Application of a GTN Damage Model Predicting the Fracture of 5052-O Aluminum Alloy High-Speed Electromagnetic Impaction


Abstract
:1. Introduction
2. Damage Modeling
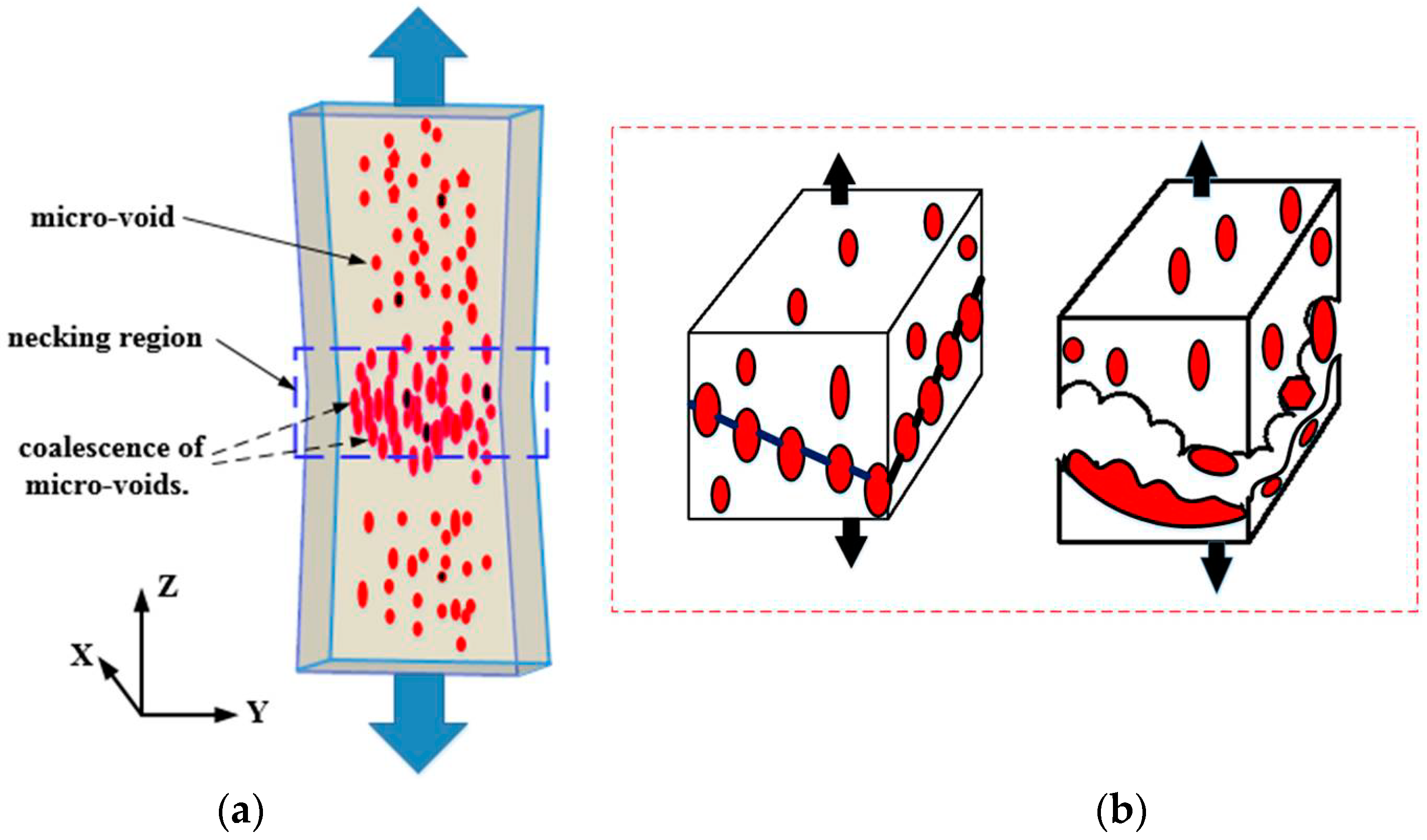
2.1. Gurson’s Model
2.2. Gurson-Tvergaard-Needleman (GTN) Model
3. Experimental Material and Methods
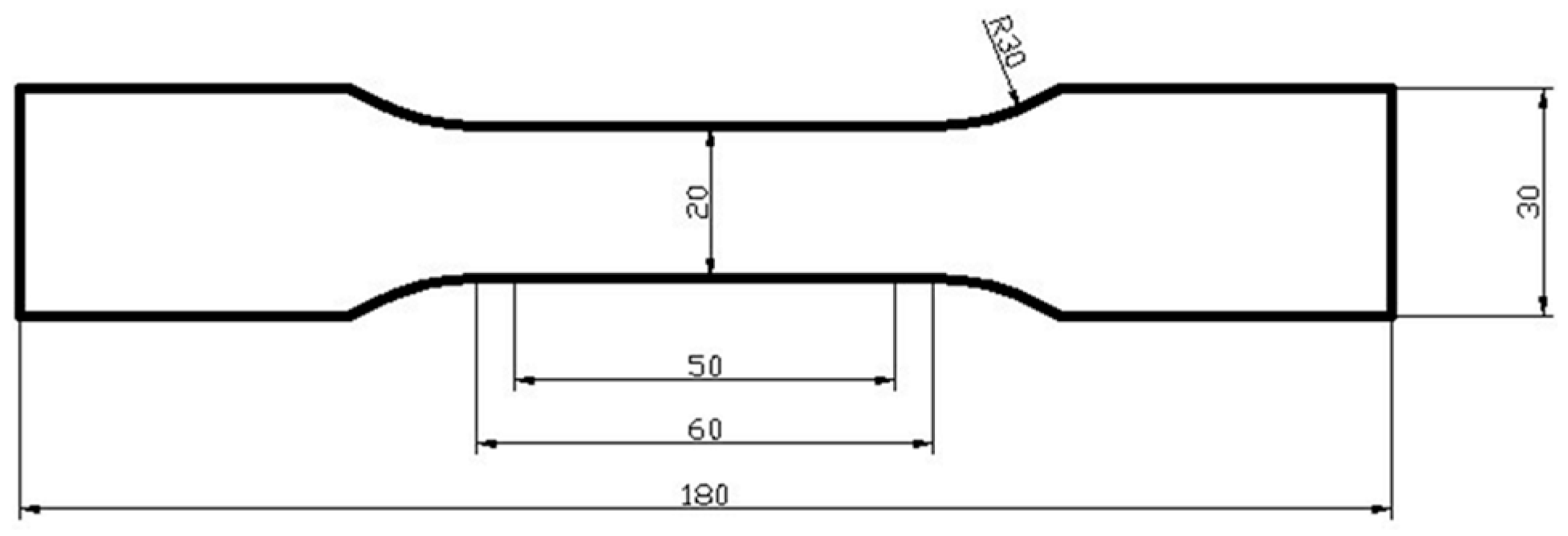
