A Critical Review of Research on Reuse of Mechanically Recycled FRP Production and End-of-Life Waste for Construction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Fiber-Reinforced Polymer (FRP) Waste Management Methods
3. Applications of Recycled FRP Waste in Cementitious Materials
3.1. Durability and Physical Properties
3.2. Mechanical Properties

3.2.1. Replacement of Fine Aggregates
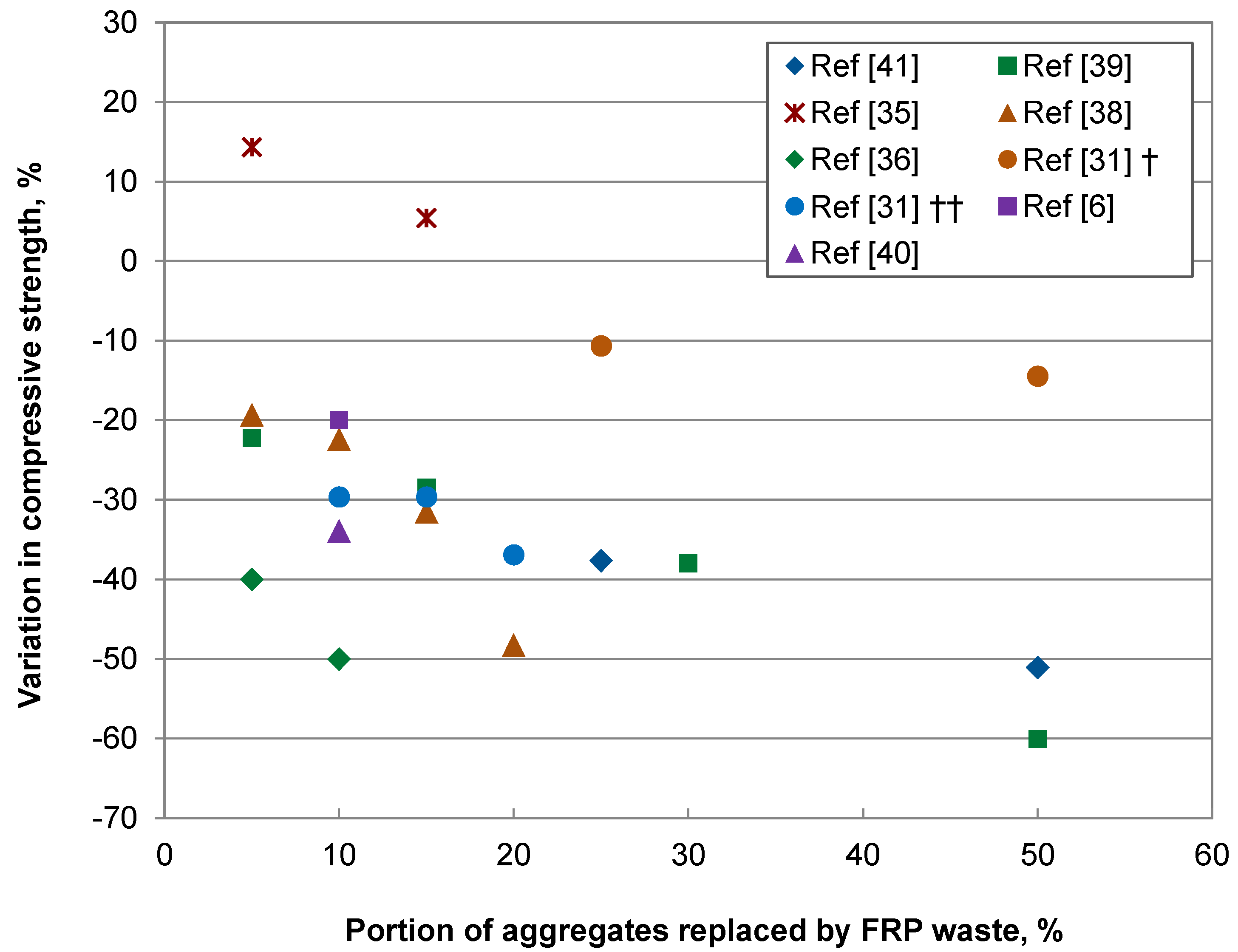
3.2.2 Replacement of Coarse Aggregates

4. Can the Use of FRP Production and End-of-Life Waste in Concrete be Optimized?



5. Conclusions
- Landfilling FRP waste is still the easiest and cheapest method for managing FRP waste in most countries, including the U.S. However, environmental regulations are becoming tighter and it is expected that landfilling FRP will become more restricted, as it already is in several countries, including Germany.
