
Microwave Modification of an Epoxy Basalt-Filled Oligomer to Improve the Functional Properties of a Composite Based on It
 , , ,
, , ,
Abstract
:1. Introduction
- The modifying effect of microwave EMF affects the “oligomer-hardener” system, i.e., electrophysical impact directly affects the curing process;
- Microwave heat treatment of a cured epoxy composite.
2. Materials and Methods
2.1. Materials
2.2. Technique for Preparing Samples of Epoxy Basalt-Filled Oligomer for Processing in a Microwave Electromagnetic Field
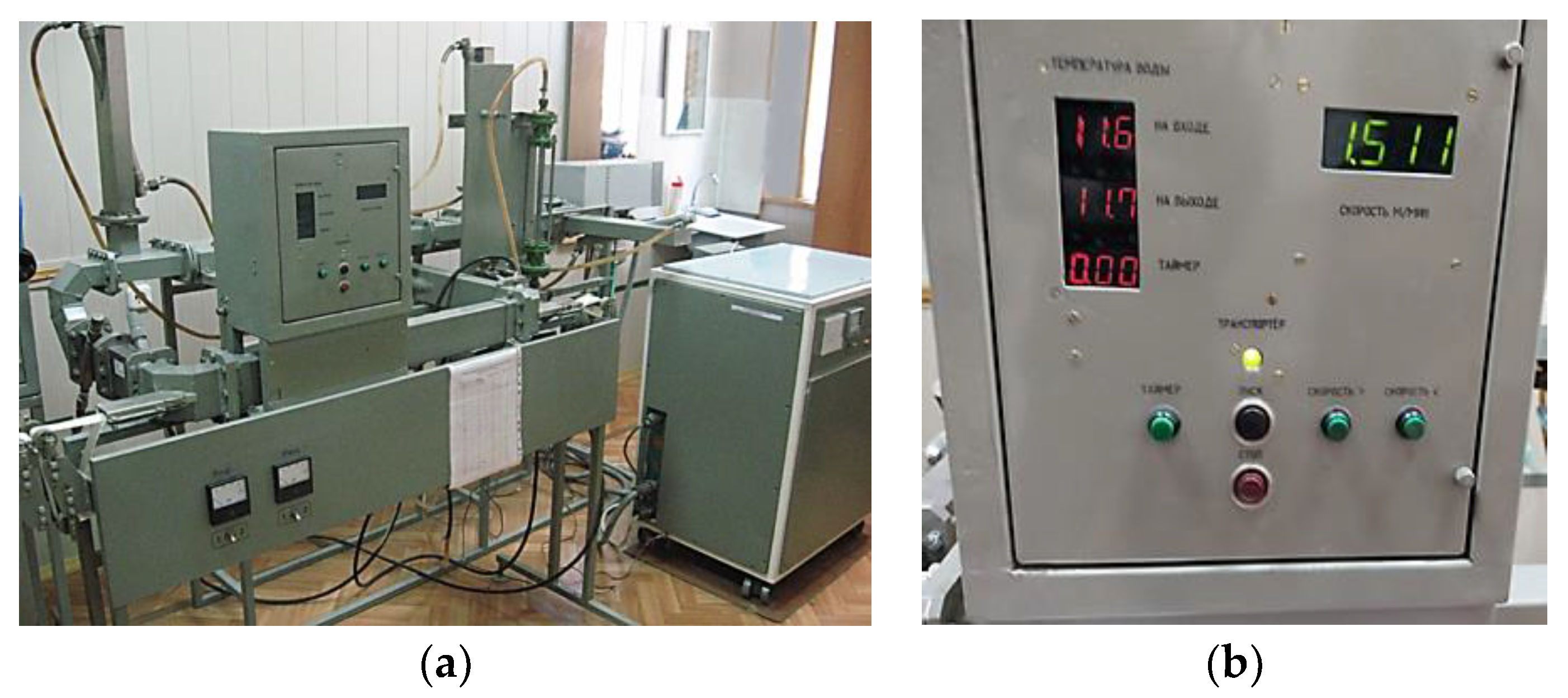
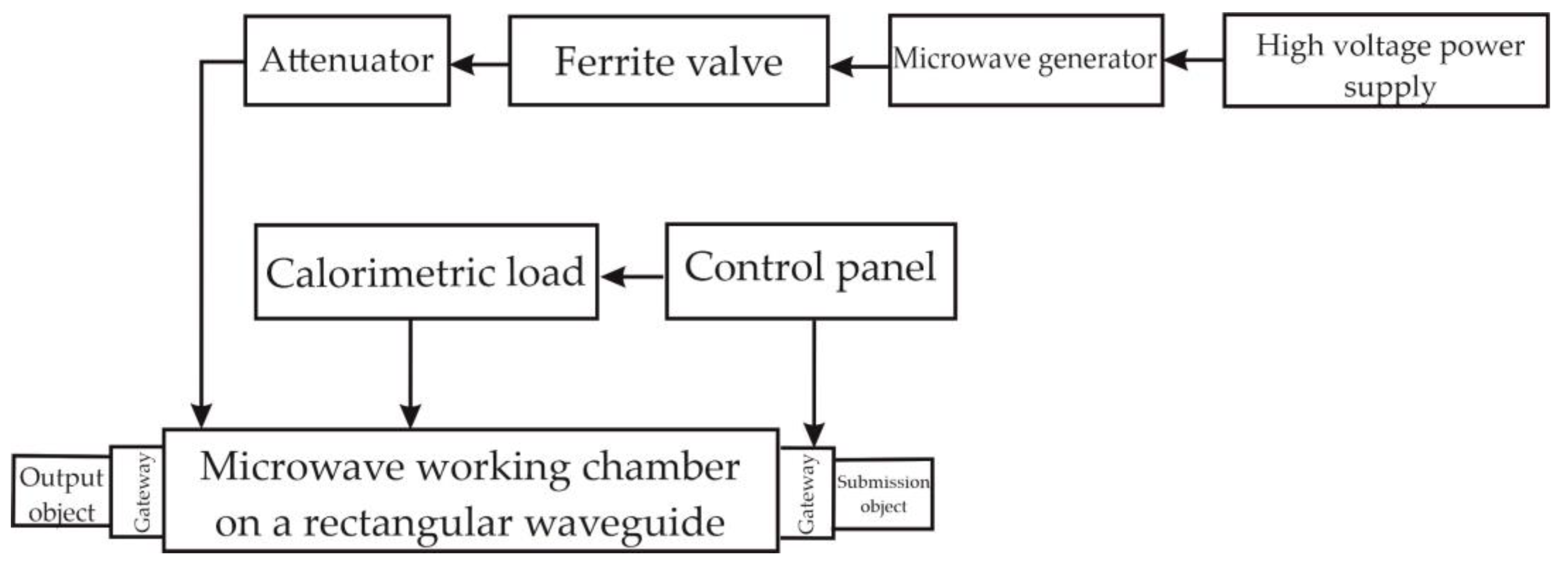
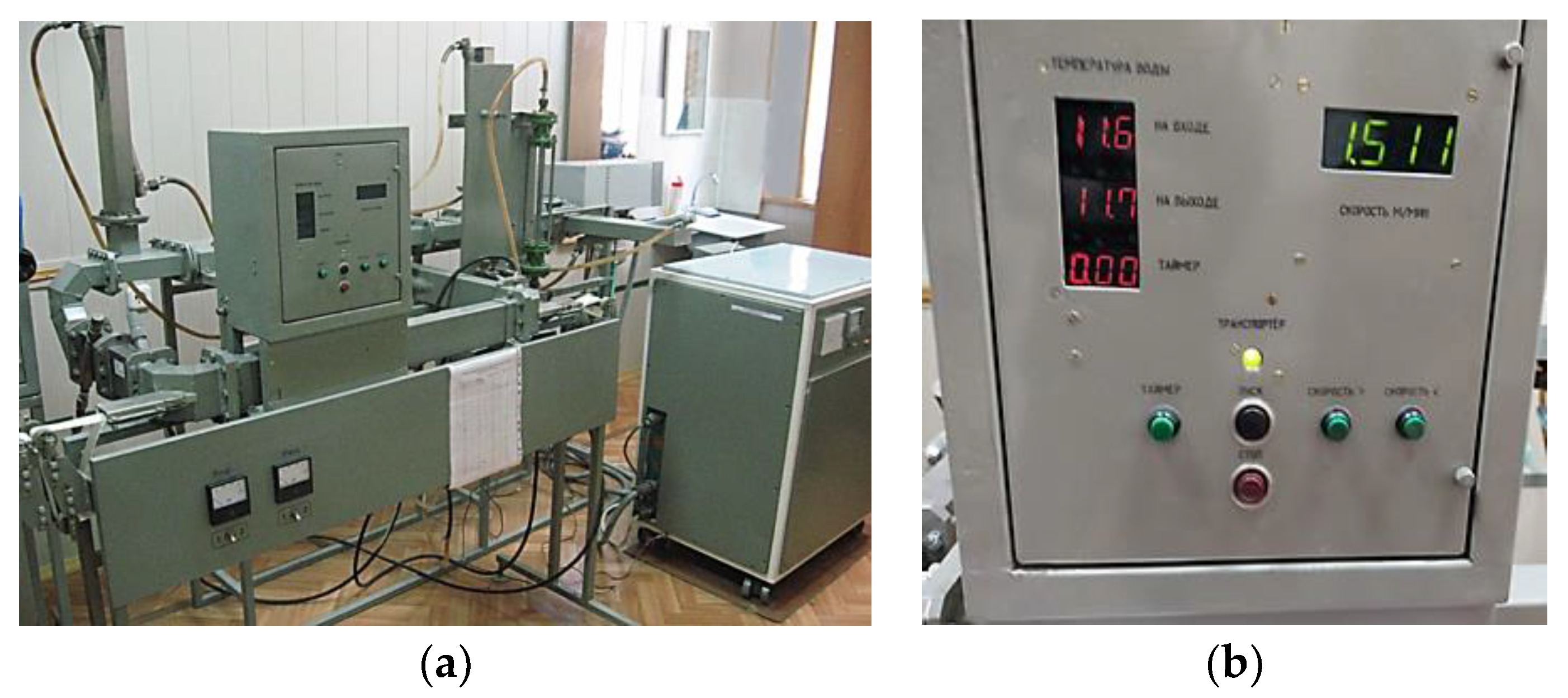
2.3. Equipment for Experimental Research
- It is one of the frequencies allowed by international agreements and the most commonly used in technological installations;
- Application of other frequencies (433 and 915 MHz) would require the use of larger amounts (expenses) of samples at this stage of research.
2.4. Testing of the Composites
3. Results
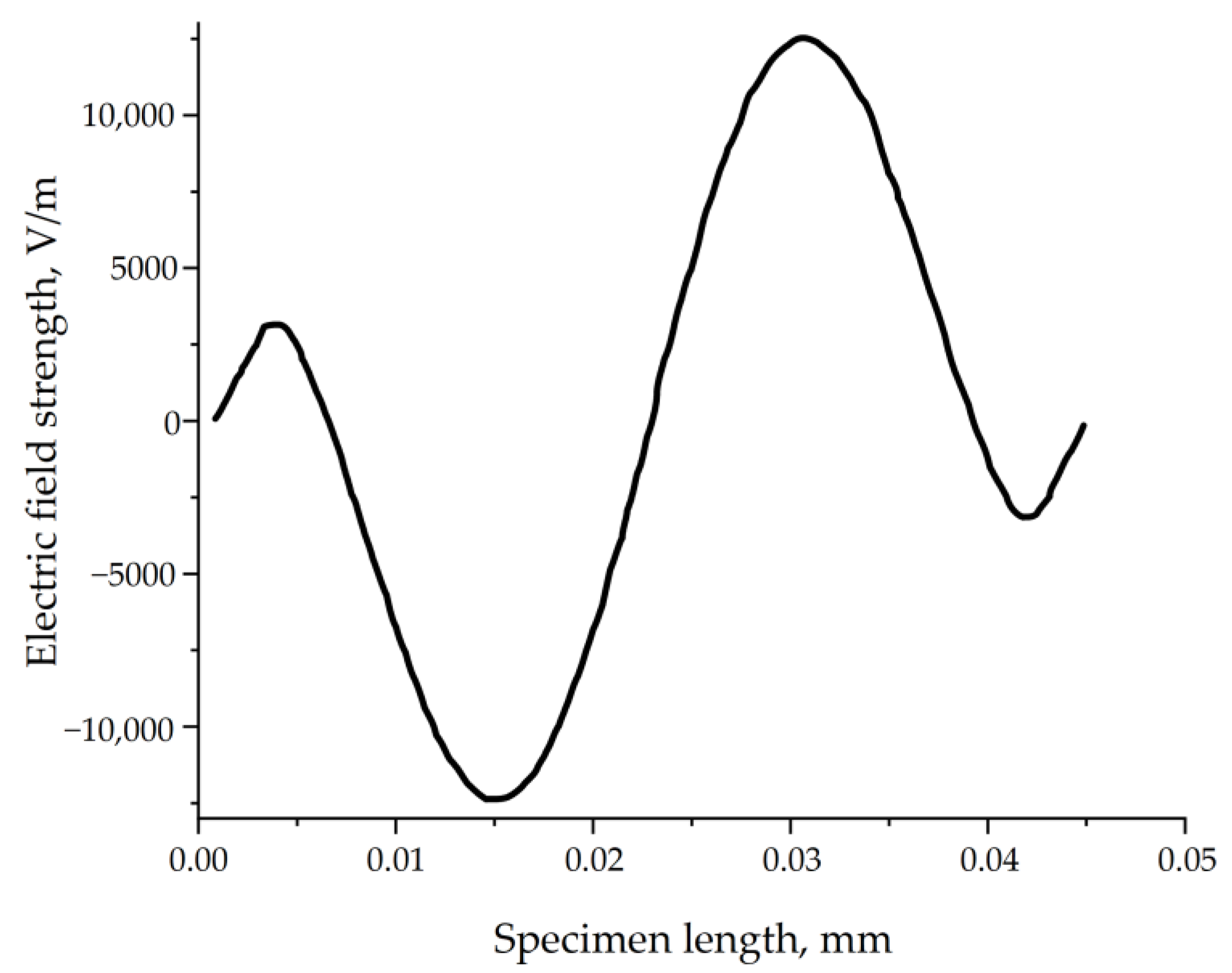
3.1. Choice of Modes of Microwave Electromagnetic Field Effect on the Basalt-Filled Epoxy Oligomer
- -
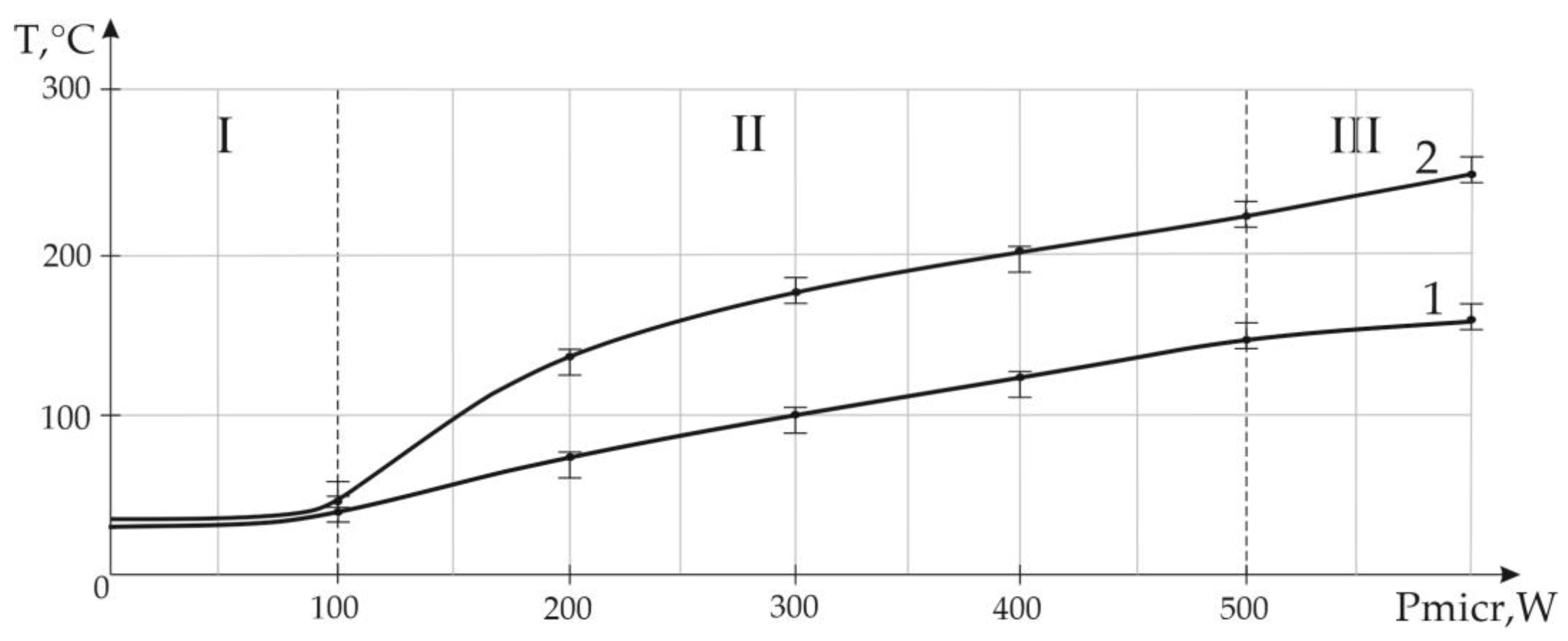
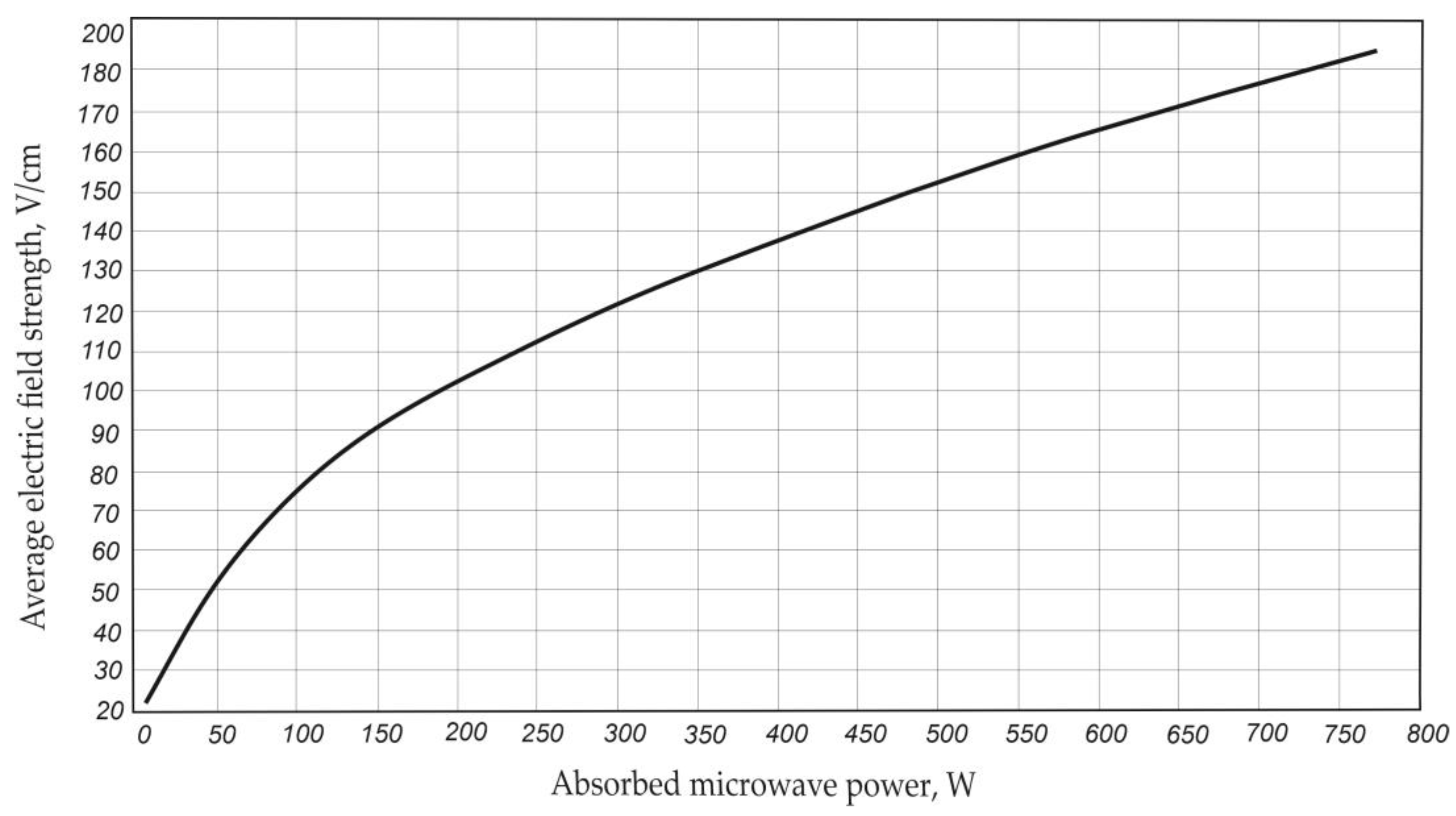
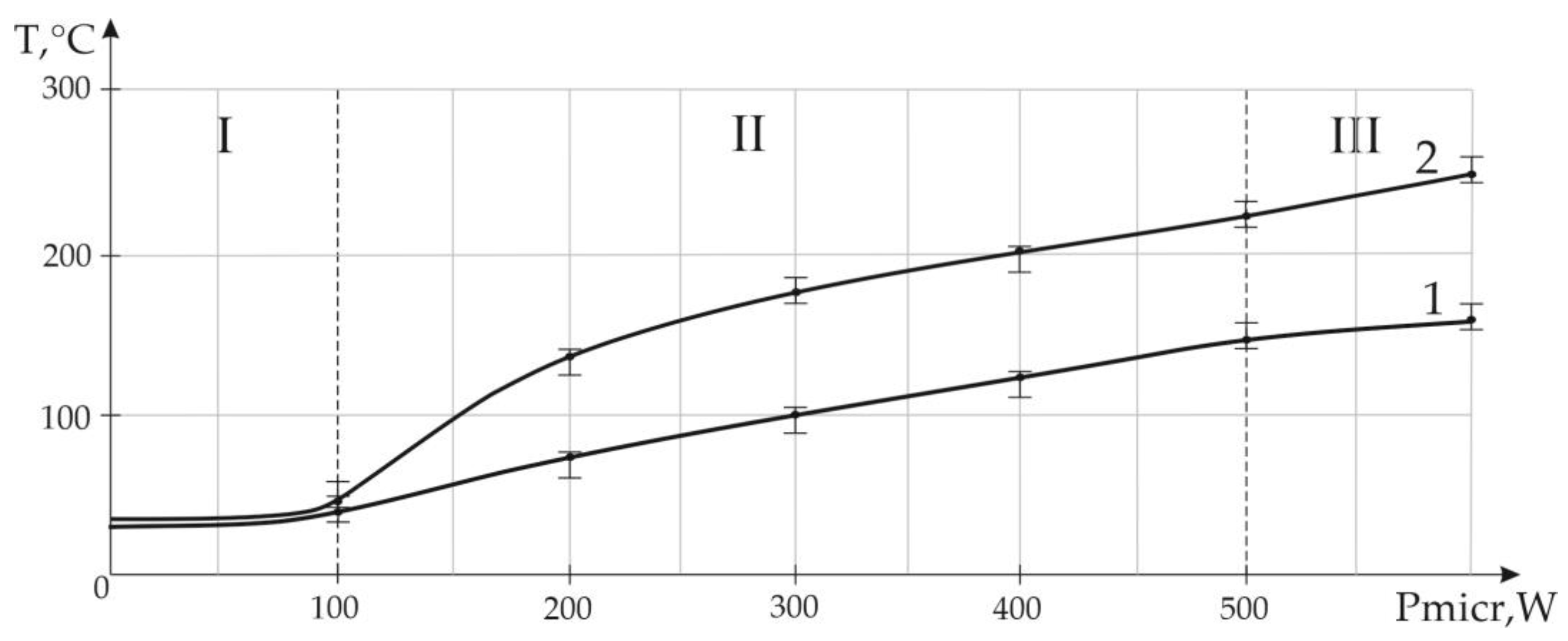
- The area of “non-thermal” effect corresponding to a slight heating of the EBO by 3–4 ° C at a low level of absorbed microwave power of 51 W (Figure 9, region I);
- -
- The second characteristic area of the thermal effect corresponds to the level of the absorbed EBO power from 142 W to 239 W and a significant increase in temperature up to 190 °C (Figure 9, region II);
- -
- The third area is the area of thermal destruction when the temperature approaches the decomposition temperature of the oligomer at the absorbed power level of more than 348 W and an increase in temperature above 230 °C. So, the mode of area III is technologically unacceptable (Figure 9, area III).
3.2. The Physicochemical and Mechanical Properties of Epoxy Basalt-Filled Polymer Composite Material
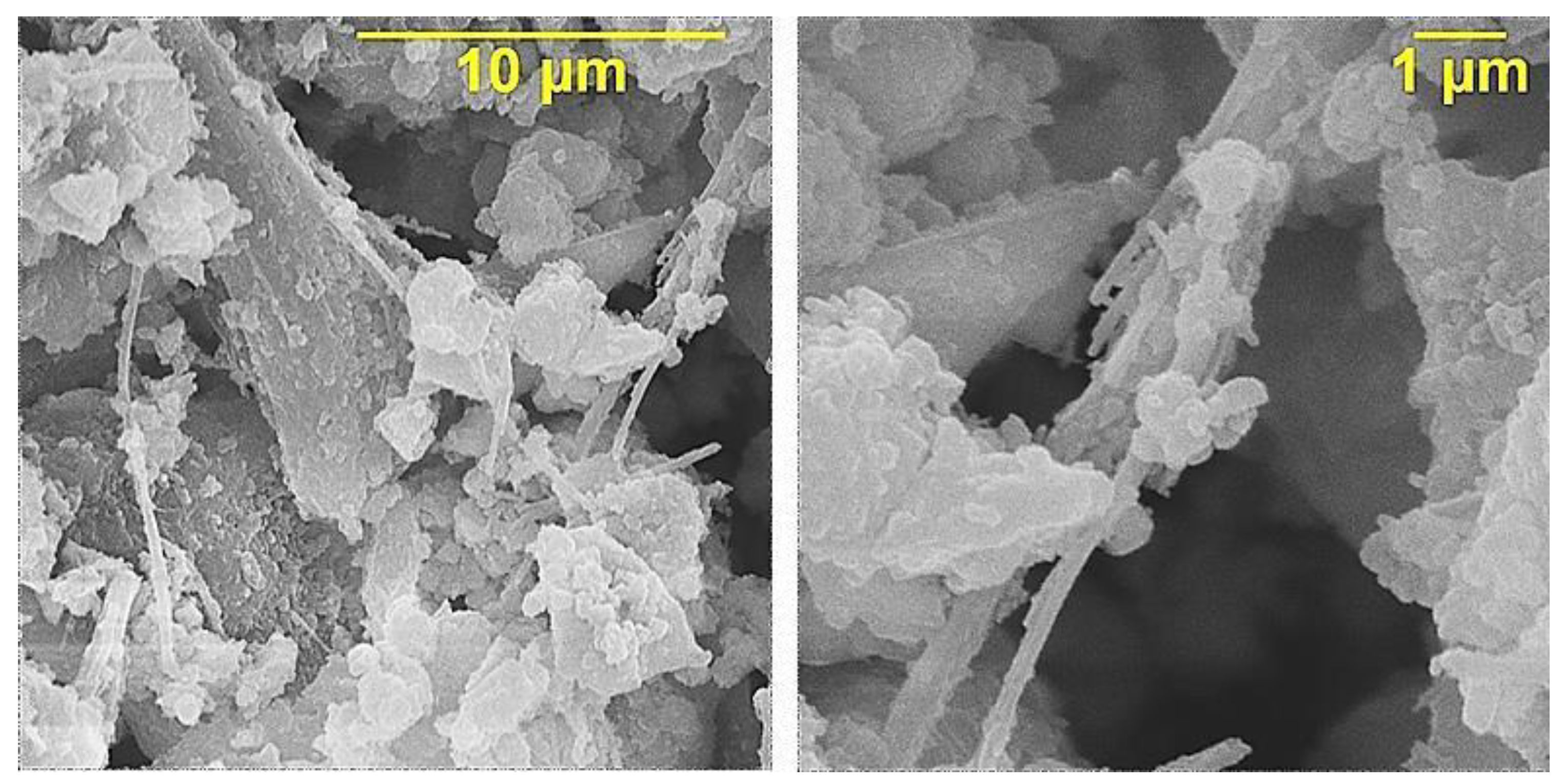
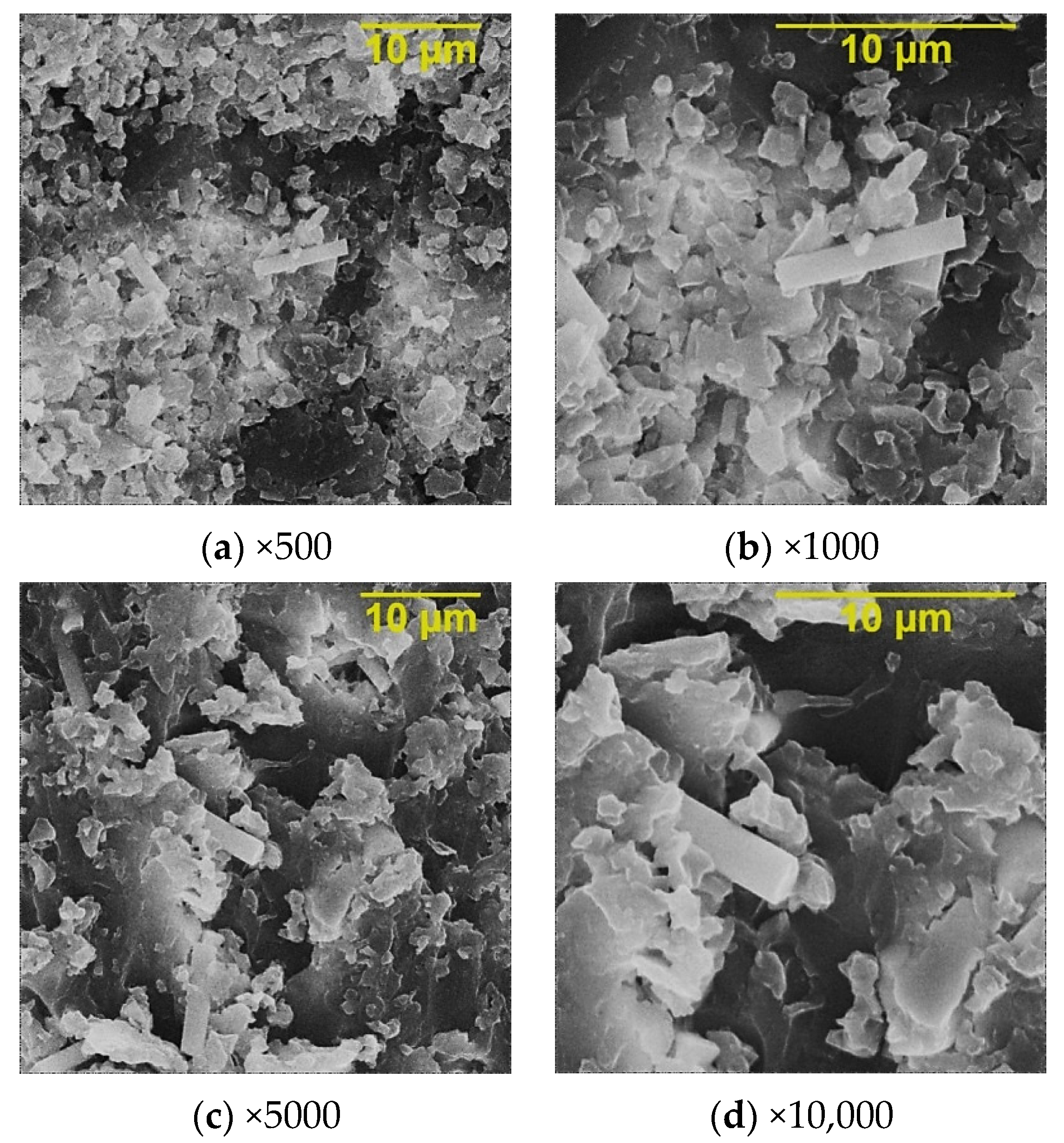
