Influence of the Heat Dissipation Mode of Long-Flute Cutting Tools on Temperature Distribution during HFCVD Diamond Films

Abstract
:1. Introduction
2. Simulation Details and Results
2.1. Model and Simulation Method
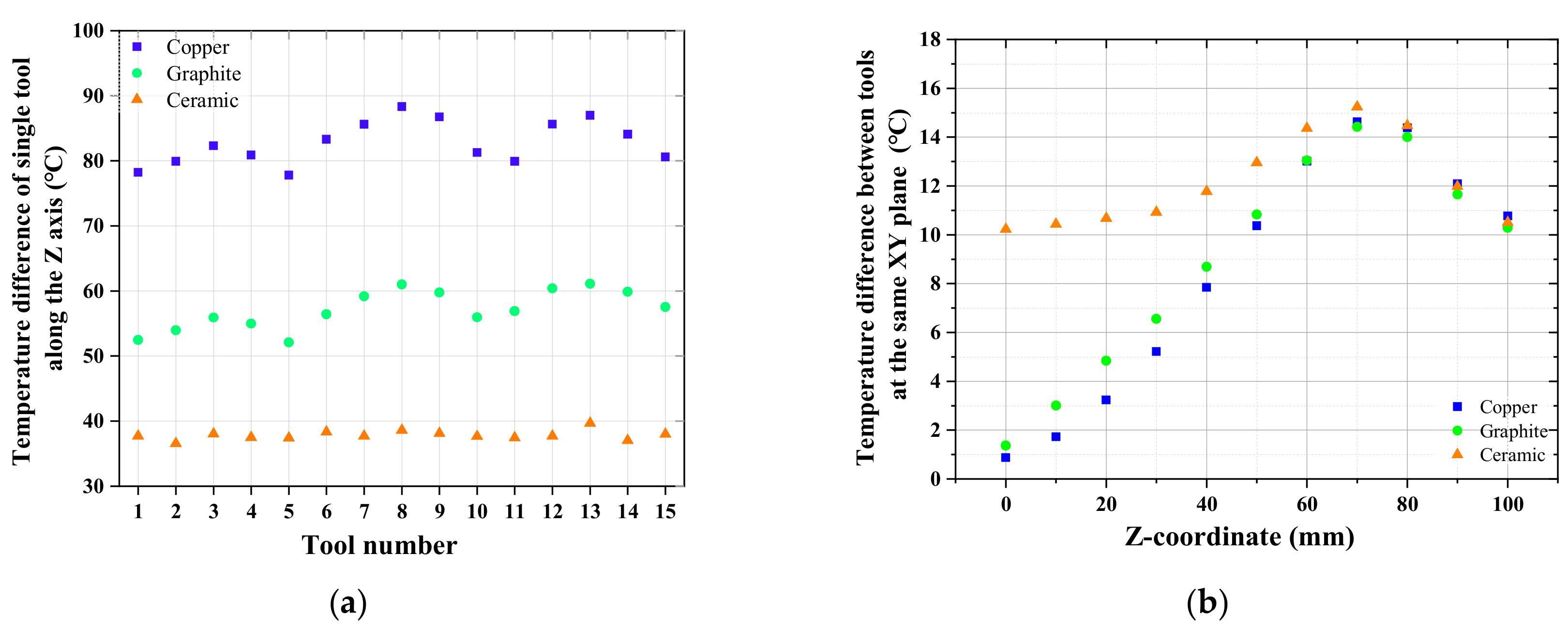
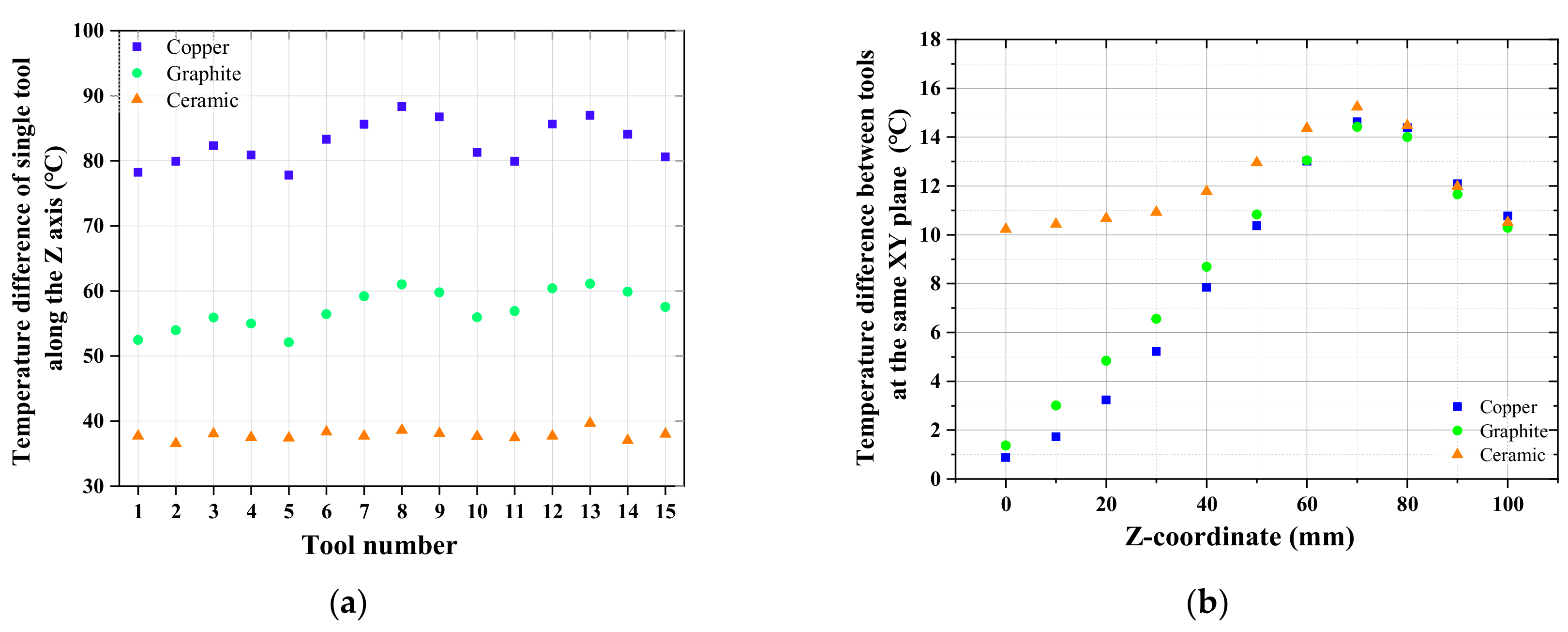
2.2. Simulation Results and Discussion
3. Deposition Experimental Details and Results
3.1. Experimental Details
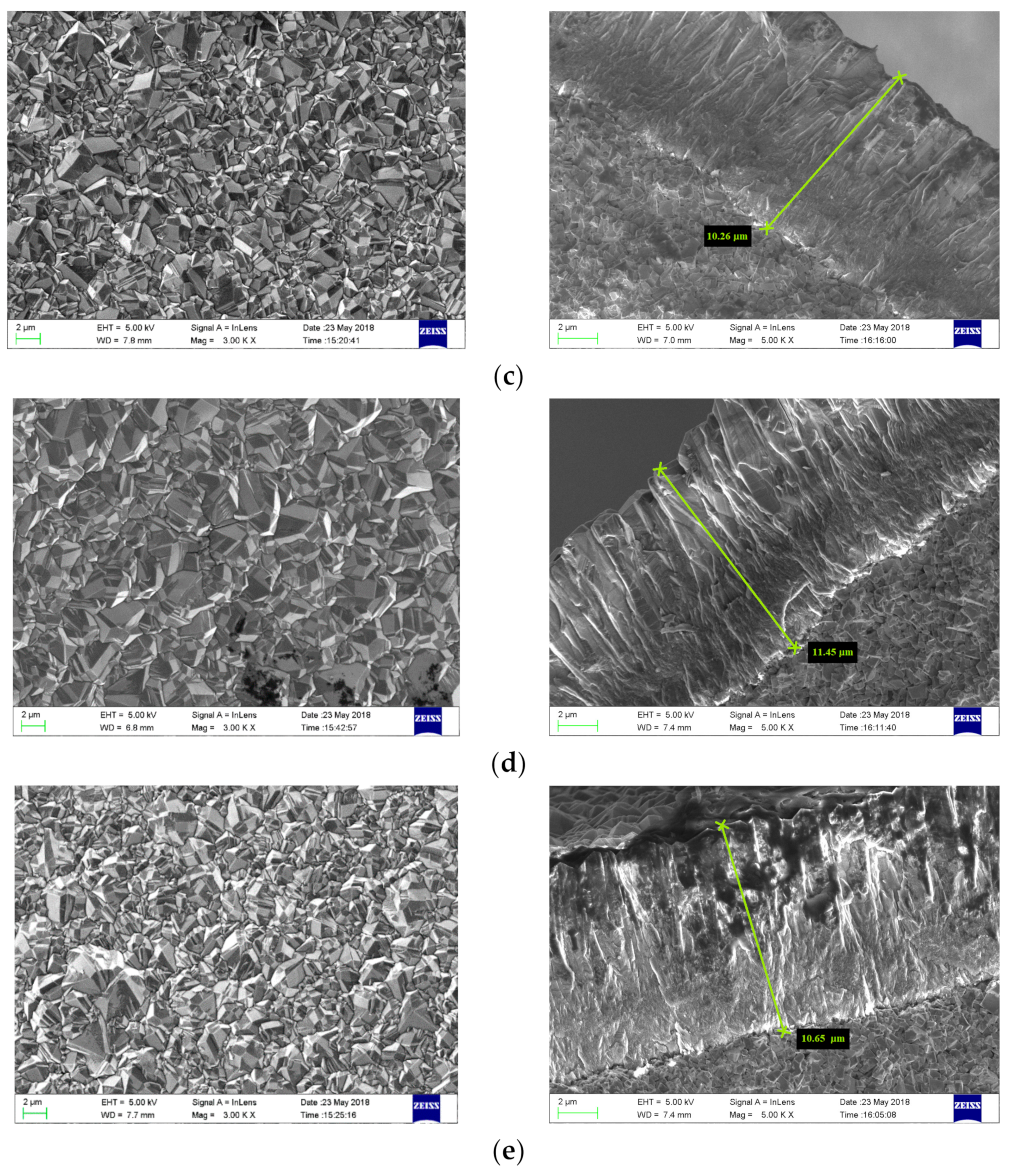
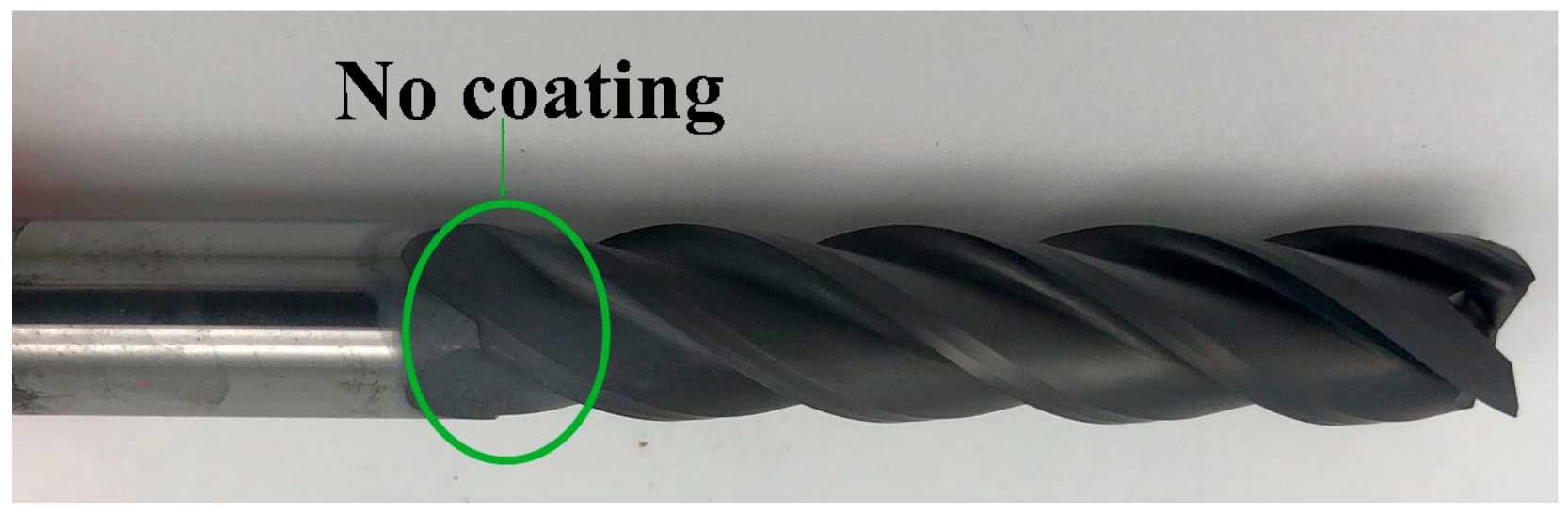
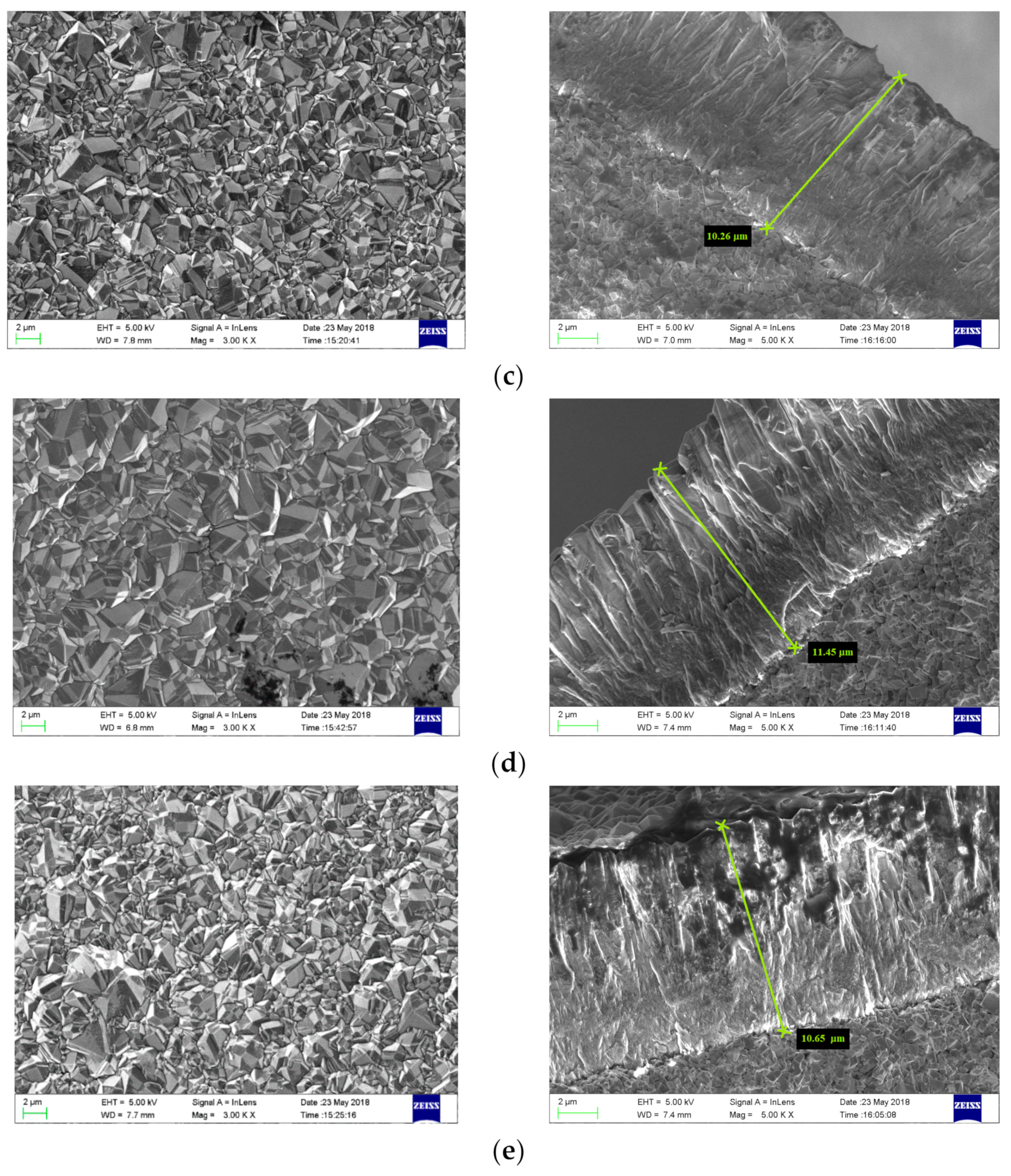
3.2. Characterization of As-Fabricated Diamond Films
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gäbler, J.; Schäfer, L.; Westermann, H. Chemical vapour deposition diamond coated microtools for grinding, milling and drilling. Diam. Relat. Mater. 2000, 9, 921–924. [Google Scholar] [CrossRef]
- Gicquel, A.; Hassouni, K.; Silva, F.; Achard, J. CVD diamond films: From growth to applications. Curr. Appl. Phys. 2001, 1, 479–496. [Google Scholar] [CrossRef]
