 5.
2. Literature Review
Within the frame of this systematic literature review (SLR), the authors describe the main scientific results and identify existing research gaps regarding blending technologies and blending processes. The systematic literature review has four main parts: the description of the methodology, the descriptive analysis, the content analysis and the definition of consequences of SLR.
2.1. Methodology of the SLR
Within the frame of this systematic literature review, we are applying the SLR methodology of Bányai Á [3], which focuses on the following main steps (see Figure 1):
- definition of research questions;
- search process in Science Direct;
- inclusion and exclusion process;
- descriptive analyses of chosen articles;
- content analysis;
- identification of scientific gaps, bottlenecks, and limitations.
Firstly, the suitable terms were defined to find the potential research results in Science Direct. In the case of more general research topics, it is important to choose suitable research questions and keywords, because there could be excellent review articles in the related research field, but in the case of blending technologies and blending processes no review articles have been written. We used the following keywords to search in the Science Direct database: Title, abstract, keywords: “blending process”. Initially, 66 articles were identified. This list was reduced to 57 articles selecting journal articles in English only. Our search was conducted in May 2022; therefore, new articles may have been published since then.
2.2. Descriptive Analysis
The journal articles focusing on blending processes and blending technologies can be classified based on the subject area defined in Science Direct. Figure 2 shows the results of the classification of 57 articles considering 10 subject areas. This classification shows the majority of materials science, chemical engineering, and chemistry. These numbers show that the logistic aspects of blending processes and blending technologies are not extensively researched.
As Figure 3 demonstrates, the blending processes and blending technologies have been intensively researched in the past 20 years, but there are some early research results from the 90s. One of the first articles in this field was published in 1991 in the field of intelligent tuning and adaptive control for cement raw meal blending process [4] and within the frame of this article the author proposes a two level adaptive control policy combined with a heuristic auxiliary system for ensuring the robustness of the control system of blending processes.
The articles were analyzed from the name and topic of the journal point of view (Figure 4). The names and topics of the journals show the majority of technology-related articles, where the research works are focusing on the technological aspects of blending processes and blending technologies and no articles are discussing the logistics related problems of blending processes and blending technologies.
2.3. Content Analysis
The majority of the blending processes-related articles focus on the technological aspects including solvent-evaporation technique [5], oil blending [6], pharmaceutical industry [7], gasoline blending [8], coal mixing [9], polymeric blends [10,11], morphological, thermal and rheological tests in order to evaluate the miscibility and thermal stability of the polymers and their blends [12], conventional and chaotic mixing [13], alumina metallurgical industry [14], infrared chemical imaging [15], thermoplastic blends [16], cement mixing [17], blending of monolayer particle-coated powder [18], asphalt mixtures [19], two-step melt blending [20], clay blending process [21], expandable graphite composites [22], food industry [23,24,25], hydrocolloids [26], batch blending processes [27], continuous powder-blending processes [28], and nanoparticle distribution in blending processes [29].
The models, methods and tools used for the design and optimization of blending processes includes the following main directions: recursive least square algorithm supported by neural networks [6], sieve analyses to show the effect of different mixing parameters and equipment on the loading capacity [30], integrated process monitoring approach for evaluating powder blending process kinetics and determining blending process end-point [31], logarithm-transform piecewise linearization method for the optimization of gasoline-blending processes [32], adaptive algorithms for near-infrared spectroscopy [33], model-based expert control strategy using neural networks for the coal blending process [34], imaging techniques to determine the real-time distribution of mixture components [35], weighted incremental minimax probability machine-based method for quality prediction [36], variographic analysis [37], quadratic polynomial equations and multiple regression analysis using response surface methodology [38], the isoconversional method using Friedman’s approximation [39], artificial neural networks [40], stochastic optimization for real-time operation of alumina-blending process [41]. The process mapping is an important tool to identify the potential correlations between the critical process parameters of blending technology and predefined quality attributes. The process mapping-based method identification of the main impacts of process parameters can lead to the reduction in development time, quantity of materials required and cost [42]. Other approaches using the multivariate curve resolution by alternating least squares method lead to the same results improving the efficiency of blending processes through the analysis of impact of process parameters on the product parameters [43].
The design and operation aspects of blending processes are analyzed on operational, tactical and strategic levels. A suitable scale-up strategy for continuous powder blending process can transform pharmaceutical powder mixing from lab to industrial scale focusing on batch-like mixing [7]. The blending process can be successfully simplified and the energy consumption can be obviously reduced using a hierarchical inference strategy integrating quality prediction model for the optimal-setting control of blending process [14]. The strategies of blending technologies can include three business levels: long-range planning, short-term scheduling and process control. This hierarchical concept is based on an integrated approach to coordinate short-term scheduling of multi-product blending facilities with nonlinear recipe optimization [44,45].
The advanced technologies of the fourth industrial revolution are also applied in blending processes: big data solutions [6], real-time image analyses and process monitoring [46], in-line monitoring using spectroscopy [47,48], digital simulation using Matlab and Simulink tools to maximize the tonnage of coal blends [9], thermogravimetry and Fourier transform infrared spectroscopy [49], automated on-line monitoring of near infrared spectroscopy [50,51], scanning electron microscopy and wide-angle X-ray scattering [52], simulation to validate the efficiency of optical image encryption [53], an adaptive sample space expansion approach for in-situ measurement in blending processes [54], NIR spectroscopy to determine the homogeneity and drug content of blends [55,56], laser-induced breakdown spectroscopy [57], control system linearization for coal blending process with one controlled component flow [58], intelligent tuning and adaptive control [4].
The efficiency of blending processes and technologies is influenced by both technological and logistics processes. The above mentioned articles are focusing on the technological part of blending technologies and only a few articles are discussing logistics-related aspects of blending technologies. Blending technologies are represented by expensive manufacturing processes, where the related costs are influenced by raw materials, technological equipment, human resources and energy costs. The environmental regulations also have a great impact on the production costs [8]. New scheduling models for the bulk ore blending process in iron-making industry can improve process efficiency, because improved genetic algorithm hybridized with problem knowledge-based heuristics can lead to more efficient scheduling [59]. This research takes a wide range of logistics aspects into consideration including scheduling, inventory and storages. The blending processes have four logistics subsystems, including purchasing, production, distribution and inverse processes. The improvement of sustainability through effective reuse of product returns plays an important role in the development and operation of blending processes and technologies and related logistics systems [60].
2.4. Consequences of Literature Review
As the above-discussed descriptive and content analysis shows, existing studies focus on the technological aspects of blending processes and technologies, while only a few of them consider the logistics-related aspects of blending and mixing operations.
The increasing number of publications indicates the importance and scientific potential of research on blending technologies. Therefore, the logistics aspects of blending processes and technologies still needs more attention and research. Accordingly, the main focus of this research is the integrated modelling and optimization of blending processes and technologies focusing on both technological and logistics aspects.
The main contribution of this article includes: (1) a systematic literature review with descriptive and content analyses to define research gaps and limitations of existing research results in the field of blending technologies; (2) novel mathematical models to describe the impact of logistics processes on the efficiency of blending processes; (3) optimization algorithms to find the best logistics parameters for the supply of blending processes; and (4) computational results of blending process optimization with different datasets.
3. Materials and Methods
Blending problems represent a special field of production technologies, where different raw materials are mixed together, and the quality of the final product depends on the quality of raw materials and the final quality of the final product can be computed using the quality parameters of the required raw materials. Within the frame of the first part of this chapter, the conventional model of the blending problems is described. The second part of this chapter discusses an extended version of the blending problem. This extended model integrated the technology and quality-related parameters of the conventional blending model and the logistics-related parameters of supply chain and logistics operations.