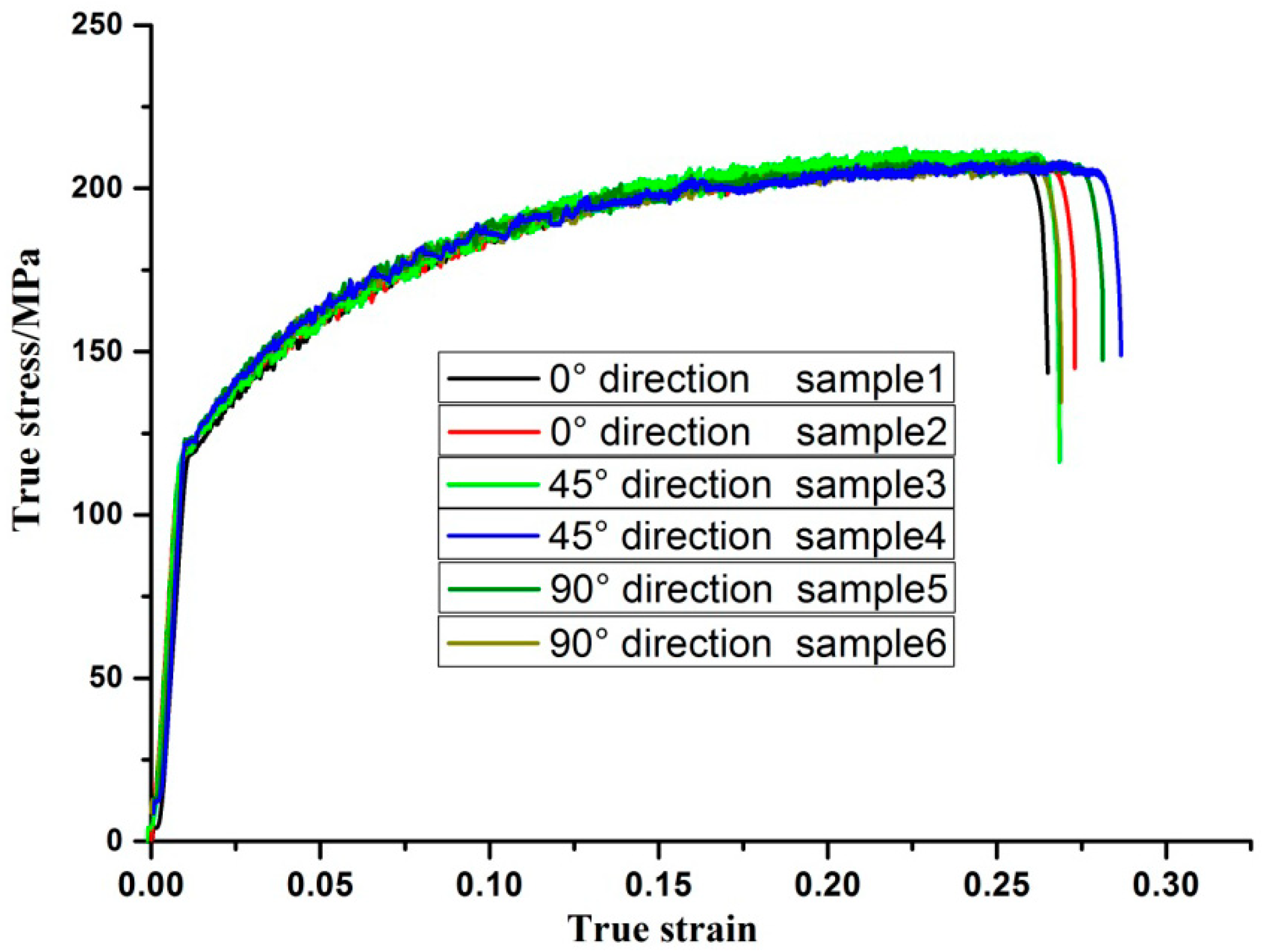
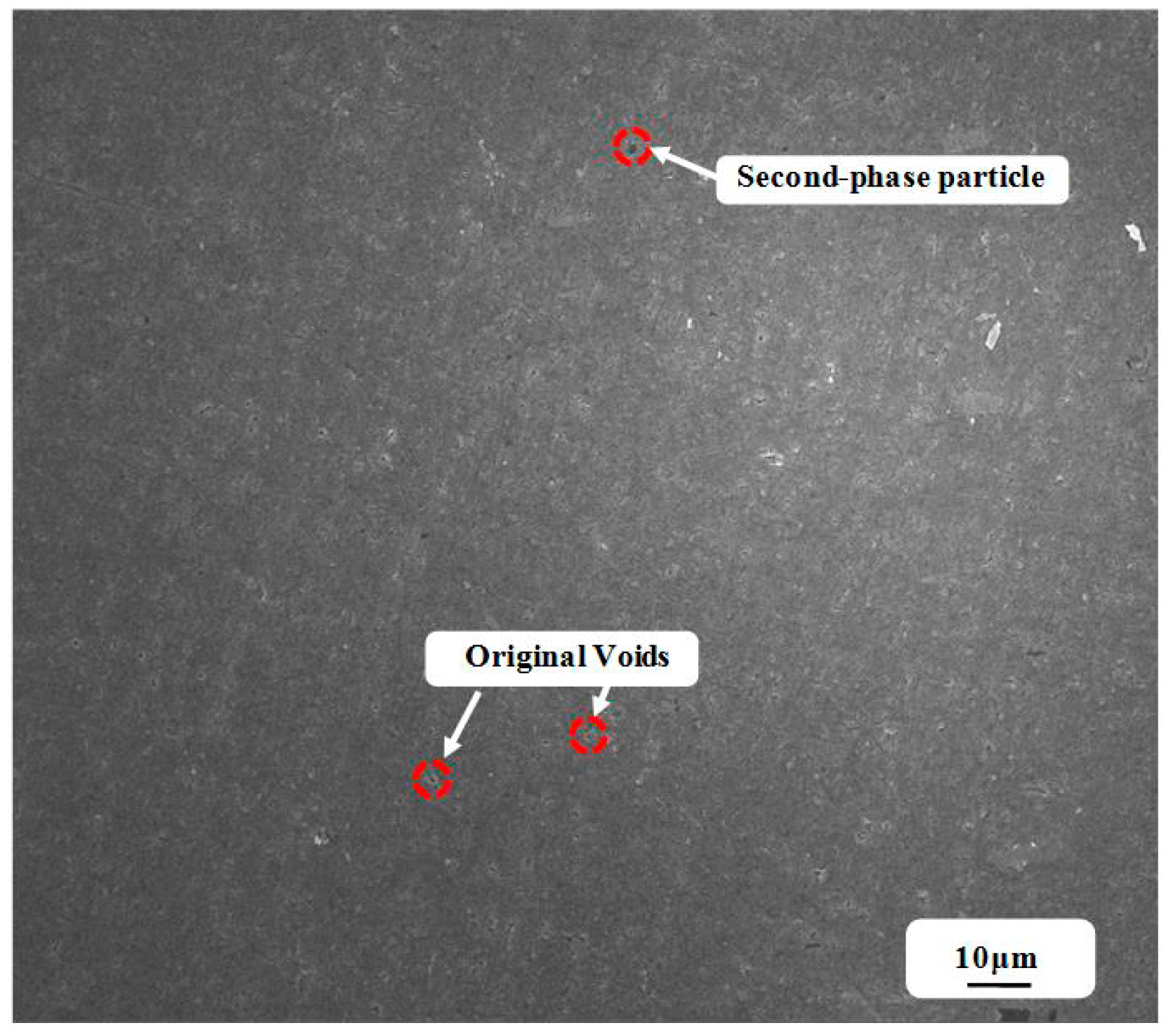
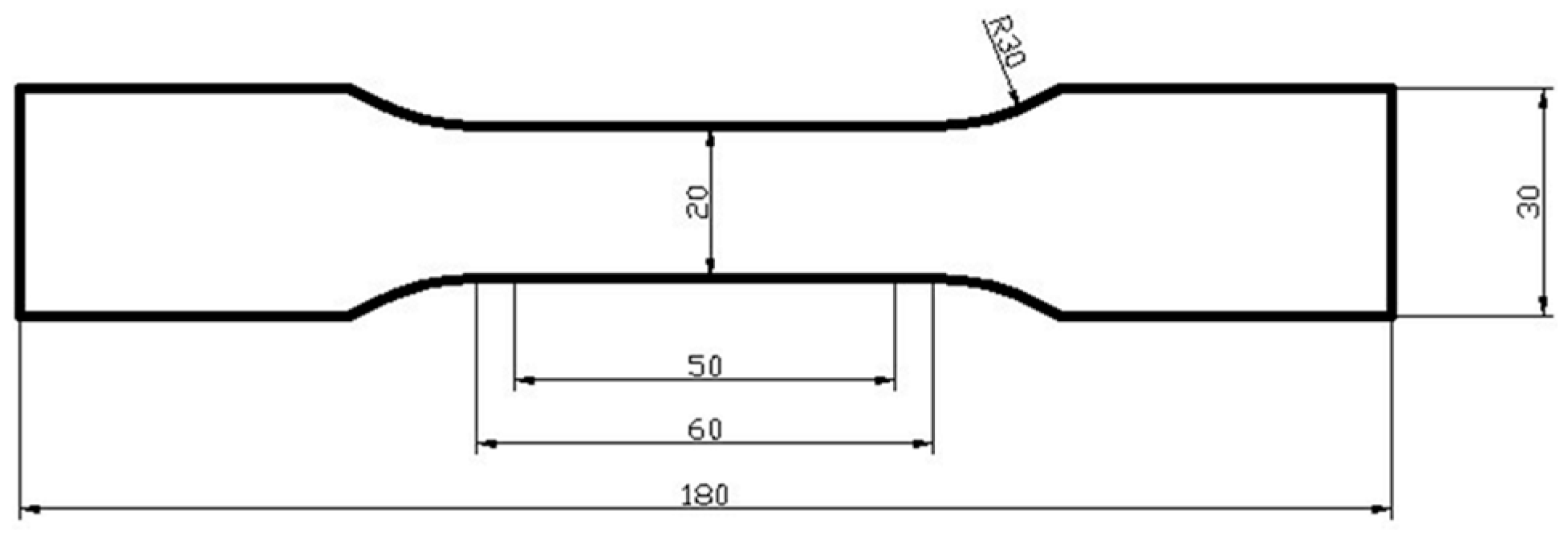
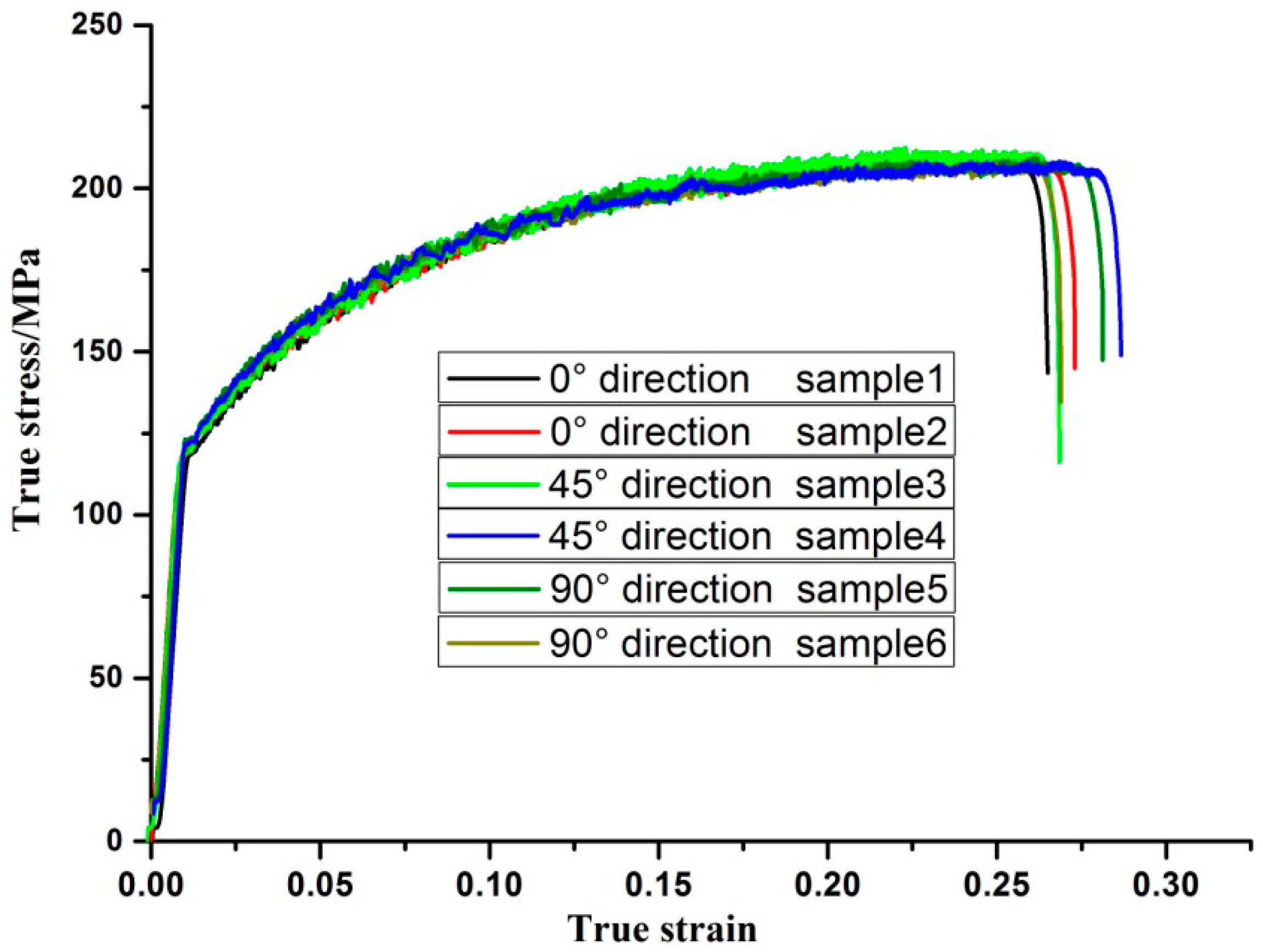
