
By-Product Valorization as a Means for the Brewing Industry to Move toward a Circular Bioeconomy

IPHC, CNRS, UMR 7178, Université de Strasbourg, 25 Rue Becquerel, F-67000 Strasbourg, France
*
Author to whom correspondence should be addressed.
Sustainability 2024, 16(8), 3472; https://doi.org/10.3390/su16083472
Submission received: 5 April 2024
/
Revised: 18 April 2024
/
Accepted: 19 April 2024
/
Published: 21 April 2024
(This article belongs to the Special Issue Recovery and Recycling from Waste Streams)
Abstract
:Beer production consumes significant amounts of water, energy, and raw materials, and results in the production of various by-products, including wastewater, brewers’ spent grain, yeast and hop. To lower its environmental footprint, by-products may be reclaimed or valorized in agro-food, cosmetic, material, chemical industries, etc. According to most recent research, breweries have the potential to become biorefineries, as they can extract diverse valuable plant-based compounds such as carbohydrates, proteins, lipids, phenolic compounds, platform chemicals, and biopolymers. These biomolecules possess bioactive and physicochemical properties, which can be enhanced through recovery processes. Brewery by-products may be utilized in various industries within the bioeconomy frame. In agro-food systems, extracts can increase final products’ techno-functionalities. Such additives can also help in creating marketing labels such as clean-label healthy, which can further attract potential customers. Businesses can gain economic and socio-environmental benefits by implementing sustainable practices, which can also improve their corporate image. This article outlines recent advancements in the processing and valorization of brewery by-products, ultimately defining an up-to-date, sustainable strategy for clean beer production.
1. Introduction
In the future, the food supply chain is likely to come under strain due to the effects of climate change, growth in population, and the subsequent surge in demand [1]. Furthermore, humanity will have to deal with resource shortages, including water, raw materials, and energy. Thus, a more sustainable industry, taking account of the water–energy–food nexus and its scarcity dimension [2], is required to meet the needs of future generations.
Fossil-based resources are widely used in the industrial world to provide energy and chemical products. These have proven to be relatively cheap and convenient but also, as a drawback, to have significant side impacts on human health and the environment [3]. Furthermore, the depletion of fossil resources is threatening the oil-dependent global economy. In contrast to conventional linear economy, the circular economy attempts to increase the eco-effectiveness of products [4]. The environmental damage here is minimized and even a positive impact is possible. In this model, the reuse and recycling of by-products would minimize waste production and stimulate their derivation into high-value products, enhancing environmental performance and creating additional business profits [5]. As an alternative to fossil-based economy, bioeconomy is a new model based on exploiting the resources of plant origin and related products. Renewable feedstock can contribute to a lower environmental footprint, e.g., resource depletion and global warming [6]. Within the circular economy, chemicals can be extracted from agro-food waste and replace fossil-based compounds to supply the needs of the emerging bioeconomy.
Liquid and solid wastes produced by food industries, including brewing, pose both economic and environmental concerns [7,8]. Brewery solid by-products are mainly used as animal fodder, which is a positive alternative to incineration or disposal. However, this approach does not reflect technological possibilities identified by research and the true potential of waste valorization, such as human feed, bioactive compounds recovery, bioconversion, etc. [9,10,11]. Regarding the wastewater produced, it is mainly treated and released into the environment, resulting in the loss of freshwater [7].
Due to the large volumes of beer produced, with a global production of 190 million m3 in 2022 [12], the brewery industry consumes large quantities of raw materials, water and energy and produces significant amounts of liquid and solid by-products. Hence, the beer industry may represent an adequate system for applying a circular bioeconomy model. Brewery by-products were extensively studied for their valorization and application in diverse industrial sectors. Figure 1 displays the number of research articles published over the years that feature solid by-products, in combination with the term “application”, and liquid by-products, along with the terms “reuse”, “biogas”, or “application”. Interestingly, the proportion of studies dealing with brewery by-products that include the application of extracts has increased more than the number of articles solely on brewery by-products.
Some articles reviewed the brewery industry liquid and solid by-product management and valorization [13,14,15,16,17]. These contributions are valuable for the valorization of brewing by-products research; however, they tend to focus on specific by-products and do not take a global and systematic approach to brewing industry sustainability, e.g., beer production conservation efforts, benefits for the brewing industry and strategies for by-product valorization.
This article seeks to address these issues by exploring the potential for breweries to engage in the multi-valorization of their by-products. It summarizes the opportunity for the brewing industry to lower its environmental footprint through by-product valorization, raw material substitution, energy recovery and water reclamation. This review aims to cover the main solid by-products of the beer industry, including brewers’ spent grain (BSG), brewers’ spent yeast (BSY), and brewers’ spent hop (BSH), as well as brewery wastewater (BWW). The objective is to focus on the biomolecules extracted from specific by-products but also to provide an overview of the potential for biorefining in the brewing industry. Additionally, the benefits of implementing sustainable practices in brewing businesses are addressed.
After describing the generation of by-products from the brewing industry, the recent advances in reusing raw materials, energy and water for further beer production are detailed. The sustainability benefits of these practices for the industry are also discussed. Brewing by-products may be applied directly to other systems, yet many techniques have demonstrated their ability to extract biomolecules in a biorefinery paradigm. The impact of these processes on recovered compound properties are discussed in view of application. There are several sustainable paths and technologies available for the brewing industry. As the choice of solution may vary depending on the size of the brewery and economic background, decision-making strategies are also addressed in the manuscript. Strategies to accelerate the transition to a sustainable brewery, with potential economic and socio-environmental benefits, are also explored. Finally, a detailed scheme that outlines the paths to the valorization of brewery by-products is presented, along with recommendations for further research.
2. Raw Materials, Beer Production Process and Related By-Products
2.1. Main Constituents for Beer Production
The primary raw materials needed to brew beer are water, malt, hops and yeast. Water is used in the brewing industry not only for extracting carbohydrates from malt, but also for various requirements, such as equipment cleaning, bottle rinsing, etc. Water must be potable, free from microbiological contamination and with a controlled chemical composition. Malt is a cereal that underwent germination and thermal transformation during an operation known as malting. The cereal is first moistened to initiate germination, releasing enzymes, such as α-amylase, β-amylase and dextrinase, and then heated to develop its aromas. The temperature and duration of malting are decisive parameters for the organoleptic characteristics of beer [18]. Barley is the prominent grain used for malting. Other cereals, such as wheat and rye, can be added depending on the beer recipe. As regards the hops used, there are two types: bittering and aromatic. Bittering hops bring α-acids, responsible for beer’s bitterness after the isomerization performed during wort boiling. Aromatic hops have a lower α-acid content and are richer in essential oils. In addition to their bittering and aromatic properties, hops provide phenolic compounds, which are essential for the microbiological stability of beer, and terpenes [19]. They are traditionally packaged in cones and are gradually replaced by pellets or concentrated extracts. Yeasts are unicellular organisms that transform monomeric carbohydrates into ethanol via alcoholic fermentation. Brewers’ yeasts can be divided into lager-type and ale-type brewers’ yeasts, fermenting at low (4–12 °C) and high (14–25 °C) temperatures, respectively. Their choice is decisive for the organoleptic properties of beer. Saccharomyces cerevisiae and Saccharomyces pastorianus yeast strains are used for ale and lager beers, respectively [20].
2.2. Beer Production and By-Product Generation
Beer is derived from plant-based materials, generating solid and liquid by-products during the process. The general scheme of beer production is shown in Figure 2. The milling stage involves malted cereal grinding. After the milling stage, starch and enzymes contained in the malt are available for extraction during the brewing process. The first step in the brewing process is the mashing stage, where milled malt is mixed with hot water, i.e., in the range of 62 to 75 °C, at a single- or multi-temperature heating stage of various durations to maximize the activation of the different enzymes responsible for the hydrolysis of starch in fermentable and non-fermentable sugars. Fermentable sugars come in monomeric form, namely glucose or fructose, or in dimeric form, such as maltose. Non-fermentable sugars, called dextrins, result from the incomplete hydrolysis of starch and are low-molecular-weight polysaccharides. Dextrins, however, contribute to beer softness [21]. During this stage, proteins are also released and will play a role in foam formation and stability. During the lautering step, beer wort is separated from the solid residue, known as BSG. During this step, BSG is rinsed with hot water to increase the recovery of fermentable and non-fermentable sugars in the beer wort. Bittering and aromatic hops are added at the beginning and end of the boiling step, respectively. The liquid matrix is boiled until 100 °C to isomerize the α-acids, as previously mentioned, but also to promote protein coagulation, remove the volatile undesirable compounds such as aldehydes and dimethyl sulfide, and sterilize the beer wort. After boiling, the whirlpool step separates the wort from the solid residues, i.e., trub and BSH. Yeasts carry out alcoholic fermentation. The Saccharomyces species are mainly used in the industry [22]. Yeast type, temperature and fermentation time are decisive parameters for the organoleptic characteristics of the finished product. Primary fermentation, where ethanol and carbon dioxide are produced, lasts from 2 to 10 days, after which beer is transferred to low-temperature storage tanks for one to several weeks to finish fermentation and refine the beer. The yeast is cropped from fermenters after the end of fermentation. Several technologies are available to remove residual yeasts and suspended solids, including centrifugation, frontal filtration performance with diatomaceous earth, or tangential filtration. Fermented beer includes compounds that can make it naturally cloudy [23]. Unlike in craft microbreweries and most beer styles, turbidity is undesirable for marketing reasons in the brewing industry. After removing suspended solids and yeasts, a colloidal stabilization step can also be carried out, for instance, with polyvinylpolypyrrolidone filters. Conditioning is the final production step and produces wastewater and solid wastes, such as glass bottles, labels, and metal products. All production steps produce BWW.
Beer production is extensively water consumptive, with a water-to-beer ratio mid-percentile of 2.79–4.11 L·Lbeer−1 in 2020 [24]. According to the most recent environmental, social and governance report of the Carlsberg group, for a water use to beer ratio of 2.53 L·Lbeer−1, the breweries produced 144 g·Lbeer−1 of solid waste and by-products and 1.45 L·Lbeer−1 of wastewater in 2022 [25].

3. Resource Conservation: Closing the Loop
The release of by-products can have a significant impact on the environment, which, in turn, represents a cost for industries. One of the ways to deal with this issue is to reduce the amount of waste generated. Moreover, the increasing demand for raw materials, water, and energy has a negative impact on the environment and is threatening the resilience of the food supply system. In this context, one potential solution is to reclaim waste streams from breweries either in the manufacturing process or by treating them to generate energy, which promotes sustainability.
3.1. Raw Materials Substitution or Reuse
Yeast is an easy-to-reclaim waste. At the end of fermentation, BSY cells are harvested and added to the next ferment [28]. This process is called repitching. However, yeast performances seem to deteriorate with repitching. Therefore, serial repitching affects cell viability, physiology and oxidation, thus affecting fermentation performances and beer quality [29]. Performance loss is likely higher in the case of S. cerevisiae compared to S. pastorianus. This was recently explained with cell-wall modification induced by repitching stress; unlike S. cerevisiae, S. pastorianus can create a resistant cell-wall structure composed of β1,4- and α1,4-Glucan linkages [30]. This practice reduces yeast brewery needs.
BSG carbohydrate composition is likely too low for direct reuse for the next mashing batch. However, malted grain consumption may be lowered using substitute material, as shown in Figure 3. One of the most promising materials is bread residue. According to a recent study, up to 50% of malt may be replaced by bread with similar physicochemical properties of ale beer compared to the control, a 100% malt ale beer. Furthermore, the whole wheat bread displayed higher antioxidant capacity, phenolic compounds concentration and better organoleptic sensorial characteristics than the control [31]. Replacing malt with bread has also been tested with lager beer. A small adjunct of residue bread, i.e., up to 30% of the malt ratio, showed higher organoleptic ratings than the control, whereas a ratio higher than 30% showed lower ratings, with some taste flaws as salt, yeast and diacetyl feelings [32]. Using bread surplus can reduce breweries’ malt consumption and improve the environmental performance of classic bread waste treatment systems, mainly incineration, anaerobic digestion (AD) or disposal [33]. A life cycle analysis showed that using surplus bread in brewing may save 0.46 kgCO2eq·kgbread−1 emission in the global warming category. Replacing malt with bread had an environmental savings score, which was calculated considering all environmental factors, of −24 mPt per kg of bread. This score was lower than the savings achieved through source reduction (−49), animal feed (−30), and donation (−28). However, it was higher than the savings from ethanol production (−17), incineration (−3), and AD (0) [34]. Some fruits could also be used as a carbohydrates source due to their high fermentable sugar content, such as cocoa [35].
Dry hopping is a technique that has gained popularity over the last years. In contrast to addition at the end of the boiling step, dry hopping is a cold extraction of hop at the end of fermentation or during maturation. This technique improves aroma-related compounds extraction, but also the oxidative stability of beer [36,37], making it a valuable tool for breweries to increase resource conservation, e.g., enhancing the efficiency in the use of hops. Hop pellets used for dry hopping may be reused for further hopping. Gasinski and co-workers showed that beers with a hop from a previous dry hopping process contained lower concentrations of some volatile compounds such as aromadendrene, α-terpineol, methyl geranate, and α-caryophyllene, but similar total volatile compounds, phenolics compound concentration, and antioxidant capacity, compared to the control, composed of fresh hop pellets. In addition, panelists described beer with recycled hops as tasting better [38]. Optimization of dry hopping was also reported with several extraction techniques. For instance, supercritical CO2 extraction reduces energy and solvent consumption during hop extract production [39]. Alternatively, fractional condensation under vacuum allowed hop amount and energy consumption reduction. Several fractions with different volatile profiles were obtained, proving the versatility of this technology [40].
3.2. Energy Recovery
Energy, in biogas or in electricity form, can be recovered from solid and liquid residue matrices (Figure 3). Solid by-products, such as BSG and BSY, can be processed through AD to produce methane (CH4), hydrogen (H2), or a mix of these two gases, called biohythane. Hydrogen production may be realized either with dark fermentation [41] or photo-fermentation [42]. Fermentation process parameters, such as pH, culture type or time, must be carefully optimized, as they influence biogas production and composition, as well as by-products generation [43]. The optimization of operating conditions may be performed with the help of statistical tools. For example, central composite design and response surface methodology were successfully achieved in the AD of BSG, resulting in optimal temperature (35 °C) and substrate concentration (18 gBSG·L−1) determination [44]. This energy flux can be sold to generate extra revenues or used directly on a brewery plant to lower its consumption. Sganzerla and co-workers optimized dry BSG in AD to produce methane, and obtained a yield of 10.53 LCH4·kgtotal volatile solids−1. According to the latter results, purified methane could generate electric and thermal energies in industrial heat and power unit, which covers 7.38 and 6.86% of the electricity and heat required for beer production, respectively. Thus, breweries may reduce their energy consumption and mitigate greenhouse gas through the AD of by-products [45]. Other brewery high-organic-load by-products were tested for methane production with AD, such as whirlpool residue and end-of-fermentation beer [46]. Results showed that BSG and BSY, with the addition of biochar and granular activated carbon, yielded 486.9 LCH4·kgvolatile solids added−1, and spent grain, up to 356.2 LCH4·kgvolatile solids added−1, respectively. The co-digestion of 70% BSY and 30% BSG was tested and produced 447.7 LCH4·kgvolatile solids added−1 with a synergistic effect. With such productivity performance, this process would cover, respectively, 53.9 and 64.4% of the electric and thermal consumption of the brewery [46]. Second-generation ethanol can be produced through micro-aerobic or anaerobic fermentation. Carbohydrates can be released through acid hydrolysis with an average yield of 81–94% and ethanol production of 0.227–0.251 Lethanol·kgBSG−1 [47,48,49]. Other pretreatments exist, such as subcritical water, enzymatic hydrolysis, etc. Subcritical water resulted in higher productivity and a lower amount of ethanol, namely 0.067–0.87 Lethanol·kgBSG−1 [50]. Biofuel production through algal cultivation and pyrolysis from BWW was also reported [51].
Most BWW is treated on-site with aerobic biological treatment and rejected to lakes or rivers. BWW is mostly treated with aerated sludge processes, consuming a large quantity of energy because of aeration [52]. Biogas production was also reported during BWW AD treatment. This practice is emerging at an industrial scale, with 18 out of 84 sites in the Carlsberg group [25]. Performances may be optimized with innovative processes such as utilizing low voltage during fermentation. Adding 0.10 V appears to improve the performance of anaerobic digestion by increasing the conductivity of the sludge and extracellular polymeric substances of cells, resulting in enhanced organic load degradation and methane production [53]. The co-digestion of BWW and BSG for hydrogen production was recently tested. A hydrogen productivity decrease was observed when 17.5% of BSG was added to the matrix. This result was explained by the increase in nitrogen content, which promoted ammonia inhibition [41]. This increase in nitrogen was also observed during BSY and BSG co-digestion [46]. Apart from biogas production with AD, another promising technique for low-energy sustainable wastewater treatment is microbial fuel cell (MFC). This system uses microorganisms to degrade organic load while generating electrical current and has gained attention in the last decades for real wastewater treatment [54]. MFC was applied to BWW treatment, with chemical oxygen demand, total dissolved solids, total nitrogen and total phosphorous removal of 79–87, 76–78, 66 and 75%, respectively [55,56]. Other works obtained similar chemical oxygen demand removal performances during a one-year run. The techno-economic assessment was realized, and the cost of the studied system was two orders lower than conventional activated sludge systems. Authors suggested upcoming research developments such as higher flow rate study, low-cost cathodic catalyst material or MFC connection in parallel or series [57]. The energy consumption of MFC systems was 3 to 10 times lower than that of conventional aerobic treatment systems [56,57]. According to a recent study, algal biomass may also treat BWW with reduced energy consumption, up to 3-fold less [52]. In addition, algal processes may allow for nutrient recovery, as discussed in Section 5.