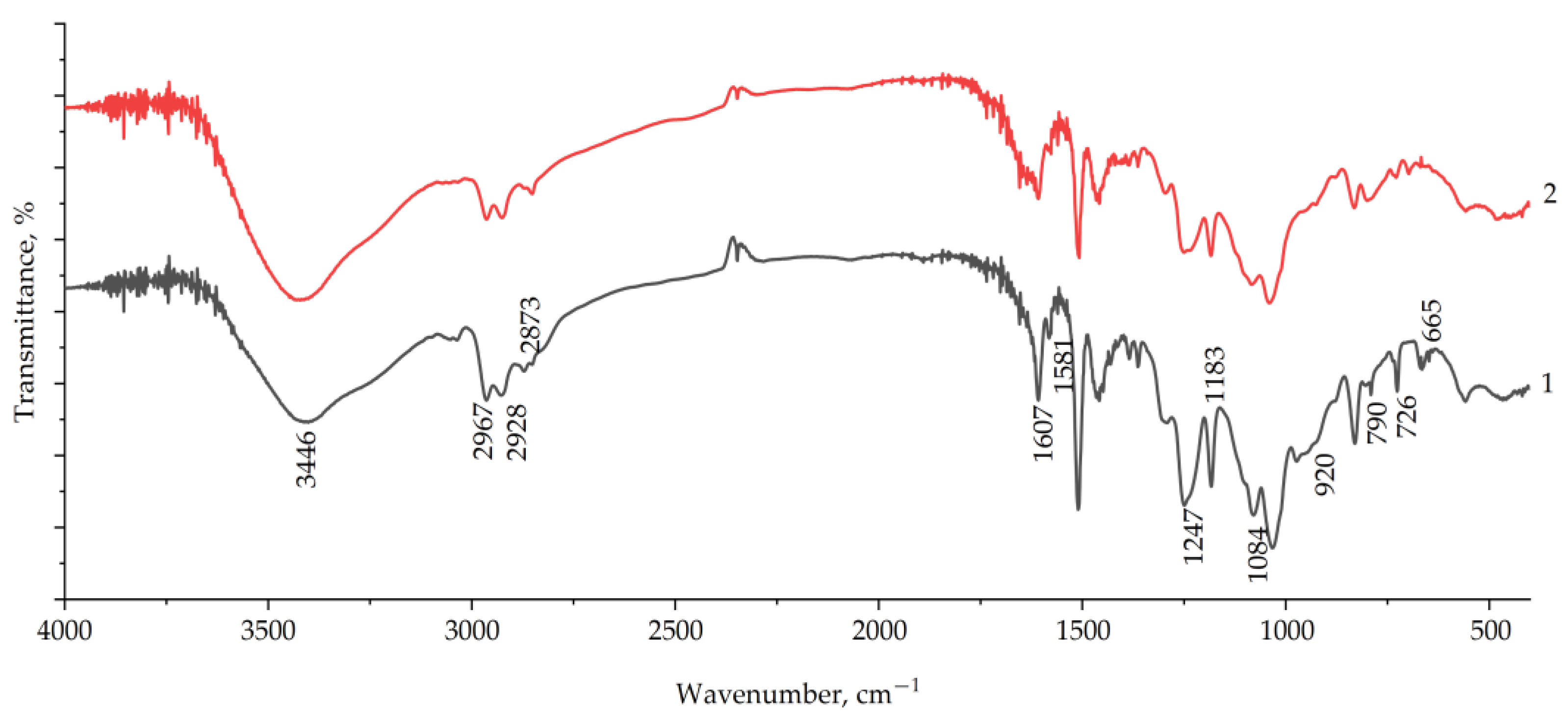
3.3. Influence of the Microwave Electromagnetic Field on the Structure of the Epoxy Basalt-Filled Oligomer
- -
- Volatilization of non-cross-linked epoxy groups;
- -
- Decomposition of the high molecular weight fraction with the release of carbon monoxide, methane, ethane, ethylene, propylene, acetone, formaldehyde, acetaldehyde and benzene.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Bogiatzidis, C.; Zoumpoulakis, L. Thermoset Polymer Matrix Composites of Epoxy, Unsaturated Polyester, and Novolac Resin Embedding Construction and Demolition Wastes powder: A Comparative Study. Polymers 2021, 13, 737. [Google Scholar] [CrossRef] [PubMed]
- Kong, L.B.; Li, Z.W.; Liu, L.; Huang, R.; Abshinova, M.A.; Yang, Z.H.; Tang, C.B.; Tan, P.K.; Deng, C.R.; Matitsine, S. Recent progress in some composite materials and structures for specific electromagnetic applications. Int. Mater. Rev. 2013, 58, 203–259. [Google Scholar] [CrossRef]
- Munonyedi, N.E. A fundamental review on composite materials and some of their applications in biomedical engineering. J. King Saud Univ. 2020, 33, 557–568. [Google Scholar]
- Mostovoi, A.S.; Yakovlev, E.A.; Burmistrov, I.N.; Panova, L.G. Use of Modified nanoparticles of potassium polytitanate and physical methods of modification of epoxy compositions for improving their operational properties. Russ. J. Appl. Chem. 2015, 88, 129–137. [Google Scholar] [CrossRef]
- Buketov, A.V.; Sapronov, O.O.; Brailo, M.V.; Maruschak, P.O.; Yakushchenko, S.V.; Panin, S.V.; Nigalatiy, V.D. Dynamics of destruction of epoxy composites filled with ultra-dispersed diamond under impact conditions. Mech. Adv. Mater. Struct. 2020, 27, 725–733. [Google Scholar] [CrossRef]
- Hu, J.H.; Shan, J.Y.; Wen, D.H.; Liu, X.X.; Zhao, J.Q.; Tong, Z. Flame retardant, mechanical properties and curing kinetics of DOPO-based epoxy resins. Polym. Degrad. Stab. 2014, 109, 218–225. [Google Scholar] [CrossRef]
- Mostovoy, A.S.; Nurtazina, A.S.; Burmistrov, I.N.; Kadykova, Y.A. Effect of Finely Dispersed Chromite on the Physicochemical and Mechanical Properties of Modified Epoxy Composites. Russ. J. Appl. Chem. 2018, 91, 1758–1766. [Google Scholar] [CrossRef]