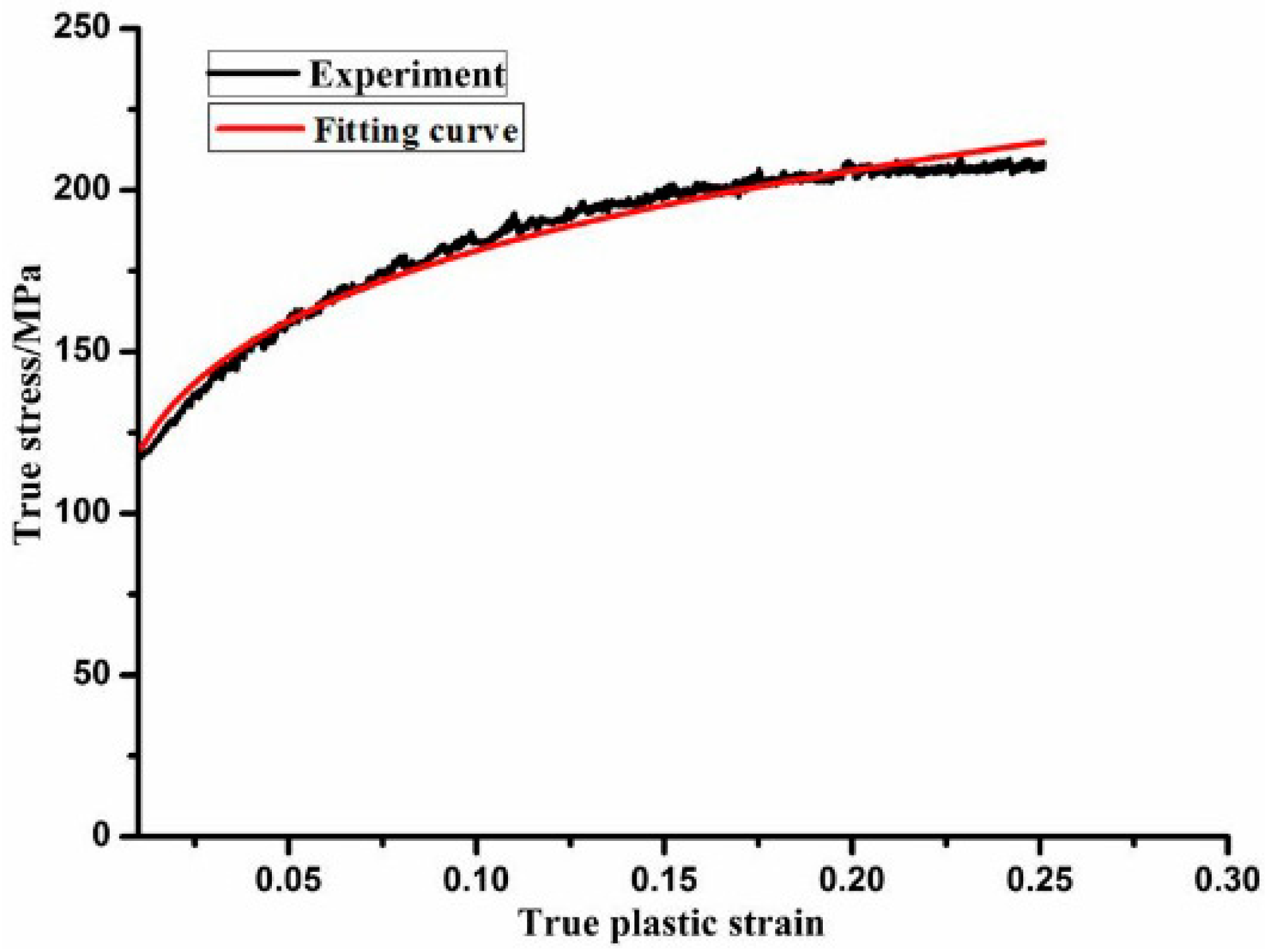
3.1. Experiment Material
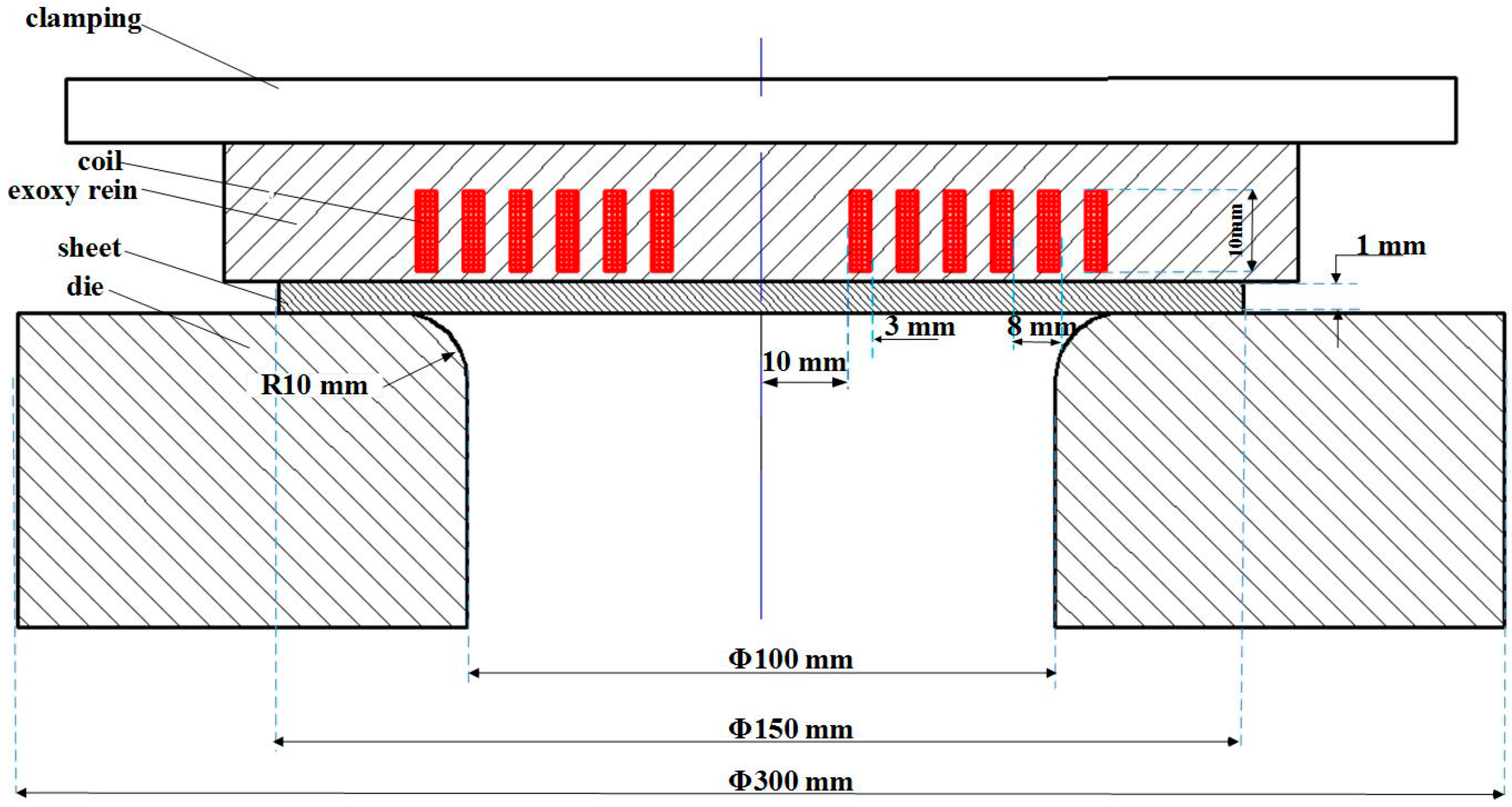
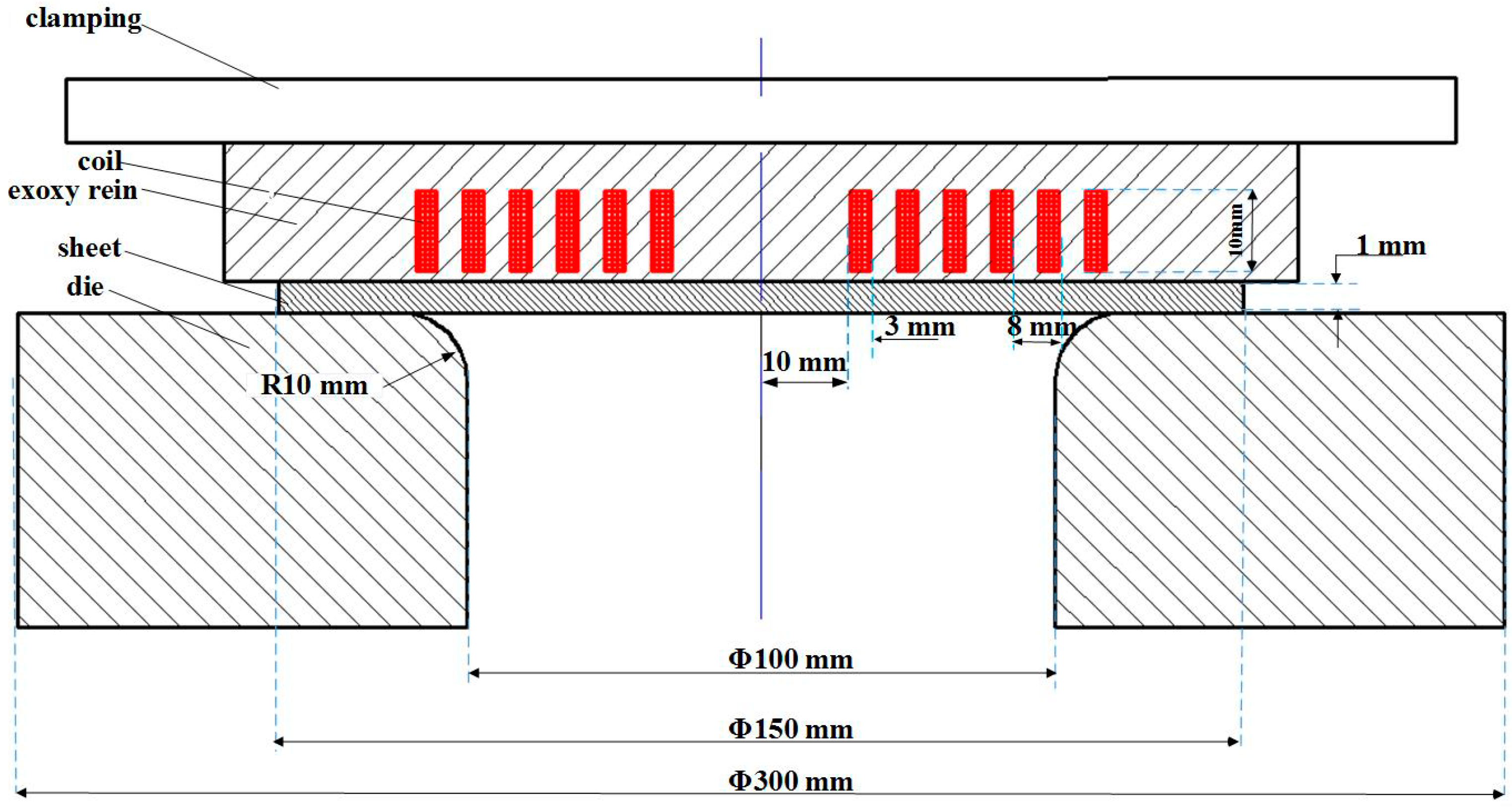
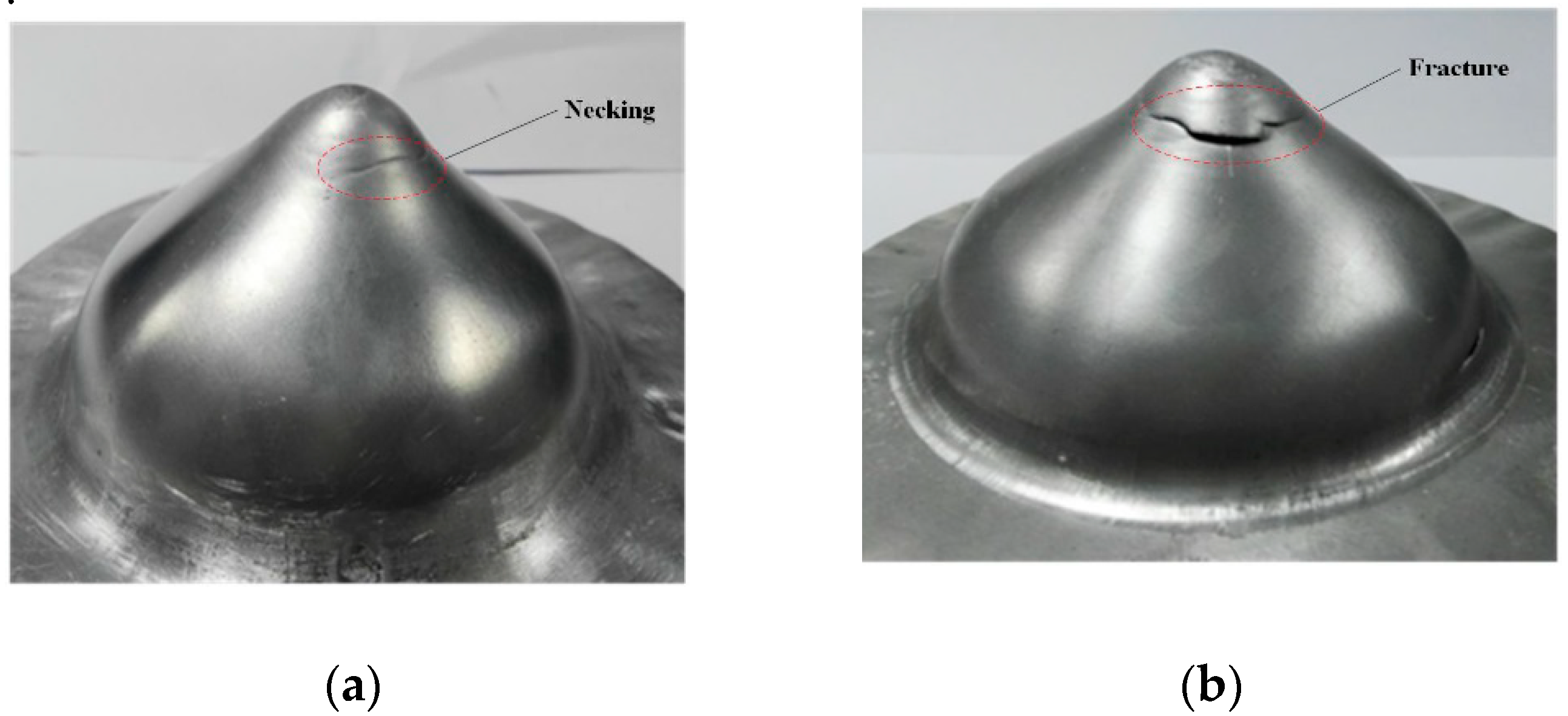