3.3. Water Reclamation
Water reuse was performed for years in some breweries (Figure 3). Multiple pieces of research focus on BWW treatment performance maximization with novel techniques, yet few studies really consider water reuse in their process. The most promising techniques are the coupling of anaerobic membrane bioreactor (AnMBR) and cross-flow filtration processes, whose most classical technologies are microfiltration (MF), ultrafiltration (UF), nanofiltration (NF) or reverse osmosis (RO), or the coupling of techniques. AnMBR-treated-BWW processing with direct contact membrane distillation, NF and RO were compared for water reclamation. RO and membrane distillation showed similar total organic carbon, chemical oxygen demand, total nitrogen and total phosphorous rejection. Membrane distillation performed an 86% recovery of high-quality water [58]. Biologically treated BWW has also been processed with ozone/coagulation/MF/RO or UF/RO. As a result, the MF and UF permeate complied with the requirements for industrial reuse, and RO permeate met the requirement of national drinking water regulation [59]. As 30% of brewery water is used for operations without product contact, wastewater may be recycled with industrial use quality [60]. Verhuelsdonk and co-workers studied AnMBR/UF/RO system performances with an economic study [61]. A combination of these technologies allowed for the production of drinking water in compliance with the set of drinking water requirements, with a recovery yield of 63.3%. These performances were obtained at a pilot scale on a process operating for two years at a flow rate of 0.5–1.0 m3·h−1. The techno-economic assessment was realized with a Monte–Carlo analysis with varying operating parameters, i.e., membrane lifespan, RO recovery, and electrical energy, wastewater disposal, freshwater and sludge disposal costs. Hence, 77.2% of the cases resulted in the economic viability of the studied process, with a positive median value of 0.61 €·m−3 [61]. Techno-economic analysis of a wastewater reuse project can be realized by brewing industries with its own cost with such studies.
4. Direct Applications of Brewery By-Products
4.1. Current Use of Brewery By-Products
Among the by-products of the brewing industry, a large part is used for animal feed. According to Carlsberg group figures, in 2022, approximately 83% of the total solid waste consisted of BSG and BSY, with 97% used as animal fodder and 3% as fertilizer [17]. Those practices seem to have environmental and economic benefits that could be increased with human consumption [26]. The current use of brewery solid wastes as animal feed does not reflect the technical possibilities of the more valuable valorization of these by-products [51]. Similarly, BWW contains bioactive compounds that enable alternative methods of valorization with greater value [62]. To understand brewers’ waste management practices, 11 craft brewery businesses were surveyed in Brazil. BWW was mainly treated and rejected. Ten out of 11 brewers utilized their solid waste for the agricultural sector, and more interestingly, 4 out of 11 were not aware of alternative routes apart from using it as animal feed [63]. Besides misinformation, the motivation of producers to embrace sustainable approaches was identified as another factor limiting the emergence of a green industry. Due to the various business and financial challenges that are inherent in the beer-specific economic context, brewers seem to be facing difficulties in finding the motivation to embrace environmentally friendly practices [64]. Thus, the brewing sector would benefit from exploring more valuable ways to valorize its waste. Alternative paths to current brewing by-products’ end of life, with innovative direct application and without major modification, were recently investigated by researchers.
4.2. Solid By-Products
BSY is used as animal feed due to its high protein content or as flavoring products and in human food products [65]. BSY possesses several physicochemical properties enabling applications outside conventional valorization research fields, as displayed in Figure 4. For instance, the BSY surface was characterized as “spindle and pointed egg-shaped”, promoting the organic and inorganic pollutants adsorption from wastewater. As a result, BSY was used as a biosorbent of Remazol Red F3B [66]. Another group successfully realized the adsorption of another textile dye, Congo Red, with BSY. The use of ultrasound in the desorption process yielded a 100% dye desorption with NaOH as the desorption solvent [67]. Besides textile dye, brewery sludge was used for the removal of metal compounds from wastewater [68]. Likewise, Zeolite was functionalized with spent yeast from a microbrewery to recover platinum group metals from an aqueous solution. Authors showed that operating parameters, such as flow rate, pH and column height, allowed different adsorption behaviors, and thus, different performances in the separation and recovery of Pd(III), Ir(III) and Rh(III) [69].
Another application of BSY is valorization as carrier material to encapsulate bioactive compounds, like carotenoids from pumpkin peel extract [70] or curcumin [71]. Encapsulation increased compounds’ stability and enhanced bioaccessibility with gradual release during simulated gastrointestinal digestion [70]. BSY cell wall components such as β-glucans and mannoproteins were the main compounds which encapsulated compounds interacted with [71]. Brewery by-products can be used as feed for insect farming, an alternative to cattle fodder. Brewery solid waste was investigated as black soldier fly larvae feed, compared to chicken feed. The authors concluded that the solid waste that was examined showed similar characteristics to other starch-rich materials in terms of how insects metabolize them [72]. This suggests that brewing by-products could be a viable option for producing insect-based proteins, which could potentially help address environmental challenges related to food production [73]. Brewery by-products were also studied for raw materials substitution. In this framework, BSG use in formulation may add nutritional values to noodles [74], candies [75], etc.
4.3. Brewery Wastewater
As described in Section 3, a major part of treated BWW is rejected in the environment. Closing the water cycle with recycling and reuse is in accordance with the third target of the United Nations Sustainable Development Goal 6, clean water and sanitation. Water reclamation in brewery plants has been discussed earlier; nonetheless, recycling can be achieved in other sectors, especially the agricultural sector. Indeed, AD-treated BWW demonstrated fertilizing action on mustard greens, basil and lettuce crops [76]. Alayu and co-workers investigated irrigation effects on tomato cultivation with two BWWs: AD-treated BWW with and without additional constructed wetland treatment [77]. Both treated wastewaters affected tomato growth, i.e., plant height, number of leaves, biomass and fruit yield. These findings suggest that brewery output water stream may bring nutrients and water to agricultural fields, a process called fertigation. Fertigation reduces both synthetic fertilizers and freshwater needs. However, soil irrigated with AD-treated BWW showed an increase in pH and exchangeable cation (Ca2+, Mg 2+, K+ and Na+) concentration. This negative impact was lowered with additional constructed wetland treatment [77]. In another study, soil modification was linked to a high salt concentration, or conductivity of around 3–4 mS·cm−1 [78]. To mitigate this negative impact, Beta vulgaris, a salt-tolerant crop, and Trichoderma asperellum, a fungus, were respectively used as cultivation species and as soil amendments. This strategy decreased BWW impact on most salt accumulation on soil, but to a lesser extent for Na+ [78].
By-products may be valorized in various fields. Functionality brought by brewery by-products is often correlated to their organic content, i.e., carbohydrates, proteins, phenolic compounds, etc. Hence, to suit their potential application framework even more, valuable biomolecules from brewery by-products may be extracted, selected and modulated with various processes in a biorefinery paradigm, as discussed in Section 5.
5. Brewery as Biorefinery
Brewery by-products, i.e., BSG, BSY, BSH and BWW, are a great source of biomolecules, such as carbohydrates, lipids, proteins, lignin, etc. and other bioactive compounds, such as phenolic compounds. The chemical composition differs for each by-product and is depicted in Figure 5. Adequate extraction technologies allow for the recovery of targeted biomolecules that can be used in various applications in food and biotechnology. Recently, novel approaches have emerged where the extraction process may eventually be used to modify the properties of the extract to suit specific applications better.
A literature survey has been carried out on bioactive compounds and biopolymers recovery from brewery waste streams, and the most recent advances are summarized in Table 1.
5.1. Non-Starch Polysaccharides
Major components of brewery waste matrices are carbohydrate polymers: arabinoxylan, β-glucans, pectin, cellulose, etc. Those constituents are non-starch polysaccharides, also known as resistant starch or dietary fibers. Recovery of these compounds needs depolymerization, which can be realized with commercial or self-produced enzymes [10], or through fermentation. β-glucans are glucose polymers with β-(1–3), β-(1–4) and β-(1–6) linkages, which are primarily present in the BSY cell wall, and are in low proportion in BSG. These chemicals were reported as prebiotic, immunomodulating, antitumoral and antioxidant. These properties allow for the agro-food sector application of β–glucans to develop healthier food [117]; nevertheless, BSY components extraction remains difficult. For example, BSY β-glucan polymers can be fractionated from other compounds with pulsed-field extraction, yielding 275–300 mg·gdryBSY−1 [103].
Arabinoxylan is a major compound of the BSG cell wall, composed of β-(1–4) linkage xylose and pentose. Outeiriño and co-workers focused on the deconstruction of BSG polysaccharides. Solid-state fermentation and the further use of produced enzymes were applied to BSG with the Aspergillus brasiliensis strain. The developed procedure yielded 57.04 ± 2.22% of arabinan, 54.37 ± 2.34% of xylan, and 24.12 ± 2.07% of glucan recovery [82]. The separation of non-starch polysaccharides and depolymerization is challenging due to the complexity of plant and yeast matrices. Another strategy is to separate dietary fibers from other compounds, namely proteins and lipids, without further purification of each polymer. Enzymatic hydrolysis and sieving procedures showed protein separation from fibers in BSG with an 84% efficiency, resulting in an 80.8% (w:w) fiber fraction with a 56.4% yield [99]. Subcritical water was recently used for the treatment of biopolymer from BSG. This treatment improved extract functionality and gut fermentability, increasing its potential for food and nutraceutical applications [118].
5.2. Proteins and Peptides
Proteins are essential components for biological system construction, function and maintenance. The plant-based diet proved to have lower adverse effects on human health and the environment than meat-based products [73]. Brewery by-products that are rich in protein, such as BSG, BSH, or BSY, can be used as a substitute for the amino acids found in meats. Furthermore, these protein extracts may have additional bioactive properties, making them attractive for food application. Protein extraction from the brewing industry has been extensively studied in recent years. Another review paper demonstrated that the appropriate pretreatment and development of new methods, such as deep eutectic solvent (DES), microwaves or ultrasound-assisted extraction, improved protein quality and yield [119]. BSG ultrasound-assisted extraction achieved successful protein extraction (82 ± 1 mgprotein·gdryBSG−1), along with phenolic compounds (3.28 ± 0.12 mgGAE·gdryBSG−1) [50]. DES extraction was used on BSH with water antisolvent precipitation. According to the authors, this yielded a fraction with both proteins and xanthohumol, a “dual function” product. A second methanol precipitation followed this to produce a high-content protein fraction (64%) [120]. Naibaho and co-workers investigated the effect of enzyme hydrolysis on the antioxidant capacity and techno-functionality of a protein extract. BSG was treated with and without protease enzymes at pH 8.5 and 50 °C for 3 h, followed by 90 °C heating. Protease treatment enhanced the ORAC and ABTS antioxidant capacity of BSG protein extract and phenolic compounds in the second sediment fraction. The recovered protein fraction with 0.5% protemex contained 37.5% of protein and demonstrated improved techno-functionality with higher oil holding capacity, foaming formation capability and foaming stability and a lower emulsion activity index [121]. BSG proteins were also recovered with alkaline extraction. Changes in operation conditions, namely temperature and pH, were demonstrated to modulate protein content and the techno-functionality of these proteins, with varying solubility, emulsifying and gelling properties [97]. Furthermore, based on a recent study, protein can be extracted from BSG without affecting its fermentative potential for volatile fatty acid (VFA) bioproduction. This dual valorization of protein and VFA maximized the potential revenue ($37,909.00 per ton of BSG), compared to a VFA-only model ($258.80 per ton of BSG) [98].
The main source of BSY proteins are mannoproteins, which are glycoproteins and represent 35–40% of cell walls [117]. Mannoproteins appeal to food applications due to bioactive properties, such as angiotensin-converting enzyme-inhibitory (ACE-I) effects [107]. Still, serial repitching seems to be a process that influences BSY characteristics, with increasing protein content and diminishing values of ACE-I and protease activities. Hence, repitching must be considered in the valorization strategy [9]. Mannoproteins can be recovered through hydrolysis processes [107,109]. Level ACE-I activity can be modulated with operating parameters, such as hydrolysis time and enzyme–substrate ratio [107]. The nutritional quality of BSY could also be enhanced with an appropriate fermentation process. The use of Propionibacterium freudenreichii improved essential amino acids, vitamin B12, and the short-chain fatty acid content of BSY [122]. Hence, protein properties can be tailored with innovative and versatile technology development to fit food industry applications. The adequate fractionation of proteins with enhanced techno-function and health-benefit properties would ultimately lead to an attractive final product, facilitating valorization.
5.3. Lipids and Fatty Acids
Fatty acids and lipids are recovered from brewery by-products, mainly with bioconversion techniques. As for proteins, the structure and properties of extracted lipids influence their techno-functions and determine industrial application potential [123]. Boukid and co-workers produced an unsaturated fatty acid-rich extract with the fungal fermentation of BSG. The fungal bioconversion process reduced cholesterol compared to the initial matrix. Furthermore, bioactive molecules like ergosterol were present in the extract. With high concentrations of unsaturated fatty acid, low cholesterol and bioactive compounds, the derived product showed potential health-promoting effects [106]. Lipid production capacity from BWW with various algal species during 10 d was investigated. Chlorella sp. UTEX1602 showed the best performance with a productivity lipid of 42.5 mg·L−1·d−1 and 46.5% dry cell weight [124]. Brewery waste may be used as a nitrogen source for media elaboration with other food waste, as demonstrated with BSG [113] and BWW [105]. A mix of mozzarella-stretching wastewater and BWW was used to investigate the polyunsaturated fatty acid production during 96 h with microalgae (Aurantiochytrium mangrovei), with central composite design optimization. The optimized condition process resulted in 10.14 gdryweight·L−1 production with 38.9% lipids and 29.8% docosahexaenoic acid, a polyunsaturated fatty acid [105].
5.4. Phenolic Compounds
Phenolic compounds are specialized metabolites widely found in the vegetal world, which are synthesized for plant defense against oxidation, micro-organisms, etc. [125]. These compounds are in a polymeric form, such as lignin, and can be found bound to plant cell walls or in a free form. Phenolic compounds were extensively studied for their antioxidant effects and related health benefits with action against inflammation [126], tumor [127], cardiovascular and neurodegenerative disorders [128], etc. The clever use of by-product valorization processes likely represents a factor for product quality enhancement. Phenolic compounds were extracted from phenolic-rich solid by-products, especially for BSG with microwave or ultrasound-assisted extraction [88,89,90]. BSY and BSH phenolic compounds were studied to a lesser extent as these by-products seem to show lower concentrations of phenolic compounds, limiting economically viable extraction process development. Based on an analysis of 20 phenolic compounds using HPLC-ESI-MS/MS, Cortese and co-workers reported a barley husk (BSG) phenolic concentration of 340.0–969.2 µg·L−1; in comparison, the concentrations were 8.0–22.0 and 12.5–56.7 µg·L−1 for BSH and BSY, respectively [129]. The recovery of phenolic compounds from BSY and BSH should be integrated with a comprehensive valorization process with other valuable compounds such as nitrogenous compounds, essential oils, etc.
BWW was identified as an attractive medium for the recovery of phenolic compounds, which are mostly flavonoids and display antioxidant, antibacterial and antitumor activity [62]. These compounds can, for instance, be recovered through algal phytoremediation. Ferreira and co-workers grew microalgae in BWW and extracted bioactive compounds with a subcritical water process, i.e., 1.016 mgGAE·mL−1 of TPC and 0.167 mgCE·mL−1 of total flavonoids. After pyrolysis, algal biomass was also yielded in energy streams, biohydrogen, bio-oil and biogas, and biochar, which can be used as fertilizer [51]. These outputs were identified as valuable products that could sustain the implementation of the subcritical water extraction process. Further research showed that using CO2 during subcritical water extraction increases the extraction of phenolic compounds to 1.767 mgGAE·mL−1 and highlights the microbial safety of extracts [130]. A more efficient strategy may be phenolic compound recovery through a phenolic-rich stream screening. Specific brewery cleaning-in-place residue was identified as a phenolic-rich waste stream [111]. This brewery wastewater was processed with UF and NF as clarification and concentration steps, respectively. Phenolic compounds mostly passed through the UF membrane and were rejected by the NF membrane. Phenolic compounds were retained according to their chemical structure and affinity with membranes. Some phenolic classes, such as flavonoids, were selected among other compounds as single hydroxyl group phenolic acids. Thus, the designed UF/NF process allowed for tuning the NF retentate antioxidant profile. In addition, permeate was an alkaline-clarified water that could be reused for further cleaning in place operations [111].
Various methods have been developed to extract phenolic compounds from brewery waste streams. The suitability of these compounds for specific application fields, such as the pharmaceutical or cosmetic industries, may necessitate their purification, thus requiring further downstream processing. However, in cases where unpurified high antioxidant extracts are expected, such as in the food or material sectors, phenolic compounds obtained from brewery by-products may be applied directly without any additional processing.
5.5. PHA and Related Biopolymers
Plastic has negative environmental impacts. Biopolymers are bio-based materials that are promising alternatives to petroleum-based products, aiming to be biodegradable and have similar mechanical and physicochemical properties [131]. Polyhydroxyalkanoates (PHA) and related biopolymers, such as poly-3-hydroxybutyrate, are types of polyester that are produced by various microorganisms. These substances are accumulated inside cells when the microorganisms experience a nutrient stress condition, which is typically caused by feast/famine cycles [132]. These microorganisms can grow on synthetic media or carbon-rich by-products, such as food-processing waste streams. Two strategies are commonly used during brewery waste processing: pure culture [95,114] and mixed-microbial culture (MMC) [96,115]. Amini and co-workers produced PHA from BWW with an added carbon source (maltose) with the commonly used Cupriavidus necator strain. Operating conditions, especially the nutrient C/N/P ratio, were optimized to modulate the biopolymer production. Indeed, it was demonstrated that an optimal nutrient ratio of 100:2:15 C/N/P led to a high production of PHA, including a Poly(3-hidroxybutyrate)-3-co-(hydroxyvalerate) copolymer [114]. This copolymer seems to possess interesting physicochemical properties, which suggests its application as a packaging material, such as a food packaging film [133].
