
Tool Wear Characteristics and Effect on Microstructure in Ti-6Al-4V Friction Stir Welded Joints

Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Results and Discussion
3.1. Effect of Wear on Microstructures
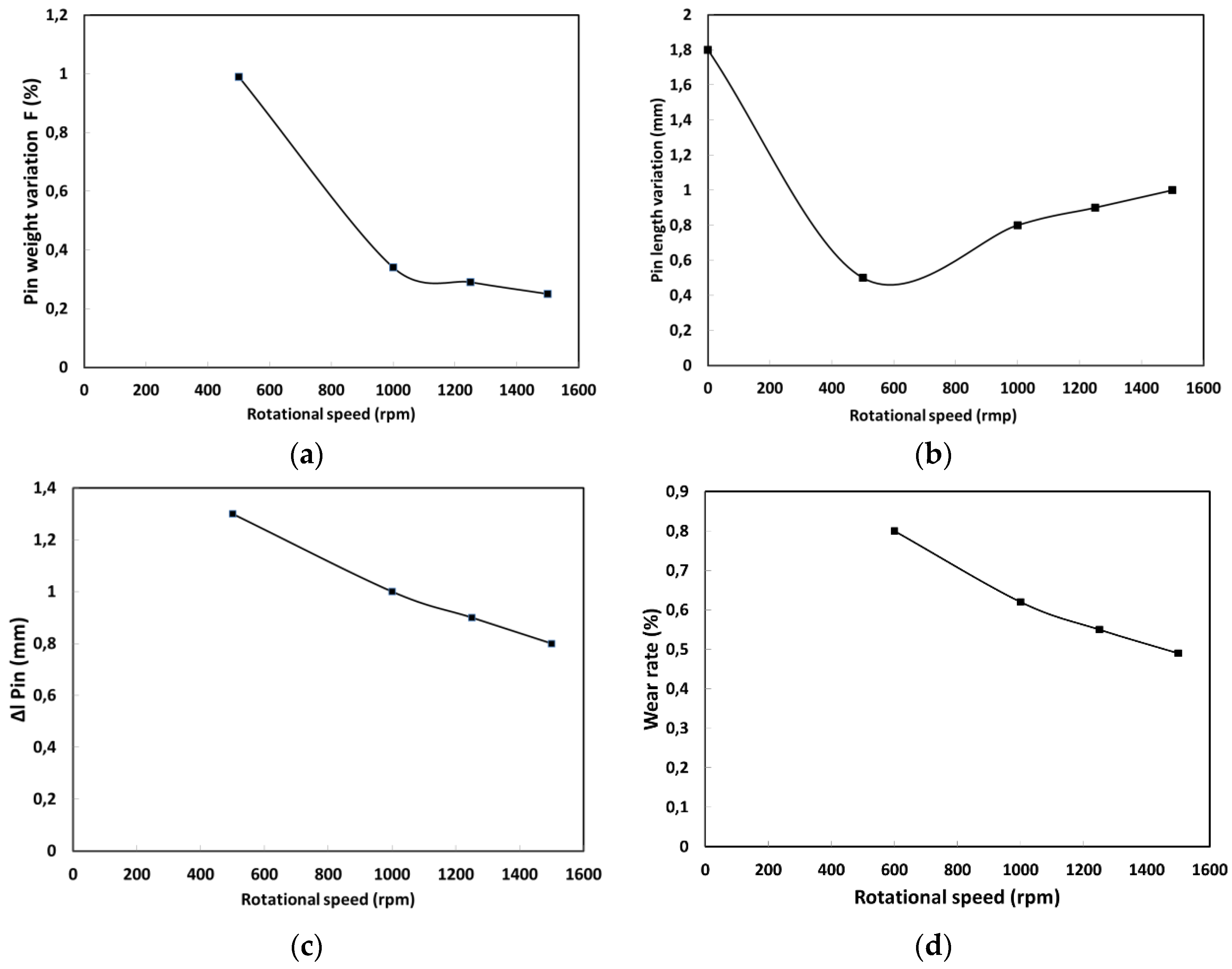
3.2. Quantification of the Tool Wear
4. Conclusions
- Tool wear is strongly affected by the tool rotational speed. The highest tool wear was obtained under low rotational speeds.
- The radial wear of the pin is very different at different locations of the pin, and the maximum wear is produced at about two millimeters from the pin root center under cold weld conditions. The welding speed has a decisive effect on the radial wear rate of the pin, and the maximum wear rate was measured for the lowest rotational speed.
- Microscopic analysis of the welded joints showed that sound FSW joints of Ti-6Al4V were obtained under the following processing conditions: conical WC pin, WC shoulder, tool rotational speed between 1000 and 1500 rpm.