- Arumugam, P.U.; Malshe, A.P.; Batzer, S.A. Dry machining of aluminum–silicon alloy using polished CVD diamond-coated cutting tools inserts. Surf. Coat. Technol. 2006, 200, 3399–3403. [Google Scholar] [CrossRef]
- Chou, Y.K.; Liu, J. CVD diamond tool performance in metal matrix composite machining. Surf. Coat. Technol. 2005, 200, 1872–1878. [Google Scholar] [CrossRef]
- Almeida, F.A.; Sacramento, J.; Oliveira, F.J.; Silva, R.F. Micro-and nano-crystalline CVD diamond coated tools in the turning of EDM graphite. Surf. Coat. Technol. 2008, 203, 271–276. [Google Scholar] [CrossRef]
- Song, G.H.; Sun, C.; Huang, R.F.; Wen, L.S.; Shi, C.X. Heat transfer simulation of HFCVD and fundamentals of diamond vapor growth reactor designing. Surf. Coat. Technol. 2000, 131, 500–505. [Google Scholar] [CrossRef]
- Vispute, R.; Seiser, A.; Lee, G.; Dozier, J.; Feldman, J.; Robinson, L.; Zayac, B. Grobicki, A. Compact and Efficient HFCVD for Electronic Grade Diamond and Related Materials. MRS Online Proc. Libr. Arch. 2009, 1203, J17–J25. [Google Scholar]