- The most researched application of mechanically recycled FRP waste is its use as a partial replacement of fillers in new FRP composite materials. This usually reduces the mechanical properties of the new composite material.
- Partial replacement of aggregates in concrete and mortars is another potential application of mechanically recycled FRP. The few investigations performed on this topic suggest that recycled FRP fillers do not notably affect the durability of cementitious materials, but significantly reduce their mechanical properties.
- In most of the experimental studies on the mechanical properties of FRP-waste-incorporated concrete and mortars, finely ground FRP particles have been used as a partial replacement of aggregates. Finely ground FRP waste particles consist of poorly bonded pieces of polymer resin and fibers. Since polymer resin particles have a low stiffness, if the FRP waste has a high resin content, it can significantly reduce the strength of concrete or mortars.
- It was hypothesized that using larger FRP aggregates with rough surface will have a much smaller adverse effect on the mechanical properties of cementitious materials. In some types of FRP waste, this will require removing the gel coat or release agents from the material surface in order to improve the bond between the FRP pieces and the cement matrix. However, this option might not be feasible.
- To determine if using FRP waste in concrete is a viable option, further investigations must be performed on both durability and mechanical properties. In addition, for use in structural concrete, the fire resistance and mechanical performance of the FRP-waste-incorporated concrete at high temperatures should be investigated.
Acknowledgments
Conflicts of Interest
References
- Reynolds, N.; Pharaoh, M. An introduction to composites recycling. In Management, Recycling and Reuse of Waste Composites; Goodship, V., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 3–19. [Google Scholar]
- Murphy, J. Additives for Plastics Handbook; Elsevier B.V.: Amsterdam, The Netherlands, 2001. [Google Scholar]
- The Official Webpage of the American Composites Manufacturers Association (ACMA), Market Overview. Available online: http://www.acmanet.org/the-industry/market-overview (accessed on 5 June 2014).
- Bank, L.C. Composites for Construction: Structural Design with FRP Materials; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Where Do GRP Boats Go at the End of Their Service Life? Available online: http://www.reinforcedplastics.com/view/34805/where-do-grp-boats-go-at-the-end-of-theirservice-life/ (accessed on 5 June 2014).
- Tittarelli, F.; Shah, S.P. Effect of low dosages of waste GRP dust on fresh and hardened properties of mortars: Part 1. Constr. Build. Mater. 2013, 47, 1532–1538. [Google Scholar] [CrossRef]
- US Demand for Fibre Reinforced Plastic Composites to Rise. Available online: http://www.reinforcedplastics.com/view/35326/us-demand-for-fibre-reinforced-plastic-composites-to-rise (accessed on 5 June 2014).
- Composites Market Report. Available online: http://www.pultruders.com/files/pultruders.com/Documents/market_report_2013.pdf (accessed on 5 June 2014).