Author Contributions
Conflicts of Interest
References
- Thomas, W.M.; Nicholas, E.D. Friction stir welding for the transportation industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin, Germany, 2003; Volume 2. [Google Scholar]
- Zwicker, U. Titanium and Titanium Alloys; Springer: Berlin, Germany, 2007. [Google Scholar]
- Saresh, N.; Pillai, M.G.; Mathew, J. Investigations into the effects of electron beam welding on thick Ti-6Al-4V titanium alloy. J. Mater. Process. Technol. 2007, 192, 83–88. [Google Scholar] [CrossRef]
- Sanders, D.G.; Ramulu, M.; McCook, E.J.K.; Edwards, P.D.; Reynolds, A.P.; Trapp, T. Characterization of Superplastically Formed Friction Stir Weld in Titanium 6Al-4V: Preliminary Results. J. Mater. Eng. Perform. 2008, 17, 187–192. [Google Scholar] [CrossRef]
- Thomas, W.M.; Threadgill, P.L.; Nicholas, E.D. Feasibility of friction stir welding steel. Sci. Technol. Weld. Join. 1999, 4, 365–372. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W. Friction Stir Welding and Processing; ASM International: Geauga County, OH, USA, 2007. [Google Scholar]
- Lee, W.-B.; Lee, C.-Y.; Chang, W.-S.; Yeon, Y.-M.; Jung, S.-B. Microstructural investigation of friction stir welded pure titanium. Mater. Lett. 2005, 59, 3315–3318. [Google Scholar] [CrossRef]
- Badarinarayan, H.; Yang, Q.; Zhu, S. Effect of tool geometry on static strength of friction stir spot-welded aluminum alloy. Int. J. Mach. Tools Manuf. 2009, 49, 142–148. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Tongne, A.; Jahazi, M.; Feulvarch, E.; Desrayaud, C. Banded structures in friction stir welded Al alloys. J. Mater. Process. Technol. 2015, 221, 269–278. [Google Scholar] [CrossRef]
- Farias, A.; Batalha, G.F.; Prados, E.F.; Magnabosco, R.; Delijaicov, S. Tool wear evaluations in friction stir processing of commercial titanium Ti–6Al–4V. Wear 2013, 302, 1327–1333. [Google Scholar] [CrossRef]
- Sato, Y.S.; Harayama, N.; Kokawa, H.; Inoue, H.; Tadokoro, Y.; Tsuge, S. Evaluation of microstructure and properties in friction stir welded superaustenitic stainless steel. Sci. Technol. Weld. Join. 2013, 14, 3. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Rapid formation of the sigma phase in 304 stainless steel during friction stir welding. Scr. Mater. 2003, 49, 1175–1180. [Google Scholar] [CrossRef]
- Hovanski, Y.; Santella, M.L.; Grant, G.J. Friction stir spot welding of hot-stamped boron steel. Scr. Mater. 2007, 57, 873–876. [Google Scholar] [CrossRef]
- Weinberger, T.; Enzinger, N.; Cerjak, H. Microstructural and mechanical characterization of friction stir welded 15–5PH steel. Sci. Technol. Weld. Join. 2013, 14, 210–215. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Boride formation induced by pcBN tool wear in friction-stir-welded stainless steels. Metall. Mater. Trans. A 2009, 40, 625–636. [Google Scholar] [CrossRef]
- Yutaka, S.S.; Masahiro, M.; Shinichi, S.; Hiroyuki, K.; Toshihiro, O.; Koyohito, I.; Shinya, I.; Seung, H.C.P.; Itto, S.; Satoshi, H. Performance Enhancement of Co-Based Alloy Tool for Friction Stir Welding of Ferritic Steel. In Friction Stir Welding and Processing VIII; TMS: San Diego, CA, USA, 2015; pp. 39–46. [Google Scholar]
- Zhang, Y.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Stir zone microstructure of commercial purity titanium friction stir welded using pcBN tool. Mater. Sci. Eng. A 2008, 488, 25–30. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Effect of process conditions on superplastic forming behaviour in Ti-6Al-4V friction stir welds. Sci. Technol. Weld. Join. 2009, 14, 669–680. [Google Scholar] [CrossRef]
- Fall, A.; Jahazia, M.; Khodabandehb, A.R.; Fesharakib, M.H. Effect of process parameters on microstructure and mechanical properties of friction stir welded Ti-6Al-4V joints. Int. J. Adv. Manuf. Technol. 2016, 87, 1–13. [Google Scholar] [CrossRef]
- Nahamin Pardazan Asia. Iran, 2014. Available online: http://en.metsofts.ir (accessed on 6 August 2016).