- Rajawat, A.S.; Singh, S.; Gangil, B.; Ranakoti, L.; Sharma, S.; Asyraf, M.R.M.; Razman, M.R. Effect of Marble Dust on the Mechanical, Morphological, and Wear Performance of Basalt Fibre-Reinforced Epoxy Composites for Structural Applications. Polymers 2022, 14, 1325. [Google Scholar] [CrossRef]
- Pati, P.R.; Satpathy, M.P. Investigation on red brick dust filled epoxy composites using ant lion optimization approach. Polym. Compos. 2019, 40, 3877–3885. [Google Scholar] [CrossRef]
- Kumara, R.; Kumarb, K.; Sahooc, P.; Bhowmika, S. Study of mechanical properties of wood dust reinforced epoxy composite. Procedia Mater. Sci. 2014, 6, 551–556. [Google Scholar] [CrossRef]
- Hidalgo, P.; Salgado, L.; Ibacache, N.; Hunter, R. Influence of Biochar and Bio-Oil Loading on the Properties of Epoxy Resin Composites. Polymers 2023, 15, 1895. [Google Scholar] [CrossRef]
- Samsudin, S.S.; Abdul Majid, M.S.; Mohd Jamir, M.R.; Osman, A.F.; Jaafar, M.; Alshahrani, H.A. Physical Thermal Transport, and Compressive Properties of Epoxy Composite Filled with Graphitic- and Ceramic-Based Thermally Conductive Nanofillers. Polymers 2022, 14, 1014. [Google Scholar] [CrossRef]
- Starokadomsky, D.; Reshetnyk, M. Restorative Epoxy-Composite Materials with Micro-Nano-Dispersed Carbide Fillers (Si, Ti, Zr, Cr, Mo and Nb-carbides). Schol. Int. J. Chem. Mater. Sci. 2022, 5, 162–171. [Google Scholar] [CrossRef]
- Ye, G.; Huo, S.; Wang, C.; Song, P.; Fang, Z.; Wang, H.; Liu, Z. Durable flame-retardant, strong and tough epoxy resins with well-preserved thermal and optical properties via introducing a bio-based, phosphorus-phosphorus. Polym. Degrad. Stab. 2023, 207, 110235. [Google Scholar] [CrossRef]
- Xu, Y.; Yang, W.-J.; Zhou, Q.-K.; Gao, T.-Y.; Xu, G.-M.; Tai, Q.-L.; Zhu, S.-E.; Lu, H.-D.; Yuen, R.K.K.; Yang, W.; et al. Highly Thermo-Stable Resveratrol-Based Flame Retardant for Enhancing Mechanical and Fire Safety Properties of Epoxy Resins. Chem. Eng. J. 2022, 450, 138475. [Google Scholar] [CrossRef]