Input parameters: in the basic model of the blending problems, the following parameters are assumed to be given:
- yj customer’s demand for product j,
- pik quality parameter k of raw material i,
- lower bound for parameter k of finished product j,
- upper bound for parameter k of finished product j,
- price of raw material i.
Decision variable: the decision parameter of the blending problems is which represents the amount of raw material i assigned to product j.
Objective function (profit maximization): in the basic model of the blending problems, the objective function is the maximization of profit, which can be written as a function of the revenue from the finished products sold and the purchase price of the raw materials needed to produce the finished product, as follows:
where bj is the specific purchasing price of product j (EUR/kg).
Constraint 1 (quality of final product): in the basic model of the blending problem, two basic constraints must be taken into consideration. For the first constraint, we can define the limits of the technological specifications for the quality of the final product. For these limit values, a constraint for the lower and upper limit values can be specified as a separate constraint in the following way:
However, these inequalities are non-linear. In order to solve the problem as a linear programming problem, the above non-linear constraints must be transformed into linear constraints as follows:
Based on the above reasoning, the linearized constraint can be formulated as follows:
Based on the upper bound constraint, the lower bound constraint can be written in a similar form:
Constraint 2 (meet customer’s demand): The second constraints for the basic model defines the need to obtain a quantity of raw materials that can meet customer demand:
Constraint 3 (production capacity): In general, the production capacity for blending problems can be considered as given. This condition modifies the basic model in the sense that, for this constraint, customer requirements are not given per product, but can be freely modified according to the production capacity. Due to the production capacity constraint, the limitation on the quantity of raw materials to be purchased can be written in the following form:
Constraint 4 (built-in rate of raw materials): for the basic model, we did not take into consideration the fact that, depending on the nature of the raw materials and the processing technology, not all of them are built into the finished product, and that the parameters affecting the quality of the finished product are not fully reflected in the finished product. Based on this condition, it is possible to modify the basic model in two directions and add a new constraint focusing on the build-in proportion. In the first case, the purchased raw material is not processed in its full quantity, and therefore its parameters influence the parameters characterizing the finished product according to the built-in rate. For example, if broccoli is used to prepare a dish, the stems and leaves of the broccoli purchased are not processed and therefore the nutrients and vitamins they contain are not built into this final dish. For this model, we can define the percentage of the purchased raw material i that can be used to produce the final product. If we take this constraint into consideration, the objective function is still to maximize profit, but the revenue from the finished products sold is affected by the built-in rate of the raw materials. Since the full quantity is not built in, it is necessary to purchase a larger quantity depending on the built-in rate of the raw material, which increases the cost of the raw material associated with the finished product:
When defining the limits of the technological specifications for the quality of the finished product, the following calculation should be used to take into account the parameters affecting the quality of the raw materials in the finished product:
In linear form, non-linear inequalities can be written as follows:
If we take this constraint into consideration, the constraint that the quantity of raw material to be procured must be sufficient to meet customer needs must also be met, and therefore the basic constraints must be modified to take into account the built-in rate of the raw material in the following form:
We can define a second type of built-in rate for the raw materials. In the second case, the entire quantity of the purchased raw material is processed, its parameters fully influencing the parameters describing the finished product (and hence the quality of the finished product) as formulated above, but the built-in rate of the raw materials into the finished product cannot be taken into account. For example, when strawberry jam is made, the sugar content of the processed strawberries is fully incorporated into the sugar content of the finished product (strawberry jam), but part of the strawberry mass is not included in the mass of the finished product (mainly due to evaporation during cooking). Thus, in this case, the parameter affecting the quality of the finished product can be taken into consideration in its entirety, while the mass of the raw material can be taken into account regarding the built-in rate.
As the parameter influencing the quality of the finished product during the incorporation of the raw materials fully affects the quality of the finished product, but the raw material itself is not fully present in the finished product due to the nature of the processing technology, this constraint should be formulated as follows:
In linear form, non-linear inequalities can be written as follows:
Constraint 5 (limited raw material sources): This constraint specifies that the maximum or minimum quantity of available raw materials must be taken into account when placing an order. As a consequence, a lower and an upper limit constraint are also included:
where is the upper limit of available raw material i [pcs], is the lower limit of available raw material i [pcs].
Constraint 6 (marketing increases customer’s demand): In this model of the blending problem, targeted, product-specific promotion can be used to increase demand for each finished product, resulting in increased demand for the finished product and thus higher profits. Assuming that the expenditure on advertising is directly proportional to the increase in demand for the finished product generated by the advertising, there is a change in our objective functions used earlier.
In addition to the input parameters, the decision variable , which gives the number of advertisements per product, is added to the decision variable .
The following parameters must be taken into consideration of this constraint:
- yj customer’s demand for finished product j without advertising,
- hj is an advertising cost for product j,
- gj the rate of increase in demand for product j caused by advertisements,
- zj number of advertisements for product j.
This constraint defines the need to obtain a sufficient quantity of raw materials to meet the increased demand from customers due to advertising:
In the basic model of the blending problems, the objective function is profit maximization, which in this case takes into account the cost of advertising and the additional revenue from increased sales as a result of advertising, in addition to the revenue from finished goods sold and the purchase price of the raw materials needed to produce the finished product:
It is also possible to consider a marketing model for this constraint whereby a general promotion of the entire product range under consideration can be used to increase demand for the entire product range under consideration, resulting in increased demand for the finished product and thus higher profits. Additionally, in the case of this constraint, the expenditure on advertising is directly proportional to the increase in demand for the finished product generated by the advertising.
In this case, the following parameters must be taken into consideration of this constraint:
- y customer’s demand without advertising,
- h is the cost of an advertising,
- g the rate of increase in demand caused by advertisements,
- z number of advertisements.
In addition to the input parameters listed above, the decision variable z, which represents the number of advertisements, is added to the decision variable in the calculations. If we take into account this advertising model, the objective function can be defined in the following way:
Constraint 7 (lot size of raw materials): for the basic model, we did not take into consideration the fact that the lot sizes of raw materials to be ordered can be defined. Taking this lot size- or batch size-related constraint into consideration, we can define the following constraint:
where is the lot size of raw material i and .
Constraint 8 (capacity of transportation): for the basic model, we did not take into consideration the capacity of transportation vehicles from raw material suppliers to the production plant. If transportation processes are taken into consideration, then the capacities can be defined in two different ways. If the required raw materials are transported with the same vehicle from the same supplier, then the constraints can be written as follows:
where is the amount of raw material i assigned to product j from supplier , is the capacity of transportation vehicles from supplier to the manufacturer.
If the required raw materials are transported separated, then the constraints can be written as follows:
where is the capacity of transportation vehicles from supplier to the manufacturer for raw material i.
In this case, the transportation cost must be taken into consideration in the objective function. The decision variables are extended with an additional parameter, because the supplier-related costs must be taken into consideration:
where is the specific transportation cost of raw material i from supplier , price of raw material i purchased from supplier
Constraint 9 (capacity of warehouses): we can define a capacity of warehouses for raw materials and these limited capacities can be taken into consideration using the following constraint:
where is the capacity of the warehouse for raw material i.
It is also possible that the capacity of the warehouse cannot be defined for each type of raw materials, therefore the warehouse capacity can be defined for all raw materials as a common constraint:
where is the capacity of the warehouse for all raw materials.
In this case, the inventory holding cost must be taken into consideration in the objective function:
where is the specific inventory holding cost of raw material i from supplier .
Constraint 10 (capacity of loading and unloading operation): for the basic model, we did not take into consideration the capacity of loading and unloading equipment. Loading and unloading operations must be performed at the suppliers (loading) and at the manufacturer (unloading). If loading and unloading processes are taken into consideration, then the capacities can be defined in two different ways. If the required raw materials are transported with the same vehicle from the same supplier, then the related loading and unloading operations are assigned to these supplies in the same way, therefore the loading and unloading constraint can be written as follows:
where is the available loading capacity of supplier .