- Wang, X.; Wang, C.; Sun, F.; Ding, C. Simulation and experimental researches on HFCVD diamond film growth on small inner-hole surface of wire-drawing die with no filament through the hole. Surf. Coat. Technol. 2018, 339, 1–13. [Google Scholar] [CrossRef]
- Sun, F.H.; Zhang, Z.M.; Chen, M.; Shen, H.S. Improvement of adhesive strength and surface roughness of diamond films on Co-cemented tungsten carbide tools. Diam. Relat. Mater. 2003, 12, 711–718. [Google Scholar] [CrossRef]
- Wang, A.; Sun, C.; Wang, B.; Gong, J.; Huang, R.; Wen, L. Simulations of temperature field in HFCVD diamond films with large area. Jinshu Xuebao/Acta Metallurg. Sin. 2001, 37, 1217–1222. [Google Scholar]
- Song, G.H.; Sun, C.; Huang, R.F.; Wen, L.S. Simulation of the influence of the filament arrangement on the gas phase during hot filament chemical vapor deposition of diamond films. J. Vac. Sci. Technol. A Vac. Surf. Film. 2000, 18, 860–863. [Google Scholar] [CrossRef]
- Wolden, C.; Mitra, S.; Gleason, K.K. Radiative heat transfer in hot-filament chemical vapor deposition diamond reactors. J. Appl. Phys. 1992, 72, 3750–3758. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, T.; Shen, B.; Zhang, J.; Sun, F. Simulation and experimental research on the substrate temperature distribution in HFCVD diamond film growth on the inner hole surface. Surf. Coat. Technol. 2013, 219, 109–118. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, J.; Shen, B.; Sun, F. Simulation of temperature and gas density field distribution in diamond films growth on silicon wafer by hot filament CVD. J. Cryst. Growth 2012, 343, 55–61. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, T.; Wang, X.; Shen, B.; Sun, F. Simulation and experimental studies on substrate temperature and gas density field in HFCVD diamond films growth on WC-Co drill tools. Surf. Rev. Lett. 2013, 20, 1350020. [Google Scholar] [CrossRef]
- Zhang, T.; Feng, Q.; Yu, Z.; Zhang, L.; Sun, F. Effect of mechanical pretreatment on nucleation and growth of HFCVD diamond films on cemented carbide tools with a complex shape. Int. J. Refract. Met. Hard Mater. 2019, 84, 105016. [Google Scholar] [CrossRef]
- Barbosa, D.C.; Almeida, F.A.; Silva, R.F.; Ferreira, N.G.; Trava-Airoldi, V.J.; Corat, E.J. Influence of substrate temperature on formation of ultrananocrystalline diamond films deposited by HFCVD argon-rich gas mixture. Diam. Relat. Mater. 2009, 18, 1283–1288. [Google Scholar] [CrossRef]
- Zhang, Z.M.; Shen, H.S.; Sun, F.H.; He, X.C.; Wan, Y.Z. Fabrication and application of chemical vapor deposition diamond-coated drawing dies. Diam. Relat. Mater. 2001, 10, 33–38. [Google Scholar] [CrossRef]
- Fraga, M.A.; Contin, A.; Rodríguez, L.A.A.; Vieira, J.; Campos, R.A.; Corat, E.J.; Trava-Airoldi, V.J. Nano- and microcrystalline diamond deposition on pretreated WC–Co substrates: Structural properties and adhesion. Mater. Res. Express 2016, 3, 025601. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Density [kg/m3] | Thermal Conductivity [W/(m·k)] | Cp [J//(kg·k)] |
|---|---|---|---|
| H2 | incompressible-ideal-gas | 0.1672 | 14283 |
| CH4 | 2090 | 129 | 710 |
| Ta (Hot filament) | 2330 | 149 | 703 |
| Ceramics (Holder) | 15500 | 63 | 185 |
| Graphite (Holder) | 2250 | 151 | 710 |
| Cu (Holder) | 8978 | 388 | 381 |