Biobased plastics can be produced from food waste, including beer production by-products. However, the bottleneck in this technology lies in the downstream processes required to have low- or high-grade biopolymers before their application. The conventional use of organic solvents in these processes decreases their environmental and economic performances. Thankfully, sustainable extraction technologies have been developed recently, such as using surfactants or fusel alcohols, a by-product of ethanol biorefinery, to address these issues [134].
5.6. Other Biomolecules
As an alternative to petroleum-based chemical products, innovation demonstrated that a plant-based equivalent can technically be used as a substitute. However, the cost of such sustainable solutions is often higher than the cost of oil-based solutions. To overcome this limitation, using by-products as a cheap source may be a way forward. The gap between waste stream valorization and green chemistry applications can be filled with platform chemicals, or “building blocks”. Platform chemicals are primary compounds used in chemical and related industries for multiple operations. VFAs are two- to six-carbon fatty acids, which are fermentable to produce PHA or biogas. Due to their chemical function, VFAs are the starting base for the production of various organic compounds, making them essential building blocks. VFAs were produced through biological routes with the fed-batch co-fermentation of cheese whey and BWW, resulting in 30 gVFA·L−1 [113]. Short-chain fatty acids produced from BWW can be converted to medium-chain fatty acids with extended fermentation time and biogas production [43]. Lactic acid was recently produced from BSG with a maximum concentration of 59.3 ± 1.0 g·L−1 with a simultaneous saccharification and fermentation strategy [94]. Amraoui and co-workers pretreated BSG with a microwave-assisted alkaline process followed by enzymatic hydrolysis. A mutant Enterobacter ludwigii strain was grown on BSG hydrolysate, and yielded 118.5 g·L−1 2,3-Butanediol with the productivity and yield of 1.65 g·L−1·h−1 and 0.43 g·gglucose−1, respectively [91]. 2,3-Butanediol and its derivatives have great potential in the cosmetic, agro-food, material and chemical industries [135]. Other platform chemicals were recently produced or extracted from brewery wastes, such as 5-hydroxymethylfurfural [92], itaconate [93], etc. Although bioconversion techniques are adaptable and can produce various compounds, downstream processes for purifying the produced chemicals are rarely investigated. Systems that can simultaneously produce and separate platform chemicals should be developed.
In addition to phenolic compounds, various bioactive and functional compounds were recovered from waste streams. BSH and hot trub seem to be rich sources for biomolecule extraction. Xanthohumol recovery was successfully achieved from BSH with DES extraction [100] and supercritical fluid extraction [101]. Membrane processes were used to fractionate bitter substances, such as lupulones, iso-α-acid and humulones [11]. In addition, glutathione was extracted from BSY at 7.08 ± 0.64 mg·gdryweight−1 with a pulsed electric field, along with proteins and amino acid [103]. BWW bioconversion processes represent ways to recover bioactive compounds such as carotenoids, chlorophyll or enzymes [105,116,124].
6. By-Product Extract Applications
Researchers recently developed processes to increase the applicability of the beer industry by-products, especially in the food sector. As an example, it has been demonstrated that BSY is a by-product rich in compounds, with potential application in food products [136]. A common use is in the form of BSY-derived products for salads, e.g., yeast powder. Taking advantage of their properties, recovered biomolecules can enhance application matrices’ techno-functionality even more than direct application (Figure 4). A salad dressing was prepared with BSY mannoproteins and compared with a dressing formed with soy lecithin. Results showed that the dressing created with BSY exhibited enhanced flavor, color and taste scores after 28 d of storage [137] due to the preservative power of the BSY extract. Reis and co-workers investigated β-glucans and mannoproteins in the formulation of clean-label mayonnaise with the following different extractions from BSY: alkaline hydrolysis with 1–4 mol·L−1 KOH during 2 h or subcritical water extraction at 200 °C during 2 min using microwaves. These two treatments yielded fractions rich in N-linked and O-linked type mannoproteins, respectively. Mannoprotein conformations conditioned emulsion performances. The BSY extract from the 4 mol·L−1 alkaline hydrolysis procedure was incorporated in a mayonnaise formulation at a 1% (w:w) concentration, which resulted in firmness, consistency, cohesiveness and the work of cohesion values of 66, 64, 55 and 51% compared to the standard formulation with 3% egg yolk and modified starch [30]. In another study, mannoproteins and β-glucans extracted from BSY with enzymatic hydrolysis and alkaline/acid hydrolysis, respectively, were added to bread formulation. β-glucan-fortified bread showed 39% higher dietary fiber content, enhancing nutritional value, whereas mannoprotein-fortified bread showed a slight increase in protein but with lower volume [138].
Solid-state fermented BSG was studied for sourdough bread baking. Sourdough bread with 10% fermented BSG scored better in color, structure and taste according to 17 panelists; however, it scored lower in aroma compared to the control, namely bread without BSG [139]. BSG was also valorized in various food products, improving nutritional values of high-fiber content beverages [140] and fish burgers through encapsulation [141]. In order to improve bioactive and nutritive compounds from brewery by-products, further processes, such as extrusion, may be implemented before formulation. The effects of this process on the physicochemical properties of BSG were determined with optimized operating conditions. Extrusion yielded an increase of 61% of soluble dietary fiber, protein quality comparable to egg, soy or milk, lower sugars and digestible starch. It was considered microbiologically safe, making extruded BSG an even more attractive substitution product [142]. The latter was incorporated in the sweet biscuits recipe and commercial fructo-oligosaccharides with respective 17 and 15.2% (w:w) ratios. This addition brought multiple nutritional claims, such as reduced sugar reduction, high dietary fiber and protein source, and health improvements, e.g., antioxidant, anti-inflammatory, antidiabetic and promoted intestinal health effects, compared to traditional biscuits [143].
In order to achieve successful applications, some adaptation processes may be needed for some brewing by-products, such as hot trub or BSH, whose bitter characteristics may be restrictive for food products. Hence, debittered trub substituted up to 10% (w:w) durum wheat semolina without significant change in organoleptic quality, with fortified protein and a lower glucose content in the final product [144].
Active film packaging prepared from phenolic compounds from brewery waste stream showed increased stability in edible products, with performances similar to those of commercial antioxidants [145]. Recently, a film material was fabricated with BSG arabinoxylans and nanocomposite nanocellulose film. The film demonstrated good mechanical and thermal properties and has been functionalized with feruloylated arabinoxylo-oligosaccharides or ferulic acid. The final packaging material acted as a UV barrier, displaying significant activity against bacteria and fungi, and represented a promising solution for active packaging [146]. Besides food applications, brewery extracts showed potential in cosmetic industry applications due to their bioactive content. To maximize its biological effects, the optimization of the operating conditions of BSH solid–liquid extraction with water and plant-based propanediol mixture was conducted. The extract showed antioxidant capacity and elastase inhibition effects, mainly due to hop-related compounds, i.e., cis-iso-α-cohumulone and 8-prenylnaringenin [147]. BSG aqueous extract showed skin whitening, tyrosinase inhibition and antioxidant capacity activities [148]. As depicted in Figure 4, the BSY extract may also be used in cosmetic formulations with favorable bioactivity characteristics such as antioxidant capacity, improved mitochondrial activity, keratinocyte oxidative stress prevention, healthy metabolite production enhancement, and with no cytotoxic effects [149,150].
Brewery by-products showed potential applications in various other sectors. A mass of 3 g of BSY was hydrolyzed in a 2 mol·L−1 NaOH solution at 100 °C for 1 h, and the supernatant was tested as flocculants after a 5 min centrifugation at 500 rpm. As a result, 80% to 90% of recalcitrant rhodamine and flavin were removed from synthetic systems, enhancing biodegradability and rhodamine removal from wastewater [104]. In addition to irrigation use, the biostimulant potential of BWW was investigated, like with the microalgae Scenedesmus obliquus grown in this waste stream. Downstream-processed biomass yielded biostimulant effects, such as germination or root formation improvement, on watercress seeds, mung bean and cucumber species [151]. Finally, BSG was carbonized in microwaves to prepare carbon dots. This nanoparticle showed excellent optical properties and metal detection capability, with potential in the water treatment and food control sector [152].
Figure 6 presents a controlled and successful brewery by-product valorization process. Brewery by-products can be directly used in various sectors with adequate formulation and application (Section 4). The process of recovering biomolecules through pretreatment and extraction can help the extracts better fit the application. As discussed in Section 5, the nature and operation of the recovery process allow the tuning of the biomolecule composition of brewery by-product extracts. With an appropriate formulation and application development, this tailored chemical composition affects bioactivity and physicochemical properties, ultimately providing a healthy, sustainable and clean label for the final product. This is a crucial step of the valorization process, as it would bring a marketable message that is appealing to the consumer, as highlighted in Section 7.
7. Strategy for Efficient By-Product Management
7.1. Sustainable Economic Model Implementation Strategies
Sustainable practices in the brewing industry are unlikely to be implemented solely through innovative and efficient process development. When selecting sustainable technologies for brewing businesses, it is critical to consider the economic background of the company. The suitability of a given solution may vary depending on the size of the brewery, ranging from small craft breweries to large industries. In order to transition towards a circular bioeconomy, it is essential to have a thorough understanding of the economic context of the brewing business. To facilitate sustainable practices, Bonato and coworkers developed a new conceptual model for beer production waste management to facilitate sustainable practice based on literature surveys, brewers and expert interviews [8]. This model displayed new BSG valorization possibilities and their integration into craft breweries’ value chains. Such a model could be reused for the other types of by-products and help breweries define a sustainable waste management strategy in compliance with their business plans. The authors stated that appropriate organizational adjustment in cultural and operational practices should support this transition [8]. A sustainable path must align with the business background and size to be successfully implemented. Additionally, the sustainability value of by-product processing must be evaluated through tools such as life cycle analysis.
It is important to navigate tensions and tradeoffs among diverse stakeholders in sustainable development to create opportunities for win–win outcomes and synergies [153]. One way to achieve this is through a fruitful waste management strategy that induces shared responsibilities among all actors involved. However, in some cases, implementing a sustainable waste management strategy may not be seen as a win–win situation by all the stakeholders. A recent study established that a collaborative approach to waste management decision-making was necessary for a brewery waste management strategy to be successful [154]. Without a collective effort, the strategy was not seen as beneficial for all parties involved. This collective approach yielded a successful outcome as circular processes between actors emerged to handle brewing waste correctly. The shared-responsibility methodology also enabled stakeholders to see that the benefits of sustainable waste management were not only socio-environmental but also economic [154]. By-product valorization represents additional income for the producer but can also be economically advantageous for the by-product user [155].
7.2. Sustainable Practices as a Marketing Tool
Business images are positively affected by environmentally friendly actions [154]. A sample of 487 online participants was surveyed to investigate water conservation messages’ influence on purchase intention. Both craft and industrial beer consumers reacted positively when a company purchased offsets or reclaimed water with a purchase intention raise [156]. In another study, 159 panelists evaluated a cereal bar formed with BSG against one without BSG. Organoleptic and sensory attributes of the BSG bar were scored at a lower level compared to the commercial bar. However, the mention of “rich in fiber” and “produced using byproducts” increased the consumers’ purchase intent. As a result, the interference point considered the “normal price” of BSG (1.36 €) as close to the well-known commercial bar (1.41 €), supposedly because of the perception of a BSG bar as a natural product [157]. Developing a sustainable production process contributes to lower environmental impacts of beer production. In addition, it is also likely to enhance the marketing performance of companies, ultimately generating further income.
7.3. Global Strategy for an Environmentally Friendly Brewing Industry
Many valuable compounds can be extracted from brewing industry by-products in a biorefinery concept. The extraction process, formulation and application may modulate extracts’ physicochemical, bioactive and techno-functional characteristics and, ultimately, the final product. These by-products are largely under-utilized and may enhance the social, economic, and environmental performance of the beer sector. A proposed schematic representation of the main findings of the present article is shown in Figure 7.
8. Concluding Remarks and Perspectives for Future Research
In order to fit the requirements of a sustainable industrial world needed for environmental transition, the brewing industry can modify its linear production method. Recent research demonstrated the technical feasibility of various processes for reclaiming biomolecules, energy and water. Food, material, cosmetic, agriculture and chemical industries have been highlighted as output sectors for these recovered resources with diverse applications adapted to by-product processing. According to this literature review, environmentally friendly actions lower the corporate footprint, and are also beneficial from an economic point of view.
Some examples of the substitution of raw materials were demonstrated. Ingredient reuse (yeast, bread, hop, etc.) for beer production has been described. However, research on optimizing and modifying brewing processes and recipes is needed to use new raw materials, i.e., residues from other industries or reuse by-products, without altering the final product quality. Responses to water scarcity issues were given in the frame of the brewing industry. The brewing process must be adapted to accept water reclamation with industrial quality, and agricultural research is needed on fertigation with industrial wastewater. Extensive research has been conducted on brewing by-products’ bioconversion with microbial or microalgae to produce biomass containing valuable biomolecules, such as carbohydrates, proteins, lipids, biopolymers (PHA) or phenolic compounds. Downstream processes must be developed to fractionate and extract compounds. A wide range of applications was reported in food sectors, with the ability to modulate the chemical composition and, thus, the physicochemical, techno-function and bioactive properties of the final product through recovery. These direct or indirect applications have been implemented with food and beverage formulations and have shown to be clean-label, healthy, functional and able to supply proteins of plant origin. Brewing by-products have also proven potential in the cosmetic industry, yet there needs to be more formulation and application in real products. In addition, just as studies related to food promote their products using organoleptic tests carried out by panelists, cosmetics studies have to prove that the materials developed with brewing by-products provide healthy properties, are clean-label and attractive to the consumer.
Some technologies were implemented directly in plants as membrane-based systems to reuse water with an evaluation of their economic viability. The emerging technologies developed need scale-up and techno-economic assessment studies to prove their viability. Facing the variety of recovery solutions, life cycle analysis would allow for the evaluation of the environmental performance of each process, and thus, be a decision-making tool development for the design of brewing by-products’ valorization strategy. To ensure the sustainability of breweries, a comprehensive waste management approach is necessary. Such plans should involve the recovery, reuse, and valorization of every aspect of by-products, including water, energy, sugar, protein and other bioactive compounds. The primary goal of this approach is to achieve the maximum alignment of valorization processes with conservation, circular bioeconomy, green chemistry and economic viability paradigms. The by-product valorization strategy enables new value chain creation and additional revenue for the producers. More studies are expected on the implantation of circular alternatives, but also on its environmental footprint and financial income impacts on businesses, compared to existing valorization ways.