If the required raw materials are transported separated, then the constraints can be written as follows:
where: is the available loading capacity of supplier for raw material i.
In this case, the loading and unloading cost must be taken into consideration in the objective function. The decision variables are extended with an additional parameter, because the supplier-related costs must be taken into consideration:
where: is the specific loading cost of raw material i from supplier .
The unloading cost can be calculated in the same way, but we use -specific unloading cost instead of -specific loading cost.
Sign restrictions: since in the course of solving the optimization problem it is possible that, based on the parameters of different types of raw materials, the optimal solution is obtained by assigning a negative quantity of certain raw materials, it is useful to formulate a sign restriction on the decision variables, which defines that no negative quantity of raw materials can be assigned to products:
4. Results
Within the frame of this chapter, the numerical results of the scenario analysis are discussed. The main parameters of the scenario are shown in Appendix A. The following scenarios are analyzed in this article:
- impact of transportation cost on the optimal solution of blending problems,
- impact of inventory holding cost on the optimal solution of blending problems,
- impact of loading and unloading cost on the optimal solution of blending problems,
- impact of packaging cost on the optimal solution of blending problems,
- impact of storage capacities on the optimal solution of blending problems,
- impact of lot sizes of raw materials on the optimal solution of blending problems.
The analyzed scenarios are theoretical scenarios representing the impact of influencing parameters on the efficiency of blending problems from technological and logistics point of view.
4.1. Impact of Transportation Cost on the Optimal Solution of Blending Problems
In the case of the conventional model the technological costs and the transportation cost are not integrated, therefore in a conventional model the following phases can be defined:
- Phase 1: Optimization of the basic blending problem including the following constraints: quality of final products, meet customer’s demand.
- Phase 2: Computation of the resulting profit depending on the technological costs and incomes.
- Phase 3: Computation of the transportation cost of the optimal solution resulted by Phase 1.
- Phase 4: Computation of the total costs, by adding the resulted transportation costs to the technological costs computed in Phase 2.
In the integrated model, the optimization algorithm takes not only the technological parameters, but also the costs of transportation operations into consideration. In this case, the optimization of the integrated model has the following main phases:
- Phase 1: Optimization of the integrated blending problem focusing on both technological costs and transportation-related costs including the following constraints: quality of final products, meet customer’s demand.
- Phase 2: Computation of the resulted profit depending on the technological and transportation costs and incomes.
The analysis shows that the integration of transportation into the basic blending model leads to a more sophisticated optimization process, which results in lower costs and higher profit:
where I is the income of the basic model with technological parameters, is the total technological costs of the optimal solution of the basic model of blending problem, is the transportation cost resulted by the optimal solution of the basic blending problem, is the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and transportation.
In the case of Scenario 1, the analysis shows that the profit was increased by using the integrated model (see Table 1). In this Scenario we have used the following transportation cost: The income of the basic model with technological parameters is 45,000 EUR, the total cost of the optimal solution of the basic model of blending problem is 14,739 EUR, the transportation cost resulted by the optimal solution of the basic blending problem is 10,145 EUR, while the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and transportation is 20,938 EUR. The proportion of the profit resulted by the model integrating technology and transportation and the conventional basic blending model can be calculated as follows:
4.2. Impact of Inventory Holding Cost on the Optimal Solution of Blending Problems
In the case of the conventional model the technological costs and the inventory holding cost are not integrated, therefore in a conventional model the following phases can be defined:
- Phase 1: Optimization of the basic blending problem taking only the quality of final products and the customer’s demand as constraints into consideration.
- Phase 2: Computation of the profit of the blending problem focusing on the incomes and technological costs.
- Phase 3: Computation of the inventory holding cost of the optimal solution resulted by Phase 1.
- Phase 4: Computation of the total costs, by adding the resulted inventory holding costs to the technological costs computed in Phase 2.
In the integrated model, the optimization algorithm takes not only the technological parameters, but also the costs of warehousing operations (inventory holding) into consideration. In this case the optimization of the integrated model has the following main phases:
- Phase 1: Optimization of the integrated blending problem focusing on both technological costs and inventory holding costs including the following constraints: quality of final products, meet customer’s demand and the available warehouse capacity.
- Phase 2: Computation of the resulted profit depending on the technological costs, inventory holding costs and incomes.
The analysis shows that the integration of transportation into the basic blending model leads to a more sophisticated optimization process, which results in lower costs and higher profit:
where I is the income of the basic model with technological parameters, is the total technological costs of the optimal solution of the basic model of blending problem, is the transportation cost resulted by the optimal solution of the basic blending problem, is the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and warehousing.
In the case of this Scenario, the analysis shows that the profit was increased by using the integrated model (see Table 2). In the Scenario we have used the following inventory holding cost: The income of the basic model with technological parameters is 45,000 EUR, the total cost of the optimal solution of the basic model of blending problem is 14,739 EUR, the inventory holding cost resulted by the optimal solution of the basic blending problem is 3640 EUR, while the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and inventory holding is 17,910 EUR. The proportion of the profit resulted by the model integrating technology and inventory holding and the conventional basic blending model can be calculated as follows:
4.3. Impact of Loading and Unloading Cost on the Optimal Solution of Blending Problems
In the case of the conventional model the technological costs and the inventory holding cost are not integrated, therefore in a conventional model the following phases can be defined:
- Phase 1: Optimization of the basic blending problem taking only the quality of final products and the customer’s demand as constraints into consideration.
- Phase 2: Computation of the profit of the blending problem focusing on the incomes and technological costs.
- Phase 3: Computation of the costs of loading and unloading operations at the supplier and the manufacturing company from the optimal solution resulted by Phase 1.
- Phase 4: Computation of the total costs, by adding the resulted loading and unloading costs to the technological costs computed in Phase 2.
In the integrated model, the optimization algorithm takes not only the technological parameters, but also the costs of loading and unloading operations into consideration. In this case, the optimization of the integrated model has the following main phases:
- Phase 1: Optimization of the integrated blending problem focusing on both technological costs, loading and unloading costs including the following constraints: quality of final products, meet customer’s demand and the available capacity of loading and unloading equipment of the supplier and the manufacturing company.
- Phase 2: Computation of the resulted profit depending on the technological costs, loading and unloading costs and incomes.
The analysis shows that the integration of loading and unloading operations into the basic blending model lead to a more sophisticated optimization process, which results in lower costs and higher profit:
where I is the income of the basic model with technological parameters, is the total technological costs of the optimal solution of the basic model of blending problem, is the loading and unloading cost resulted by the optimal solution of the basic blending problem, is the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and loading/unloading operations.
In the case of this Scenario, the analysis shows that the profit was increased by using the integrated model (see Table 3). In this Scenario we have used the following specific loading and unloading costs: The income of the basic model with technological parameters is 45,000 EUR, the total cost of the optimal solution of the basic model of blending problem is 14,739 EUR, the loading and unloading cost resulted by the optimal solution of the basic blending problem is 14,555 EUR, while the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and inventory holding is 26,623 EUR. The proportion of the profit resulted by the model integrating technology and loading/unloading and the conventional basic blending model can be calculated as follows:
4.4. Impact of Packaging Cost on the Optimal Solution of Blending Problems
In the case of the conventional model, the technological costs and the packaging costs are not integrated, therefore in a conventional model the following phases can be defined:
- Phase 1: Optimization of the basic blending problem taking only the quality of final products and the customer’s demand as constraints into consideration.
- Phase 2: Computation of the profit of the blending problem focusing on the incomes and technological costs.
- Phase 3: Computation of the packaging costs resulted from the optimal solution in Phase 1.
