Research on PCBN Tool Dry Cutting GCr15

Abstract
:1. Introduction
2. The Test for Cutting Force
2.1. The Test of Equipment
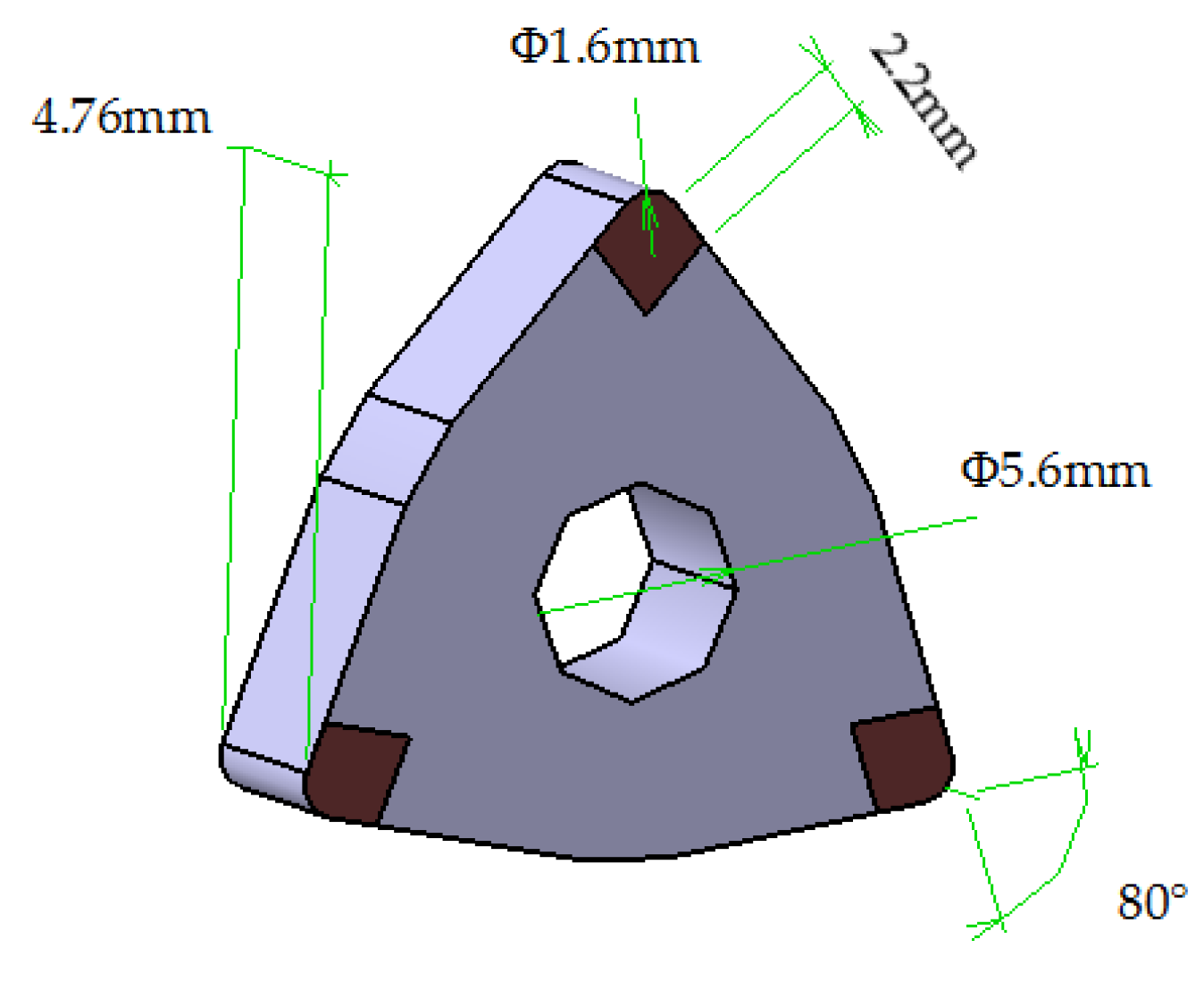
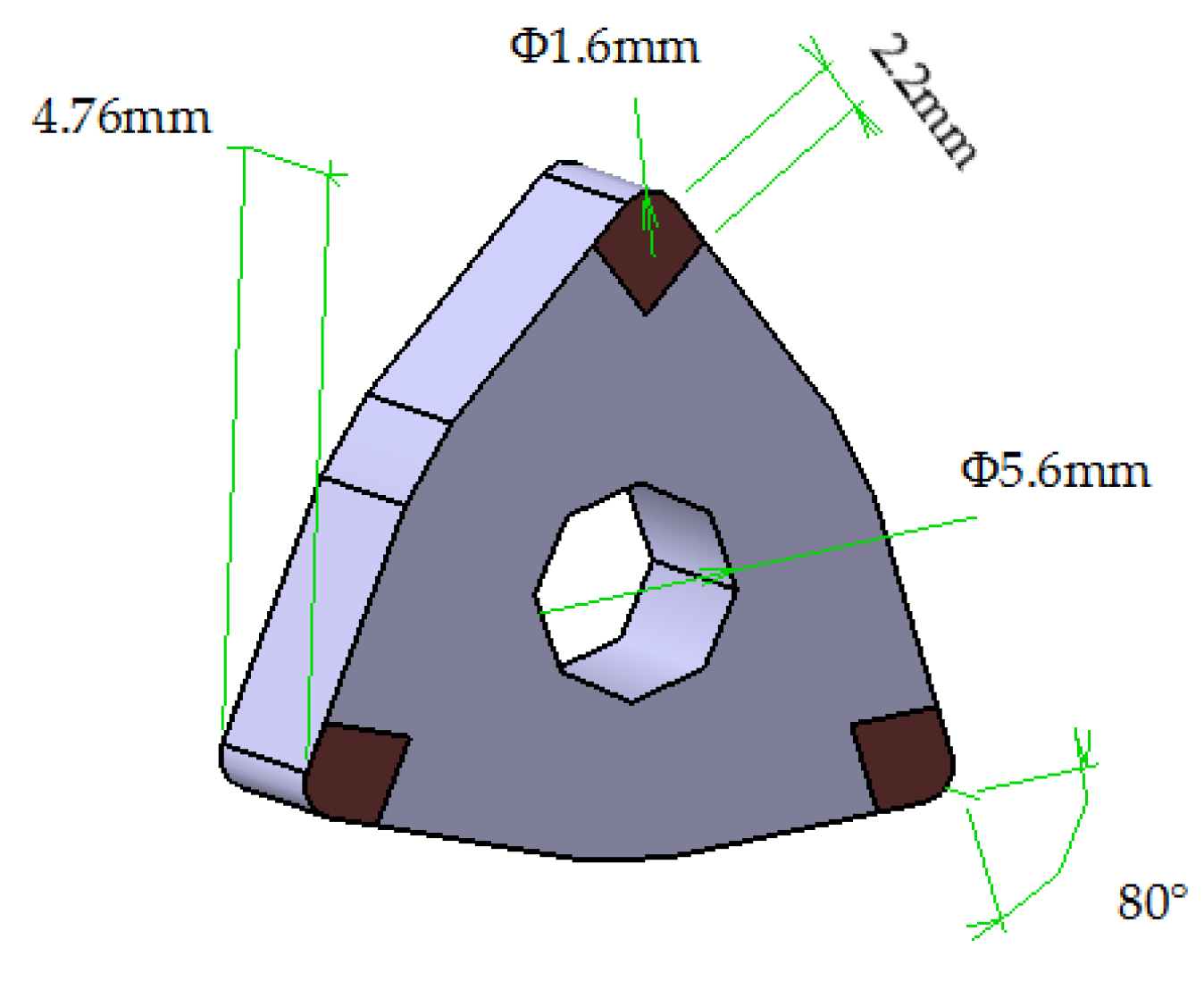
2.2. Workpieces and PCBN Tools
2.3. The Test Programme
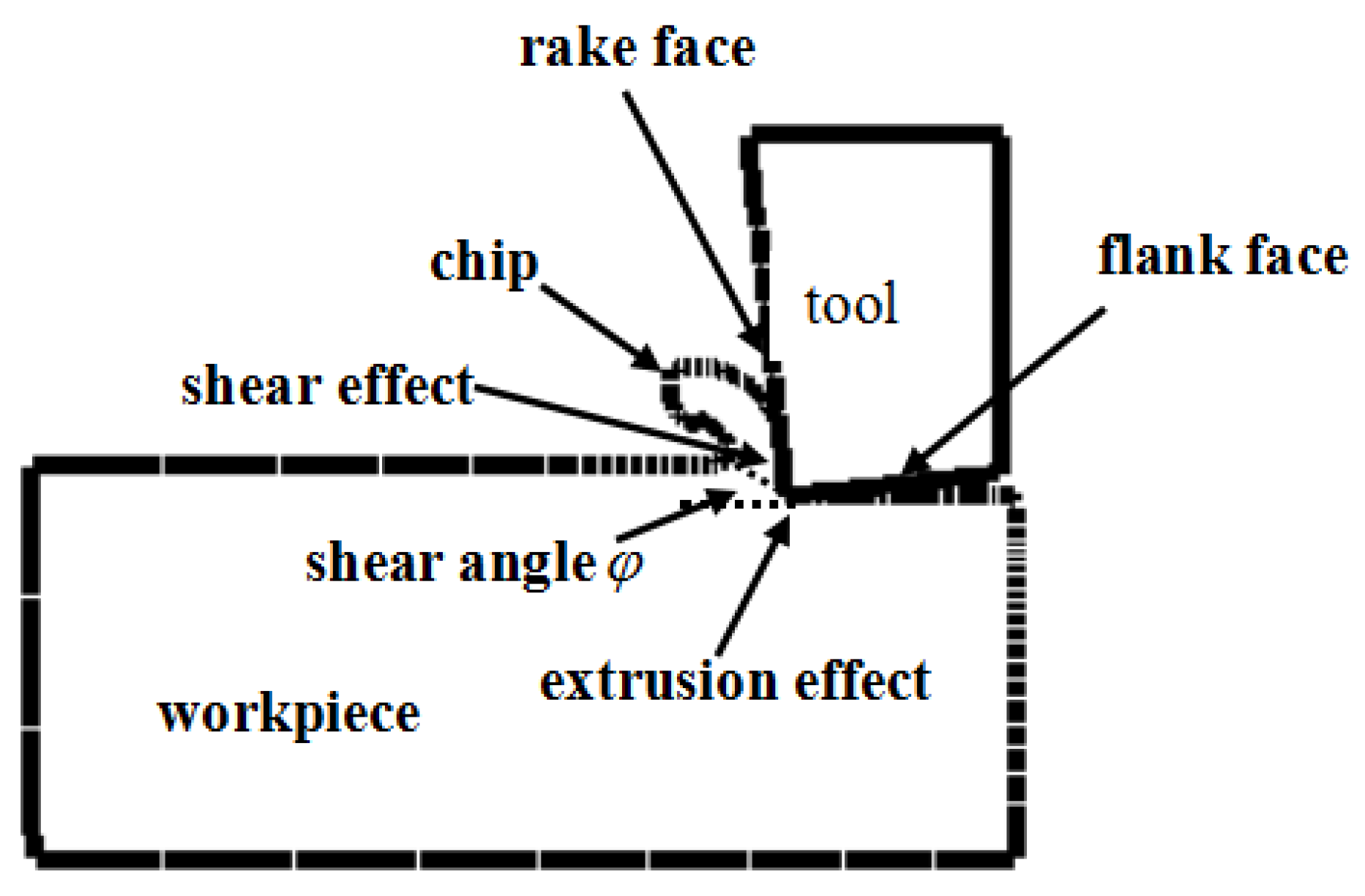
3. Element Model and Analysis
3.1. Material Constitutive Model
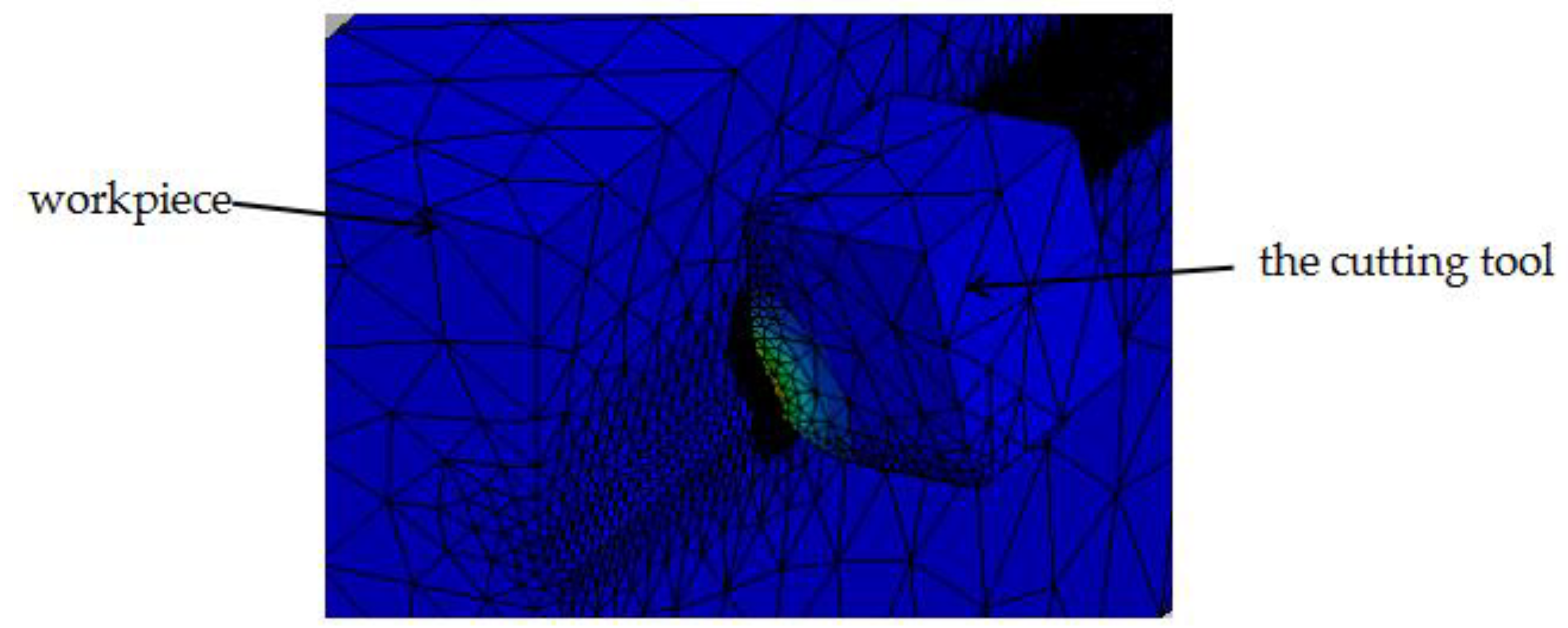
3.2. Finite Element Model
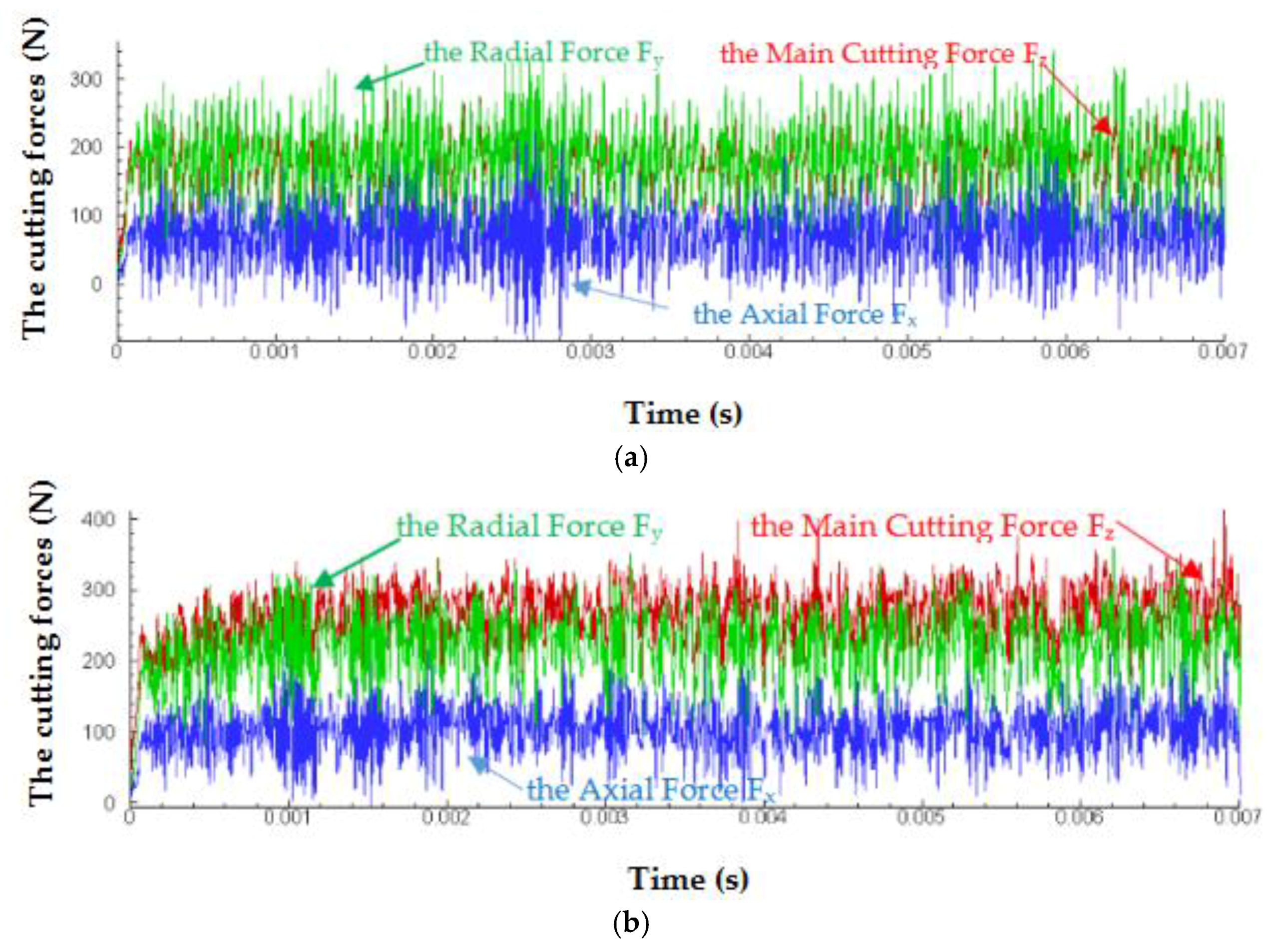
3.3. Finite Element Analysis
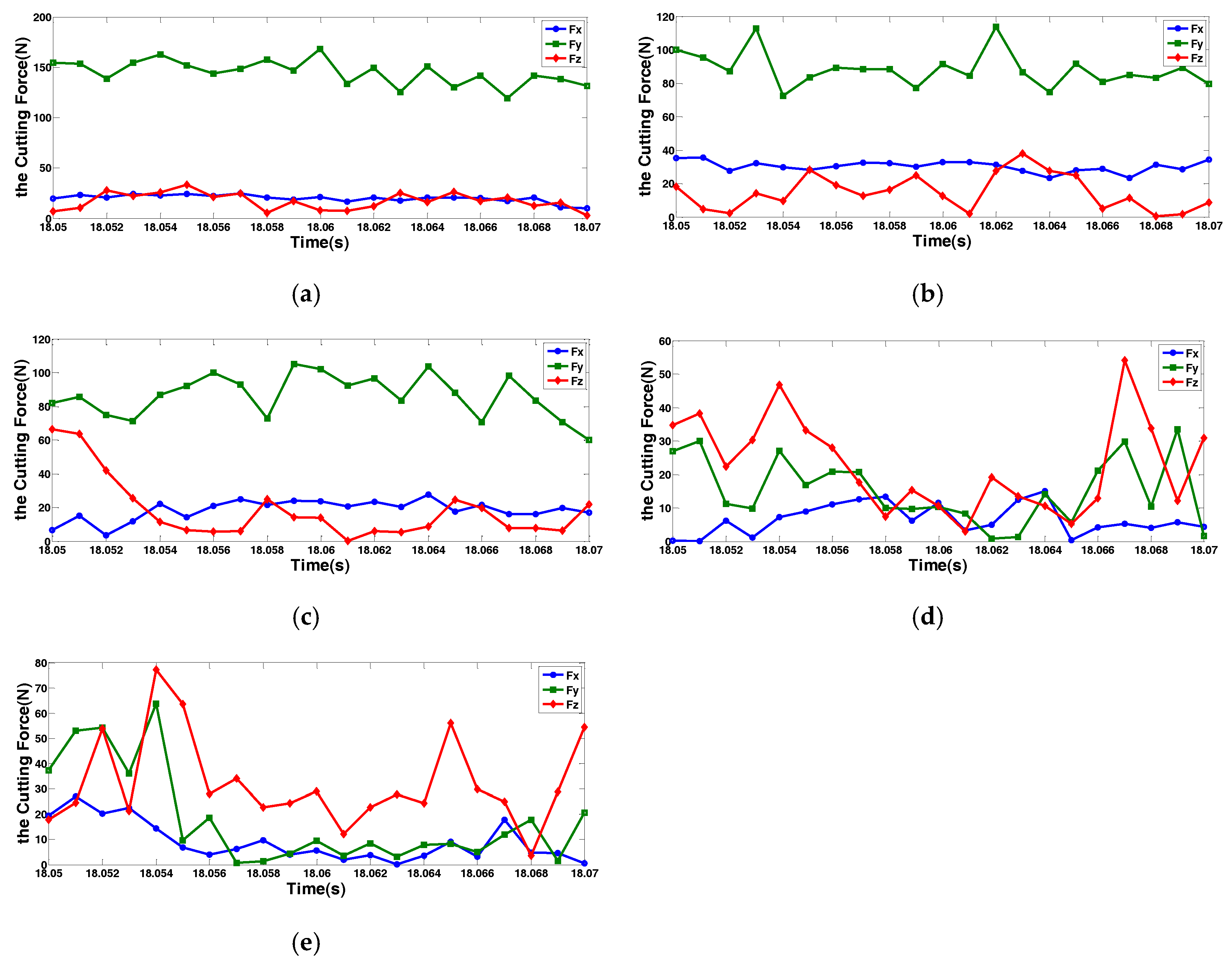
4. Analysis of Cutting Test’s Results
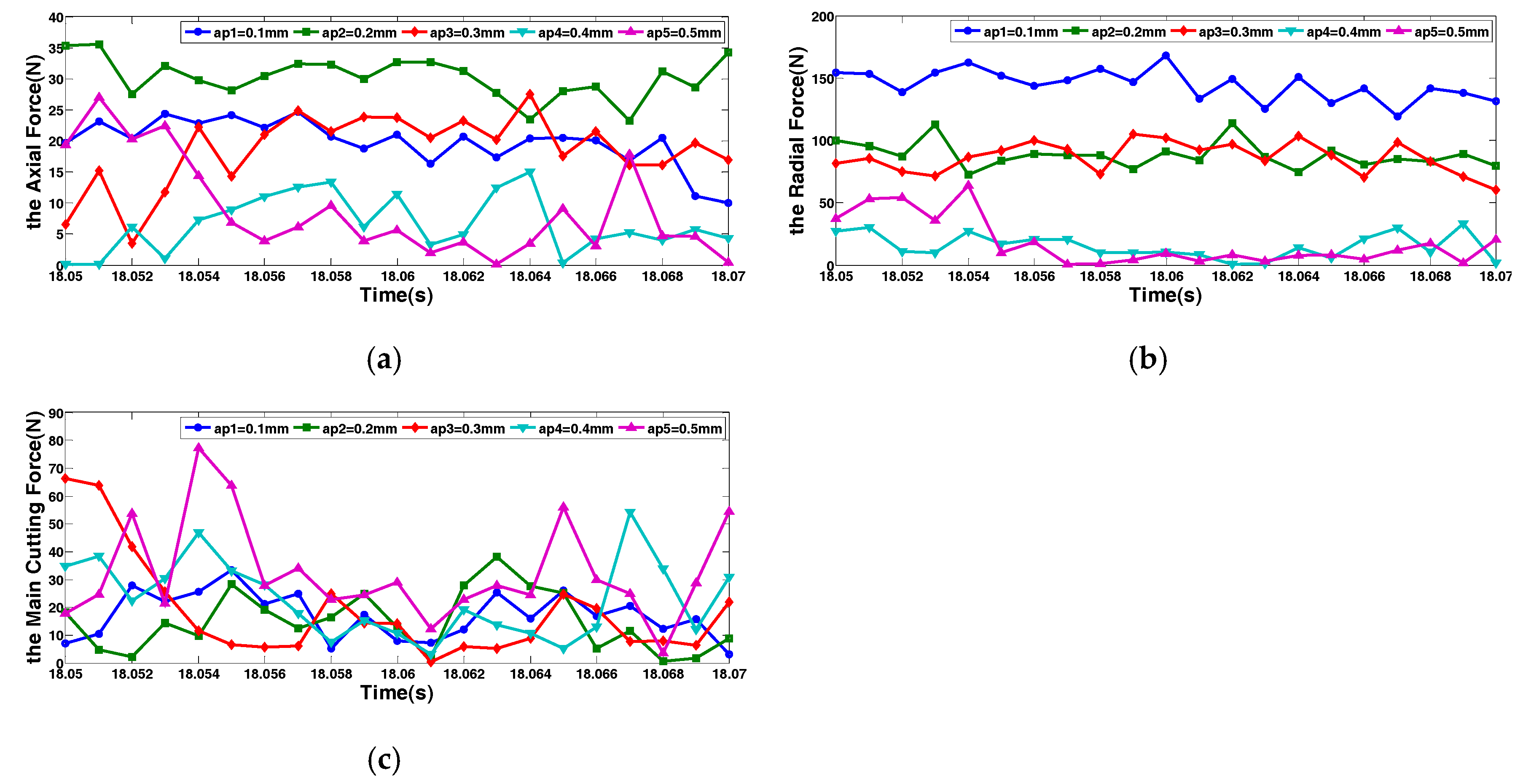
4.1. Analysis of Programme 1