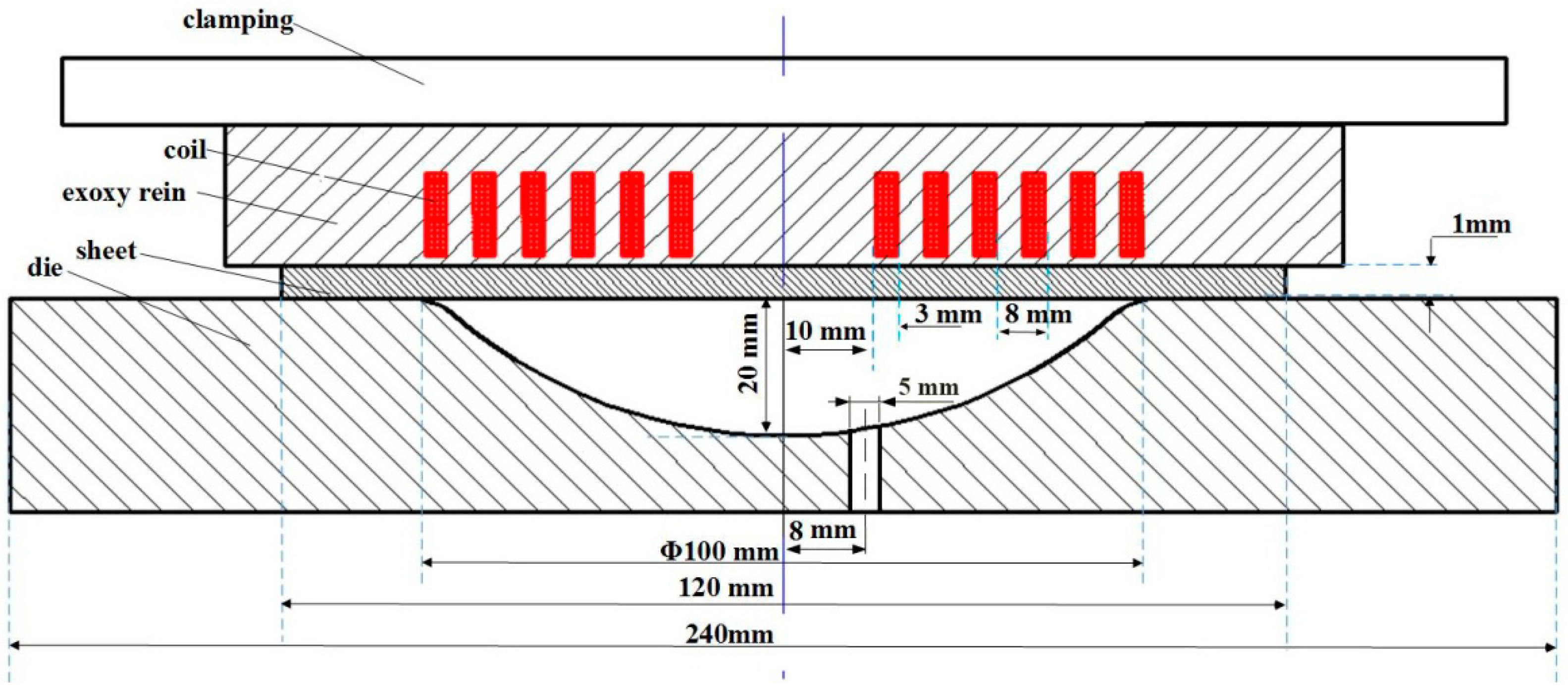
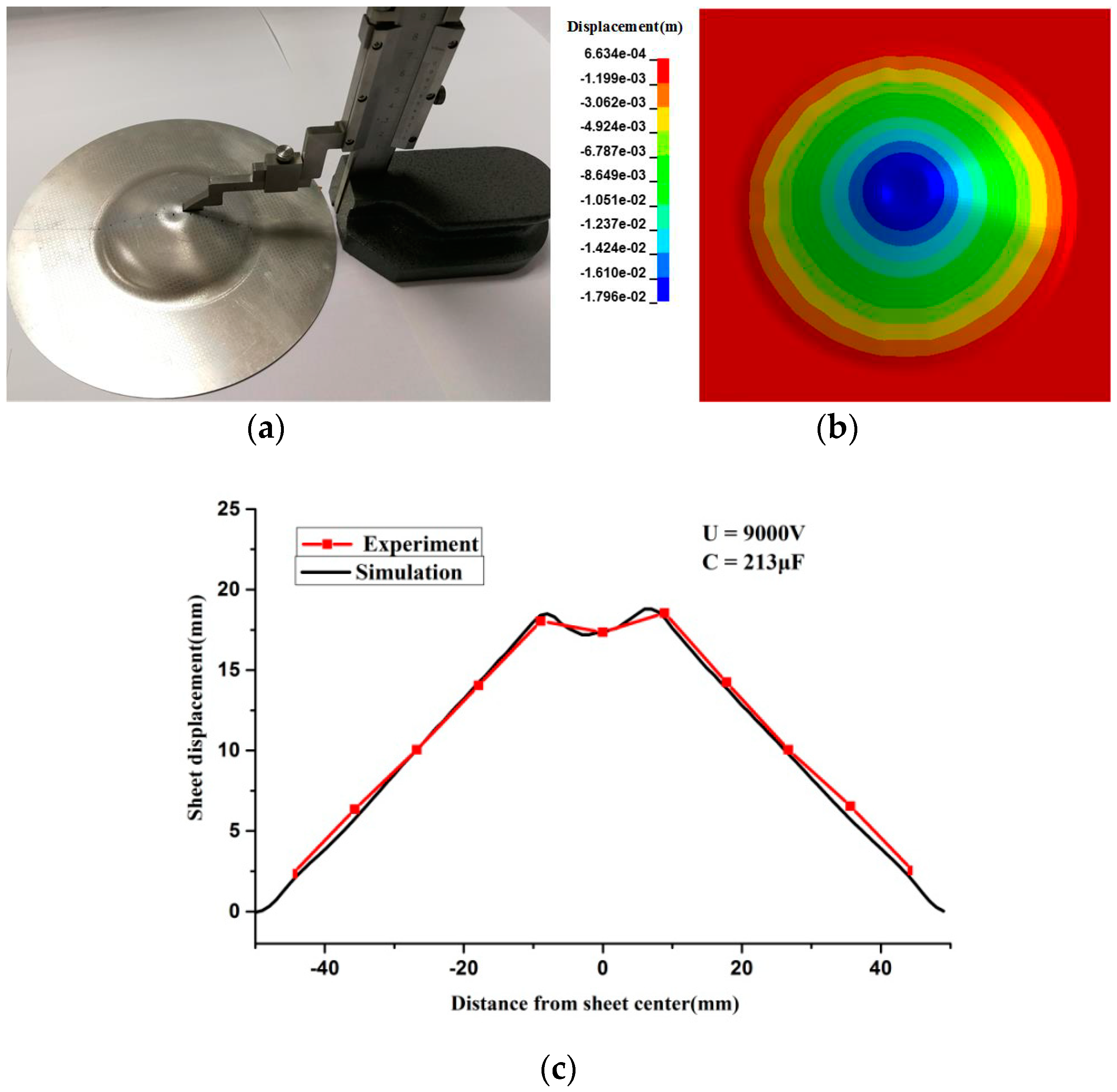
3.2. Electromagnetic Free Forming Experiment
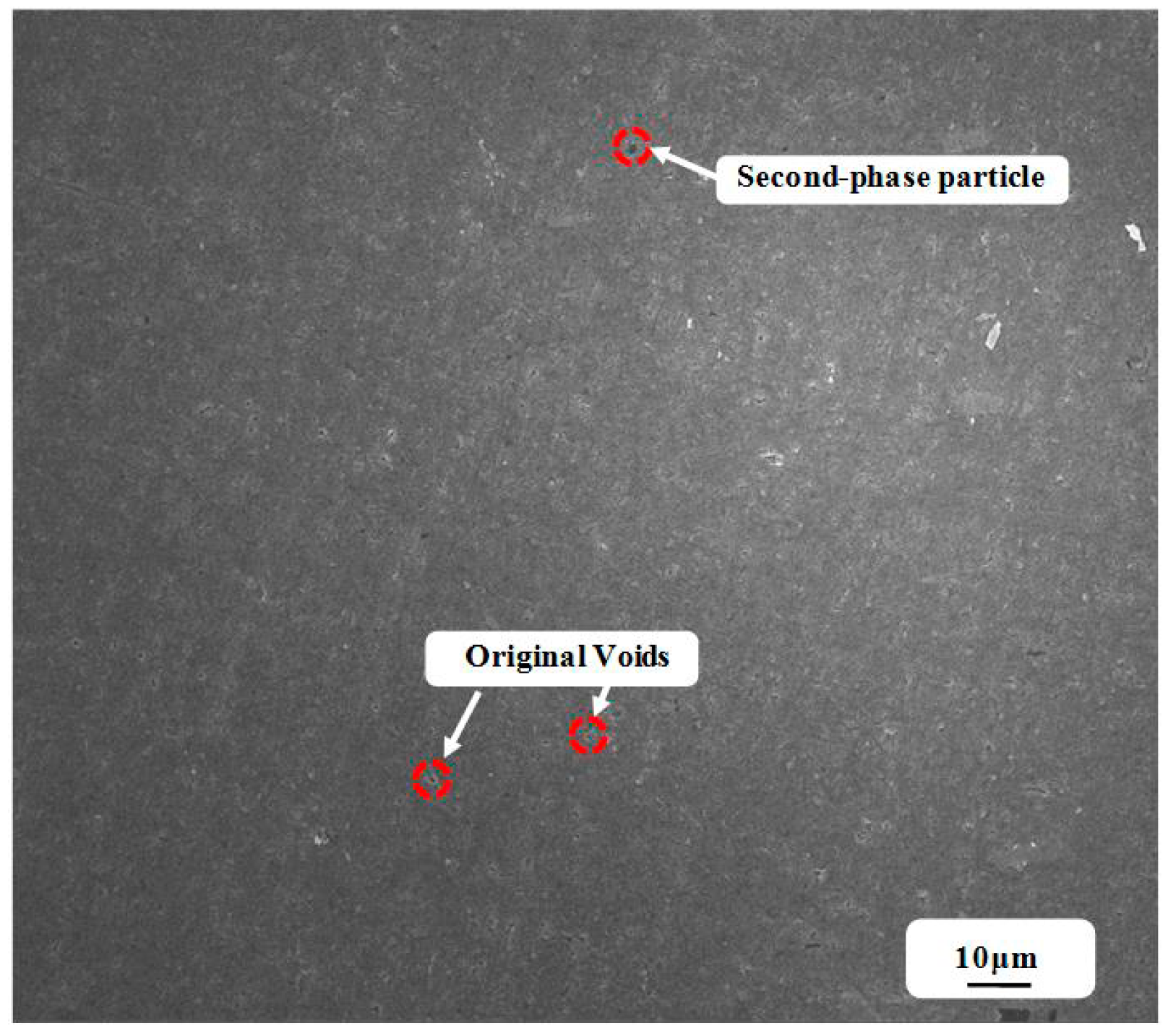