- Osmani, M.; Asokan, P. An assessment of the compressive strength of glass reinforced plastic waste filled concrete for potential applications in construction. Concr. Res. Lett. 2010, 1, 1–5. [Google Scholar]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Bains, M.; Carruthers, J. Composite Materials Resource Efficiency Action Plan (REAP); Report 021; The Green Construction Board: UK, 2013. [Google Scholar]
- Potter, K.; Ward, C. In-process composite recycling in the aerospace industry. In Management, Recycling and Reuse of Waste Composites; Goodship, V., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 458–494. [Google Scholar]
- Halliwell, S. FRPs—The Environmental Agenda. Adv. Struct. Eng. 2010, 13, 783–791. [Google Scholar] [CrossRef]
- Job, S. Recycling glass fibre reinforced composites—History and progress. Reinf. Plast. 2013, 57, 19–23. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Williams, P.T. Characterisation of products from the recycling of glass fibre reinforced polyester waste by pyrolysis. Fuel 2003, 82, 2223–2230. [Google Scholar] [CrossRef]
- Broekel, J.; Scharr, G. The specialities of fibre-reinforced plastics in terms of product lifecycle management. J. Mater. Process. Technol. 2005, 162–163, 725–729. [Google Scholar] [CrossRef]
- Meira Castro, A.C.; Carvalho, J.P.; Ribeiro, M.C.S.; Meixedo, J.P.; Silva, F.J.G.; Fiúza, A.; Dinis, M.L. An integrated recycling approach for GFRP pultrusion wastes: Recycling and reuse assessment into new composite materials using Fuzzy Boolean Nets. J. Clean. Prod. 2014, 66, 420–430. [Google Scholar] [CrossRef]
- Breakthrough at the FRP Recycling. Available online: http://www.zajons-zerkleinerung.de/index.php/en/compocycle (accessed on 5 June 2014).
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [Green Version]
- Black, S. Reselling, Reusing Composite Materials and Parts. Available online: http://www.compositesworld.com/blog/post/reselling-reusing-composite-materials-and-parts (accessed on 5 June 2014).
- Wood, K. Carbon Fiber Reclamation: Going Commercial. Available online: http://www.compositesworld.com/articles/carbon-fiber-reclamation-going-commercial (accessed on 5 June 2014).
- Grause, G.; Mochizuki, T.; Kameda, T.; Yoshioka, T. Recovery of glass fibers from glass fiber reinforced plastics by pyrolysis. J. Mater. Cycles Waste Manag. 2013, 15, 122–128. [Google Scholar] [CrossRef]
- Shima, H.; Takahashi, H.; Mizuguchi, J. Recovery of glass fibers from fiber reinforced plastics. Mater. Trans. 2011, 52, 1327–1329. [Google Scholar] [CrossRef]
- Yoon, K.Y.; Lee, S.H. Developing advanced practical recycling method of FRP boats. In Proceedings of the OCEANS’12 MTS/IEEE Yeosu Conference, Yeosu, Korea, 21–24 May 2012; pp. 1–7.
- Marsh, G. Reclaiming value from post-use carbon composite. Reinf. Plast. 2008, 52, 36–39. [Google Scholar] [CrossRef]
- Kennerley, J.R.; Kelly, R.M.; Fenwick, N.J.; Pickering, S.J.; Rudd, C.D. The characterisation and reuse of glass fibres recycled from scrap composites by the action of a fluidised bed process. Compos. A Appl. Sci. Manuf. 1998, 29, 839–845. [Google Scholar] [CrossRef]
- Goto, M. Chemical recycling of plastics using sub- and super-critical fluids. J. Supercrit. Fluids 2009, 47, 500–507. [Google Scholar] [CrossRef]
- Adams, R.D.; Collins, A.; Cooper, D.; Wingfield-Digby, M.; Watts-Farmer, A.; Laurence, A.; Patel, K.; Stevens, M.; Watkins, R. Recycling of reinforced plastics. Appl. Compos. Mater. 2014, 21, 263–284. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Hedlund-Astrom, A. Model for End of Life Treatment of Polymer Composite. Ph.D. Thesis, Royal Institute of Technology, Stockholm, Sweden, 21 October 2005. [Google Scholar]
- Tittarelli, F.; Moriconi, G. Use of GRP industrial by-products in cement based composites. Cem. Concr. Compos. 2010, 32, 219–225. [Google Scholar] [CrossRef]
- Standard Test Method for Potential Alkali-Silica Reactivity of Aggregates (Chemical Method); Active Standard ASTM C289; American Society for Testing Material (ASTM) International: West Conshohocken, PA, USA, 2007.
- Jo, B.-W.; Park, S.-K.; Kim, C.-H. Mechanical properties of polyester polymer concrete using recycled polyethylene terephthalate. ACI Struct. J. 2006, 103, 219–225. [Google Scholar]
- Guide for the Design and Construction of Structural Concrete Reinforced with FRP Bars; ACI 440.1R-06; American Concrete Institute (ACI): Farmington Hills, MI, USA, 2006.