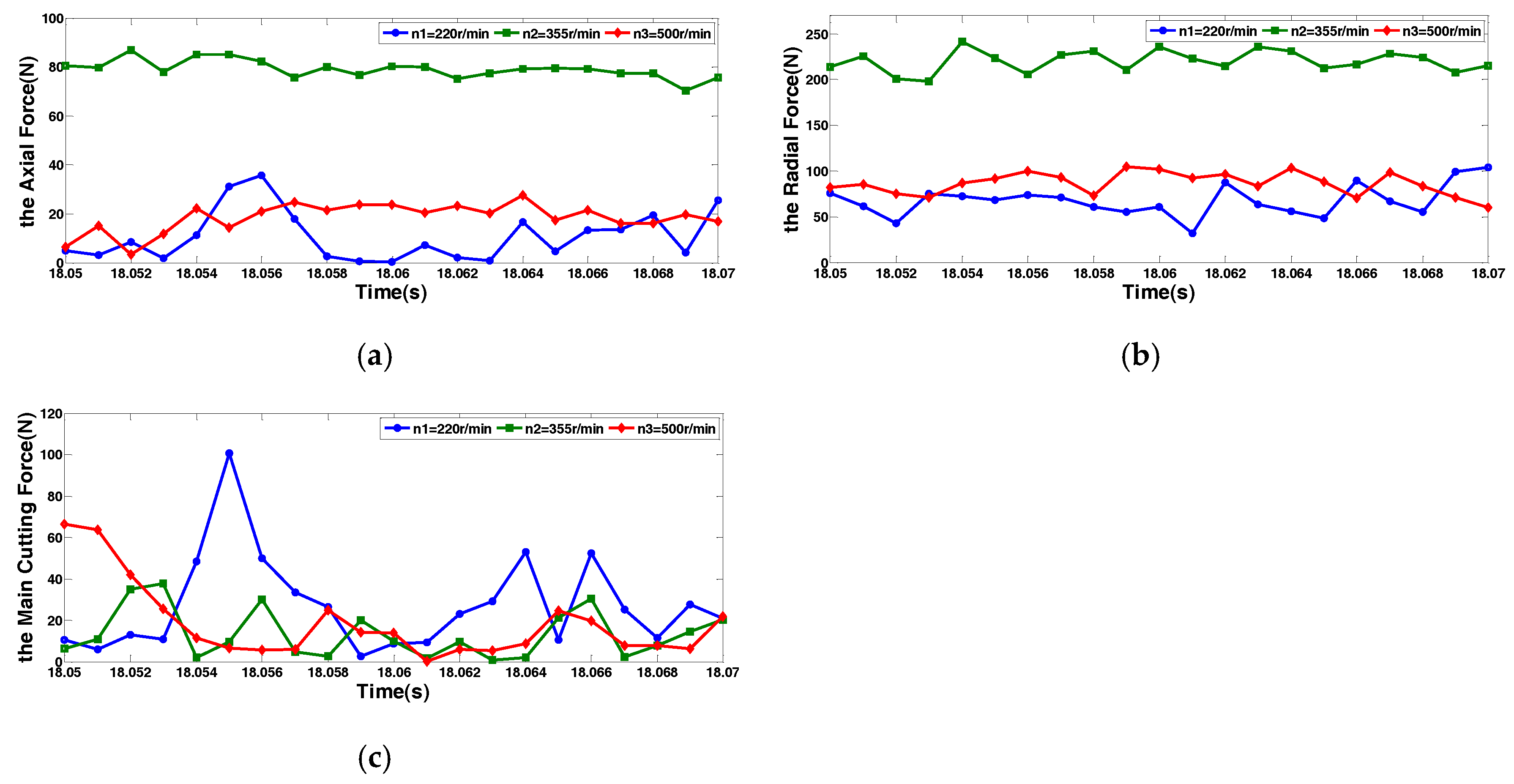
4.2. Analysis of Programme 2
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Xia, X.; Wang, Q.; Yang, H. Effect of Chamfered Width of PCBN Tool on Cutting Force. Tool Eng. 2017, 51, 34–35. [Google Scholar]
- Wu, M.; Tian, Z.; Yu, Y.; Hao, P.; Cheng, Y. Experimental Study on Cutting Force in Turning Superalloy by PCBN Cutting Tool. Aeronaut. Manuf. Technol. 2017, 22, 101–105. [Google Scholar]
- Gao, S.; An, L. Finite Element Simulation of Cutting Force Using Cubic Boron Nitride Cutting Tools in Dry Hard Turning Conditions. Mach. Design Res. 2016, 32, 131–134. [Google Scholar]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreirob, J.; de Lacallea, L.N.