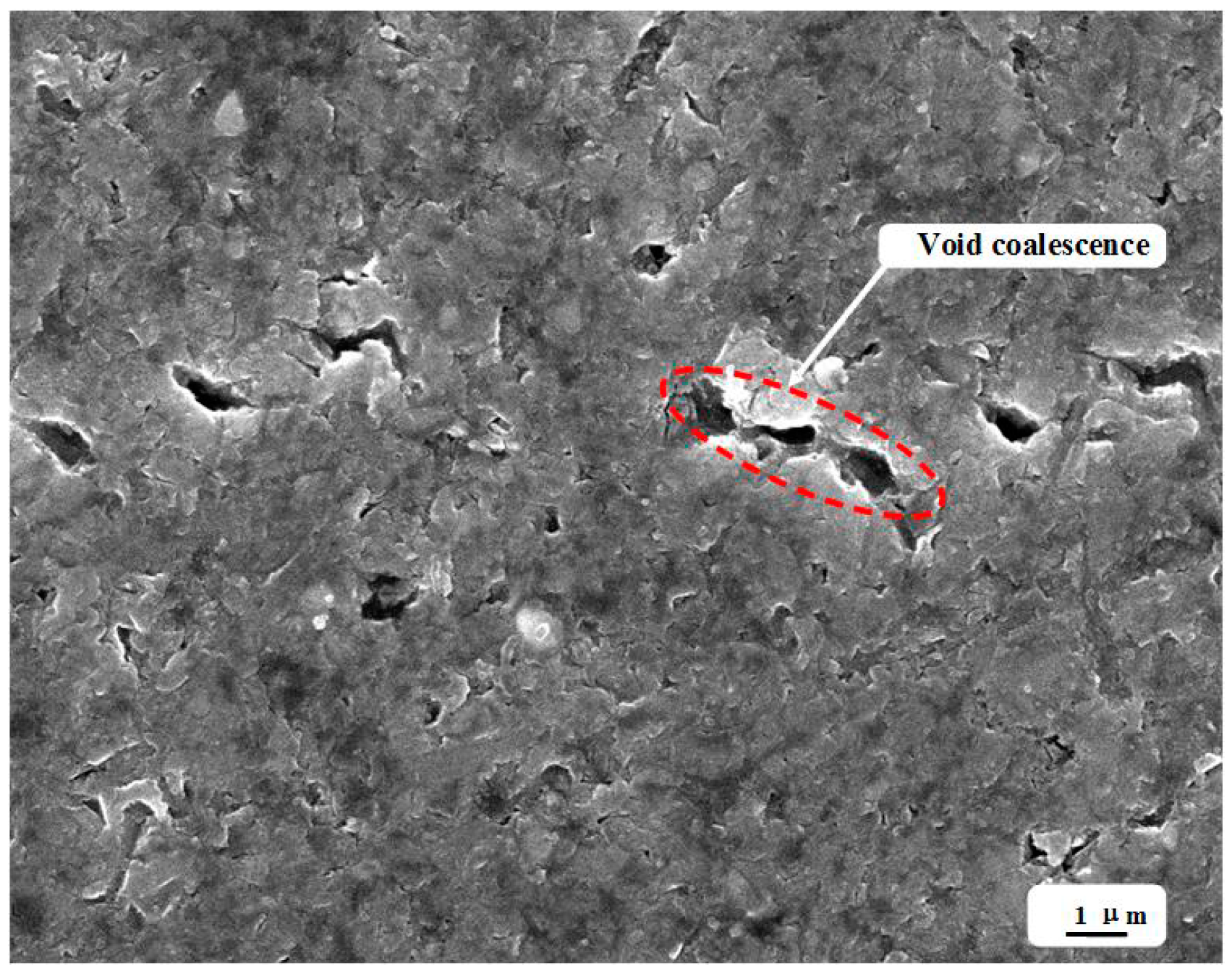
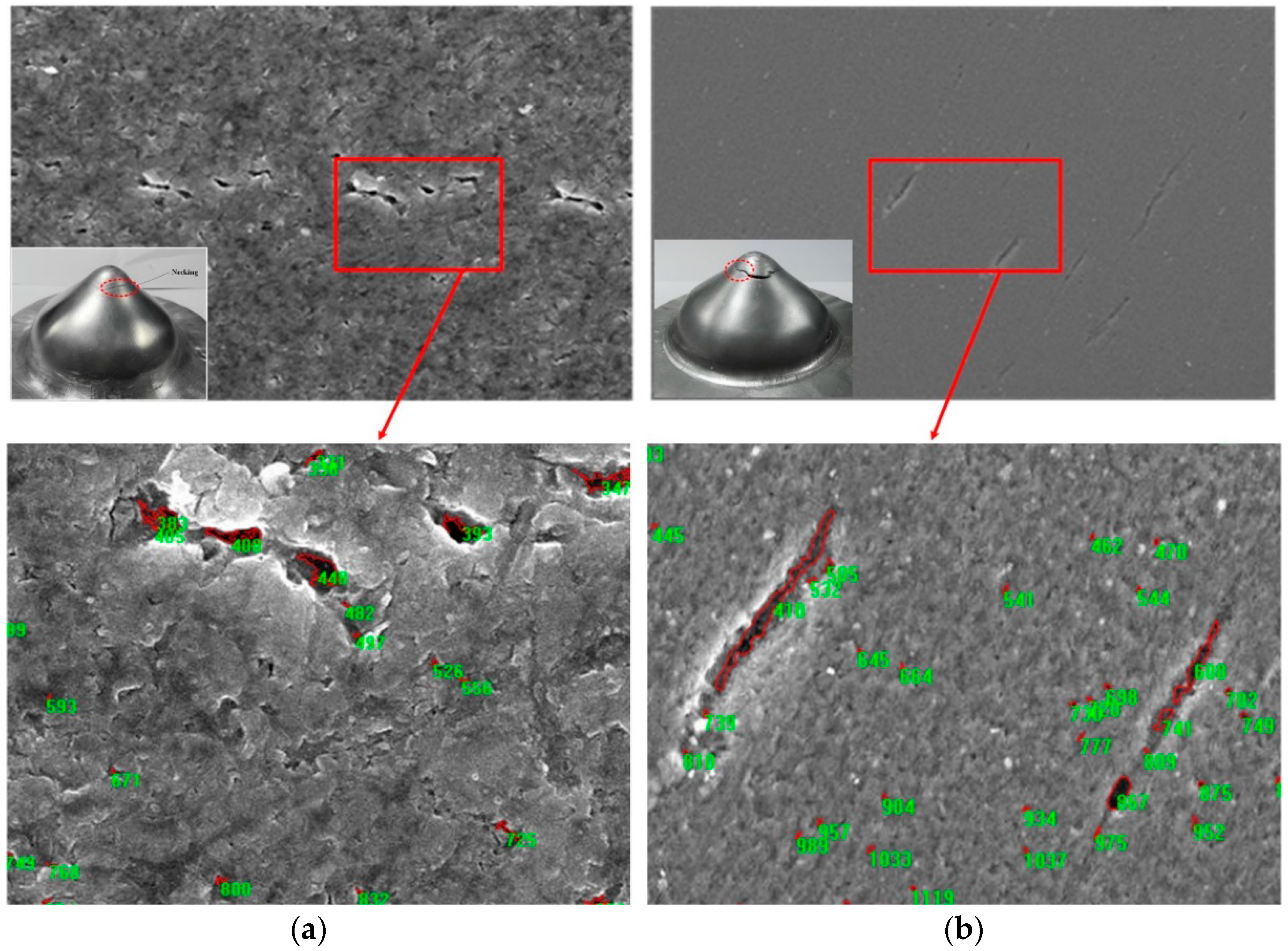
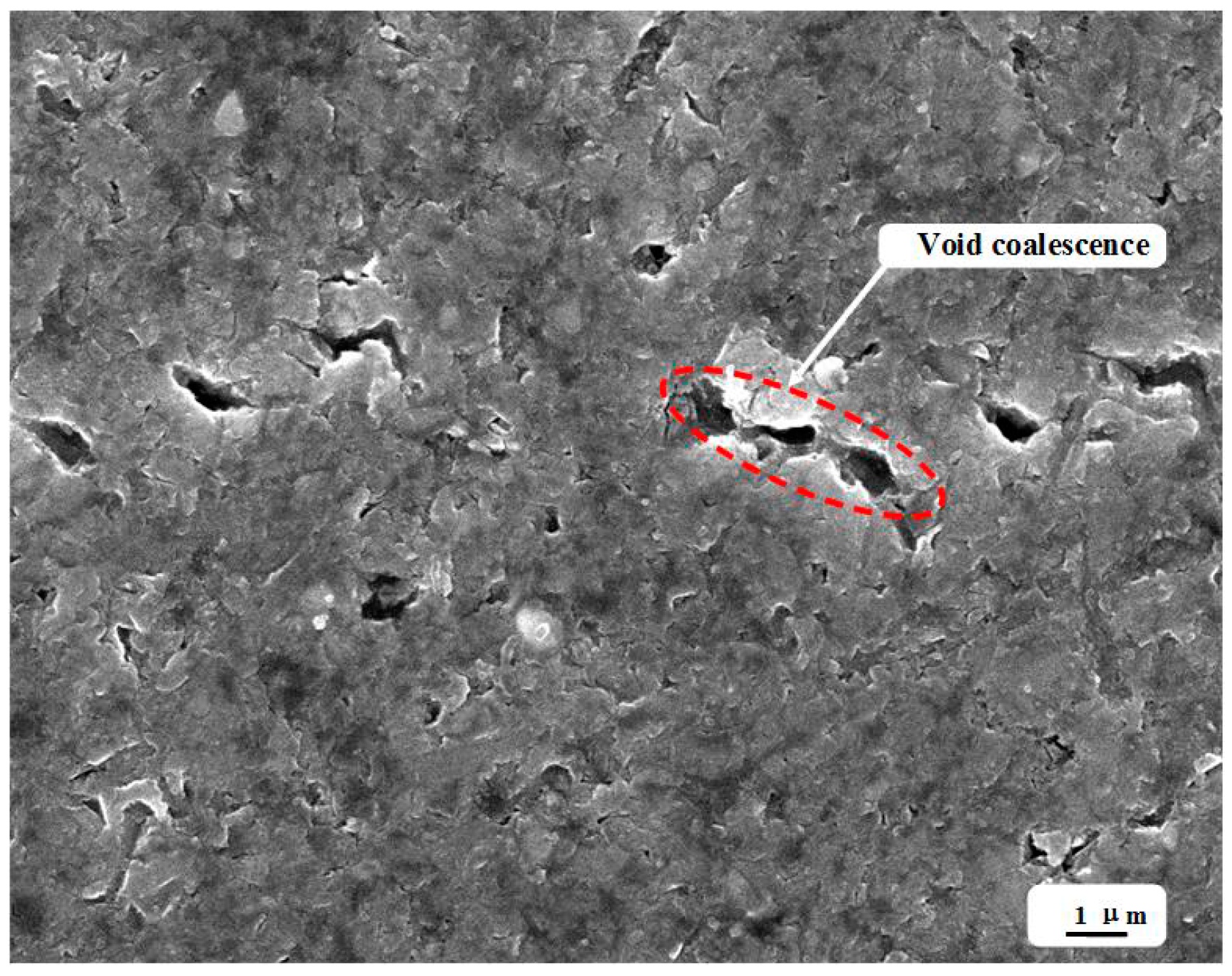
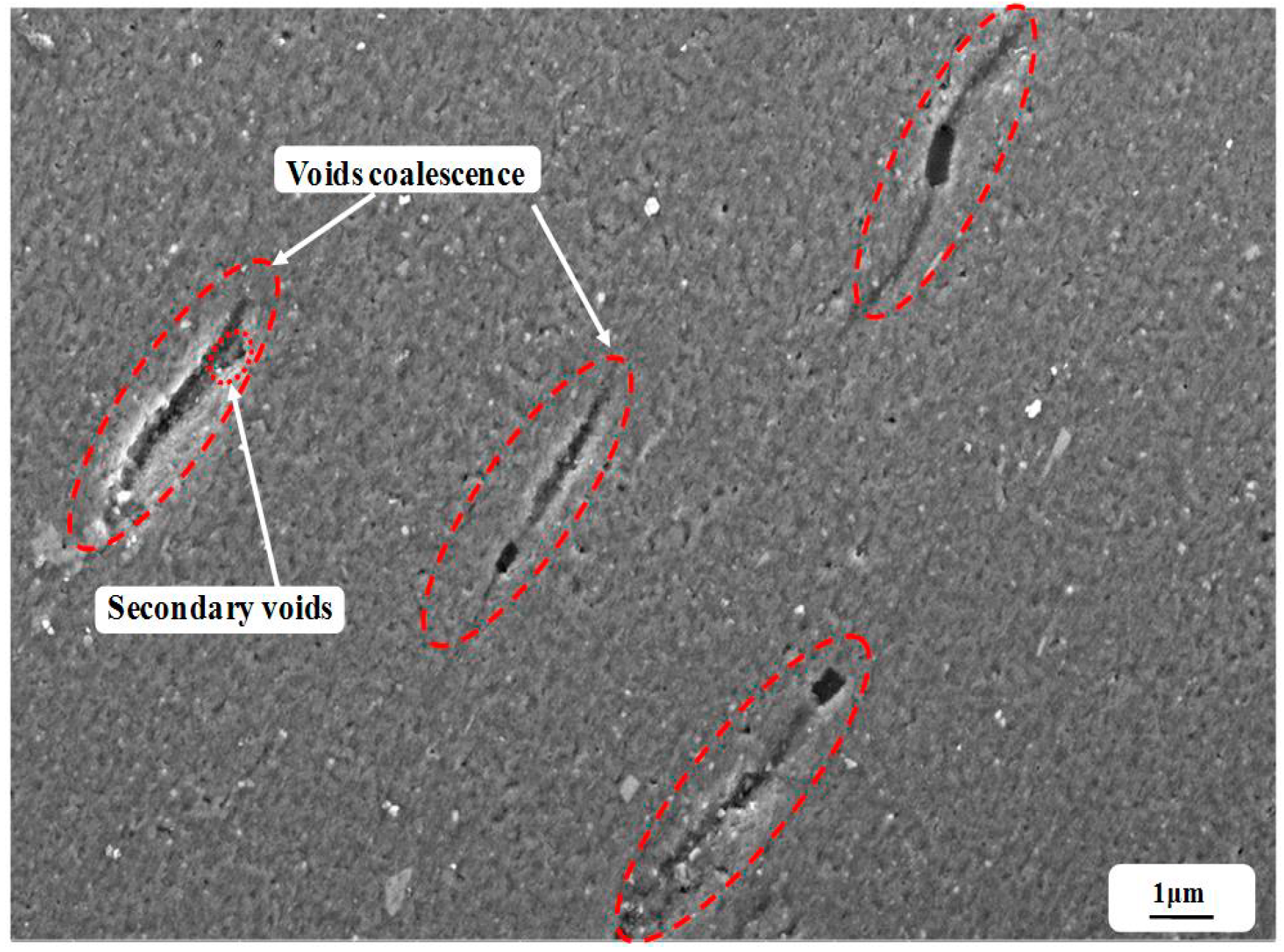
3.3. Determination of GTN Material Constants