- Gao, T.-Y.; Wang, F.-D.; Xu, Y.; Wei, C.-X.; Zhu, S.-E.; Yang, W.; Lu, H.-D. Luteolin-Based Epoxy Resin with Exceptional Heat Resistance, Mechanical and Flame Retardant Properties. Chem. Eng. J. 2022, 428, 131173. [Google Scholar] [CrossRef]
- Studentsov, V.N.; Pyataev, I.V. Effect of vibration in processes of structure formation in polymers. Russ. J. Appl. Chem. 2014, 87, 352–354. [Google Scholar] [CrossRef]
- Menéndez, J.A.; Arenillas, A.; Fidalgo, B.; Fernández, Y.; Zubizarreta, L.; Calvo, E.G.; Bermúdez, J.M. Microwave heating processes involving carbon materials. Fuel Process. Technol. 2010, 91, 1–8. [Google Scholar] [CrossRef]
- Kwak, M. Microwave Curing of Carbon-Epoxy Composites: Process Development and Material Evaluation. Doctor’s Thesis, Imperial College London, London, UK, 2016. [Google Scholar]
- Choi, W.-J.; Lee, S.-Y.; Park, S.-J. Effect of Ambient Plasma Treatments on Thermal Conductivity and Fracture Toughness of Boron Nitride Nanosheets/Epoxy Nanocomposites. Nanomaterials 2023, 13, 138. [Google Scholar] [CrossRef]
- Livshits, A.V.; Filippenko, N.G.; Khomenko, A.P.; Kargapoltsev, S.K.; Gorbenko, V.E.; Dambaev, Z.G. Mathematical modeling of the processes of the high-frequency heating of thermoplasts and quality improvement of welded polymer items. JP J. Heat Mass Transf. 2017, 14, 219–226. [Google Scholar] [CrossRef]
- de Oliveira, M.M.; Forsberg, S.; Selegård, L.; Carastan, D.J. The Influence of Sonication Processing Conditions on Electrical and Mechanical Properties of Single and Hybrid Epoxy Nanocomposites Filled with Carbon Nanoparticles. Polymers 2021, 13, 4128. [Google Scholar] [CrossRef]
- Kirsh, I.A.; Chalykh, T.I.; Pomogova, D.A. Modification of Polymers and Mixtures of Incompatible Polymers by Exposure of Their Melts to Ultrasound. JCDNM 2016, 8, 28–40. [Google Scholar]
- Toriz, G.; Ramos, J.; Young, R.A. Lignin-polypropylene composites. Π. Plasma modification of kraft lignin and particulate polypropylene. Appl. Polym. Sci. 2004, 3, 1920–1926. [Google Scholar] [CrossRef]