Author Contributions
Conceptualization, P.-L.P., M.V.-G. and D.T.; methodology, P.-L.P.; formal analysis, P.-L.P.; investigation, P.-L.P.; writing—original draft preparation, P.-L.P.; writing—review and editing, M.V.-G. and D.T.; visualization, P.-L.P.; supervision, D.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Research and Technology French Agency, grant number 2019/1492.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data related to this work will be made available upon request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Leisner, C.P. Climate Change Impacts on Food Security-Focus on Perennial Cropping Systems and Nutritional Value. Plant Sci. 2020, 293, 110412. [Google Scholar] [CrossRef] [PubMed]
- Cansino-Loeza, B.; Ponce-Ortega, J.M. Sustainable Assessment of Water-Energy-Food Nexus at Regional Level through a Multi-Stakeholder Optimization Approach. J. Clean. Prod. 2021, 290, 125194. [Google Scholar] [CrossRef]
- Wang, W.; Xiong, P.; Zhang, H.; Zhu, Q.; Liao, C.; Jiang, G. Analysis, Occurrence, Toxicity and Environmental Health Risks of Synthetic Phenolic Antioxidants: A Review. Environ. Res. 2021, 201, 111531. [Google Scholar] [CrossRef] [PubMed]
- Chen, P.; Dagestani, A.A. What Lies about Circular Economy Practices and Performance? Fresh Insights from China. J. Clean. Prod. 2023, 416, 137893. [Google Scholar] [CrossRef]
- Rodríguez-Espíndola, O.; Cuevas-Romo, A.; Chowdhury, S.; Díaz-Acevedo, N.; Albores, P.; Despoudi, S.; Malesios, C.; Dey, P. The Role of Circular Economy Principles and Sustainable-Oriented Innovation to Enhance Social, Economic and Environmental Performance: Evidence from Mexican SMEs. Int. J. Prod. Econ. 2022, 248, 108495. [Google Scholar] [CrossRef]
- Keller, F.; Lee, R.P.; Meyer, B. Life Cycle Assessment of Global Warming Potential, Resource Depletion and Acidification Potential of Fossil, Renewable and Secondary Feedstock for Olefin Production in Germany. J. Clean. Prod. 2020, 250, 119484. [Google Scholar] [CrossRef]
- Valta, K.; Kosanovic, T.; Malamis, D.; Moustakas, K.; Loizidou, M. Overview of Water Usage and Wastewater Management in the Food and Beverage Industry. Desalin. Water Treat. 2015, 53, 3335–3347. [Google Scholar] [CrossRef]
- Bonato, S.V.; Augusto de Jesus Pacheco, D.; Schwengber ten Caten, C.; Caro, D. The Missing Link of Circularity in Small Breweries’ Value Chains: Unveiling Strategies for Waste Management and Biomass Valorization. J. Clean. Prod. 2022, 336, 130275. [Google Scholar] [CrossRef]
- Vieira, E.; Cunha, S.C.; Ferreira, I.M.P.L.V.O. Characterization of a Potential Bioactive Food Ingredient from Inner Cellular Content of Brewer’s Spent Yeast. Waste Biomass Valorization 2019, 10, 3235–3242. [Google Scholar] [CrossRef]
- Moran-Aguilar, M.G.; Costa-Trigo, I.; Calderón-Santoyo, M.; Domínguez, J.M.; Aguilar-Uscanga, M.G. Production of Cellulases and Xylanases in Solid-State Fermentation by Different Strains of Aspergillus niger Using Sugarcane Bagasse and Brewery Spent Grain. Biochem. Eng. J. 2021, 172, 108060. [Google Scholar] [CrossRef]
- Cerqueira e Silva, K.F.; Rabelo, R.S.; Feltre, G.; Hubinger, M. Bitter Substances Recovery from Hot Trub: A Study of Polymeric Membranes Performance in a Sequential Mode with Fouling Investigation. Sep. Purif. Technol. 2022, 303, 122241. [Google Scholar] [CrossRef]
- BarthHaas Group. Report 2022/2023; BarthHaas: Nuremberg, Germany, 2023. [Google Scholar]
- Ashraf, A.; Ramamurthy, R.; Rene, E.R. Wastewater Treatment and Resource Recovery Technologies in the Brewery Industry: Current Trends and Emerging Practices. Sustain. Energy Technol. Assess. 2021, 47, 101432. [Google Scholar] [CrossRef]
- Karlović, A.; Jurić, A.; Ćorić, N.; Habschied, K.; Krstanović, V.; Mastanjević, K. By-Products in the Malting and Brewing Industries—Re-Usage Possibilities. Fermentation 2020, 6, 82. [Google Scholar] [CrossRef]
- Mitri, S.; Salameh, S.-J.; Khelfa, A.; Leonard, E.; Maroun, R.G.; Louka, N.; Koubaa, M. Valorization of Brewers’ Spent Grains: Pretreatments and Fermentation, a Review. Fermentation 2022, 8, 50. [Google Scholar] [CrossRef]
- Umego, E.C.; Barry-Ryan, C. Review of the Valorization Initiatives of Brewing and Distilling By-Products. Crit. Rev. Food Sci. Nutr. 2023, 1–17. [Google Scholar] [CrossRef] [PubMed]
- Sganzerla, W.G.; Ampese, L.C.; Mussatto, S.I.; Forster-Carneiro, T. A Bibliometric Analysis on Potential Uses of Brewer’s Spent Grains in a Biorefinery for the Circular Economy Transition of the Beer Industry. Biofuels Bioprod. Biorefin. 2021, 15, 1965–1988. [Google Scholar] [CrossRef]
- Rani, H.; Bhardwaj, R.D. Quality Attributes for Barley Malt: “The Backbone of Beer”. J. Food Sci. 2021, 86, 3322–3340. [Google Scholar] [CrossRef] [PubMed]
- Wannenmacher, J.; Gastl, M.; Becker, T. Phenolic Substances in Beer: Structural Diversity, Reactive Potential and Relevance for Brewing Process and Beer Quality. Compr. Rev. Food Sci. Food Saf. 2018, 17, 953–988. [Google Scholar] [CrossRef] [PubMed]
- Gyurchev, N.Y.; Coral-Medina, Á.; Weening, S.M.; Almayouf, S.; Kuijpers, N.G.A.; Nevoigt, E.; Louis, E.J. Beyond Saccharomyces Pastorianus for Modern Lager Brews: Exploring Non-Cerevisiae Saccharomyces Hybrids with Heterotic Maltotriose Consumption and Novel Aroma Profile. Front. Microbiol. 2022, 13, 1025132. [Google Scholar] [CrossRef]
- Langstaff, S.A.; Lewis, M.J. The Mouthfeel of Beer—A Review. J. Inst. Brew. 1993, 99, 31–37. [Google Scholar] [CrossRef]
- Capece, A.; Romaniello, R.; Siesto, G.; Romano, P. Conventional and Non-Conventional Yeasts in Beer Production. Fermentation 2018, 4, 38. [Google Scholar] [CrossRef]
- Kahle, E.-M.; Zarnkow, M.; Jacob, F. Beer Turbidity Part 1: A Review of Factors and Solutions. J. Am. Soc. Brew. Chem. 2021, 79, 99–114. [Google Scholar] [CrossRef]
- BIER. Beverage Industry Continues to Drive Improvement in Water, Energy, and Emissions Efficiency; 2021 Benchmarking Study Trends & Observations; Beverage Industry Environmental Roundtable: St. Paul, MN, USA, 2022; Available online: https://www.bieroundtable.com/wp-content/uploads/2021-BIER-Executive-Summary-Report.pdf (accessed on 23 February 2024).
- Carlsberg Group. ESG Report 2022; Carlsberg: Copenhagen, Denmark, 2022. [Google Scholar]
- Garcia-Garcia, G.; Stone, J.; Rahimifard, S. Opportunities for Waste Valorisation in the Food Industry—A Case Study with Four UK Food Manufacturers. J. Clean. Prod. 2019, 211, 1339–1356. [Google Scholar] [CrossRef]
- Krausová, I.; Cejnar, R.; Kučera, J.; Dostálek, P. Impact of the Brewing Process on the Concentration of Silicon in Lager Beer. J. Inst. Brew. 2014, 120, 433–437. [Google Scholar] [CrossRef]
- Vieira, E.; Brandão, T.; Ferreira, I.M.P.L.V.O. Evaluation of Brewer’s Spent Yeast To Produce Flavor Enhancer Nucleotides: Influence of Serial Repitching. J. Agric. Food Chem. 2013, 61, 8724–8729. [Google Scholar] [CrossRef] [PubMed]
- Kalayu, G. Serial Re-Pitching: Its Effect on Yeast Physiology, Fermentation Performance, and Product Quality. Ann. Microbiol. 2019, 69, 787–796. [Google Scholar] [CrossRef]
- Reis, S.F.; Messias, S.; Bastos, R.; Martins, V.J.; Correia, V.G.; Pinheiro, B.A.; Silva, L.M.; Palma, A.S.; Coimbra, M.A.; Coelho, E. Structural Differences on Cell Wall Polysaccharides of Brewer’s Spent Saccharomyces and Microarray Binding Profiles with Immune Receptors. Carbohydr. Polym. 2023, 301, 120325. [Google Scholar] [CrossRef]
- Martin-Lobera, C.; Aranda, F.; Lozano-Martinez, P.; Caballero, I.; Blanco, C.A. Bread as a Valuable Raw Material in Craft Ale Beer Brewing. Foods 2022, 11, 3013. [Google Scholar] [CrossRef] [PubMed]
- Dymchenko, A.; Geršl, M.; Gregor, T. The perspective of circular food waste management in the combined case of bakery and brewery. In Zero Waste Management and Circular Economy; Mendelova Univerzita v Brně: Brno, Czech Republic, 2021; pp. 129–135. [Google Scholar]
- Maina, S.; Kachrimanidou, V.; Koutinas, A. A Roadmap towards a Circular and Sustainable Bioeconomy through Waste Valorization. Curr. Opin. Green Sustain. Chem. 2017, 8, 18–23. [Google Scholar] [CrossRef]
- Brancoli, P.; Bolton, K.; Eriksson, M. Environmental Impacts of Waste Management and Valorisation Pathways for Surplus Bread in Sweden. Waste Manag. 2020, 117, 136–145. [Google Scholar] [CrossRef]
- Nunes, C.d.S.O.; de Carvalho, G.B.M.; da Silva, M.L.C.; da Silva, G.P.; Machado, B.A.S.; Uetanabaro, A.P.T. Cocoa Pulp in Beer Production: Applicability and Fermentative Process Performance. PLoS ONE 2017, 12, e0175677. [Google Scholar] [CrossRef]
- Hrabia, O.; Ditrych, M.; Ciosek, A.; Fulara, K.; Andersen, M.L.; Poreda, A. Effect of Dry Hopping on the Oxidative Stability of Beer. Food Chem. 2022, 394, 133480. [Google Scholar] [CrossRef]
- Hauser, D.G.; Lafontaine, S.R.; Shellhammer, T.H. Extraction Efficiency of Dry-Hopping. J. Am. Soc. Brew. Chem. 2019, 77, 188–198. [Google Scholar] [CrossRef]
- Gasiński, A.; Kawa-Rygielska, J.; Paszkot, J.; Pietrzak, W.; Śniegowska, J.; Szumny, A. Second Life of Hops: Analysis of Beer Hopped with Hop Pellets Previously Used to Dry-Hop a Beer. LWT 2022, 159, 113186. [Google Scholar] [CrossRef]
- Pinto, M.B.C.; Vardanega, R.; Náthia-Neves, G.; de França, P.R.L.; Kurozawa, L.E.; Meireles, M.A.A.; Schmidt, F.L. Novel Brazilian Hop (Humulus lupulus L.) Extracts through Supercritical CO2 Extraction: Enhancing Hop Processing for Greater Sustainability. Food Res. Int. 2023, 172, 113169. [Google Scholar] [CrossRef]
- Lamberti, L.; Boffa, L.; Grillo, G.; Concari, S.; Cavani, F.; Cravotto, G. Industrial Multiple-Effect Fractional Condensation under Vacuum for the Recovery of Hop Terpene Fractions in Water. Foods 2023, 12, 1716. [Google Scholar] [CrossRef]
- Sganzerla, W.G.; Sillero, L.; Forster-Carneiro, T.; Solera, R.; Perez, M. Determination of Anaerobic Co-Fermentation of Brewery Wastewater and Brewer’s Spent Grains for Bio-Hydrogen Production. BioEnergy Res. 2023, 16, 1073–1083. [Google Scholar] [CrossRef]
- Hakobyan, L.; Gabrielyan, L.; Blbulyan, S.; Trchounian, A. The Prospects of Brewery Waste Application in Biohydrogen Production by Photofermentation of Rhodobacter Sphaeroides. Int. J. Hydrogen Energy 2021, 46, 289–296. [Google Scholar] [CrossRef]
- Sarkar, O.; Rova, U.; Christakopoulos, P.; Matsakas, L. Influence of Initial Uncontrolled PH on Acidogenic Fermentation of Brewery Spent Grains to Biohydrogen and Volatile Fatty Acids Production: Optimization and Scale-Up. Bioresour. Technol. 2021, 319, 124233. [Google Scholar] [CrossRef]
- Gomes, M.M.; Sakamoto, I.K.; Silva Rabelo, C.A.B.; Silva, E.L.; Varesche, M.B.A. Statistical Optimization of Methane Production from Brewery Spent Grain: Interaction Effects of Temperature and Substrate Concentration. J. Environ. Manag. 2021, 288, 112363. [Google Scholar] [CrossRef]
- Sganzerla, W.G.; Costa, J.M.; Tena-Villares, M.; Buller, L.S.; Mussatto, S.I.; Forster-Carneiro, T. Dry Anaerobic Digestion of Brewer’s Spent Grains toward a More Sustainable Brewery: Operational Performance, Kinetic Analysis, and Bioenergy Potential. Fermentation 2022, 9, 2. [Google Scholar] [CrossRef]
- Mainardis, M.; Flaibani, S.; Mazzolini, F.; Peressotti, A.; Goi, D. Techno-Economic Analysis of Anaerobic Digestion Implementation in Small Italian Breweries and Evaluation of Biochar and Granular Activated Carbon Addition Effect on Methane Yield. J. Environ. Chem. Eng. 2019, 7, 103184. [Google Scholar] [CrossRef]
- Rojas-Chamorro, J.A.; Romero, I.; López-Linares, J.C.; Castro, E. Brewer’s Spent Grain as a Source of Renewable Fuel through Optimized Dilute Acid Pretreatment. Renew. Energy 2020, 148, 81–90. [Google Scholar] [CrossRef]
- Rojas-Chamorro, J.A.; Romero-García, J.M.; Cara, C.; Romero, I.; Castro, E. Improved Ethanol Production from the Slurry of Pretreated Brewers’ Spent Grain through Different Co-Fermentation Strategies. Bioresour. Technol. 2020, 296, 122367. [Google Scholar] [CrossRef]
- Wagner, E.; Sierra-Ibarra, E.; Rojas, N.L.; Martinez, A. One-Pot Bioethanol Production from Brewery Spent Grain Using the Ethanologenic Escherichia coli MS04. Renew. Energy 2022, 189, 717–725. [Google Scholar] [CrossRef]
- Alonso-Riaño, P.; Sanz Diez, M.T.; Blanco, B.; Beltrán, S.; Trigueros, E.; Benito-Román, O. Water Ultrasound-Assisted Extraction of Polyphenol Compounds from Brewer’s Spent Grain: Kinetic Study, Extract Characterization, and Concentration. Antioxidants 2020, 9, 265. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, A.; Ribeiro, B.; Ferreira, A.F.; Tavares, M.L.A.; Vladic, J.; Vidović, S.; Cvetkovic, D.; Melkonyan, L.; Avetisova, G.; Goginyan, V.; et al. Scenedesmus obliquus Microalga-Based Biorefinery—From Brewery Effluent to Bioactive Compounds, Biofuels and Biofertilizers—Aiming at a Circular Bioeconomy. Biofuels Bioprod. Biorefin. 2019, 13, 1169–1186. [Google Scholar] [CrossRef]
- Taylor, R.P.; Jones, C.L.W.; Laubscher, R.K. Empirical Comparison of Activated Sludge and High Rate Algal Ponding Technologies Used to Recover Water, Nitrogen and Carbon from Brewery Effluent. J. Water Process Eng. 2021, 40, 101840. [Google Scholar] [CrossRef]
- Sun, M.; Zhang, Z.; Lv, M.; Liu, G.; Feng, Y. Enhancing Anaerobic Digestion Performance of Synthetic Brewery Wastewater with Direct Voltage. Bioresour. Technol. 2020, 315, 123764. [Google Scholar] [CrossRef]
- Logan, B.E.; Hamelers, B.; Rozendal, R.; Schröder, U.; Keller, J.; Freguia, S.; Aelterman, P.; Verstraete, W.; Rabaey, K. Microbial Fuel Cells: Methodology and Technology. Environ. Sci. Technol. 2006, 40, 5181–5192. [Google Scholar] [CrossRef]
- Negassa, L.W.; Mohiuddin, M.; Tiruye, G.A. Treatment of Brewery Industrial Wastewater and Generation of Sustainable Bioelectricity by Microbial Fuel Cell Inoculated with Locally Isolated Microorganisms. J. Water Process Eng. 2021, 41, 102018. [Google Scholar] [CrossRef]