- Phase 4: Computation of the total costs, by adding the resulted packaging costs to the technological costs computed in Phase 2.
In the integrated model, the optimization algorithm takes not only the technological parameters, but also the costs of packaging operations into consideration. In this case, the optimization of the integrated model has the following main phases:
- Phase 1: Optimization of the integrated blending problem focusing on both technological costs and packaging costs.
- Phase 2: Computation of the resulted profit depending on the technological costs, packaging costs and incomes.
The analysis shows that the integration of packaging operations into the basic blending model leads to a more sophisticated optimization process, which results in lower costs and higher profit:
where I is the income of the basic model with technological parameters, is the total technological costs of the optimal solution of the basic model of blending problem, is the packaging cost resulted by the optimal solution of the basic blending problem, is the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and packaging operations.
In the case of this Scenario, the analysis shows that the profit was increased by using the integrated model (see Table 4). In this Scenario we have used the following specific packaging cost: The income of the basic model with technological parameters is 45,000 EUR, the total cost of the optimal solution of the basic model of blending problem is 14,739 EUR, the packaging cost resulted by the optimal solution of the basic blending problem is 14,555 EUR, while the total cost of the optimal solution of the integrated model of blending problems focusing on both technology and inventory holding is 26,623 EUR. The proportion of the profit resulted by the model integrating technology and packaging and the conventional basic blending model can be calculated as follows:
4.5. Impact of Storage Capacities on the Optimal Solution of Blending Problems
In the case of the conventional blending models, the capacity of warehouses is not taken into consideration. If the warehouse capacity is limited, the storage capacity must be extended with outsourced storage capacity, which can lead to increased inventory holding cost. Table 5 shows the comparison of application of the conventional blending model and the integrated blending model, where storage capacities and its outsourcing opportunities are taken into consideration. As Table 5 shows, in the case if the Scenario the optimization using the integrated approach led to an increased profit.
The proportion of the profit resulted by the model integrating technology and warehousing and the conventional basic blending model can be calculated as follows:
Figure 5 shows the changes in the structure of raw materials to be ordered in the case of conventional and integrated model. If we take the warehouse capacities and the increased outsourced storage capacities into consideration, then the warehousing cost can be decreased, while the portfolio of ordered raw materials are extensively changed. In the case of some raw materials (ID1 and ID9) there are no bars above the raw material ID, because these raw materials have not been used in the case of the optimal solution.
4.6. Impact of Lot Sizes of Ram Materials on the Optimal Solution of Blending Problems
In the case of the conventional blending problems, the restrictions regarding availability of raw materials, predefined lot sizes and batches are not taken into consideration. If we add to the model the lot sizes as constraints, it is possible to find a more cost-efficient solution for the blending problem. Table 6 shows the analysis of Scenario 1 in the case of predefined lot sizes. As the analysis shows, the bigger the lot sizes, the lower the profit. The optimal solution is resulted in the case of one-piece-flow type supply, where the lot size is one. It is possible that we can define such high lot sizes that the required quality parameters of the final product cannot be fulfilled.
The changes in the structure of raw material portfolio depending on the predefined lot-sizes in the case of Scenario are shows in Figure 6. There are no major changes in the amount of raw materials, while lot sizes are changed, but minor rebalancing of raw-material portfolio is required to maximize the profit of the blending problem for the predefined time window.
5. Conclusions and Discussion
Within the frame of this research work, the authors developed a mathematical model, which makes it possible to extend the conventional mathematical model of blending problems and add logistics aspects to the model. More generally, this paper focused on the mathematical description of the supply chain framework of blending technologies taking the following logistics-related aspects into consideration: transportation, warehousing and inventory holding, packaging, loading and unloading, lot sizes, outsourcing potentials, lot sizes and batches. Why is effort being put into this research? The role of blending technologies becomes more and more important, especially in the chemical and food industry, where companies have to improve their cost-efficiency. This cost-efficiency can be achieved though optimizing technological and logistics processes. The existing research results are focusing on the technological aspects of blending processes in different fields of manufacturing (oil blending [5], metallurgical industry [14], asphalt mixtures [19]) and they do not take the impact of logistics aspects on the performance of the blending process into consideration. The technological aspects are deeply analyzed in a wide range of articles (aging characteristics in blending processes [61], experimental and discrete element models in blending processes [62], recycling aspects in blending [63], monitoring and sensoring of blending processes [64,65]). The process optimization approaches are focusing on the process monitoring [31], adaptive algorithms of control processes [33], and imaging techniques to determine mixture components [35], but they are not focusing on the integrated mathematical modelling and optimization of blending processes from both the point of view of technological and logistical aspects.
The added value of the paper is the description of the supply chain framework of blending technologies, which makes it possible to take logistics-related parameters into consideration. The scientific contribution of this paper for researchers in this field is the mathematical modelling and the analysis of the impact of logistics parameters on the cost-efficiency. The results can be generalized because the model can be applied for different production technologies. The described methodology makes it possible to analyze the impact of logistics and technological parameters on costs and incomes of a wide range of manufacturing systems and processes and it can be used in the field of automotive, mechatronics assembly and other engineering fields. The described method can support managerial decisions, because the strategic decisions regarding logistics operation, purchasing and procurement can be based on the results of the optimization approach. The theoretical implication of the study is the new mathematical model, which focuses on the impact of potential constraints of logistics services and technological environment: quality of final product, customers’ demands, production capacity, built-in rate of raw materials, limited raw material sources, marketing increasing customer’s demand, lot size of raw materials, capacity of transportation, capacity of warehouses, capacity of loading and unloading operation. The described methodology and the results of the study have a great impact on the efficiency of manufacturing plants using blending technologies, because it is possible to analyze the impact of logistics and technological parameters on the performance of the whole blending process.
However, there are also limitations of the study. The parameters of the model are deterministic and the uncertainties caused by demands, quality parameters and process availability are not taken into consideration. These limitations show the directions for further research. In further studies, the model can be extended to a more complex model including Fuzzy model to describe the stochastic environment.
Author Contributions
Conceptualization, T.B. and P.V.; methodology, T.B. and P.V.; software, T.B. and P.V.; validation, T.B. and P.V.; formal analysis, T.B. and P.V.; investigation, T.B. and P.V.; resources, T.B. and P.V.; data curation, T.B. and P.V.; writing—original draft preparation, T.B. and P.V.; writing—review and editing, T.B. and P.V.; visualization, T.B. and P.V.; supervision, T.B.; project administration, T.B.; funding acquisition, T.B. and P.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table A1.
Final product demands and selling prices.
| Final Product | |||||||
|---|---|---|---|---|---|---|---|
| FP1 | FP2 | FP3 | FP4 | FP5 | FP6 | FP7 | |
| Demand [pcs] | 100 | 150 | 200 | 150 | 80 | 110 | 210 |
| Selling price [EUR] | 20 | 30 | 40 | 50 | 60 | 70 | 50 |
Table A2.
Predefined required quality parameters for the final products.
| Final Product | |||||||
|---|---|---|---|---|---|---|---|
| FP1 | FP2 | FP3 | FP4 | FP5 | FP6 | FP7 | |
| Quality parameter 01 [%] | |||||||
| Min | 9 | 10 | 15 | 14 | 12 | 9 | 11 |
| 11Max | 15 | 16 | 17 | 18 | 15 | 14 | 20 |
| Quality parameter 02 [%] | |||||||
| Min | 42 | 52 | 51 | 45 | 65 | 55 | 70 |
| Max | 75 | 80 | 66 | 77 | 80 | 80 | 80 |
| Quality parameter 03 [%] | |||||||
| Min | 1 | 2 | 5 | 2 | 2 | 2 | 3 |
| Max | 3 | 4 | 6 | 5 | 6 | 4 | 5 |
| Quality parameter 04 [%] | |||||||
| Min | 21 | 22 | 21 | 20 | 21 | 22 | 23 |
| Max | 25 | 26 | 27 | 26 | 25 | 26 | 27 |
Table A3.