- Dalgaard, E.; Frederik, C.L.; Rabet, M.J.; Priti, W.; John, J.J. Texture Evolution in Linear Friction Welded Ti-6Al-4V. Adv. Mater. Res. 2010, 89–91, 124–129. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Pilchak, A.L.; Juhas, M.C.; Williams, J.C. Microstructural refinement and property enhancement of cast light alloys via friction stir processing. Scr. Mater. 2008, 58, 361–366. [Google Scholar] [CrossRef]
- Bastier, A.; Maitournam, M.H.; Van, K.D.; Roger, F. Steady state thermomechanical modelling of friction stir welding. Sci. Technol. Weld. Join. 2006, 11, 278–288. [Google Scholar] [CrossRef]
- Prado, R.A.; Murr, L.E.; Soto, K.F.; McClure, J.C. Self-optimization in tool wear for friction-stir welding of Al6061 + 20%Al2O3 MMC. Mater. Sci. Eng. A 2003, 349, 156–165. [Google Scholar] [CrossRef]
- Tongne, A.; Desrayaud, C.; Jahazi, M.; Feulvarch, E. On material flow in Friction Stir Welded Al alloys. J. Mater. Process. Technol. 2017, 239, 284–296. [Google Scholar] [CrossRef]
- Krishnan, K.N. On the formation of onion rings in friction stir welds. Mater. Sci. Eng. A 2002, 327, 246–251. [Google Scholar] [CrossRef]
- Vo, P.; Jahazi, M.; Yue, S. Recrystallization During Beta Working of IMI834. Adv. Mater. Res. 2007, 15–17, 965–969. [Google Scholar] [CrossRef]
- Yoon, S.; Rintaro, U.; Hidetoshi, F. Effect of initial microstructure on Ti-6Al-4V joint by friction stir welding. Mater. Des. 2015, 88, 1269–1276. [Google Scholar] [CrossRef]
- Zackrisson, J.; Jansson, B.; Uphadyaya, G.S.; Andr’en, H.-O. WC-Co based cemented carbides with large Cr3C2 additions. Int. J. Refract. Met. Hard Mater. 1998, 16, 417–422. [Google Scholar] [CrossRef]
- Gerlich, A.; Su, P.; North, T.H. Tool penetration during friction stirs spot welding of Al and Mg alloys. J. Mater. Sci. 2005, 40, 6473–6481. [Google Scholar] [CrossRef]
- Casalino, G.; Sabina, C.; Michelangelo, M. Influence of shoulder geometry and coating of the tool on the friction stir welding of aluminium alloy plates. Proced. Eng. 2014, 69, 1541–1548. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Zadeh, A.A.; Soleymani, S.; Saeid, T.; Assadi, H. Evaluation of microstructure and wear behavior of friction stir processed cast aluminum alloy. Mater. Charact. 2012, 63, 90–97. [Google Scholar] [CrossRef]
- Lofaj, F.; Yu, S.K. Kinetics of WC-Co oxidation accompanied by swelling. J. Mater. Sci. 1995, 30, 1811–1817. [Google Scholar] [CrossRef]
- Casas, B.; Ramis, X.; Anglada, M.; Salla, J.M.; Llanes, L. Oxidation-induced strength degradation of WC-Co hardmetals. Int. J. Refract. Met. Hard Mater. 2001, 19, 303–309. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | T.S. (MPa) | Y.S. (MPa) | El. (%) | Hardness (VHN) |
|---|---|---|---|---|
| Value | 994 | 910 | 17.2 | 344 |
| Weld Number | Rotational Speed (rpm) | Travel Speed (mm/min) |
|---|---|---|
| 1 | 500 | 100 |
| 2 | 600 | 100 |
| 3 | 700 | 100 |
| 4 | 1000 | 100 |
| 5 | 1250 | 100 |
| 6 | 1500 | 100 |
| Tool Material | Shoulder Diameter | Shoulder Height | Pin Diameter | Pin Length |
|---|---|---|---|---|
| WC | 15 | 8 | 6 | 1.8 |
| rpm/min−1 | W1 (gr) | W2 (gr) | ∆W (gr) | F (%) |
|---|---|---|---|---|
| 500/100 | 23.760 | 23.55 | 0.210 | 0.99 |
| 1000/100 | 23.742 | 23.661 | 0.081 | 0.34 |
| 1250/100 | 23.967 | 23.898 | 0.069 | 0.29 |
| 1500/100 | 23.752 | 23.693 | 0.059 | 0.25 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fall, A.; Fesharaki, M.H.; Khodabandeh, A.R.; Jahazi, M. Tool Wear Characteristics and Effect on Microstructure in Ti-6Al-4V Friction Stir Welded Joints. Metals 2016, 6, 275. https://doi.org/10.3390/met6110275
Fall A, Fesharaki MH, Khodabandeh AR, Jahazi M. Tool Wear Characteristics and Effect on Microstructure in Ti-6Al-4V Friction Stir Welded Joints. Metals. 2016; 6(11):275. https://doi.org/10.3390/met6110275
Chicago/Turabian StyleFall, Ameth, Mostafa Hashemi Fesharaki, Ali Reza Khodabandeh, and Mohammad Jahazi. 2016. "Tool Wear Characteristics and Effect on Microstructure in Ti-6Al-4V Friction Stir Welded Joints" Metals 6, no. 11: 275. https://doi.org/10.3390/met6110275