4. Application
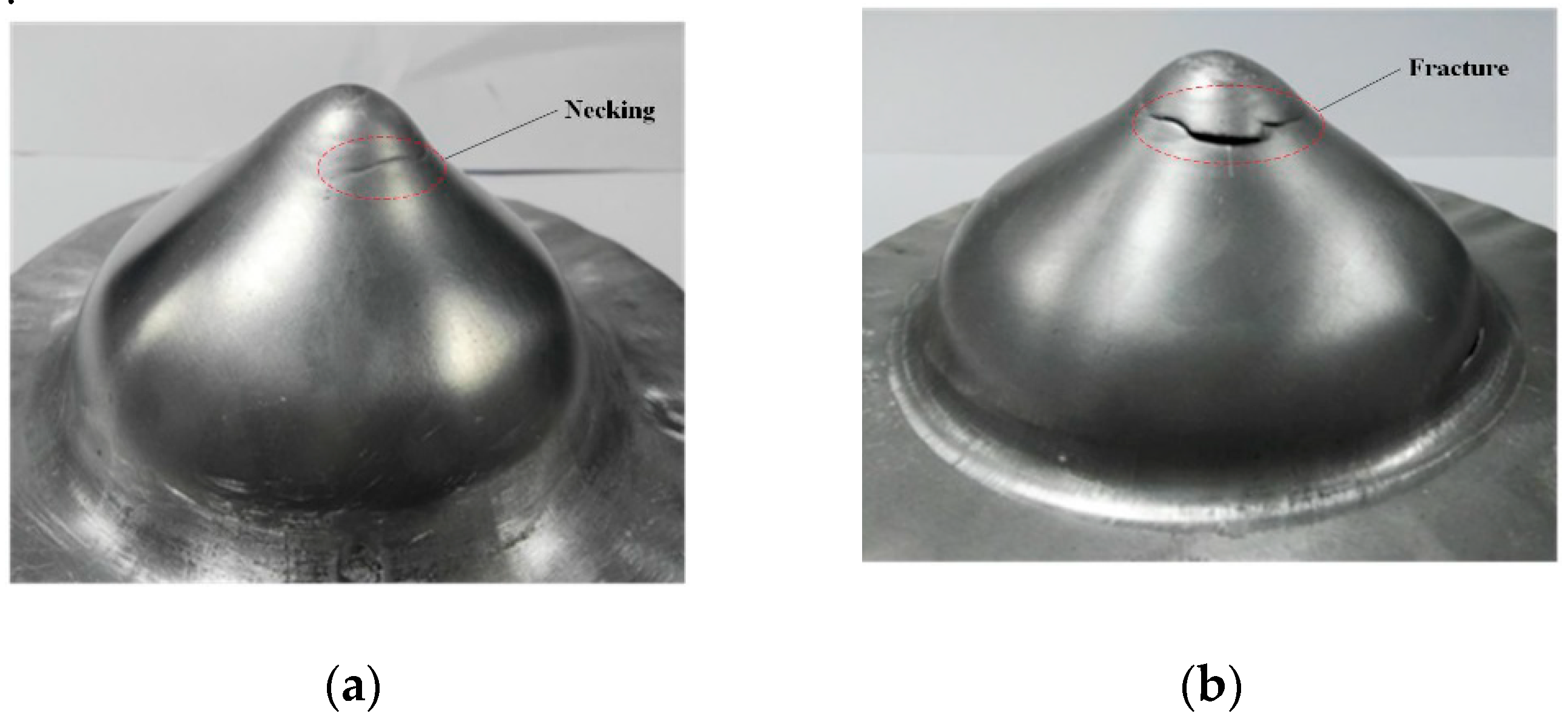
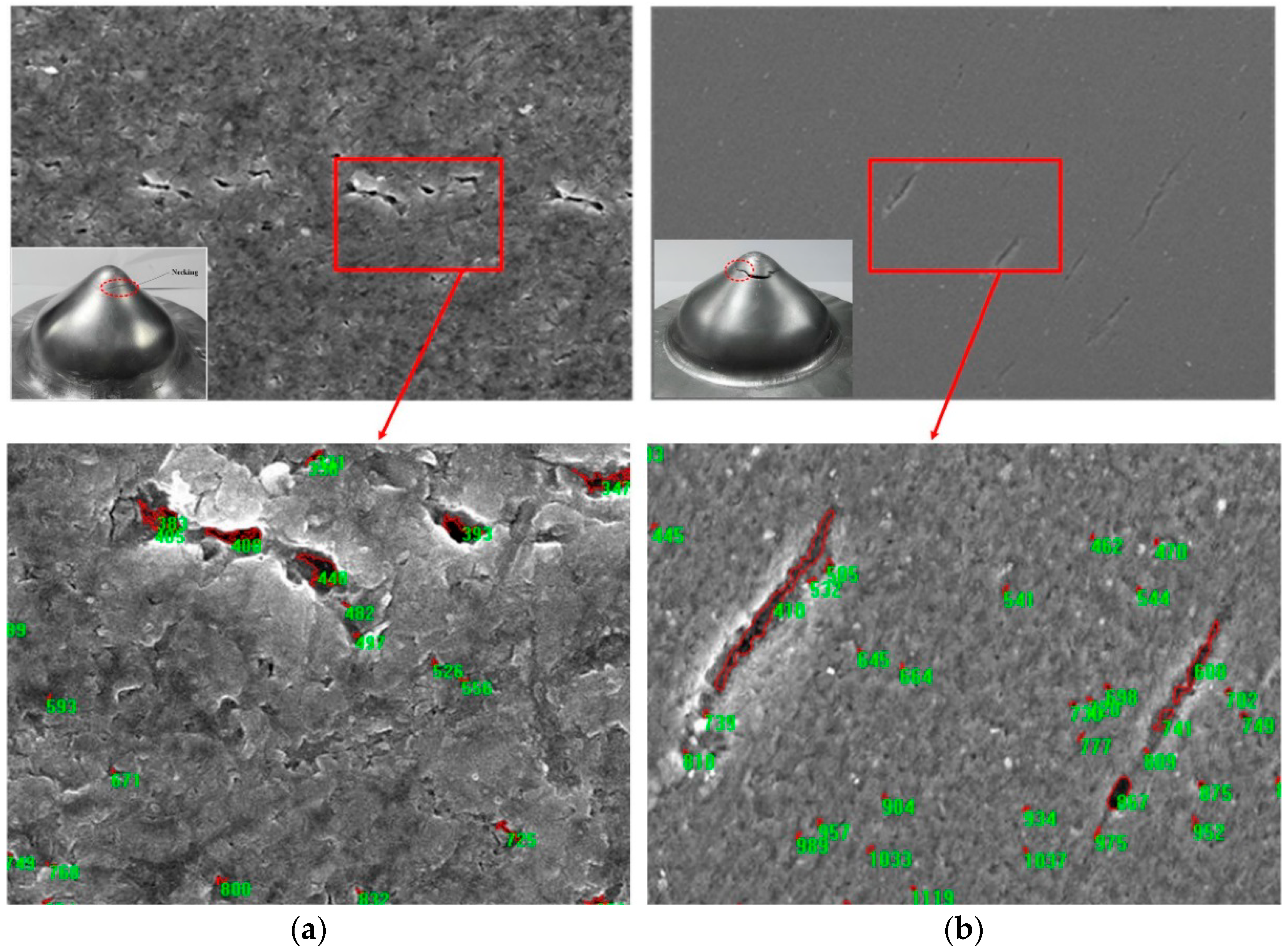
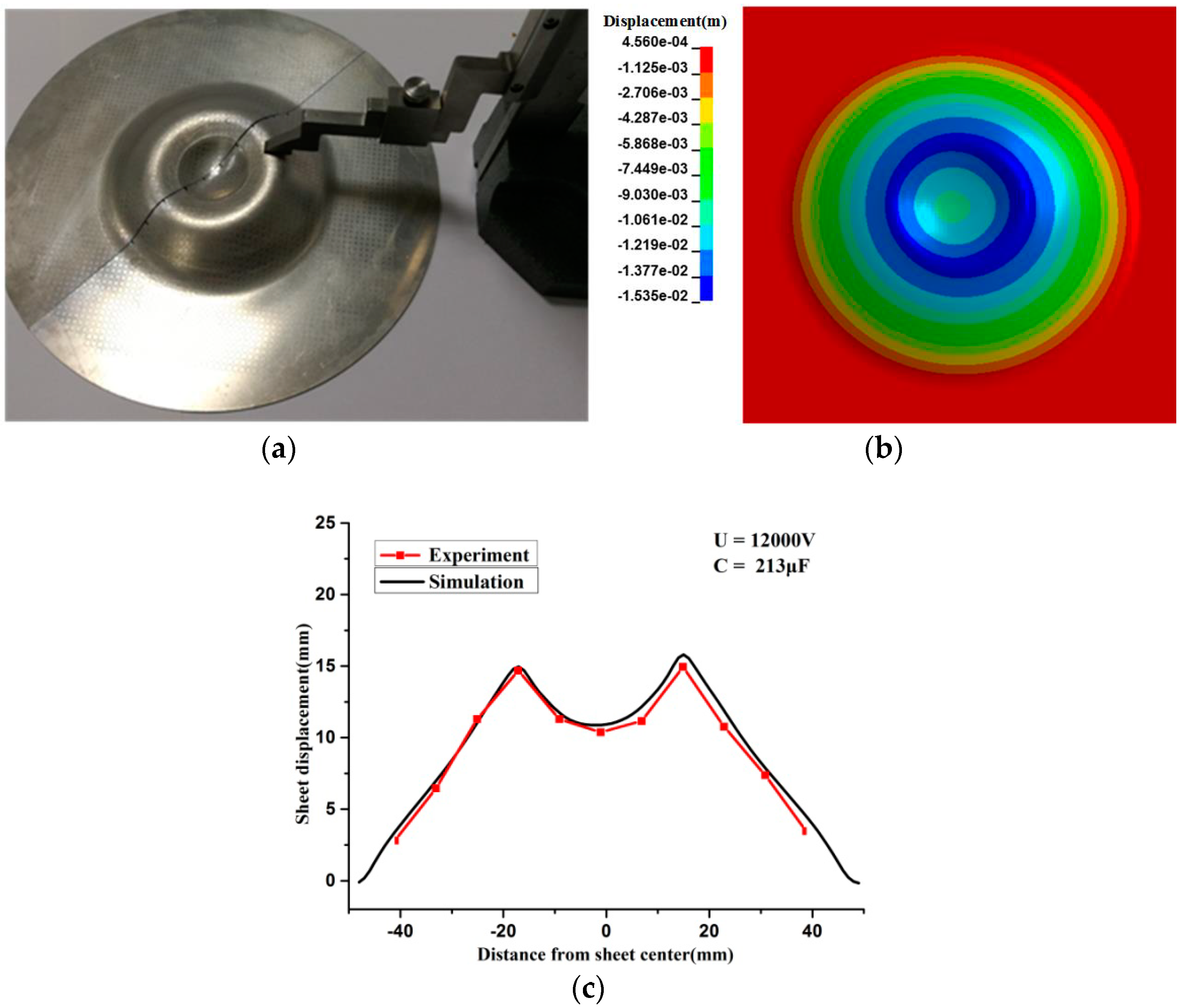