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Ayesta, I.; García, J.B.; Fernández-Abia, A.I.; de Lacalle, L.N.L. A cryo lubri-coolant approach for finish milling of aeronautical hard-to-cut materials. Int. J. Mechatron. Manuf. Syst. 2016, 9, 370. [Google Scholar] [CrossRef]
- Lamikiz, A.; Lacalle, L.N.L.D.; Sanchez, J.A.; Bravo, U. Calculation of the specific cutting coefficients and geometrical aspects in sculptured surface machining. Mach. Sci. Technol. 2005, 9, 411–436. [Google Scholar] [CrossRef]
- Fernández-Abia, A.I.; Barreiro, J.; Lacalle, L.N.L.D.; Martínez-Pellitero, S. Behavior of austenitic stainless steels at high speed turning using specific force coefficients. Int. J. Adv. Manuf. Technol. 2012, 62, 505–515. [Google Scholar] [CrossRef]
- Wang, G. Effect of Tempering Temperature on Microstructure & Properties of GCr15 Bearing Steel. Fail. Anal. Prev. 2016, 11, 361–363. [Google Scholar]
- Liang, J.; Zhao, S. Study on Surface Roughness during Turning GCr15 Bearing Steel by Hard Alloy Cutting Tools. Tool Eng. 2014, 48, 90–91. [Google Scholar]
- Tu, C.; Guo, X.; Wu, S. Wear Property of Cutting Tools with High Hardness in Dry Turning Hardened Steel. Mater. Mech. Eng. 2013, 37, 55–59. [Google Scholar]