- Li, R.; Rizaeva, Y.; Bykonya, A.; Psarev, D. Mechanical properties and quality of elastomeric coatings afther infrared treatment. Sci. Cent. Russ. 2022, 4, 110–121. [Google Scholar] [CrossRef]
- Hou, A.; Wang, X.; Wu, L. Effect of microwave irradiation on the physical properties and morphological structures of cotton cellulose. Carbonate Polym. 2008, 74, 934–937. [Google Scholar] [CrossRef]
- Ohe, T.; Yoshimura, Y. Microwave Irradiation onto Nylon 6 Fibers in Organic Solvent. Sen’i Gakkaishi 2009, 65, 64–70. [Google Scholar] [CrossRef]
- Shcherbakov, A.; Mostovoy, A.; Bekeshev, A.; Burmistrov, I.; Arzamastsev, S.; Lopukhova, M. Effect of Microwave Irradiation at Different Stages of Manufacturing Unsaturated Polyester Nanocomposite. Polymers 2022, 14, 4594. [Google Scholar] [CrossRef] [PubMed]
- Zavrazhin, D.; Zavrazhina, C. Microwave Modification of Polymer-Carbon Materials. Mater. Sci. Forum 2019, 945, 443–447. [Google Scholar]
- Bekeshev, A.; Mostovoy, A.; Tastanova, L.; Kadykova, Y.; Kalganova, S.; Lopukhova, M. Reinforcement of Epoxy Composites with Application of Finely-ground Ochre and Electrophysical Method of the Composition Modification. Polymers 2020, 12, 1437. [Google Scholar] [CrossRef]
- Zhang, D.; Zhan, L.; Guan, C.; Guo, J.; Ma, B.; Dai, G.; Yao, S. Optimization of Vibration Pretreatment Microwave Curing in Composite Laminate Molding Process. Polymers 2023, 15, 296. [Google Scholar] [CrossRef]
- Zlobina, I.; Bekrenev, N. The Influence of Electromagnatic Field Microwave on Physical and Mechanical Characteristics of CFRP (Carbon Fiber Reinforced Polymer) Structural. Mater. Sci. Forum 2016, 870, 101–106. [Google Scholar]
- Al-Harthi, M.A. Influence of applying microwave radiation on the LDPE/MWCNTs nanocomposite. Polym. Compos. 2014, 35, 2036–2042. [Google Scholar] [CrossRef]
- Kadykova, Y.A. A Structural Polymeric Composite Material Reinforced with Basalt Fiber. Russ. J. Appl. Chem. 2012, 85, 1434–1438. [Google Scholar] [CrossRef]
- Lewis, D.; Summers, J.; Ward, T.; McGrath, J. Accelerated imidization reactions using microwave radiation. J. Polym. Sci. Part A Polym. Chem. 1992, 30, 1647–1653. [Google Scholar] [CrossRef]