Parameters of raw materials.
| Parameter | ID of Raw Materials | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | I | J | |
| Quality 01 [%] | 10 | 20 | 15 | 14 | 18 | 16 | 9 | 21 | 12 | 14 |
| Quality 02 [%] | 40 | 50 | 60 | 70 | 80 | 45 | 55 | 65 | 52 | 47 |
| Quality 03 [%] | 2 | 3 | 4 | 5 | 6 | 5 | 4 | 2 | 1 | 2 |
| Quality 04 [%] | 22 | 25 | 24 | 26 | 27 | 20 | 26 | 23 | 24 | 22 |
| Price [EUR] | 25 | 14 | 15 | 16 | 17 | 30 | 20 | 10 | 23 | 18 |
References
- Nagy, G.; Bányai, Á.; Illés, B.; Glistau, E. Analysis of supply chain efficiency in blending technologies. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2018; pp. 280–291. [Google Scholar]
- Bányai, Á.; Illés, B.; Schenk, F. Supply chain design of manufacturing processes with blending technologies. Solid State Phenom. 2017, 261, 509–515. [Google Scholar] [CrossRef]
- Bányai, Á. Energy consumption-based maintenance policy optimization. Energies 2021, 14, 5674. [Google Scholar] [CrossRef]
- Lin, P.; Yun, Y.S.; Barbier, J.P.; Babey, P.; Prevot, P. Intelligent Tuning and Adaptive Control for Cement Raw Meal Blending Process. IFAC Proc. Vol. 1991, 24, 301–306. [Google Scholar] [CrossRef]
- Esmaeilzadeh, J.; Hesaraki, S.; Hadavi, S.M.M.; Esfandeh, M.; Ebrahimzadeh, M.H. Microstructure and mechanical properties of biodegradable poly (D/L) lactic acid/polycaprolactone blends processed from the solvent-evaporation technique. Mater. Sci. Eng. C 2017, 71, 807–819. [Google Scholar] [CrossRef] [PubMed]
- Rubio, J.J. Least square neural network model of the crude oil blending process. Neural Netw. 2016, 78, 88–96. [Google Scholar] [CrossRef]
- Gao, Y.; Muzzio, F.J.; Ierapetritou, M.G. Scale-up strategy for continuous powder blending process. Powder Technol. 2013, 235, 55–69. [Google Scholar]
- Schneider, H.; Pruett, J.M.; Magee, L. Reduction of variation in the gasoline blending process—A case study. ISA Trans. 1993, 32, 355–366. [Google Scholar] [CrossRef]
- Cierpisz, S. Extreme Control of a Coal Blending Process Simulation Analysis. IFAC Proc. Vol. 2004, 37, 341–345. [Google Scholar] [CrossRef]
- Del Gaudio, C.; Ercolani, E.; Nanni, F.; Bianco, A. Assessment of poly(ɛ-caprolactone)/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) blends processed by solvent casting and electrospinning. Mater. Sci. Eng. A 2011, 528, 1764–1772. [Google Scholar] [CrossRef]
- Mondragón, M.; Balderas, J.U.; Jiménez, G.L.; Sánchez-Espíndola, M.E.; Falcony, C. Energy transfer and compatibility analysis of PVK/MEH-PPV blends processed via electrospraying and electrospinning. Org. Electron. 2014, 15, 2993–2999. [Google Scholar] [CrossRef]
- Patrício, T.; Bártolo, P. Thermal Stability of PCL/PLA Blends Produced by Physical Blending Process. Procedia Eng. 2013, 59, 292–297. [Google Scholar] [CrossRef]
- Chougule, V.A.; Zumbrunnen, D.A. In situ assembly using a continuous chaotic advection blending process of electrically conducting networks in carbon black-thermoplastic extrusions. Chem. Eng. Sci. 2005, 60, 2459–2467. [Google Scholar] [CrossRef]
- Yang, C.; Gui, W.; Kong, L.; Wang, Y. Modeling and optimal-setting control of blending process in a metallurgical industry. Comput. Chem. Eng. 2009, 33, 1289–1297. [Google Scholar] [CrossRef]
- Wu, Z.; Tao, O.; Dai, X.; Du, M.; Shi, X.; Qiao, Y. Monitoring of a pharmaceutical blending process using near infrared chemical imaging. Vib. Spectrosc. 2012, 63, 371–379. [Google Scholar] [CrossRef]
- Seggiani, M.; Altieri, R.; Puccini, M.; Stefanelli, E.; Esposito, A.; Castellani, F.; Stanzione, V.; Vitolo, S. Polycaprolactone-collagen hydrolysate thermoplastic blends: Processability and biodegradability/compostability. Polym. Degrad. Stab. 2018, 150, 13–24. [Google Scholar] [CrossRef]
- Bao, Y.; Zhu, Y.; Zhong, W.; Qian, F. A novel chemical composition estimation model for cement raw material blending process. Chin. J. Chem. Eng. 2019, 27, 2734–2741. [Google Scholar] [CrossRef]
- Honda, H.; Kimura, M.; Honda, F.; Matsuno, T.; Koishi, M. Preparation of monolayer particle coated powder by the dry impact blending process utilizing mechanochemical treatment. Colloids Surf. A Physicochem. Eng. Asp. 1994, 82, 117–128. [Google Scholar] [CrossRef]
- Li, N.; Tang, W.; Yu, X.; Zhan, H.; Wang, X.; Wang, Z. Laboratory investigation on blending process of reclaimed asphalt mixture. Constr. Build. Mater. 2022, 325, 126793. [Google Scholar] [CrossRef]
- Mao, L.; Gao, X.; Zhang, M.; Jin, R. Polycarbonate/Polypropylene/Fibrillar Silicate Ternary Nanocomposites via Two-step Blending Process: Degradation and Morphology1 1Supported by the 863 High Technology Research and Development Program Plan of China (2002AA334050). Chin. J. Chem. Eng. 2006, 14, 248–252. [Google Scholar] [CrossRef]
- Nogueira, R.F.; Tavares, M.I.B.; San Gil, R.A.S.; da Silva, N.M. Solid state NMR investigation of polypropylene/Brazilian clay blending process. Polym. Test. 2005, 24, 358–362. [Google Scholar] [CrossRef]
- Wu, H.; Lu, C.; Zhang, W.; Zhang, X. Preparation of low-density polyethylene/low-temperature expandable graphite composites with high thermal conductivity by an in situ expansion melt blending process. Mater. Des. 2013, 52, 621–629. [Google Scholar] [CrossRef]
- Jbilou, F.; Galland, S.; Telliez, C.; Akkari, Z.; Roux, R.; Oulahal, N.; Dole, P.; Joly, P.; Degraeve, P. Influence of some formulation and process parameters on the stability of lysozyme incorporated in corn flour- or corn starch-based extruded materials prepared by melt blending processing. Enzym. Microb. Technol. 2014, 67, 40–46. [Google Scholar] [CrossRef] [PubMed]