- Asensio, Y.; Llorente, M.; Tejedor-Sanz, S.; Fernández-Labrador, P.; Manchon, C.; Ortiz, J.M.; Ciriza, J.F.; Monsalvo, V.; Rogalla, F.; Esteve-Núñez, A. Microbial Electrochemical Fluidized Bed Reactor (ME-FBR): An Energy-Efficient Advanced Solution for Treating Real Brewery Wastewater with Different Initial Organic Loading Rates. J. Environ. Chem. Eng. 2021, 9, 106619. [Google Scholar] [CrossRef]
- Lu, M.; Chen, S.; Babanova, S.; Phadke, S.; Salvacion, M.; Mirhosseini, A.; Chan, S.; Carpenter, K.; Cortese, R.; Bretschger, O. Long-Term Performance of a 20-L Continuous Flow Microbial Fuel Cell for Treatment of Brewery Wastewater. J. Power Sources 2017, 356, 274–287. [Google Scholar] [CrossRef]
- Anwar, N.; Rahaman, M.S. Membrane Desalination Processes for Water Recovery from Pre-Treated Brewery Wastewater: Performance and Fouling. Sep. Purif. Technol. 2020, 252, 117420. [Google Scholar] [CrossRef]
- Toran, M.S.; Labrador, P.F.; Ciriza, J.F.; Asensio, Y.; Reigersman, A.; Arevalo, J.; Rogalla, F.; Monsalvo, V.M. Membrane-Based Processes to Obtain High-Quality Water from Brewery Wastewater. Front. Chem. Eng. 2021, 3, 734233. [Google Scholar] [CrossRef]
- Götz, G.; Geißen, S.-U.; Ahrens, A.; Reimann, S. Adjustment of the Wastewater Matrix for Optimization of Membrane Systems Applied for Water Reuse in Breweries. J. Membr. Sci. 2014, 465, 68–77. [Google Scholar] [CrossRef]
- Verhuelsdonk, M.; Glas, K.; Parlar, H. Economic Evaluation of the Reuse of Brewery Wastewater. J. Environ. Manag. 2021, 281, 111804. [Google Scholar] [CrossRef]
- Tatullo, M.; Simone, G.M.; Tarullo, F.; Irlandese, G.; Vito, D.D.; Marrelli, M.; Santacroce, L.; Cocco, T.; Ballini, A.; Scacco, S. Antioxidant and Antitumor Activity of a Bioactive Polyphenolic Fraction Isolated from the Brewing Process. Sci. Rep. 2016, 6, 36042. [Google Scholar] [CrossRef]
- Colpo, I.; Funck, V.M.; Martins, M.E.S. Waste Management in Craft Beer Production: Study of Industrial Symbiosis in the Southern Brazilian Context. Environ. Eng. Sci. 2022, 39, 418–430. [Google Scholar] [CrossRef]
- Rahman, I.; Nanu, L.; Sozen, E. The Adoption of Environmental Practices in Craft Breweries: The Role of Owner-Managers’ Consumption Values, Motivation, and Perceived Business Challenges. J. Clean. Prod. 2023, 416, 137948. [Google Scholar] [CrossRef]
- Abbas, C.A. Production of Antioxidants, Aromas, Colours, Flavours, and Vitamins by Yeasts. In Yeasts in Food and Beverages; Querol, A., Fleet, G., Eds.; Springer: Berlin/Heidelberg, Germany, 2006; pp. 285–334. ISBN 978-3-540-28398-0. [Google Scholar]
- Tonk, S.; Rápó, E. Linear and Nonlinear Regression Analysis for the Adsorption of Remazol Dye by Romanian Brewery Waste By-Product, Saccharomyces cerevisiae. Int. J. Mol. Sci. 2022, 23, 11827. [Google Scholar] [CrossRef] [PubMed]
- Soh, E.Y.S.; Lim, S.S.; Chew, K.W.; Phuang, X.W.; Ho, V.M.V.; Chu, K.Y.H.; Wong, R.R.; Lee, L.Y.; Tiong, T.J. Valorization of Spent Brewery Yeast Biosorbent with Sonication-Assisted Adsorption for Dye Removal in Wastewater Treatment. Environ. Res. 2022, 204, 112385. [Google Scholar] [CrossRef] [PubMed]
- Kulkarni, R.M.; Vidya Shetty, K.; Srinikethan, G. Biosorption of Nickel (II) and Cadmium (II). In Methods for Bioremediation of Water and Wastewater Pollution; Inamuddin, M.I.A., Asiri, A.M., Lichtfouse, E., Eds.; Environmental Chemistry for a Sustainable World; Springer International Publishing: Cham, Switzerland, 2020; pp. 373–391. ISBN 978-3-030-48985-4. [Google Scholar]
- Mosai, A.K. Simultaneous Recovery of Pd(II), Ir(III) and Rh(III) from Aqueous Solutions by Spent Brewer’s Yeast-Functionalised Zeolite Using Flow-through Column Mode. Miner. Eng. 2021, 163, 106770. [Google Scholar] [CrossRef]
- Rubio, F.T.V.; Haminiuk, C.W.I.; de Freitas Santos, P.D.; Martelli-Tosi, M.; Thomazini, M.; de Carvalho Balieiro, J.C.; Makimori, G.Y.F.; Fávaro-Trindade, C.S. Investigation on Brewer’s Spent Yeast as a Bio-Vehicle for Encapsulation of Natural Colorants from Pumpkin (Cucurbita moschata) Peels. Food Funct. 2022, 13, 10096–10109. [Google Scholar] [CrossRef] [PubMed]
- Fu, D.; Fu, J.; Li, J.; Tang, Y.; Shao, Z.; Zhou, D.; Song, L. Efficient Encapsulation of Curcumin into Spent Brewer’s Yeast Using a PH-Driven Method. Food Chem. 2022, 394, 133537. [Google Scholar] [CrossRef] [PubMed]
- Hansen, R.J.; Nielsen, S.H.M.; Johansen, M.; Nielsen, F.K.; Dragsbæk, F.B.; Sørensen, O.S.B.; Eriksen, N.T. Metabolic Performance of Black Soldier Fly Larvae during Entomoremediation of Brewery Waste. J. Appl. Entomol. 2023, 147, 423–431. [Google Scholar] [CrossRef]
- Lucas, E.; Guo, M.; Guillén-Gosálbez, G. Low-Carbon Diets Can Reduce Global Ecological and Health Costs. Nat. Food 2023, 4, 394–406. [Google Scholar] [CrossRef] [PubMed]
- Anisha, A.; Kaushik, D.; Kumar, M.; Kumar, A.; Esatbeyoglu, T.; Proestos, C.; Khan, M.R.; Elobeid, T.; Kaur, J.; Oz, F. Volarisation of Brewer’s Spent Grain for Noodles Preparation and Its Potential Assessment against Obesity. Int. J. Food Sci. Technol. 2023, 58, 3154–3179. [Google Scholar] [CrossRef]
- Lalić, A.; Karlović, A.; Marić, M. Use of Brewers’ Spent Grains as a Potential Functional Ingredient for the Production of Traditional Herzegovinian Product Ćupter. Fermentation 2023, 9, 123. [Google Scholar] [CrossRef]
- Riera-Vila, I.; Anderson, N.O.; Flavin Hodge, C.; Rogers, M. Anaerobically-Digested Brewery Wastewater as a Nutrient Solution for Substrate-Based Food Production. Horticulturae 2019, 5, 43. [Google Scholar] [CrossRef]
- Alayu, E.; Leta, S. Evaluation of Irrigation Suitability Potential of Brewery Effluent Post Treated in a Pilot Horizontal Subsurface Flow Constructed Wetland System: Implications for Sustainable Urban Agriculture. Heliyon 2021, 7, e07129. [Google Scholar] [CrossRef] [PubMed]
- Mabasa, N.C.; Jones, C.L.W.; Laing, M. The Use of Treated Brewery Effluent for Salt Tolerant Crop Irrigation. Agric. Water Manag. 2021, 245, 106590. [Google Scholar] [CrossRef]
- del Río, J.C.; Prinsen, P.; Gutiérrez, A. Chemical Composition of Lipids in Brewer’s Spent Grain: A Promising Source of Valuable Phytochemicals. J. Cereal Sci. 2013, 58, 248–254. [Google Scholar] [CrossRef]
- Ikram, S.; Huang, L.; Zhang, H.; Wang, J.; Yin, M. Composition and Nutrient Value Proposition of Brewers Spent Grain. J. Food Sci. 2017, 82, 2232–2242. [Google Scholar] [CrossRef] [PubMed]
- Jaeger, A.; Arendt, E.K.; Zannini, E.; Sahin, A.W. Brewer’s Spent Yeast (BSY), an Underutilized Brewing By-Product. Fermentation 2020, 6, 123. [Google Scholar] [CrossRef]
- Outeiriño, D.; Costa-Trigo, I.; Pinheiro de Souza Oliveira, R.; Pérez Guerra, N.; Domínguez, J.M. A Novel Approach to the Biorefinery of Brewery Spent Grain. Process Biochem. 2019, 85, 135–142. [Google Scholar] [CrossRef]
- Outeiriño, D.; Costa-Trigo, I.; Rodríguez, A.; Pérez Guerra, N.; Domínguez, J.M. Recovery and Reuse of Ionic Liquid Cholinium Glycinate in the Treatment of Brewery Spent Grain. Sep. Purif. Technol. 2021, 254, 117651. [Google Scholar] [CrossRef]
- Leite, P.; Silva, C.; Salgado, J.M.; Belo, I. Simultaneous Production of Lignocellulolytic Enzymes and Extraction of Antioxidant Compounds by Solid-State Fermentation of Agro-Industrial Wastes. Ind. Crops Prod. 2019, 137, 315–322. [Google Scholar] [CrossRef]
- Cassoni, A.C.; Costa, P.; Mota, I.; Vasconcelos, M.W.; Pintado, M. Recovery of Lignins with Antioxidant Activity from Brewer’s Spent Grain and Olive Tree Pruning Using Deep Eutectic Solvents. Chem. Eng. Res. Des. 2023, 192, 34–43. [Google Scholar] [CrossRef]
- Provost, V.; Dumarcay, S.; Ziegler-Devin, I.; Boltoeva, M.; Trébouet, D.; Villain-Gambier, M. Deep Eutectic Solvent Pretreatment of Biomass: Influence of Hydrogen Bond Donor and Temperature on Lignin Extraction with High β-O-4 Content. Bioresour. Technol. 2022, 349, 126837. [Google Scholar] [CrossRef]
- Parchami, M.; Agnihotri, S.; Taherzadeh, M.J. Aqueous Ethanol Organosolv Process for the Valorization of Brewer’s Spent Grain (BSG). Bioresour. Technol. 2022, 362, 127764. [Google Scholar] [CrossRef] [PubMed]
- Sibhatu, H.K.; Anuradha Jabasingh, S.; Yimam, A.; Ahmed, S. Ferulic Acid Production from Brewery Spent Grains, an Agro-Industrial Waste. LWT 2021, 135, 110009. [Google Scholar] [CrossRef]
- Zago, E.; Tillier, C.; De Leener, G.; Nandasiri, R.; Delporte, C.; Bernaerts, K.V.; Shavandi, A. Sustainable Production of Low Molecular Weight Phenolic Compounds from Belgian Brewers’ Spent Grain. Bioresour. Technol. Rep. 2022, 17, 100964. [Google Scholar] [CrossRef]
- Sobek, S.; Zeng, K.; Werle, S.; Junga, R.; Sajdak, M. Brewer’s Spent Grain Pyrolysis Kinetics and Evolved Gas Analysis for the Sustainable Phenolic Compounds and Fatty Acids Recovery Potential. Renew. Energy 2022, 199, 157–168. [Google Scholar] [CrossRef]
- Amraoui, Y.; Prabhu, A.A.; Narisetty, V.; Coulon, F.; Kumar Chandel, A.; Willoughby, N.; Jacob, S.; Koutinas, A.; Kumar, V. Enhanced 2,3-Butanediol Production by Mutant Enterobacter Ludwigii Using Brewers’ Spent Grain Hydrolysate: Process Optimization for a Pragmatic Biorefinery Loom. Chem. Eng. J. 2022, 427, 130851. [Google Scholar] [CrossRef]
- Barroso, T.L.C.T.; Sganzerla, W.G.; Castro, L.E.N.; Freiria, N.L.M.; Barbero, G.F.; Lovillo, M.P.; Rostagno, M.A.; Forster-Carneiro, T. Removal of 5-Hydroxymethylfurfural from Brewer’s Spent Grains Hydrolysates Obtained by Subcritical Water Hydrolysis: An Approach Using Liquid-Liquid Extraction. J. Supercrit. Fluids 2023, 201, 106004. [Google Scholar] [CrossRef]
- Weiermüller, J.; Akermann, A.; Laudensack, W.; Chodorski, J.; Blank, L.M.; Ulber, R. Brewers’ Spent Grain as Carbon Source for Itaconate Production with Engineered Ustilago maydis. Bioresour. Technol. 2021, 336, 125262. [Google Scholar] [CrossRef] [PubMed]
- Lojananan, N.; Cheirsilp, B.; Intasit, R.; Billateh, A.; Srinuanpan, S.; Suyotha, W.; Boonsawang, P. Successive Process for Efficient Biovalorization of Brewers’ Spent Grain to Lignocellulolytic Enzymes and Lactic Acid Production through Simultaneous Saccharification and Fermentation. Bioresour. Technol. 2024, 397, 130490. [Google Scholar] [CrossRef]
- Imandi, S.B.; Karanam, S.K.; Nagumantri, R.; Srivastava, R.K.; Sarangi, P.K. Neural Networks and Genetic Algorithm as Robust Optimization Tools for Modeling the Microbial Production of Poly-β-Hydroxybutyrate (PHB) from Brewers’ Spent Grain. Biotechnol. Appl. Biochem. 2023, 70, 962–978. [Google Scholar] [CrossRef]
- Carvalheira, M.; Amorim, C.L.; Oliveira, A.C.; Guarda, E.C.; Costa, E.; Ribau Teixeira, M.; Castro, P.M.L.; Duque, A.F.; Reis, M.A.M. Valorization of Brewery Waste through Polyhydroxyalkanoates Production Supported by a Metabolic Specialized Microbiome. Life 2022, 12, 1347. [Google Scholar] [CrossRef]
- da Silva, A.M.M.; Almeida, F.S.; da Silva, M.F.; Goldbeck, R.; Sato, A.C.K. How Do PH and Temperature Influence Extraction Yield, Physicochemical, Functional, and Rheological Characteristics of Brewer Spent Grain Protein Concentrates? Food Bioprod. Process. 2023, 139, 34–45. [Google Scholar] [CrossRef]
- da Fonseca, Y.A.; da Silva Barreto, E.; Lomar, P.F.; de Queiroz Silva, S.; Gurgel, L.V.A.; Baêta, B.E.L. Biobased Production of Volatile Fatty Acids from Brewer’s Spent Grain: Optimization and Insights into the Impact of Protein Extraction on Process Performance. Biochem. Eng. J. 2024, 203, 109218. [Google Scholar] [CrossRef]
- He, Y.; Kuhn, D.D.; Ogejo, J.A.; O’Keefe, S.F.; Fraguas, C.F.; Wiersema, B.D.; Jin, Q.; Yu, D.; Huang, H. Wet Fractionation Process to Produce High Protein and High Fiber Products from Brewer’s Spent Grain. Food Bioprod. Process. 2019, 117, 266–274. [Google Scholar] [CrossRef]
- Grudniewska, A.; Popłoński, J. Simple and Green Method for the Extraction of Xanthohumol from Spent Hops Using Deep Eutectic Solvents. Sep. Purif. Technol. 2020, 250, 117196. [Google Scholar] [CrossRef]
- Klimek, K.; Tyśkiewicz, K.; Miazga-Karska, M.; Dębczak, A.; Rój, E.; Ginalska, G. Bioactive Compounds Obtained from Polish “Marynka” Hop Variety Using Efficient Two-Step Supercritical Fluid Extraction and Comparison of Their Antibacterial, Cytotoxic, and Anti-Proliferative Activities In Vitro. Molecules 2021, 26, 2366. [Google Scholar] [CrossRef] [PubMed]
- Nazareth, T.C.; Zanutto, C.P.; Maass, D.; Ulson de Souza, A.A.; de Arruda Guelli Ulson de Souza, S.M. A Low-Cost Brewery Waste as a Carbon Source in Bio-Surfactant Production. Bioprocess Biosyst. Eng. 2021, 44, 2269–2276. [Google Scholar] [CrossRef] [PubMed]
- Berzosa, A.; Delso, C.; Sanz, J.; Sánchez-Gimeno, C.; Raso, J. Sequential Extraction of Compounds of Interest from Yeast Biomass Assisted by Pulsed Electric Fields. Front. Bioeng. Biotechnol. 2023, 11, 1197710. [Google Scholar] [CrossRef] [PubMed]
- Artifon, W.; Mazur, L.P.; de Souza, A.A.U.; de Oliveira, D. Production of Bioflocculants from Spent Brewer’s Yeast and Its Application in the Treatment of Effluents with Textile Dyes. J. Water Process Eng. 2022, 49, 102997. [Google Scholar] [CrossRef]
- Russo, G.L.; Langellotti, A.L.; Verardo, V.; Martín-García, B.; Di Pierro, P.; Sorrentino, A.; Baselice, M.; Oliviero, M.; Sacchi, R.; Masi, P. Formulation of New Media from Dairy and Brewery Wastes for a Sustainable Production of DHA-Rich Oil by Aurantiochytrium mangrovei. Mar. Drugs 2022, 20, 39. [Google Scholar] [CrossRef]
- Boukid, F.; Pera, J.; Parladé, J.; Castellari, M. Fungal Bioconversion of Brewery By-Products: Assessment of Fatty Acids and Sterols Profiles. Qual. Assur. Saf. Crops Foods 2022, 14, 202–211. [Google Scholar] [CrossRef]