- Asokan, P.; Osmani, M.; Price, A.D.F. Improvement of the mechanical properties of glass fibre reinforced plastic waste powder filled concrete. Constr. Build. Mater. 2010, 24, 448–460. [Google Scholar] [CrossRef]
- Tittarelli, F.; Kawashima, S.; Tregger, N.; Moriconi, G.; Shah, S.P. Effect of GRP by-product addition on plastic and hardened properties of cement mortars. In Proceedings of the Second International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010; pp. 677–687.
- Tittarelli, F. Effect of low dosages of waste GRP dust on fresh and hardened properties of mortars: Part 2. Constr. Build. Mater. 2013, 47, 1539–1543. [Google Scholar] [CrossRef]
- Correia, J.R.; Almeida, N.M.; Figueira, J.R. Recycling of FRP composites: Reusing fine GFRP waste in concrete mixtures. J. Clean. Prod. 2011, 19, 1745–1753. [Google Scholar] [CrossRef]
- Asokan, P.; Osmani, M.; Price, A.D.F. Assessing the recycling potential of glass fibre reinforced plastic waste in concrete and cement composites. J. Clean. Prod. 2009, 17, 821–829. [Google Scholar] [CrossRef]
- Coppola, L.; Cadoni, E.; Forni, D.; Buoso, A. Mechanical characterization of cement composites reinforced with fiberglass, carbon nanotubes or glass reinforced plastic (GRP) at high strain rates. In Proceedings of the 3rd International Workshop on Performance, Protection and Strengthening of Structures under Extreme Loading, Lugano, Switzerland, 30 August–1 September 2011; pp. 190–195.
- Shahria Alam, M.; Slater, E.; Muntasir Billah, A. Green concrete made with RCA and FRP scrap aggregate: Fresh and hardened properties. J. Mater. Civ. Eng. 2013, 25, 1783–1794. [Google Scholar] [CrossRef]
- Kosmatka, S.H.; Wilson, M.L. Design and Control of Concrete Mixes. In Designing and Proportioning Concrete Mixtures; Portlan Cement Association (PCA): Washington, DC, USA, 2011. [Google Scholar]
- Ogi, K.; Shinoda, T.; Mizui, M. Strength in concrete reinforced with recycled CFRP pieces. Compos. A Appl. Sci. Manuf. 2005, 36, 893–902. [Google Scholar] [CrossRef]
- Conroy, A.; Halliwell, S.; Reynolds, T. Composite recycling in the construction industry. Compos. A Appl. Sci. Manuf. 2006, 37, 1216–1222. [Google Scholar] [CrossRef]
- Henshaw, J.M.; Han, W.; Owens, A.D. An overview of recycling issues for composite materials. J. Thermoplast. Compos. Mater. 1996, 9, 4–20. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Meira-Castro, A.C.; Silva, F.G.; Santos, J.; Meixedo, J.P.; Fiuza, A.; Dinis, M.L.; Alvim, M.R. Re-use assessment of thermoset composite wastes as aggregate and filler replacement for concrete-polymer composite materials: A case study regarding GFRP pultrusion wastes. Resour. Conserv. Recycl. 2013, 2013. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Goracy, K. The use of recycled fibre composites as reinforcement for thermosets. Mech. Compos. Mater. 1994, 29, 352–356. [Google Scholar] [CrossRef]
- Derosa, R.; Telfeyan, E.; Mayes, J.S. Current state of recycling sheet molding compounds and related materials. J. Thermoplast. Compos. Mater. 2005, 18, 219–240. [Google Scholar] [CrossRef]
- Inoh, T.; Yokoi, T.; Sekiyama, K.-I.; Kawamura, N.; Mishima, Y. SMC Recycling Technology. J. Thermoplast. Compos. Mater. 1994, 7, 42–55. [Google Scholar] [CrossRef]
- Kojima, A.; Furukawa, S. Recycling of resin matrix composite materials VII: Future perspective of FRP recycling. Adv. Compos. Mater. 1997, 6, 215–225. [Google Scholar] [CrossRef]
- Alexander, M.; Mindess, S. Aggregates in Concrete; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Cong, X.; Gong, S.; Darwin, D.; McCabe, S.L. Role of silica fume in compressive strength of cement paste, mortar, and concrete. ACI Mater. J. 1992, 89, 375–387. [Google Scholar]
- Strongwell Design Manual (CD ROM). Available online: http://www.strongwell.com (accessed on 5 June 2014).