- Ferrario, M.; Schenk, M.; Carrillo, M.G.; Guerrero, S. Development and quality assessment of a turbid carrot-orange juice blend processed by UV-C light assisted by mild heat and addition of Yerba Mate (Ilex paraguariensis) extract. Food Chem. 2018, 269, 567–576. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Carrillo, M.G.; Ferrario, M.; Guerrero, S. Study of the inactivation of some microorganisms in turbid carrot-orange juice blend processed by ultraviolet light assisted by mild heat treatment. J. Food Eng. 2017, 212, 213–225. [Google Scholar] [CrossRef]
- Herniou-Julien, C.; Mendieta, J.R.; Gutiérrez, T.J. Characterization of biodegradable/non-compostable films made from cellulose acetate/corn starch blends processed under reactive extrusion conditions. Food Hydrocoll. 2019, 89, 67–79. [Google Scholar] [CrossRef]
- Martínez, L.; Peinado, A.; Liesum, L. In-line quantification of two active ingredients in a batch blending process by near-infrared spectroscopy: Influence of physical presentation of the sample. Int. J. Pharm. 2013, 451, 67–75. [Google Scholar] [CrossRef]
- Bhalode, P.; Ierapetritou, M. Hybrid multi-zonal compartment modeling for continuous powder blending processes. Int. J. Pharm. 2021, 602, 120643. [Google Scholar] [CrossRef]
- Cao, M.; Sun, M.; Zhang, Z.; Xia, R.; Chen, P.; Wu, B.; Miao, J.; Yang, B.; Qian, J. Effect of the blending processes on selective localization and thermal conductivity of BN in PP/EPDM Co-continuous blends. Polym. Test. 2019, 78, 105978. [Google Scholar] [CrossRef]
- Benassi, A.; Perazzi, I.; Bosi, R.; Cottini, C.; Bettini, R. Quantifying the loading capacity of a carrier-based DPI formulation and its dependence on the blending process. Powder Technol. 2019, 356, 607–617. [Google Scholar] [CrossRef]
- Wu, H.; Khan, M.A. Quality-By-Design (QbD): An Integrated Approach for Evaluation of Powder Blending Process Kinetics and Determination of Powder Blending End-point. J. Pharm. Sci. 2009, 98, 2784–2798. [Google Scholar] [CrossRef]
- Li, Y.; Qiu, T. Logarithm-transform piecewise linearization method for the optimization of fasoline blending processes. Chin. J. Chem. Eng. 2018, 26, 1684–1691. [Google Scholar] [CrossRef]
- He, K.; Qian, F.; Cheng, H.; Du, W. A novel adaptive algorithm with near-infrared spectroscopy and its application in online gasoline blending processes. Chemom. Intell. Lab. Syst. 2015, 140, 117–125. [Google Scholar] [CrossRef]
- Wu, M.; Nakano, M.; She, J.H. A model-based expert control strategy using neural networks for the coal blending process in an iron and steel plant. Expert Syst. Appl. 1999, 16, 271–281. [Google Scholar] [CrossRef]
- Rosas, J.G.; Blanco, M. A criterion for assessing homogeneity distribution in hyperspectral images. Part 1: Homogeneity index bases and blending processes. J. Pharm. Biomed. Anal. 2012, 70, 680–690. [Google Scholar] [CrossRef] [PubMed]
- He, K.; Zhong, M.; Du, W. Weighted incremental minimax probability machine-based method for quality prediction in gasoline blending process. Chemom. Intell. Lab. Syst. 2020, 196, 103909. [Google Scholar] [CrossRef]
- Sánchez-Paternina, A.; Sierra-Vega, N.O.; Cárdenas, V.; Méndez, R.; Esbensen, K.H.; Romañach, R.J. Variographic analysis: A new methodology for quality assurance of pharmaceutical blending processes. Comput. Chem. Eng. 2019, 124, 109–123. [Google Scholar] [CrossRef]
- Rhee, K.S.; Cho, S.H.; Pradahn, A.M. Expanded extrudates from corn starch–lamb blends: Process optimization using response surface methodology. Meat Sci. 1999, 52, 127–134. [Google Scholar] [CrossRef]
- Freire, E.; Bianchi, O.; Martins, J.N.; Monteiro, E.E.C.; Forte, M.M.C. Non-isothermal crystallization of PVDF/PMMA blends processed in low and high shear mixers. J. Non-Cryst. Solids 2012, 358, 2674–2681. [Google Scholar] [CrossRef] [Green Version]
- Schoellhorn, M.S.; Lunderstaedt, R.A. Modeling of a Gasoline Blending Process with Artificial Neural Networks. IFAC Proc. Vol. 1997, 30, 653–657. [Google Scholar] [CrossRef]
- Kong, L.; Yin, Y.; Yang, C.; Gui, W.; Teo, K.L. Stochastic optimization for real-time operation of alumina blending process. J. Process Control. 2020, 96, 49–56. [Google Scholar] [CrossRef]
- Pishnamazi, M.; Casilagan, S.; Clancy, C.; Shirazian, S.; Iqbal, J.; Egan, D.; Edlin, D.; Croker, D.M.; Walker, G.M.; Collins, M.N. Microcrystalline cellulose, lactose and lignin blends: Process mapping of dry granulation via roll compaction. Powder Technol. 2019, 341, 38–50. [Google Scholar] [CrossRef]
- Jaumot, J.; Igne, B.; Anderson, C.A.; Drennen, J.K.; de Juan, A. Blending process modeling and control by multivariate curve resolution. Talanta 2013, 117, 492–504. [Google Scholar] [CrossRef] [PubMed]
- Glismann, K.; Gruhn, G. Short-term scheduling and recipe optimization of blending processes. Comput. Chem. Eng. 2001, 25, 627–634. [Google Scholar] [CrossRef]
- Glismann, K.; Gruhn, G. Short-term scheduling and recipe optimization of blending processes. Comput. Aided Chem. Eng. 2000, 8, 1099–1104. [Google Scholar]
- Oliveira, R.R.; Juan, A. SWiVIA—Sliding window variographic image analysis for real-time assessment of heterogeneity indices in blending processes monitored with hyperspectral imaging. Anal. Chim. Acta 2021, 1180, 338852. [Google Scholar] [CrossRef] [PubMed]
- Vergote, G.J.; De Beer, T.R.M.; Vervaet, C.; Remon, J.P.; Baeyens, W.R.G.; Diericx, N.; Verpoort, F. In-line monitoring of a pharmaceutical blending process using FT-Raman spectroscopy. Eur. J. Pharm. Sci. 2004, 21, 479–485. [Google Scholar] [CrossRef]