- Amorim, M.; Pinheiro, H.; Pintado, M. Valorization of Spent Brewer’s Yeast: Optimization of Hydrolysis Process towards the Generation of Stable ACE-Inhibitory Peptides. LWT 2019, 111, 77–84. [Google Scholar] [CrossRef]
- Marson, G.V.; Pereira, D.T.V.; da Costa Machado, M.T.; Di Luccio, M.; Martínez, J.; Belleville, M.-P.; Hubinger, M.D. Ultrafiltration Performance of Spent Brewer’s Yeast Protein Hydrolysate: Impact of PH and Membrane Material on Fouling. J. Food Eng. 2021, 302, 110569. [Google Scholar] [CrossRef]
- Thakkar, A.; Barbera, E.; Sforza, E.; Bertucco, A.; Davis, R.; Kumar, S. Flash Hydrolysis of Yeast (Saccharomyces cerevisiae) for Protein Recovery. J. Supercrit. Fluids 2021, 173, 105240. [Google Scholar] [CrossRef]
- Pejin, J.; Radosavljević, M.; Kocić-Tanackov, S.; Marković, R.; Djukić-Vuković, A.; Mojović, L. Use of Spent Brewer’s Yeast in L-(+) Lactic Acid Fermentation. J. Inst. Brew. 2019, 125, 357–363. [Google Scholar] [CrossRef]
- Pasquet, P.L.; Villain-Gambier, M.; Ziegler-Devin, I.; Julien-David, D.; Trébouet, D. Valorization of Phenolic Compounds from Brewery Wastewater: Performances Assessment of Ultrafiltration and Nanofiltration Process with Application of HPLC Coupled with Antioxidant Analysis Tool. Chem. Eng. J. 2023, 476, 146696. [Google Scholar] [CrossRef]
- Pasquet, P.L.; Bertagnolli, C.; Villain-Gambier, M.; Trébouet, D. Investigation of Phenolic Compounds Recovery from Brewery Wastewater with Coupled Membrane and Adsorption Process. J. Environ. Chem. Eng. 2024, 12, 112478. [Google Scholar] [CrossRef]
- Wu, H.; Dalke, R.; Mai, J.; Holtzapple, M.; Urgun-Demirtas, M. Arrested Methanogenesis Digestion of High-Strength Cheese Whey and Brewery Wastewater with Carboxylic Acid Production. Bioresour. Technol. 2021, 332, 125044. [Google Scholar] [CrossRef]
- Amini, M.; Yousefi-Massumabad, H.; Younesi, H.; Abyar, H.; Bahramifar, N. Production of the Polyhydroxyalkanoate Biopolymer by Cupriavidus necator Using Beer Brewery Wastewater Containing Maltose as a Primary Carbon Source. J. Environ. Chem. Eng. 2020, 8, 103588. [Google Scholar] [CrossRef]
- Tamang, P.; Banerjee, R.; Köster, S.; Nogueira, R. Comparative Study of Polyhydroxyalkanoates Production from Acidified and Anaerobically Treated Brewery Wastewater Using Enriched Mixed Microbial Culture. J. Environ. Sci. 2019, 78, 137–146. [Google Scholar] [CrossRef]
- Lu, H.; Peng, M.; Zhang, G.; Li, B.; Li, Y. Brewery Wastewater Treatment and Resource Recovery through Long Term Continuous-Mode Operation in Pilot Photosynthetic Bacteria-Membrane Bioreactor. Sci. Total Environ. 2019, 646, 196–205. [Google Scholar] [CrossRef]
- Caruso, M.A.; Piermaria, J.A.; Abraham, A.G.; Medrano, M. β-Glucans Obtained from Beer Spent Yeasts as Functional Food Grade Additive: Focus on Biological Activity. Food Hydrocoll. 2022, 133, 107963. [Google Scholar] [CrossRef]
- Su, X.; Jin, Q.; Xu, Y.; Wang, H.; Huang, H. Subcritical Water Treatment to Modify Insoluble Dietary Fibers from Brewer’s Spent Grain for Improved Functionality and Gut Fermentability. Food Chem. 2024, 435, 137654. [Google Scholar] [CrossRef] [PubMed]
- Rodriguez, L.M.; Camina, J.L.; Borroni, V.; Pérez, E.E. Protein Recovery from Brewery Solid Wastes. Food Chem. 2023, 407, 134810. [Google Scholar] [CrossRef]
- Grudniewska, A.; Pastyrczyk, N. New Insight for Spent Hops Utilization: Simultaneous Extraction of Protein and Xanthohumol Using Deep Eutectic Solvents. Biomass Convers. Biorefin. 2023, 13, 14975–14986. [Google Scholar] [CrossRef]
- Naibaho, J.; Korzeniowska, M.; Wojdyło, A.; Muchdatul Ayunda, H.; Foste, M.; Yang, B. Techno-Functional Properties of Protein from Protease-Treated Brewers’ Spent Grain (BSG) and Investigation of Antioxidant Activity of Extracted Proteins and BSG Residues. J. Cereal Sci. 2022, 107, 103524. [Google Scholar] [CrossRef]
- Kruk, M.; Varmanen, P.; Edelmann, M.; Chamlagain, B.; Trząskowska, M. Food By-Product Valorisation in Nutrients through Spent Brewer’s Yeast Bioprocessing with Propionibacterium freudenreichii. J. Clean. Prod. 2024, 434, 140102. [Google Scholar] [CrossRef]
- Hashemi Gahruie, H.; Mostaghimi, M.; Ghiasi, F.; Tavakoli, S.; Naseri, M.; Hosseini, S.M.H. The Effects of Fatty Acids Chain Length on the Techno-Functional Properties of Basil Seed Gum-Based Edible Films. Int. J. Biol. Macromol. 2020, 160, 245–251. [Google Scholar] [CrossRef]
- Song, C.; Hu, X.; Liu, Z.; Li, S.; Kitamura, Y. Combination of Brewery Wastewater Purification and CO2 Fixation with Potential Value-Added Ingredients Production via Different Microalgae Strains Cultivation. J. Clean. Prod. 2020, 268, 122332. [Google Scholar] [CrossRef]
- Tsimogiannis, D.; Oreopoulou, V. Classification of Phenolic Compounds in Plants. In Polyphenols in Plants; Elsevier: Amsterdam, The Netherlands, 2019; pp. 263–284. ISBN 978-0-12-813768-0. [Google Scholar]
- Fernandes, J.; Fialho, M.; Santos, R.; Peixoto-Plácido, C.; Madeira, T.; Sousa-Santos, N.; Virgolino, A.; Santos, O.; Vaz Carneiro, A. Is Olive Oil Good for You? A Systematic Review and Meta-Analysis on Anti-Inflammatory Benefits from Regular Dietary Intake. Nutrition 2020, 69, 110559. [Google Scholar] [CrossRef]
- Martinez-Gomez, A.; Caballero, I.; Blanco, C.A. Phenols and Melanoidins as Natural Antioxidants in Beer. Structure, Reactivity and Antioxidant Activity. Biomolecules 2020, 10, 400. [Google Scholar] [CrossRef]
- Potì, F.; Santi, D.; Spaggiari, G.; Zimetti, F.; Zanotti, I. Polyphenol Health Effects on Cardiovascular and Neurodegenerative Disorders: A Review and Meta-Analysis. Int. J. Mol. Sci. 2019, 20, 351. [Google Scholar] [CrossRef] [PubMed]
- Cortese, M.; Gigliobianco, M.R.; Peregrina, D.V.; Sagratini, G.; Censi, R.; Di Martino, P. Quantification of Phenolic Compounds in Different Types of Crafts Beers, Worts, Starting and Spent Ingredients by Liquid Chromatography-Tandem Mass Spectrometry. J. Chromatogr. A 2020, 1612, 460622. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, A.; Molnar Jazić, J.; Gouveia, L.; Maletić, S.; Tomić, M.; Agbaba, J.; Vladić, J. Valorisation of Microalga Tetradesmus Obliquus Grown in Brewery Wastewater Using Subcritical Water Extraction towards Zero Waste. Chem. Eng. J. 2022, 437, 135324. [Google Scholar] [CrossRef]
- Kabir, E.; Kaur, R.; Lee, J.; Kim, K.-H.; Kwon, E.E. Prospects of Biopolymer Technology as an Alternative Option for Non-Degradable Plastics and Sustainable Management of Plastic Wastes. J. Clean. Prod. 2020, 258, 120536. [Google Scholar] [CrossRef]
- Mannina, G.; Presti, D.; Montiel-Jarillo, G.; Carrera, J.; Suárez-Ojeda, M.E. Recovery of Polyhydroxyalkanoates (PHAs) from Wastewater: A Review. Bioresour. Technol. 2020, 297, 122478. [Google Scholar] [CrossRef] [PubMed]
- Moll, E.; González-Martínez, C.; Chiralt, A. Release and Antibacterial Action of Phenolic Acids Incorporated into PHBV Films. Food Packag. Shelf Life 2023, 38, 101112. [Google Scholar] [CrossRef]
- Saavedra del Oso, M.; Mauricio-Iglesias, M.; Hospido, A. Evaluation and Optimization of the Environmental Performance of PHA Downstream Processing. Chem. Eng. J. 2021, 412, 127687. [Google Scholar] [CrossRef]
- Maina, S.; Prabhu, A.A.; Vivek, N.; Vlysidis, A.; Koutinas, A.; Kumar, V. Prospects on Bio-Based 2,3-Butanediol and Acetoin Production: Recent Progress and Advances. Biotechnol. Adv. 2022, 54, 107783. [Google Scholar] [CrossRef] [PubMed]
- Wani, A.K.; Rahayu, F.; Yustina, I.; Fatah, G.S.A.; Kariada, I.K.; Antarlina, S.S.; Jufri, A.; Pamungkas, D. Contribution of Yeast and Its Biomass for the Preparation of Industrially Essential Materials: A Boon to Circular Economy. Bioresour. Technol. Rep. 2023, 23, 101508. [Google Scholar] [CrossRef]
- de Melo, A.N.F.; de Souza, E.L.; da Silva Araujo, V.B.; Magnani, M. Stability, Nutritional and Sensory Characteristics of French Salad Dressing Made with Mannoprotein from Spent Brewer’s Yeast. LWT-Food Sci. Technol. 2015, 62, 771–774. [Google Scholar] [CrossRef]
- Martins, Z.E.; Pinho, O.; Ferreira, I.M.P.L.V.O. Impact of New Ingredients Obtained from Brewer’s Spent Yeast on Bread Characteristics. J. Food Sci. Technol. 2018, 55, 1966–1971. [Google Scholar] [CrossRef] [PubMed]
- Vriesekoop, F.; Haynes, A.; van der Heijden, N.; Liang, H.; Paximada, P.; Zuidberg, A. Incorporation of Fermented Brewers Spent Grain in the Production of Sourdough Bread. Fermentation 2021, 7, 96. [Google Scholar] [CrossRef]
- Lamas, D.L.; Gende, L.B. Valorisation of Brewers’ Spent Grain for the Development of Novel Beverage and Food Products. Appl. Food Res. 2023, 3, 100314. [Google Scholar] [CrossRef]
- Spinelli, S.; Conte, A.; Del Nobile, M.A. Microencapsulation of Extracted Bioactive Compounds from Brewer’s Spent Grain to Enrich Fish-Burgers. Food Bioprod. Process. 2016, 100, 450–456. [Google Scholar] [CrossRef]
- Gutiérrez-Barrutia, M.B.; del Castillo, M.D.; Arcia, P.; Cozzano, S. Feasibility of Extruded Brewer’s Spent Grain as a Food Ingredient for a Healthy, Safe, and Sustainable Human Diet. Foods 2022, 11, 1403. [Google Scholar] [CrossRef]
- Gutierrez-Barrutia, M.B.; Cozzano, S.; Arcia, P.; del Castillo, M.D. Assessment of in Vitro Digestion of Reduced Sugar Biscuits with Extruded Brewers’ Spent Grain. Food Res. Int. 2023, 172, 113160. [Google Scholar] [CrossRef]
- Lomuscio, E.; Bianchi, F.; Cervini, M.; Giuberti, G.; Simonato, B.; Rizzi, C. Durum Wheat Fresh Pasta Fortification with Trub, a Beer Industry By-Product. Foods 2022, 11, 2496. [Google Scholar] [CrossRef]
- Barbosa-Pereira, L.; Aurrekoetxea, G.P.; Angulo, I.; Paseiro-Losada, P.; Cruz, J.M. Development of New Active Packaging Films Coated with Natural Phenolic Compounds to Improve the Oxidative Stability of Beef. Meat Sci. 2014, 97, 249–254. [Google Scholar] [CrossRef] [PubMed]
- Moreirinha, C.; Vilela, C.; Silva, N.H.C.S.; Pinto, R.J.B.; Almeida, A.; Rocha, M.A.M.; Coelho, E.; Coimbra, M.A.; Silvestre, A.J.D.; Freire, C.S.R. Antioxidant and Antimicrobial Films Based on Brewers Spent Grain Arabinoxylans, Nanocellulose and Feruloylated Compounds for Active Packaging. Food Hydrocoll. 2020, 108, 105836. [Google Scholar] [CrossRef]
- Paredes-Ramos, M.; Conde Piñeiro, E.; Lopez Vilariño, J.M. Brewers’ Spent Hop Revalorization for the Production of High Added-Value Cosmetics Ingredients with Elastase Inhibition Capacity. Sci. Rep. 2022, 12, 22074. [Google Scholar] [CrossRef]
- Almendinger, M.; Rohn, S.; Pleissner, D. Malt and Beer-Related by-Products as Potential Antioxidant Skin-Lightening Agents for Cosmetics. Sustain. Chem. Pharm. 2020, 17, 100282. [Google Scholar] [CrossRef]
- Costa, E.M.; Oliveira, A.S.; Silva, S.; Ribeiro, A.B.; Pereira, C.F.; Ferreira, C.; Casanova, F.; Pereira, J.O.; Freixo, R.; Pintado, M.E.; et al. Spent Yeast Waste Streams as a Sustainable Source of Bioactive Peptides for Skin Applications. Int. J. Mol. Sci. 2023, 24, 2253. [Google Scholar] [CrossRef] [PubMed]
- Censi, R.; Vargas Peregrina, D.; Gigliobianco, M.R.; Lupidi, G.; Angeloni, C.; Pruccoli, L.; Tarozzi, A.; Di Martino, P. New Antioxidant Ingredients from Brewery By-Products for Cosmetic Formulations. Cosmetics 2021, 8, 96. [Google Scholar] [CrossRef]
- Navarro-López, E.; Ruíz-Nieto, A.; Ferreira, A.; Acién, F.G.; Gouveia, L. Biostimulant Potential of Scenedesmus obliquus Grown in Brewery Wastewater. Molecules 2020, 25, 664. [Google Scholar] [CrossRef] [PubMed]
- Nkeumaleu, A.T.; Benetti, D.; Haddadou, I.; Di Mare, M.; Ouellet-Plamondon, C.M.; Rosei, F. Brewery Spent Grain Derived Carbon Dots for Metal Sensing. RSC Adv. 2022, 12, 11621–11627. [Google Scholar] [CrossRef] [PubMed]
- Wakayama, N.J.; Park, Y.W. The Dynamics of Fine-Grained Firm–Stakeholder Contentions and Synergies in the Process of Sustainable Development: The Case of Cassava-Based Beer Production in Africa. Sustainability 2024, 16, 1618. [Google Scholar] [CrossRef]
- Oliveira Silva, W.D.; Morais, D.C. Transitioning to a Circular Economy in Developing Countries: A Collaborative Approach for Sharing Responsibilities in Solid Waste Management of a Brazilian Craft Brewery. J. Clean. Prod. 2021, 319, 128703. [Google Scholar] [CrossRef]
- Merga, B.; Mohammed, M.; Ahmed, A. Socio-Economic Impacts of Possible Brewery Waste Recycling in Agriculture. Cogent Environ. Sci. 2020, 6, 1732112. [Google Scholar] [CrossRef]
- Lee, N.M.; Callison, C.; Seltzer, T. Sustainable Beer: Testing the Effects of Water Conservation Messages and Brewery Type on Consumer Perceptions. J. Food Prod. Mark. 2020, 26, 619–638. [Google Scholar] [CrossRef]
- Stelick, A.; Sogari, G.; Rodolfi, M.; Dando, R.; Paciulli, M. Impact of Sustainability and Nutritional Messaging on Italian Consumers’ Purchase Intent of Cereal Bars Made with Brewery Spent Grains. J. Food Sci. 2021, 86, 531–539. [Google Scholar] [CrossRef]
Figure 1.
Evolution of the article number related to brewers’ spent grain, brewers’ spent yeast and brewers’ spent hop or trub with the proportion of the “application” term and brewery wastewater with the proportion of the “reuse”, “biogas” or “application” terms, according to the Web of Science database. The mentioned percentages indicate the proportion of articles that focus on the practical application aspect.
Figure 1.
Evolution of the article number related to brewers’ spent grain, brewers’ spent yeast and brewers’ spent hop or trub with the proportion of the “application” term and brewery wastewater with the proportion of the “reuse”, “biogas” or “application” terms, according to the Web of Science database. The mentioned percentages indicate the proportion of articles that focus on the practical application aspect.
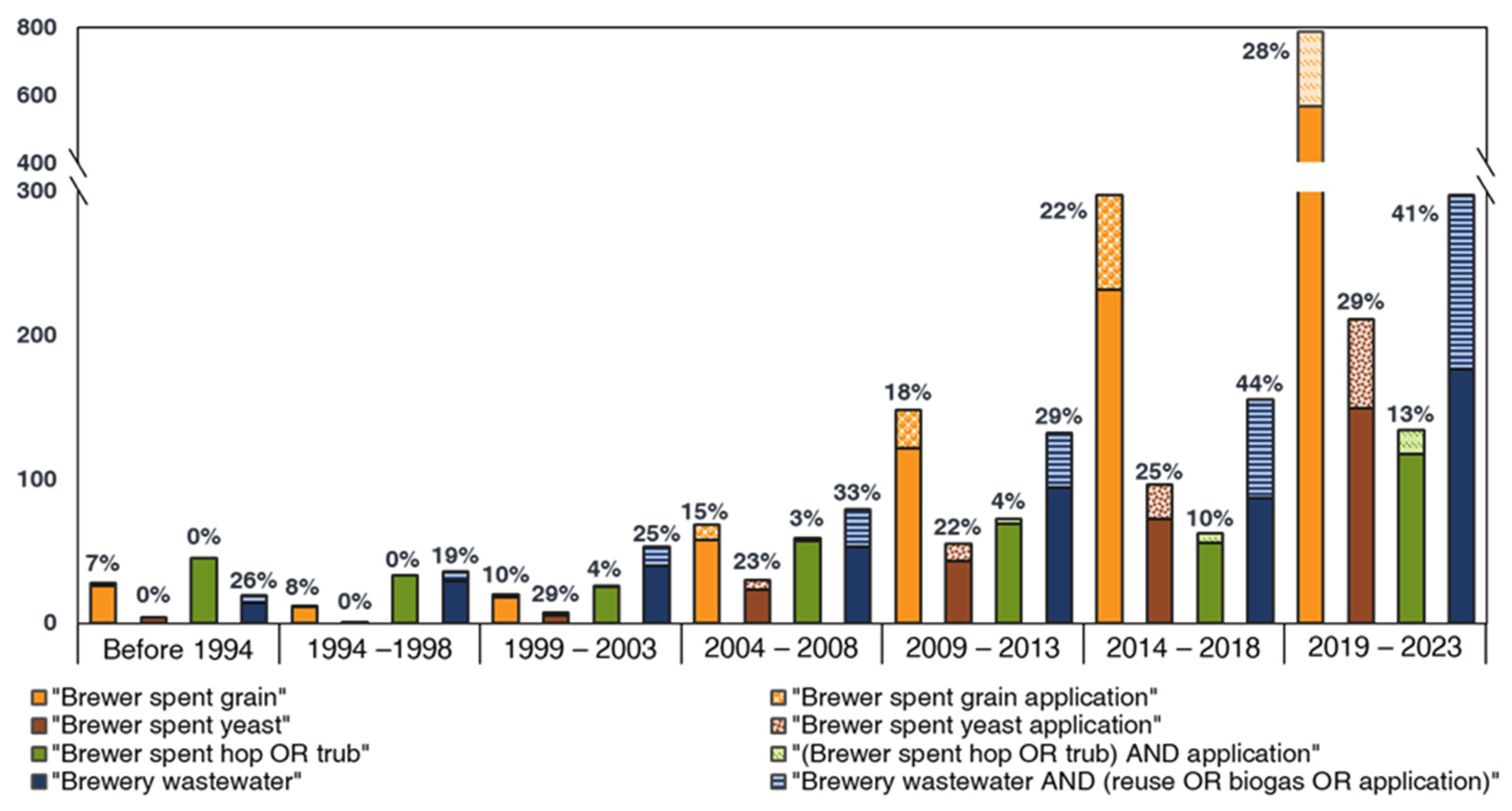
Figure 3.
By-product recovery to mitigate brewery raw materials, water and energy consumption.