- Dai, Z.; Shi, F.; Zhang, B.; Li, M.; Zhang, Z. Effect of sizing on carbon fiber surface properties and fibers/epoxy interfacial adhesion. Appl. Surf. Sci. 2011, 257, 6980–6985. [Google Scholar] [CrossRef]
- Xu, X.; Wang, X.; Cai, Q.; Wang, X.; Wei, R.; Du, S. Improvement of the compressive strength of carbon fiber/epoxy composites via microwave curing. J. Mater. Sci. Technol. 2016, 32, 226–232. [Google Scholar] [CrossRef]
- Zhou, J.; Li, Y.; Li, N.; Hao, X.; Liu, C. Interfacial shear strength of microwave processed carbon fiber/epoxy composites characterized by an improved fiber-bundle pull-out test. Compos. Sci. Technol. 2016, 133, 173–183. [Google Scholar] [CrossRef]
- Tominaga, Y.; Shimamoto, D.; Hotta, Y. Curing Effects on Interfacial Adhesion between Recycled Carbon Fiber and Epoxy Resin Heated by Microwave Irradiation. Materials 2018, 11, 493. [Google Scholar] [CrossRef]
- Pokharel, P.; Truong, Q.-T.; Lee, D.S. Multi-Step Microwave Reduction of Graphite Oxide and Its Use in the Formation of Electrically Conductive Graphene/Epoxy Composites. Compos. Part B Eng. 2014, 64, 187–193. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Concentration, % |
|---|---|
| Silicon oxide (SiO2) | 47–52 |
| Titanium oxide (TiO2) | 1–2.5 |
| Aluminium oxide (Al2O3) | 14–18 |
| Iron oxide III (Fe2O3) | 2–5 |
| Iron oxide II (FeO) | 6–10 |
| Manganese oxide II (MnO) | 0.1–0.2 |
| Magnesium oxide (MgO) | 5–7 |
| Calcium oxide (CaO) | 6–12 |
| Sodium oxide (Na2O) | 1.5–3 |
| Potassium oxide (K2O) | 0.1–1.5 |
| Phosphorus oxide (P2O5) | 0.2–0.5 |
| Qualitative Characteristics | Value |
|---|---|
| Properties of epoxy resin ED-20 | |
| Density at 20 °C, kg/m3 | 1.166 |
| Dynamic viscosity at 25 °C | 13–20 |
| Epoxy groups, % | 20–22.5 |
| Volatile substances and water, % | 0.2 |
| Gelation time, h | 8 |
| TCEP properties | |
| Molecular mass | 285 |
| Phosphorus content, % | 10.9 |
| Chlorine content, % | 37 |
| Boiling point, °C | 106–108 |
| Density, kg/m3 | 1068–1072 |
| PEPA properties | |
| Mass fraction of nitrogen titrated with acid, %, no more | 19 |
| Water content, % no more | 2 |