- De Beer, T.R.M.; Bodson, C.; Dejaegher, B.; Walczak, B.; Vercruysse, P.; Burggraeve, A.; Lemos, A.; Delattre, L.; Vander Heyden, Y.; Remon, J.P.; et al. Raman spectroscopy as a process analytical technology (PAT) tool for the in-line monitoring and understanding of a powder blending process. J. Pharm. Biomed. Anal. 2008, 48, 772–779. [Google Scholar] [CrossRef]
- Oliveira, P.N.; Montembault, A.; Sudre, G.; Alcouffe, P.; Marcon, L.; Gehan, H.; Lux, F.; Albespy, K.; Centis, V.; Campos, D.; et al. Self-crosslinked fibrous collagen/chitosan blends: Processing, properties evaluation and monitoring of degradation by bi-fluorescence imaging. Int. J. Biol. Macromol. 2019, 131, 353–367. [Google Scholar] [CrossRef]
- Sekulic, S.S.; Wakeman, J.; Doherty, P.; Hailey, P.A. Automated system for the on-line monitoring of powder blending processes using near-infrared spectroscopy: Part II. Qualitative approaches to blend evaluation. J. Pharm. Biomed. Anal. 1998, 17, 1285–1309. [Google Scholar] [CrossRef]
- Hailey, P.A.; Doherty, P.; Tapsell, P.; Oliver, T.; Aldridge, P.K. Automated system for the on-line monitoring of powder blending processes using near-infrared spectroscopy part I. System development and control. J. Pharm. Biomed. Anal. 1996, 14, 551–559. [Google Scholar] [CrossRef]
- Friedrich, K.; Evstatiev, M.; Fakirov, S.; Evstatiev, O.; Ishii, M.; Harrass, M. Microfibrillar reinforced composites from PET/PP blends: Processing, morphology and mechanical properties. Compos. Sci. Technol. 2005, 65, 107–116. [Google Scholar] [CrossRef]
- Wang, Q. Optical image encryption with silhouette removal based on interference and phase blend processing. Opt. Commun. 2012, 285, 4294–4301. [Google Scholar] [CrossRef]
- Wang, K.; He, K.; Du, W.; Long, J. Novel adaptive sample space expansion approach of NIR model for in-situ measurement of gasoline octane number in online gasoline blending processes. Chem. Eng. Sci. 2021, 242, 116672. [Google Scholar] [CrossRef]
- Cho, J.H.; Gemperline, P.J.; Aldridge, P.K.; Sekulic, S.S. Effective mass sampled by NIR fiber-optic reflectance probes in blending processes. Anal. Chim. Acta 1997, 348, 303–310. [Google Scholar] [CrossRef]
- Martínez, L.; Peinado, A.; Liesum, L.; Betz, G. Use of near-infrared spectroscopy to quantify drug content on a continuous blending process: Influence of mass flow and rotation speed variations. Eur. J. Pharm. Biopharm. 2013, 84, 606–615. [Google Scholar] [CrossRef]
- Liu, X.; Ma, Q.; Liu, S.; Shi, X.; Zhang, Q.; Wu, Z.; Qiao, Y. Monitoring As and Hg variation in An-Gong-Niu-Huang Wan (AGNH) intermediates in a pilot scale blending process using laser-induced breakdown spectroscopy. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2015, 151, 547–552. [Google Scholar] [CrossRef]
- Kalinowski, K.; Kaula, R. Linearization of a Coal Blending Process Control System. IFAC Proc. Vol. 2006, 39, 199–203. [Google Scholar] [CrossRef]
- Song, C.Y.; Hu, K.I.; Li, P. Modeling and Scheduling Optimization for Bulk Ore Blending Process. J. Iron Steel Res. Int. 2012, 19, 20–28. [Google Scholar] [CrossRef]
- French, M.L. Improving sustainability through effective reuse of product returns: Minimizing waste in a batch blending process environment. J. Clean. Prod. 2008, 16, 1679–1687. [Google Scholar] [CrossRef]
- Wang, S.; Huang, W.; Liu, X.; Lin, P. Aging Characteristics of Rubber Modified Bitumen Mixed with Sulfur after Terminal Blend Process. Sustainability 2022, 14, 2612. [Google Scholar] [CrossRef]
- Pezo, L.L.; Pezo, M.; Terzić, A.; Jovanović, A.P.; Lončar, B.; Govedarica, D.; Kojić, P. Experimental and Discrete Element Model Investigation of Limestone Aggregate Blending Process in Vertical Static and/or Conveyor Mixer for Application in the Concrete Mixture. Processes 2021, 9, 1991. [Google Scholar] [CrossRef]
- Prokofev, P.A.; Kolchugina, N.B.; Skotnicova, K.; Burkhanov, G.S.; Kursa, M.; Zheleznyi, M.V.; Dormidontov, N.A.; Cegan, T.; Bakulina, A.S.; Koshkidko, Y.S.; et al. Blending Powder Process for Recycling Sintered Nd-Fe-B Magnets. Materials 2020, 13, 3049. [Google Scholar] [CrossRef] [PubMed]
- Murayama, K.; Ishikawa, D.; Genkawa, T.; Sugino, H.; Komiyama, M.; Ozaki, Y. Image Monitoring of Pharmaceutical Blending Processes and the Determination of an End Point by Using a Portable Near-Infrared Imaging Device Based on a Polychromator-Type Near-Infrared Spectrometer with a High-speed and High-Resolution Photo Diode Array Detector. Molecules 2015, 20, 4007–4019. [Google Scholar] [PubMed] [Green Version]
- Tian, Y.; You, X.; Huang, X. SDAE-BP Based Octane Number Soft Sensor Using Near-infrared Spectroscopy in Gasoline Blending Process. Symmetry 2018, 10, 770. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Methodology of the systematic literature review [3].
Figure 1.
Methodology of the systematic literature review [3].
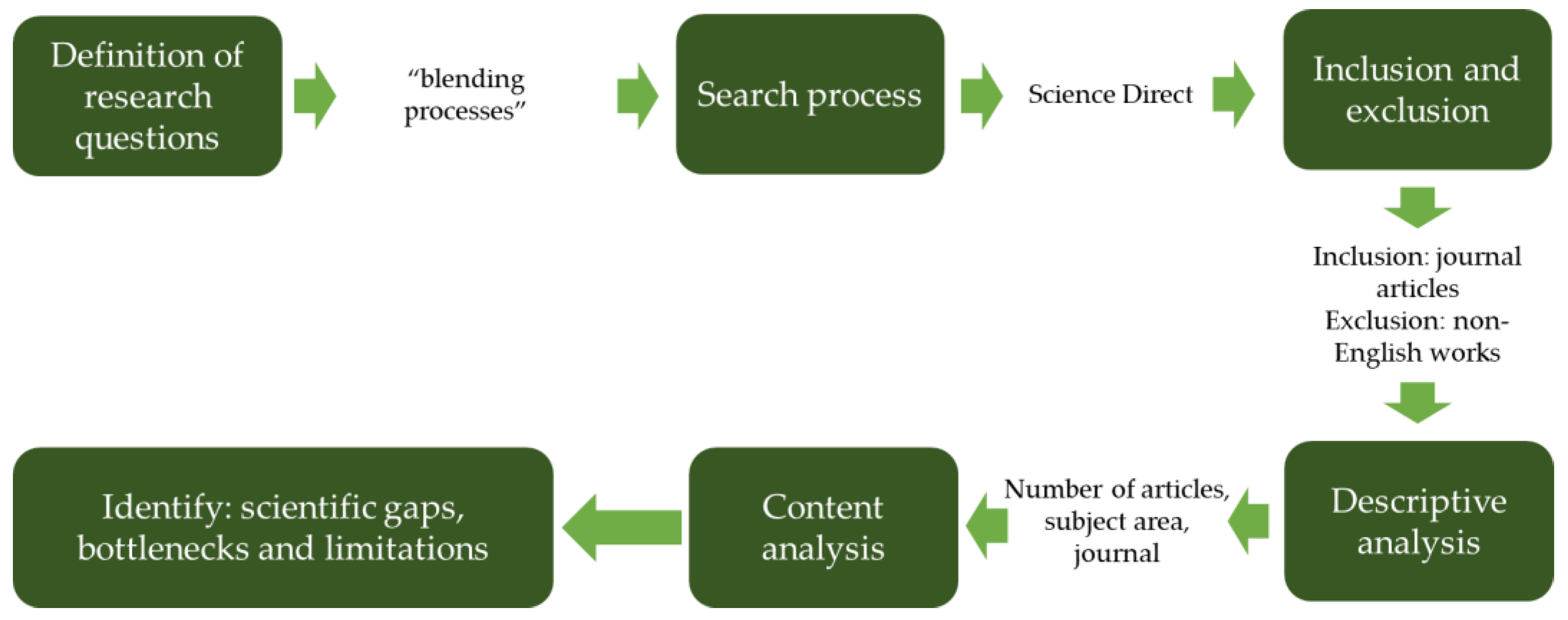
Figure 2.
Classification of blending processes related articles considering subject areas in Science Direct.
Figure 2.
Classification of blending processes related articles considering subject areas in Science Direct.

Figure 3.
Classification of blending processes-related articles considering the year of publication, based on the search in Science Direct.
Figure 3.
Classification of blending processes-related articles considering the year of publication, based on the search in Science Direct.

Figure 4.