- Qiu, H.; Ban, X.; Ji, L.; Wang, M. Study on Simulation and Experiment of Cutting Force in High Speed Cutting GCr15. Modul. Mach. Tool Autom. Manuf. Tech. 2016, 4, 154–157. [Google Scholar]
- Xiao, L.; Wen, D. Study on Speed of PCBN Cutting Tools Cutting Bearing Steel. Tool Eng. 2011, 45, 35–36. [Google Scholar]
- Cantero, J.L.; Díaz-Álvarez, J.; Infante-García, D.; Rodríguez, M.; Criado, V. High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions. Metals 2018, 8, 192. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; Lacalle, L.L.D.; Urbikain, G.; Rodriguez, A.; Fernández-Valdivielso, A.; de Lacalle, L.N.L.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. ARCHIVE Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 230. [Google Scholar] [CrossRef]
- Li, S.; Wang, G.; Han, Z. Experimental study on cutting force on hardened bearing steel in high-speed turning. J. Changchun Univ. Technol. 2017, 38, 231–236. [Google Scholar]
- Hao, D. Experpient and analysis on cutting force in turning Cr12 and GCr15. J. Jiangsu Univ. Sci. Technol. 2008, 24, 152–155. [Google Scholar]
- Du, G. Experimental Study on GCrl5 Steel Hard-cutting with Ceramic Cutters Cutters. Tool Eng. 2008, 42, 88–90. [Google Scholar]