| Density, g/cm3 | 0.956–1.011 |
| Hardening capacity, h, no more | 1.5 |
| Basalt properties | |
| Density, kg/cm3 | 2520–2970 |
| Melting point, °C | 1100–1250 |
| Water absorption, % | 0.15–10.2 |
| Specific heat capacity, at 0 °C, J/kg × K | 0.84 |
| Compression strength, MPa | 400 |
| Pmicr, W | Pabs, W/cm3 | E, V/cm | T, °C | Effect |
|---|---|---|---|---|
| - | - | - | 25 | Non-thermal effect |
| 100 | 51 | 50 | 40 | |
| 200 | 142 | 85 | 130 | Thermal modifying effect |
| 300 | 187 | 98 | 160 | |
| 400 | 239 | 119 | 190 | |
| 500 | 348 | 130 | 230 | Thermal destructuring effect |
| 600 | 351 | 131 | 250 |
| Microwave Processing Power, W | Impact Strength *, kJ/m2 | Breaking Stress in Bending, MPa | Brinell Hardness, MPa | Tensile Strength, MPa |
|---|---|---|---|---|
| - | 13 | 122 | 250 | 32 |
| 100 | 18 | 134 | 262 | 32 |
| 200 | 22 | 137 | 275 | 34 |
| 300 | 24 | 140 | 284 | 36 |
| 400 | 31 | 152 | 298 | 38 |
| 500 | 26 | 144 | 308 | 36 |
| 600 | 20 | 135 | 327 | 35 |
| Duration of Microwave Exposure, s | Impact Strength, kJ/m2 | Breaking Stress in Bending, MPa | Brinell Hardness, MPa | Tensile Strength, MPa |
|---|---|---|---|---|
| 31 | 31 | 152 | 298 | 38 |
| 27 | 33 | 158 | 306 | 39 |
| 24 | 37 | 167 | 314 | 42 |
| 21 | 35 | 162 | 310 | 40 |
| 19 | 30 | 153 | 309 | 38 |
| Processing Mode | Heat Resistance by Vicat, °C | LOI, % of Volume | Mass Loss at Ignition in Air, % |
|---|---|---|---|
| - | 172 | 37 | 0.7 |
| Pmicr = 400 W Τmicr = 24 s | 180 | 38 | 0.6 |
| Exposure Mode | Density, kg/m3 | Water Absorption, % |
|---|---|---|
| - | 1607 | 0.07 |
| Pmicr = 400 W τCmicr= 24 s | 1682 | 0.05 |
| Impact Environment | Impact Strength, kJ/m2 | Breaking Stress in Bending, MPa | Brinell Hardness, MPa | Resistance Estimation According to ISO 175:2010 |
|---|---|---|---|---|
| - | 37 | 167 | 314 | - |
| H2O | 34 | 158 | 312 | Good |
| HCl | 30 | 146 | 278 | Good |
| NaOH | 30 | 142 | 290 | Good |
| Duration of Aging Tests on EB PCM under the Impact of Natural Climatic Factors, Months | Kt for Impact Strength, % | Kt for Breaking Stress in Bending, % | Kt for Brinell Hardness, % |