Classification of blending processes related articles considering the title and topic of the journal, based on the search in Science Direct.
Figure 4.
Classification of blending processes related articles considering the title and topic of the journal, based on the search in Science Direct.

Figure 5.
Comparison of the structure of raw material portfolio in the case of conventional and integrated blending model.
Figure 5.
Comparison of the structure of raw material portfolio in the case of conventional and integrated blending model.

Figure 6.
Changes in the structure of raw material portfolio depending on the predefined lot-sizes in the case of Scenario.
Figure 6.
Changes in the structure of raw material portfolio depending on the predefined lot-sizes in the case of Scenario.

Table 1.
Comparison of results of conventional blending model and integrated blending model focusing on transportation costs.
Table 1.
Comparison of results of conventional blending model and integrated blending model focusing on transportation costs.
| 𝜛 * | Conventional Model | Integrated Model | ηTR | ||||
|---|---|---|---|---|---|---|---|
| CTE | CTR | P | CTE * | CTR * | PTR * | ||
| 1 | 14,739 | 10,145 | 20,116 | 16,839 | 4099 | 24,062 | 1.19 |
| 1.2 | 14,739 | 12,174 | 18,087 | 17,231 | 4502 | 23,266 | 1.29 |
| 1.4 | 14,739 | 14,203 | 16,058 | 17,324 | 5149 | 22,526 | 1.40 |
| 1.6 | 14,739 | 16,232 | 14,029 | 17,822 | 5373 | 21,805 | 1.55 |
| 1.8 | 14,739 | 18,261 | 12,000 | 18,191 | 5627 | 21,182 | 1.76 |
| 2.0 | 14,739 | 20,290 | 9971 | 18,199 | 6246 | 20,555 | 2.06 |
* Coefficient to calculate the specific transportation cost as a linear function.
Table 2.
Comparison of results of conventional blending model and integrated blending model focusing on inventory holding costs.
Table 2.
Comparison of results of conventional blending model and integrated blending model focusing on inventory holding costs.
| 𝜛 * | Conventional Model | Integrated Model | ηINV | ||||
|---|---|---|---|---|---|---|---|
| CTE | CINV | P | CTE * | CINV * | PINV * | ||
| 1 | 14,739 | 3640 | 26,621 | 15,142 | 2768 | 27,090 | 1.02 |
| 1.2 | 14,739 | 4368 | 25,893 | 15,577 | 2838 | 26,585 | 1.03 |
| 1.4 | 14,739 | 5096 | 25,165 | 15,695 | 3191 | 26,114 | 1.04 |
| 1.6 | 14,739 | 5824 | 24,437 | 16,464 | 2869 | 25,667 | 1.05 |
| 1.8 | 14,739 | 6552 | 23,709 | 16,502 | 3173 | 25,325 | 1.06 |
| 2.0 | 14,739 | 7280 | 22,981 | 16,538 | 3508 | 24,954 | 1.09 |
* Coefficient to calculate the specific inventory holding cost as a linear function.
Table 3.
Comparison of results of conventional blending model and integrated blending model focusing on loading and unloading costs.
Table 3.
Comparison of results of conventional blending model and integrated blending model focusing on loading and unloading costs.
| 𝜛 * | Conventional Model | Integrated Model | ηLO | ||||
|---|---|---|---|---|---|---|---|
| CTE | CLO | P | CTE * | CLO * | PLO * | ||
| 1 | 14,739 | 14,555 | 15,706 | 17,564 | 9059 | 18,377 | 1.17 |
| 1.2 | 14,739 | 17,466 | 12,795 | 17,845 | 10,589 | 16,566 | 1.29 |
| 1.4 | 14,739 | 20,377 | 9884 | 17,886 | 12,281 | 14,833 | 2.50 |
| 1.6 | 14,739 | 23,288 | 6973 | 17,940 | 14,042 | 13,018 | 2.86 |
| 1.8 | 14,739 | 26,199 | 4062 | 17,961 | 15,775 | 11,264 | 3.77 |
| 2.0 | 14,739 | 29,110 | 1151 | 18,048 | 17,350 | 9602 | 9.34 |
* Coefficient to calculate the specific loading and unloading cost as a linear function.
Table 4.
Comparison of results of conventional blending model and integrated blending model focusing on packaging costs.
Table 4.
Comparison of results of conventional blending model and integrated blending model focusing on packaging costs.
| 𝜛 * | Conventional Model | Integrated Model | ηPA | ||||
|---|---|---|---|---|---|---|---|
| CTE | CPA | P | CTE * | CPA * | PPA * | ||
| 1 | 14,739 | 5971 | 24,290 | 14,766 | 5732 | 24,502 | 1.008 |
| 1.2 | 14,739 | 7165 | 23,096 | 14,765 | 6869 | 23,366 | 1.011 |
| 1.4 | 14,739 | 8359 | 21,902 | 14,772 | 8007 | 22,221 | 1.014 |
| 1.6 | 14,739 | 9554 | 20,707 | 15,080 | 8808 | 21,112 | 1.019 |
| 1.8 | 14,739 | 10,748 | 19,513 | 15,095 | 9559 | 20,016 | 1.026 |
| 2.0 | 14,739 | 11,942 | 18,319 | 15,097 | 10,986 | 18,917 | 1.033 |
* Coefficient to calculate the specific packaging cost as a linear function.
Table 5.
Comparison of results of conventional blending model and integrated blending model focusing on storage capacities.
Table 5.
Comparison of results of conventional blending model and integrated blending model focusing on storage capacities.
| 𝜛 * | Conventional Model | Integrated Model | ηSC | ||||
|---|---|---|---|---|---|---|---|
| CTE | CSC | P | CTE * | CSC * | PSC * | ||
| 1 | 14,739 | 16,909 | 13,352 | 16,003 | 12,265 | 16,732 | 1.253 |
* Coefficient to calculate the specific additional warehousing cost resulted from outsourced storage as a linear function.
Table 6.
Comparison of results taking different lot sizes of raw materials into consideration.
| ψ * | Profit | ID of Raw Materials | Number of Raw Material Types | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | I | J | |||
| 1 | 55,492 | 0 | 11 | 472 | 292 | 113 | 41 | 272 | 589 | 1 | 1 | 9 |
| 2 | 55,440 | 0 | 12 | 548 | 288 | 114 | 44 | 234 | 550 | 2 | 0 | 8 |
| 4 | 55,432 | 0 | 12 | 544 | 296 | 112 | 44 | 236 | 548 | 0 | 0 | 7 |
| 8 | 55,144 | 0 | 24 | 464 | 256 | 144 | 48 | 264 | 560 | 8 | 24 | 9 |
| 16 | 54,976 | 0 | 16 | 496 | 160 | 208 | 48 | 256 | 560 | 32 | 16 | 9 |
| 32 | 54,688 | 32 | 64 | 320 | 224 | 256 | 32 | 320 | 544 | 0 | 0 | 8 |
| 64 | 54,528 | 0 | 64 | 512 | 320 | 128 | 64 | 256 | 448 | 0 | 0 | 7 |
| 128 | 53,248 | 0 | 0 | 384 | 256 | 128 | 128 | 384 | 512 | 0 | 0 | 6 |
* Lot size.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Bányai, T.; Veres, P. Supply Chain Design for Blending Technologies. Sustainability 2022, 14, 8760. https://doi.org/10.3390/su14148760
AMA Style
Bányai T, Veres P. Supply Chain Design for Blending Technologies. Sustainability. 2022; 14(14):8760. https://doi.org/10.3390/su14148760
Chicago/Turabian StyleBányai, Tamás, and Péter Veres. 2022. "Supply Chain Design for Blending Technologies" Sustainability 14, no. 14: 8760. https://doi.org/10.3390/su14148760
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.