| Parameters | Nucleation Parameters | Growth Parameters |
|---|---|---|
| The ratio of CH4 to H2 | 2.0 % | 1.5 % |
| Pressure (Kpa) | 2 | 2 |
| Substrate temperature (°C) | 830 | 930 |
| Filament temperature (°C) | 2000 ± 200 | 2200 ± 200 |
| Duration (min) | 30 | 360 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, T.; Qian, Y.; Wang, S.; Huang, G.; Zhang, L.; Xue, Z. Influence of the Heat Dissipation Mode of Long-Flute Cutting Tools on Temperature Distribution during HFCVD Diamond Films. Crystals 2019, 9, 394. https://doi.org/10.3390/cryst9080394
Zhang T, Qian Y, Wang S, Huang G, Zhang L, Xue Z. Influence of the Heat Dissipation Mode of Long-Flute Cutting Tools on Temperature Distribution during HFCVD Diamond Films. Crystals. 2019; 9(8):394. https://doi.org/10.3390/cryst9080394
Chicago/Turabian StyleZhang, Tao, Yizheng Qian, Shu Wang, Guodong Huang, Lijun Zhang, and Zhe Xue. 2019. "Influence of the Heat Dissipation Mode of Long-Flute Cutting Tools on Temperature Distribution during HFCVD Diamond Films" Crystals 9, no. 8: 394. https://doi.org/10.3390/cryst9080394