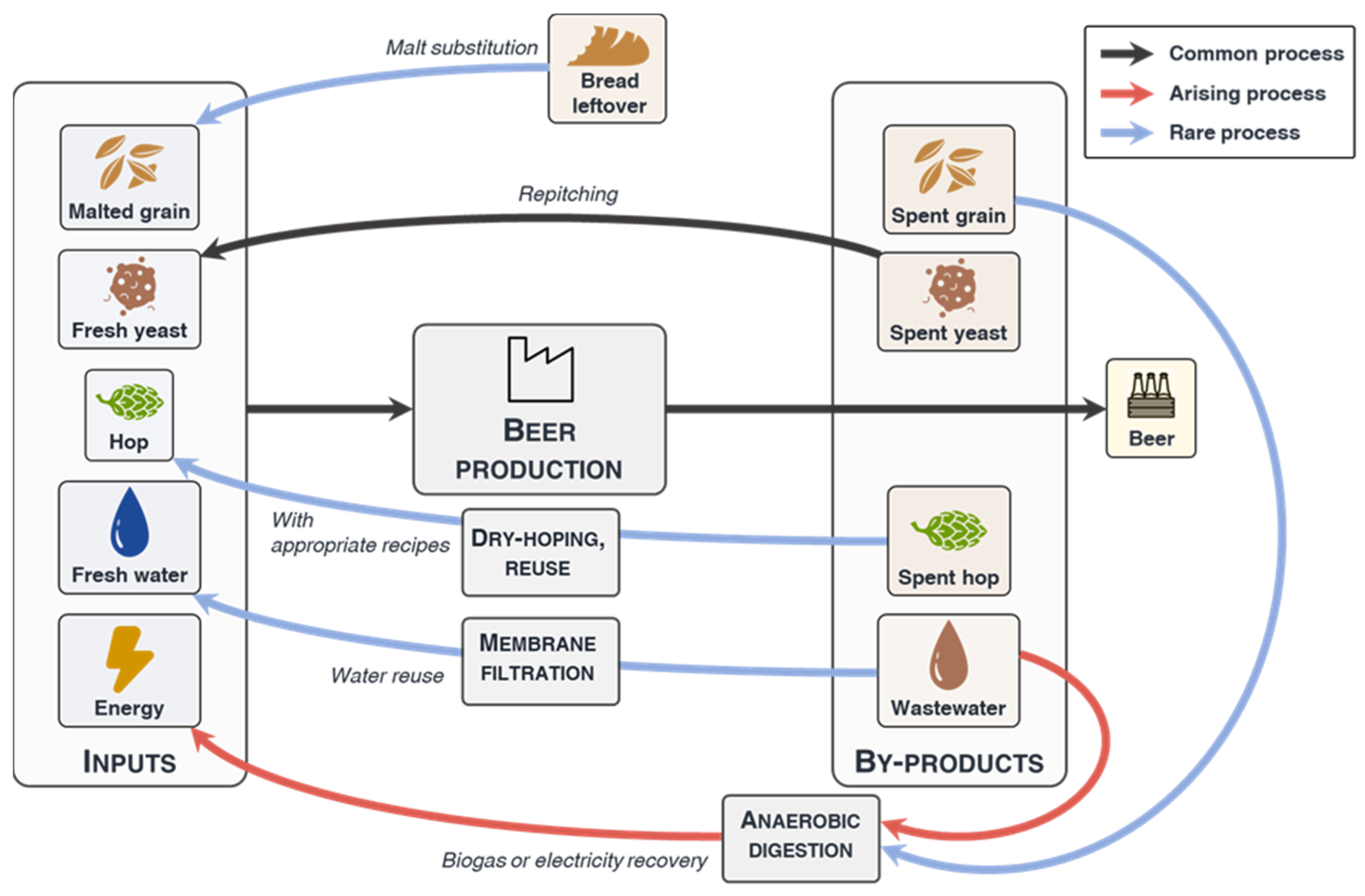
Figure 4.
Novel applications of brewers’ spent yeast and brewers’ spent yeast extract.

Figure 5.
General composition of main brewery by-products: brewers’ spent grain [79,80], brewers’ spent yeast [81], brewers’ spent hop [14], brewery wastewater [13].

Figure 6.
Pretreatment, recovery and application steps enable the modulation of the biomolecule composition of a brewery by-product. The valorization leads to marketable, techno-functional and healthy features of the final product.
Figure 6.
Pretreatment, recovery and application steps enable the modulation of the biomolecule composition of a brewery by-product. The valorization leads to marketable, techno-functional and healthy features of the final product.

Figure 7.
Valorization of brewery by-products for sustainable beer production.
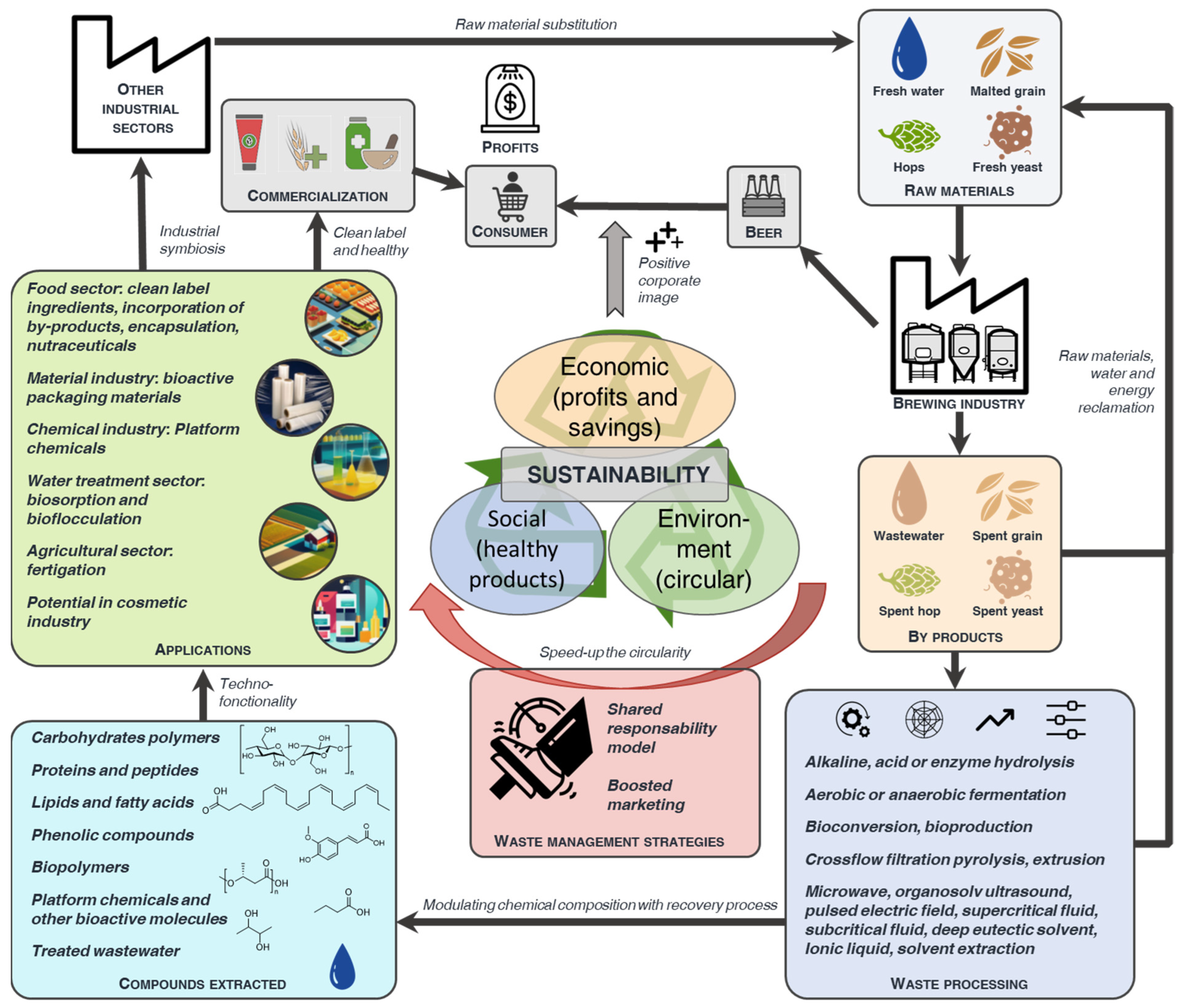

{kind=link}
{kind=link}
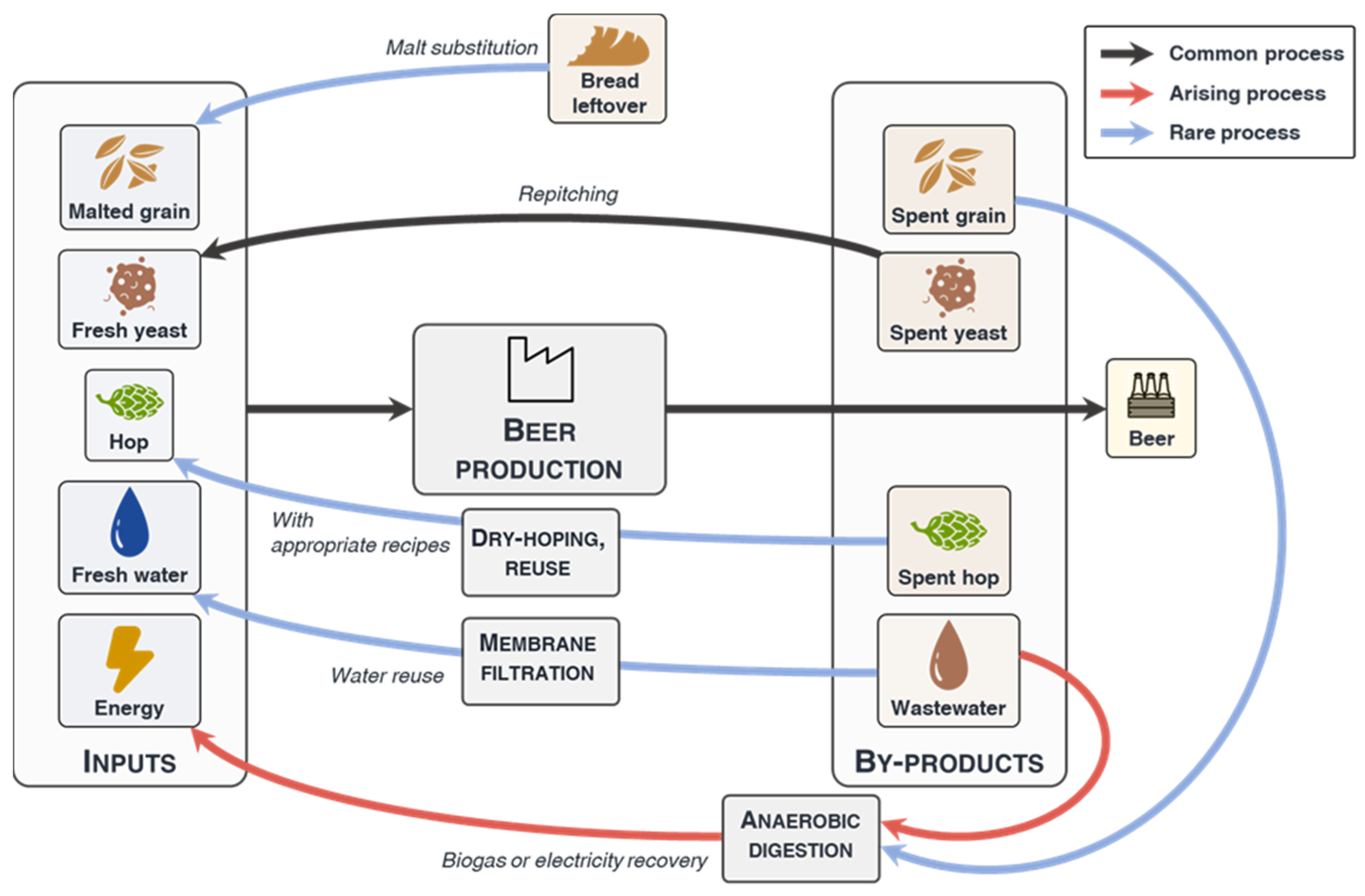{kind=link}
{kind=link}
{kind=link}
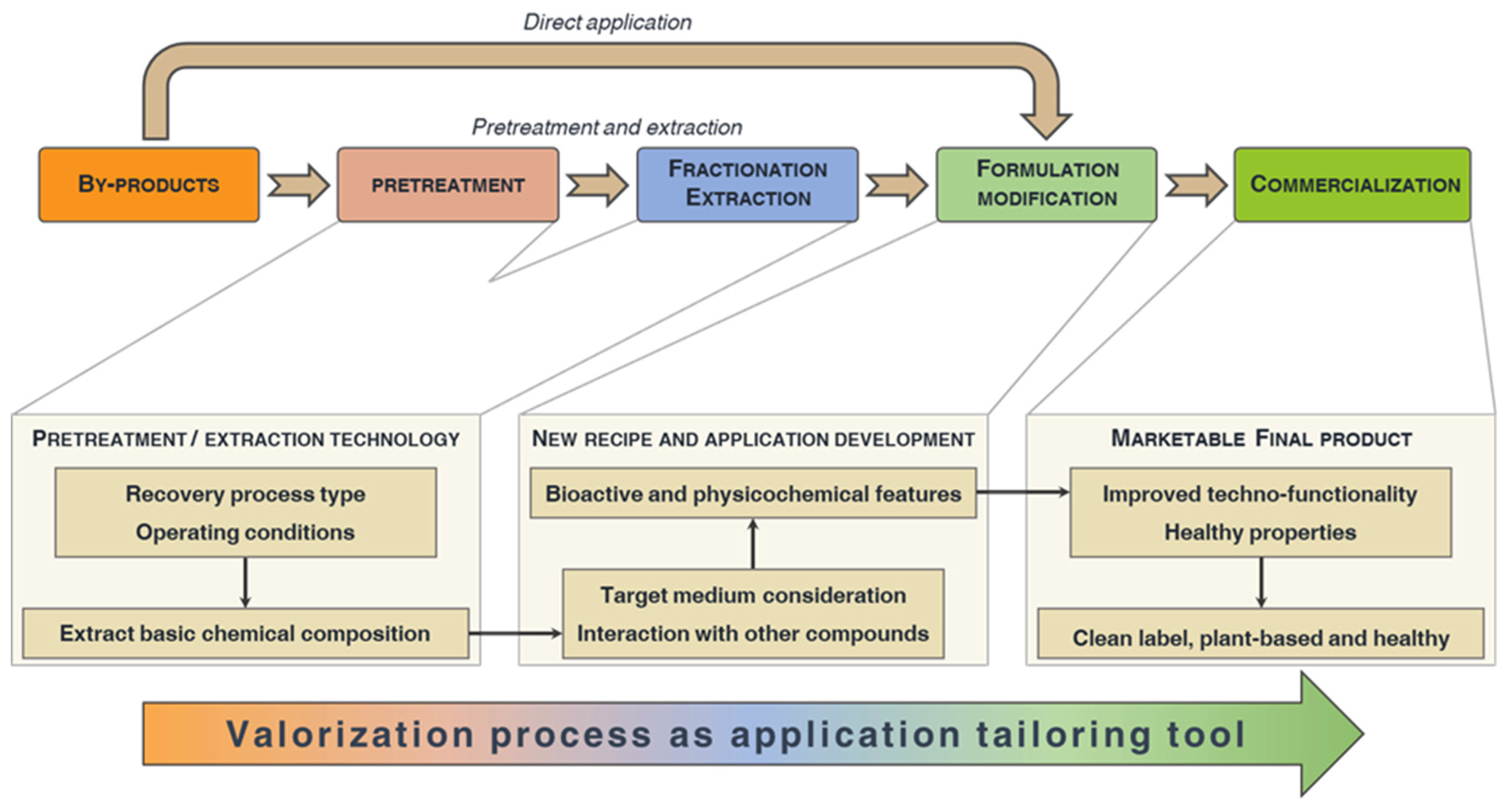{kind=link}
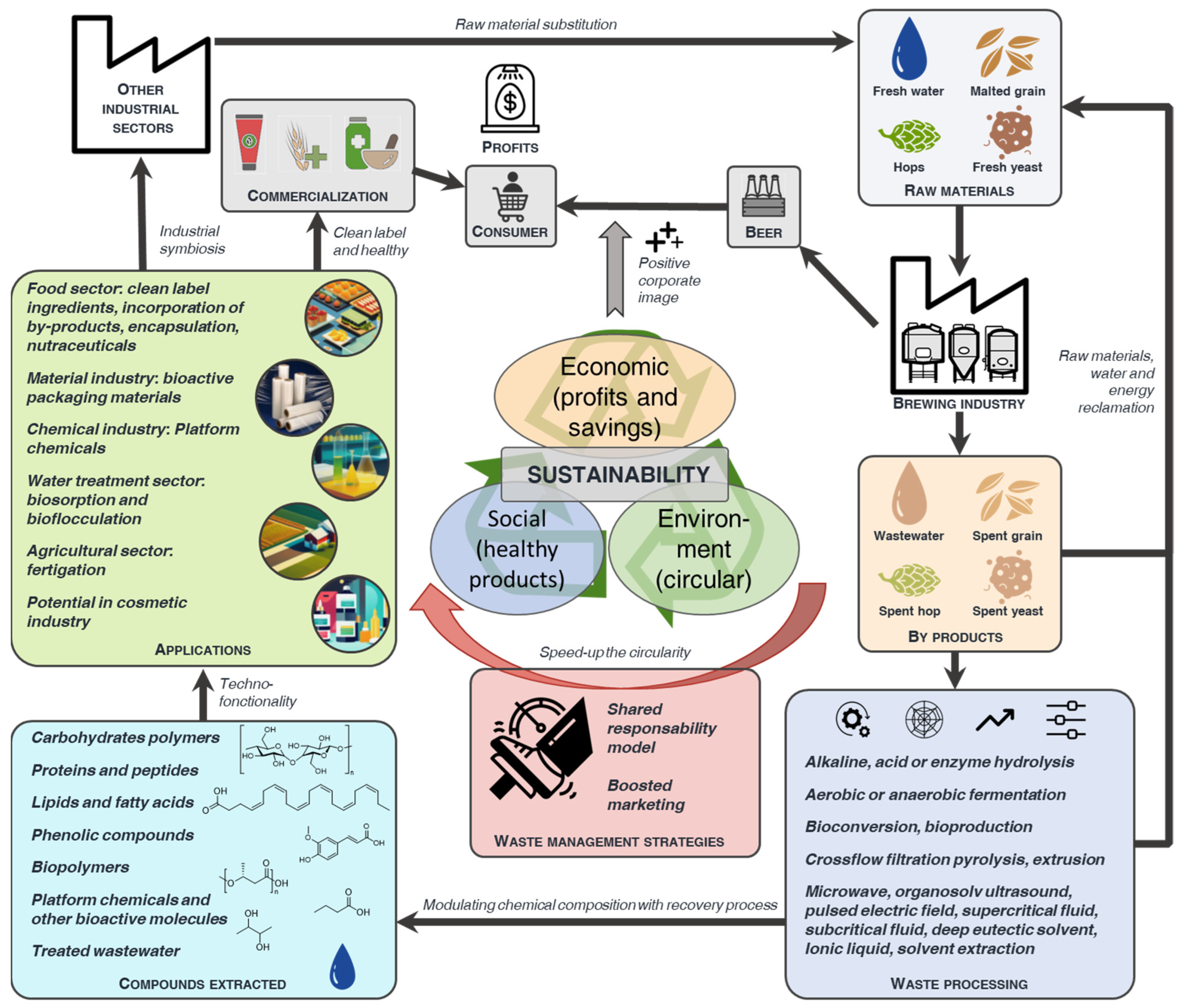{kind=link}
Table 1.