|---|---|---|---|
| EBO without microwave processing + PEPA | |||
| 1 | 100 | 97.5 | 98.0 |
| 3 | 92.3 | 95.0 | 96.0 |
| 6 | 84.6 | 93.7 | 94.0 |
| 9 | 76.9 | 91.2 | 92.0 |
| 12 | 69.2 | 87.5 | 90.8 |
| EBO processed in the microwave electromagnetic field + PEPA | |||
| 1 | 100 | 99.4 | 99.0 |
| 3 | 96.9 | 98.2 | 98.4 |
| 6 | 93.9 | 97.6 | 97.4 |
| 9 | 90.9 | 97.0 | 96.5 |
| 12 | 90.9 | 97.0 | 96.5 |
| Kinetic Parameters | Without Microwave Exposure | After Microwave Exposure |
|---|---|---|
| Gelation time, min | 70 | 42 |
| Curing time, min | 82 | 61 |
| Maximum curing temperature, °C | 85 | 87 |
| Microwave Processing Parameters, W | Parameters of Destruction Stages | Mass Loss %, at Different Temperatures, °C | Coke Residues at 700 °C, % | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Th-Tk, °C Tmax | mh-mk, % mmax | 200 | 300 | 400 | 500 | 600 | 700 | ||
| - | 210–288 254 338–644 511 | 8–15 13 15–38 29 | 7 | 16 | 21 | 29 | 38 | 38 | 62 |
| Pmicr = 400 W τmicr = 24 s | 217–292 266 352–650 526 | 7–12 10 13–30 22 | 7 | 12 | 17 | 24 | 29 | 33 | 67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bekeshev, A.; Vasinkina, E.; Kalganova, S.; Kadykova, Y.; Mostovoy, A.; Shcherbakov, A.; Lopukhova, M.; Aimaganbetova, Z. Microwave Modification of an Epoxy Basalt-Filled Oligomer to Improve the Functional Properties of a Composite Based on It. Polymers 2023, 15, 2024. https://doi.org/10.3390/polym15092024
Bekeshev A, Vasinkina E, Kalganova S, Kadykova Y, Mostovoy A, Shcherbakov A, Lopukhova M, Aimaganbetova Z. Microwave Modification of an Epoxy Basalt-Filled Oligomer to Improve the Functional Properties of a Composite Based on It. Polymers. 2023; 15(9):2024. https://doi.org/10.3390/polym15092024
Chicago/Turabian StyleBekeshev, Amirbek, Ekaterina Vasinkina, Svetlana Kalganova, Yulia Kadykova, Anton Mostovoy, Andrey Shcherbakov, Marina Lopukhova, and Zukhra Aimaganbetova. 2023. "Microwave Modification of an Epoxy Basalt-Filled Oligomer to Improve the Functional Properties of a Composite Based on It" Polymers 15, no. 9: 2024. https://doi.org/10.3390/polym15092024