- The Pultex Pultrusion Global Design Manual, 4th ed. Available online: http://www.creativepultrusions.com (accessed on 5 June 2014).
- Guide to Glass Reinforced Plastic (GRP). Available online: http://www.ecfibreglasssupplies.co.uk/t-GlassReinforcedPlastics.aspx (accessed on 5 June 2014).
- Dzeskiewicz, L.A.; Ralston, J.D. Evaluation of regrind in thermoset applications. In Proceedings of the 52nd Annual Technical Conference of the Society of Plastics Engineers, Newtown, CT, USA, 1–5 May 1994.
- PPG Installs Waste Glass Recycling Unit at Netherlands Fiber Glass Manufacturing Site. Available online: http://www.ppg.com/en/newsroom/news/Pages/20060515.aspx#sthash.6dqqXGVx.dpuf (accessed on 5 June 2014).
- Report on Fiber Reinforced Concrete; ACI 544.1 R-96; American Concrete Institute (ACI): Farmington Hills, MI, USA, 2009.
- Cem-FIL® Glass Fiber, the Solution for Concrete Reinforcement. Available online: http://www.ocvreinforcements.com/Cemfil/ (accessed on 5 June 2014).
- Larner, L.J.; Speakman, K.; Majumdar, A.J. Chemical interactions between glass fibres and cement. J. NonCryst. Solids 1976, 20, 43–74. [Google Scholar] [CrossRef]
- E-CR Glass Roving. Available online: http://www.compositesworld.com/products/e-cr-glass-roving (accessed on 5 June 2014).
- Hybon 2002 CR—Innofiber (Product Description). Available online: http://www.ppg.com/glass/fiberglass/innofiber/pages/innofibercr.aspx (accessed on 5 June 2014).
- Advantex® Boron-Free E-CR Glass Reinforcement Properties. Available online: http://www.ocvreinforcements.com/pdf/library/Advantex_ECR_glass_properties_ww_201004_web.pdf (accessed on 5 June 2014).
- Rajabipour, F.; Maraghechi, H.; Fischer, G. Investigating the alkali-silica reaction of recycled glass aggregates in concrete materials. J. Mater. Civ. Eng. 2010, 22, 1201–1208. [Google Scholar] [CrossRef]
- Standard Test Method for Potential Alkali Reactivity of Aggregates (Mortar-Bar Method); ASTM C1260; American Society for Testing Material (ASTM) International: West Conshohocken, PA, USA, 2007.
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Yazdanbakhsh, A.; Bank, L.C. A Critical Review of Research on Reuse of Mechanically Recycled FRP Production and End-of-Life Waste for Construction. Polymers 2014, 6, 1810-1826. https://doi.org/10.3390/polym6061810
Yazdanbakhsh A, Bank LC. A Critical Review of Research on Reuse of Mechanically Recycled FRP Production and End-of-Life Waste for Construction. Polymers. 2014; 6(6):1810-1826. https://doi.org/10.3390/polym6061810
Chicago/Turabian StyleYazdanbakhsh, Ardavan, and Lawrence C. Bank. 2014. "A Critical Review of Research on Reuse of Mechanically Recycled FRP Production and End-of-Life Waste for Construction" Polymers 6, no. 6: 1810-1826. https://doi.org/10.3390/polym6061810
APA StyleYazdanbakhsh, A., & Bank, L. C. (2014). A Critical Review of Research on Reuse of Mechanically Recycled FRP Production and End-of-Life Waste for Construction. Polymers, 6(6), 1810-1826. https://doi.org/10.3390/polym6061810