Recent advances in brewery by-product processing with the aim of biomolecules or biopolymers recovery.
Table 1.
Recent advances in brewery by-product processing with the aim of biomolecules or biopolymers recovery.
| By-Product | Target Compounds | Method | Operating Conditions | Outcome | Reference |
|---|---|---|---|---|---|
| BSG | Carbohydrates | Fungal solid-state fermentation, ionic liquid extraction and enzymatic hydrolysis | Fermentation: 30 °C; 1 × 106 gspore·gBSG−1 of Aspergillus brasiliensis; 5 d Extraction: 90 °C; 10 g of cholinium glycinate; 16 h Enzymatic hydrolysis: 50 °C; 160 rpm; 4 h | 24.12 ± 2.07 glucan, 54.37 ± 2.34 xylan and 57.04 ± 2.22% arabinan recovery yield Ionic liquid recovery with similar performances up to 5 cycles | [82] |
| BSG | Carbohydrates | Ionic liquid extraction | Extraction: 90 °C; 120 rpm; 5:100 BSG:IL (w:w) with cholinium glycinate ionic liquid; 16 h Antisolvent extraction: room temperature; 1:1 acetone:water (v:v); 30 min + centrifugation at 2755× g; 30 min + filtration 0.45 µm | 71% delignification with high glucan, xylan and arabinan recovery | [83] |
| BSG | Enzymes | Fungal solid-state fermentation | Fermentation: 25 °C; 75% relative humidity; 2 × 106 spore inoculate; 7 d Extraction: 1:5 BSG:water (w:v) | Aspergillus ibericus: 300–313 Uxylanase·gdryBSG−1 and 51–62 Ucellulase·gdryBSG−1 Aspergillus niger CECT2088: 94 ± 4 Uβ-glucosidase·gdryBSG−1 | [84] |
| BSG | Enzymes | Fungal solid-state fermentation | Pretreatment: 121 °C; 1% NaOH:water (w:v); 1 h + 98–100 °C in water; 1 h Fermentation: 30 °C; 80% relative humidity; 5 × 106 spore inoculate of A. niger CECT2070; 7 d Extraction: 1:10 BSG:water (w:v) with 50 mmol·L−1 citrate buffer at pH 4.8 | 1400.8 Uxylanase·gdryBSG−1 and 6.23 Ucellulase·gdryBSG−1 | [10] |
| BSG | Lignin | Deep eutectic solvent extraction | 120 °C; 5:1 lactic acid: choline chloride (mol:mol); 5 h | Lignin extraction yield of 54.4 ± 2.6% with >75% purity | [85] |
| BSG | Lignin | Deep eutectic solvent extraction | 80 °C; 1:20 biomass:DES (m:m); 1:10 choline chloride:lactic acid (mol:mol); 24 h | Lignin extraction yield of 39.3% with 53% of β-O-4 inter-unit bonds | [86] |
| BSG | Lignin and carbohydrates | Organosolv extraction and centrifugation | Organosolv pretreatment: 180 °C; 1:1 ethanol:water (v:v); 120 min Centrifugation: 4500× g; 5 min | Lignin fraction: 95% (w:w) with 58% yield Glucan (cellulose) fraction: 39% (w:w) with 60% yield | [87] |
| BSG | Phenolic compounds | Acid pretreatment and alkaline hydrolysis | Acid pretreatment: 120 °C; 0.2% sulfuric acid; 17 min Alkaline hydrolysis: 120 °C; 1:20 BSG:NaOH solution (w:v); 2% NaOH (w:v); 90 min Extraction: 35.4% HCl addition; 80% ethanol addition and evaporation | 1.185 mgGAE·gdryBSG−1 including 0.46 mg·gdryBSG−1 of ferulic acid extract | [88] |
| BSG | Phenolic compounds | Microwave assisted extraction | Microwave pretreatment: 600 W; 30 min Extraction: 80 °C; 1:30 BSG:solvent (w:v); 70:30 ethanol:water (v:v); 60 min | 13.23 mgferulicacidequivalent·gdryBSG−1 extract rich in ferulic and p-Coumaric acids | [89] |
| BSG | Phenolic compounds and proteins | Ultrasound assisted extraction | 47 °C; 20 kHz; 21.7 mLwater·gBSG−1; pulse mode (5 s/5 s); 0.5 h | Phenolic compounds: 3.28 ± 0.12 mgGAE·gdryBSG−1 Proteins: 82 ± 1 mgprotein·gdryBSG−1 | [50] |
| BSG | Phenolic compounds, fatty acids and nitrogen compounds | Pyrolysis | 25–700 °C; 1, 2 and 4 °C·min−1 heating rate; 50 mL·min−1 nitrogen flow | 13.94% phenolic compounds, 23.95% fatty acids and 25.10% nitrogen-compounds release | [90] |
| BSG | Platform chemical—2,3-Butanediol | Bacterial bioproduction | Pretreatment: 400 W; 10% BSG:water (w:v); 0.5% NaOH:water (v:v); 60 s Enzymatic hydrolysis: pH 6.0; 50 °C; 10% BSG:water (w:v); 2% enzyme:water (v:v) Culture: 30 °C; 180 rpm; Enterobacter ludwigii mutant strain inoculate; 12 h | batch: 16.4 gBDO·L−1 with 0.41 gBDO·gglucose−1 fed-batch: 118.5 gBDO·L−1 with 0.43 gBDO·gglucose−1 | [91] |
| BSG | Platform chemical—5-hydroxymethylfurfural | Subcritical water hydrolysis and liquid-liquid extraction | Subcritical water hydrolysis: 180 °C; 15 MPa; 22.5 gwater·gBSG−1; 5 mL·min−1 water flow Liquid-liquid extraction: pH 6.5; 35 °C; 1:2 hydrolysate:ethyl acetate (v:v) | 73.85% of dry BSG 5-hydroxymethylfurfural recovery | [92] |
| BSG | Platform chemical—itaconate | Fugal bioconversion | Hydroloysis pretreatment: 180 °C; 600 rpm; 1:8 BSG:water (w:v); 15 min Enzymatic hydrolysis: pH 7.5; 50 °C; 70 gdry matter·L−1 BSG:water (w:v); 25 rpm; 72 h Culture: pH 6.5; 30 °C; engineered Ustilago maydis; 120 rpm | 0.38 g·gcarbohydrates−1 itaconate productivity with 0.11 g·L−1·h−1 yield | [93] |
| BSG | Platform chemical—VFAs | Fermentation | pH 9.0; 35 °C; 1:5 anerobic sludge:BSG (volatile solids:volatile solids) inoculate; 10 d | 9258 mgVFA·L−1 with high acetic and butyric acids content | [43] |
| BSG | Platform chemical—Lactic acid | Simultaneous saccharification and fermentation | pH 5.5; 37 °C; 100 rpm; Lactobacillus pentosus TISTR 920 inoculate; cellulase and xylanase enzyme cocktail converted from BSG; 72 h | 59.3 ± 1.0 g·L−1 lactic acid production with 0.297 g·gBSG−1 yield | [94] |
| BSG | Polyhydroxyalkanoates or related biopolymer | Bacterial bioproduction | 50.12 gBSG·L−1; 0.22 gyeast extract·L−1; 24.06% (v:v) salt concentration; Bacillus sphaericus NCIM 2478 inoculate | 916.31 mg·L−1 of PHB | [95] |
| BSG | Polyhydroxyalkanoates or related biopolymer | Bacterial bioproduction | pH 8.0–8.8; room temperature; microbial mixed culture enriched with PHA accumulating organisms | 35.2 ± 5.5% (w:w) of PHA accumulated | [96] |
| BSG | Proteins | Alkaline extraction | pH 11.0; 60 °C; 1:17 BSG:water (w:v); 3 h with sequential centrifugation | 87% protein yield | [97] |
| BSG | Proteins and plateform chemical—VFAs | Alkaline pretreatment and fermentation | Alkaline pretreatment: 70 °C; 455 mbar; 10 gdryBSG in 100 mL of 0.18 molNaOH·L−1; 1 h Fermentation: pH 8.0; 20 °C; 0.67 gvolatilesolids,substrate·gvolatilesolids,inoculum−1 inoculate; 10 d | Amino acids recovery along with 6448.9 ± 328.9 mg·L−1 of VFA production with 54.0 ± 0.1 of long chain volatile fatty acids | [98] |
| BSG | Proteins and fibers | Enzymatic hydrolysis and sieving | Enzymatic hydrolysis: pH 8.0; 60 °C; 20 µLenzyme·gBSG−1; 4 h | Protein fraction: 42.8% (w:w) with 43.7% yield Fiber fraction: 80.4% (w:w) with 56.4% yield | [99] |
| BSH | Xanthohumol | Deep eutectic solvent extraction | Extraction:60 °C; BSH:DES 1:50 (w:w); choline chloride:propylene glycol 1:2 (mol:mol); 1 h Antisolvent extraction: water:DES 3:1 (v:w) | 2.30 mg·gBSH−1 of xanthohumol | [100] |
| BSH | Xanthohumol, terpene derivatives, α- and β-acids | Supercritical fluid extraction | 50 °C; 300 bar; 50 kgCO2·kgBSH−1 | Concentrate of xanthohumol, terpene derivatives, α- and β-acids with 11.4% yield with antibacterial, antiproliferative towards cancer cells | [101] |
| Trub | Biosurfactant | Bacterial bioconversion | 30 °C; 200 rpm; 4.18% (v:v) trub; 6 g·L−1 yeast extract; 0.8 g·L−1 peptone; Bacillus subtilis ATCC 6051 inoculate; 72 h | 62.74 ± 2.09 mg·L−1 of surfactin | [102] |
| Trub | Bitter substances | Cross-flow filtration | Microfiltration in diafiltration mode: 25 °C; 4–5 bar; 0.2 µm PVDF membrane Nanofiltration: 25 °C; 20 bar; 150–300 and 300–500 Da PIP membrane | Concentration of bitters substances: permeation of 81% with microfiltration and retention of 90% with nanofiltration | [11] |
| BSY | Amino acids, glutathione, protein, and β-glucans | Pulsed electric field assisted extraction, incubation and autolysis | Pulse electric field: 15 kV·cm−1; 39.8 to 159.3 µs Incubation: 25 °C; 24 h Autolysis: pH 7.0; 11 d | Amino acids: 114.91 ± 2.86; gluthatione: 7.08 ± 0.64; proteins 187.82 ± 3.75 in mg·gdryBSY−1 After incubation, β-glucans: 275–300 mg·gdryBSY−1; After autolysis, manose: 1.7–2.2 g·L−1 | [103] |
| BSY | Bioflocculant | Alkaline hydrolysis | 100 °C; 2 mol·L−1 NaOH; 2 times; 1 h | Fraction with 46% of proteins and 29% of carbohydrates used as bioflocculant: treatment of recalcitrant dyes from textile wastewater | [104] |
| BSY | Fatty acids | Algal bioproduction with dairy wastewater | Pretreatment: lactase and protease hydrolysis of dairy wastewater and mix with BSY Culture: 28 °C; 400 mgdry weight·L−1 Aurantiochytrium mangrovei inoculate; 15.34 gglucose·L−1; 3.22 gBSY·L−1 | Biomass production of 3.35 ± 0.08 g·L−1·d−1 with 38.9 ± 0.88% lipid and 29.8% docosahexaenoic acid of dry weight | [105] |
| BSY | Fatty acids and sterols | Fungal bioconversion | Incubation: 22–25 °C; 1:30 (v:v) Pleurotus ostreatus inoculate; 5–7 weeks Fruiting: 15 °C, 80–90% relative humidity | Lipids content: 89.5–173.5 µg·gbiomass−1 with high polyinsatured fatty acid content Phytosterols: 257–416 µg·gbiomass−1 | [106] |
| BSY | Peptides | Autolysis and enzymatic hydrolysis | Autolysis: 70 °C; 5 h Enzymatic hydrolysis: 70 °C; 4% (v:v) enzyme; 4.5 h | Antihypertensive biological activity peptides which can be concentrated by NF; final IC50: 75.1 ± 10.5 µgprotein·mL−1 | [107] |
| BSY | Peptides | Cross-flow filtration | pH 8.0; 50 °C; 5 bar; 30 kDa RC membrane | 66% peptide retention with limited fouling | [108] |
| BSY | Yeast extract | Flash hydrolysis | 240 °C; 10% dry yeast:water (w:v); 10 s | Yeast extract: 66.5% carbon, 70.4% nitrogen and 61.0% yeast recovery | [109] |
| BSY + BSG | Platform chemical—Lactic acid | BSY and BSG co-fermentation | Enzymatic pretreatment: hydrolysis at acid pH, addition of 50 gBSY·L−1 Fermentation: pH 6.2; 37 °C; 5% (v:v) of Lactobacillus rhamnosus ATCC 7469 inoculate; 36 h | 0.89 g·L−1·h−1 lactic acid productivity with 89% yield | [110] |
| BWW | Phenolic compounds | Algal bioproduction | Culture: 23–25 °C; 43.2 µmolphotons·m−2·s−1 fluorescent light; Scenedesmus obliquus Subcritical waster extraction: 200 °C; 35 bar; 1000 rpm; 1:10 biomass:water (w:v); 10 min | 1.016 ± 0.005 mgGAE·mL−1 of total phenolic content including 0.167 ± 0.003 mgcatechin equivalent·mL−1 of total flavonoids | [51] |
| BWW | Phenolic compounds | Cross-flow filtration | Ultrafiltration: variable pH; 60 °C; 2.2–2.3 bar; 5 m·s−1; 15 kDa TiO2-ZrO2 membrane Nanofiltration: variable pH; 50 °C; 23 bar; 600 L·h−1; 200 Da TFC membrane | Total phenolic content rejection: 8% and 0% during ultrafiltration and 84% and 88% during nanofiltration, for pH 6.5 and 13.5 respectively—mainly flavonoids compounds 0.167 ± 0.003 mgcatechin equivalent·mL−1 of total flavonoids | [111] |
| BWW | Phenolic compounds | Cross-flow filtration and ion-exchange process | Ultrafiltration: pH 6.5; 60 °C; 2.3 bar; 5 m·s−1; 15 kDa TiO2-ZrO2 membrane Ion-exchange: pH 6.5; 25 °C; 160 rpm; SCAV4 resin with OH− as counter ion; 50 gdryresin·L−1; 24 h | Adsorption capacity: 35.4 ± 0.8 mg mggallicacid equivalent·L−1 (corresponding to 84% of initial phenolic compounds) with a selectivity factor of 5.86 ± 0.97 compared to carbohydrates | [112] |
| BWW | Platform chemical—Volatile fatty acids | Co-fermentation with cheese whey | pH 6.0; 40 °C; 100 gCOD·L−1; 4 d hydraulic residence time | 16 g·L−1·d−1 of total carboxylic acids with 0.66 gCODdigested·gCODfed−1 yield | [113] |
| BWW | Polyhydroxyalkanoates or related biopolymer | Bacterial bioproduction | 30 °C; 200 rpm; Cupriavidus necator inoculate; 5 d | P3HB-co-P3HV copolymer with 2.3 and 0.65 g·L−1 of P3HB and P3HV respectively | [114] |
| BWW | Polyhydroxyalkanoates or related biopolymer | Bacterial bioproduction | Fed batch of acidified or anaerobically treated brewery wastewater: 30 °C; microbial mixed culture enriched with PHA accumulating organisms; 105 d | 44% (w:w) of PHA accumulated | [115] |
| BWW | Proteins, carbohydrates and bioactive compounds | Photosynthetic bacterial bioproduction | 5–32 °C; 125 W·m−2; 1.0 g·L−1·d−1 organic loading rate; 1200 mg·L−1 inoculate size; 72 h HRT; 440 d | 483.5 mg·Leffluent−1·d−1 biomass production with 420.9 protein, 177.6 polysaccharides, 2.53 carotenoid, 10.75 bacteriochlorophyll and 38.6 mg gbiomass−1 coenzyme Q10 | [116] |
AD: Anaerobic Digestion; BDO: 2,3-Butanediol; BSG: Brewers’ Spent Grain; BSH: Brewers’ Spent Hop; BSY: Brewers’ Spent Yeast; BWW: Brewery Wastewater; DES: Deep Eutectic Solvent; GAE: Gallic Acid Equivalent; IL: Ionic Liquid; PHA: Polyhydroxyalkanoates; PHB: Polyhydroxybutyrate; VFAs: Volatile Fatty Acids.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pasquet, P.-L.; Villain-Gambier, M.; Trébouet, D. By-Product Valorization as a Means for the Brewing Industry to Move toward a Circular Bioeconomy. Sustainability 2024, 16, 3472. https://doi.org/10.3390/su16083472
AMA Style
Pasquet P-L, Villain-Gambier M, Trébouet D. By-Product Valorization as a Means for the Brewing Industry to Move toward a Circular Bioeconomy. Sustainability. 2024; 16(8):3472. https://doi.org/10.3390/su16083472
Chicago/Turabian StylePasquet, Paul-Loup, Maud Villain-Gambier, and Dominique Trébouet. 2024. "By-Product Valorization as a Means for the Brewing Industry to Move toward a Circular Bioeconomy" Sustainability 16, no. 8: 3472. https://doi.org/10.3390/su16083472
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.