- Ren, S.; Li, M.; Zhang, H.; Li, Y. Effects of PCBN Cutting Tool’s Chamfer Angle on Cutting Property During Process in Interrupted Turning Hardened Steel. Tool Eng. 2010, 44, 13–15. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Radius of Tool (mm) | Rake Angle | Relief Angle | Tool Cutting Edge Angle | End Cutting Edge Angle |
|---|---|---|---|---|
| 0.8 mm | −6° | 6° | 95° | 5° |
| A (GPa) | B (GPa) | c | m | n | T0 | Tm |
|---|---|---|---|---|---|---|
| 1.204 | 1.208 | 0.036 | 0.89 | 0.12 | 20 °C | 1180 °C |
| Material Properties | Young’s Modulus (GPa) | Poisson Ratio | Density (g/cm3) | Rockwell Hardness (HRC) |
|---|---|---|---|---|
| value | 210 | 0.3 | 7.85 | 58 ± 2 |
| Material Properties | Young’s Modulus (GPa) | Thermal Conductivity (W/m·K) | Poisson Ratio | Density (g/cm3) | Specific Heat (J/kg·°C) |
|---|---|---|---|---|---|
| value | 690 | 120 | 0.2 | 3.8 | 700 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Pan, C.; Jiao, Y.; Hu, K. Research on PCBN Tool Dry Cutting GCr15. Machines 2018, 6, 28. https://doi.org/10.3390/machines6030028
Li Q, Pan C, Jiao Y, Hu K. Research on PCBN Tool Dry Cutting GCr15. Machines. 2018; 6(3):28. https://doi.org/10.3390/machines6030028
Chicago/Turabian StyleLi, Qinghua, Chen Pan, Yuxin Jiao, and Kaixing Hu. 2018. "Research on PCBN Tool Dry Cutting GCr15" Machines 6, no. 3: 28. https://doi.org/10.3390/machines6030028