4.1. Electromagnetic Impaction Forming Experiment
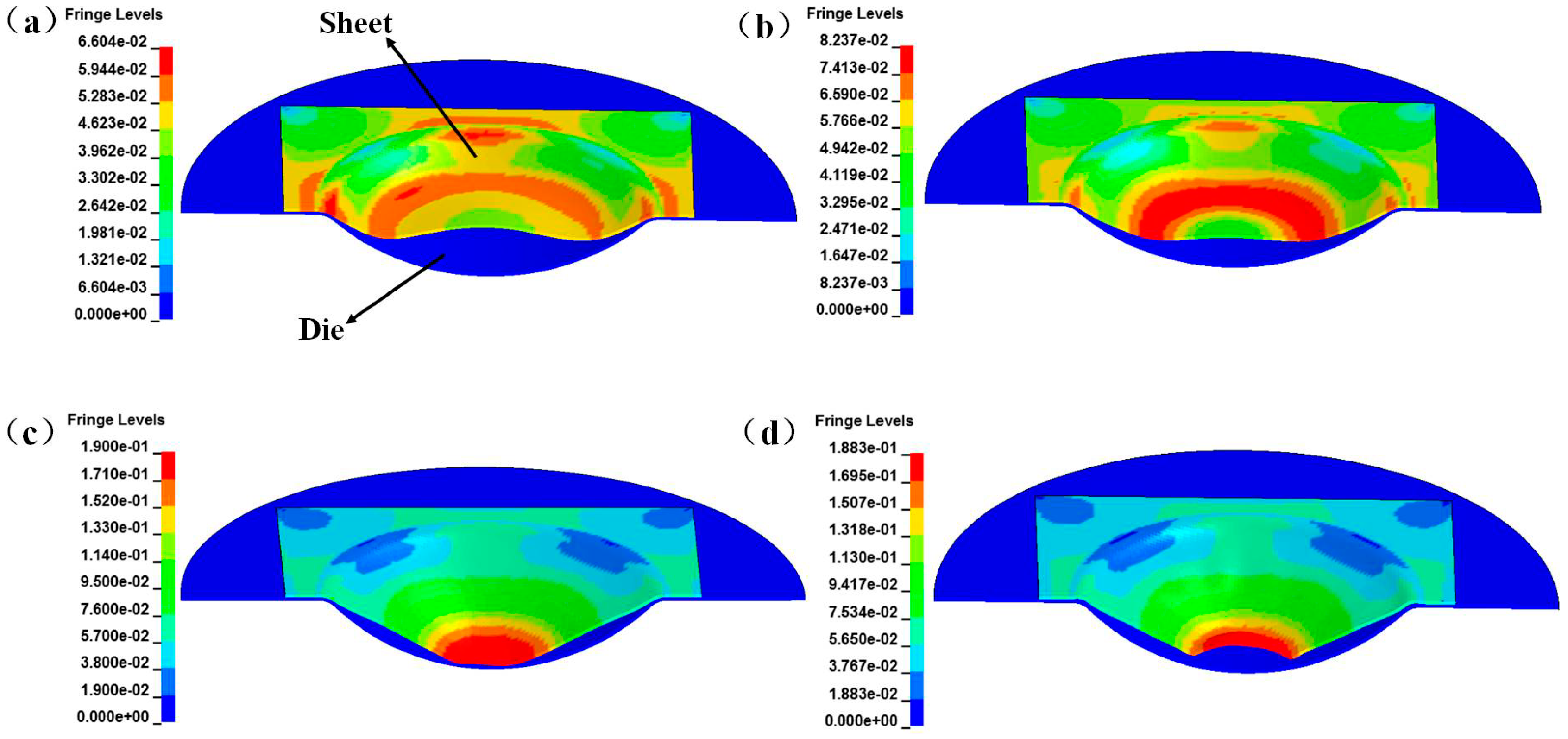
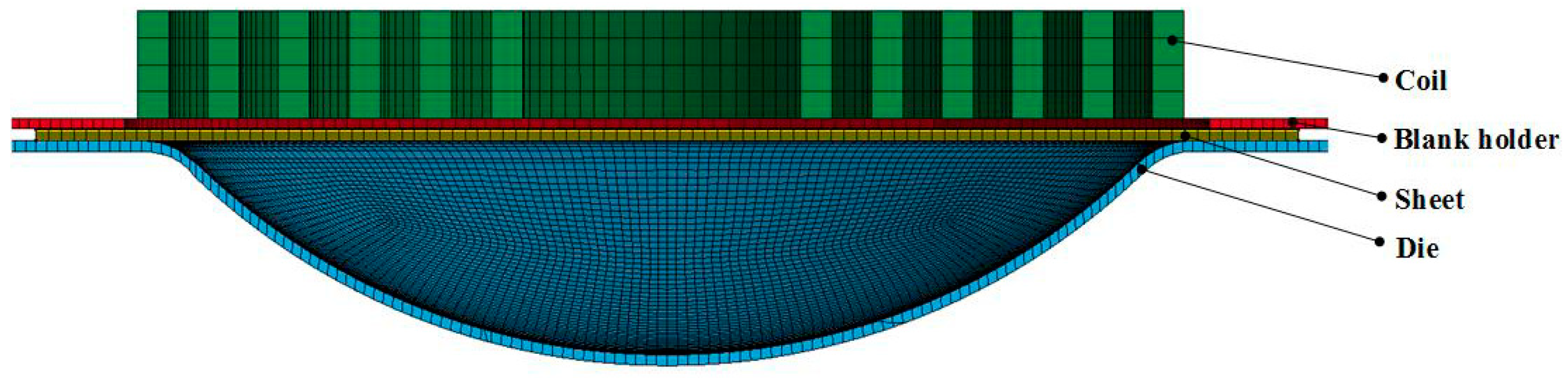
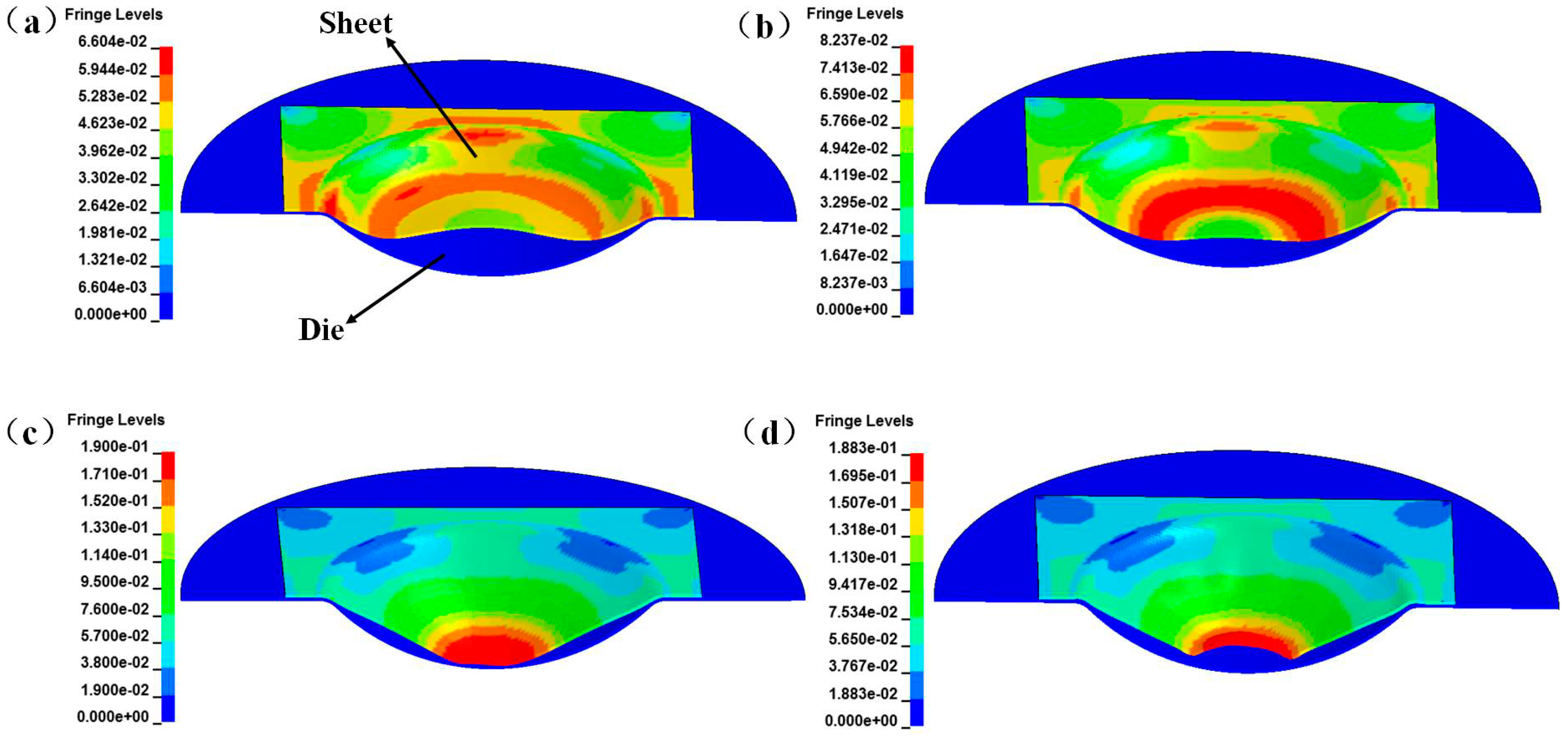
4.2. Numerical Models
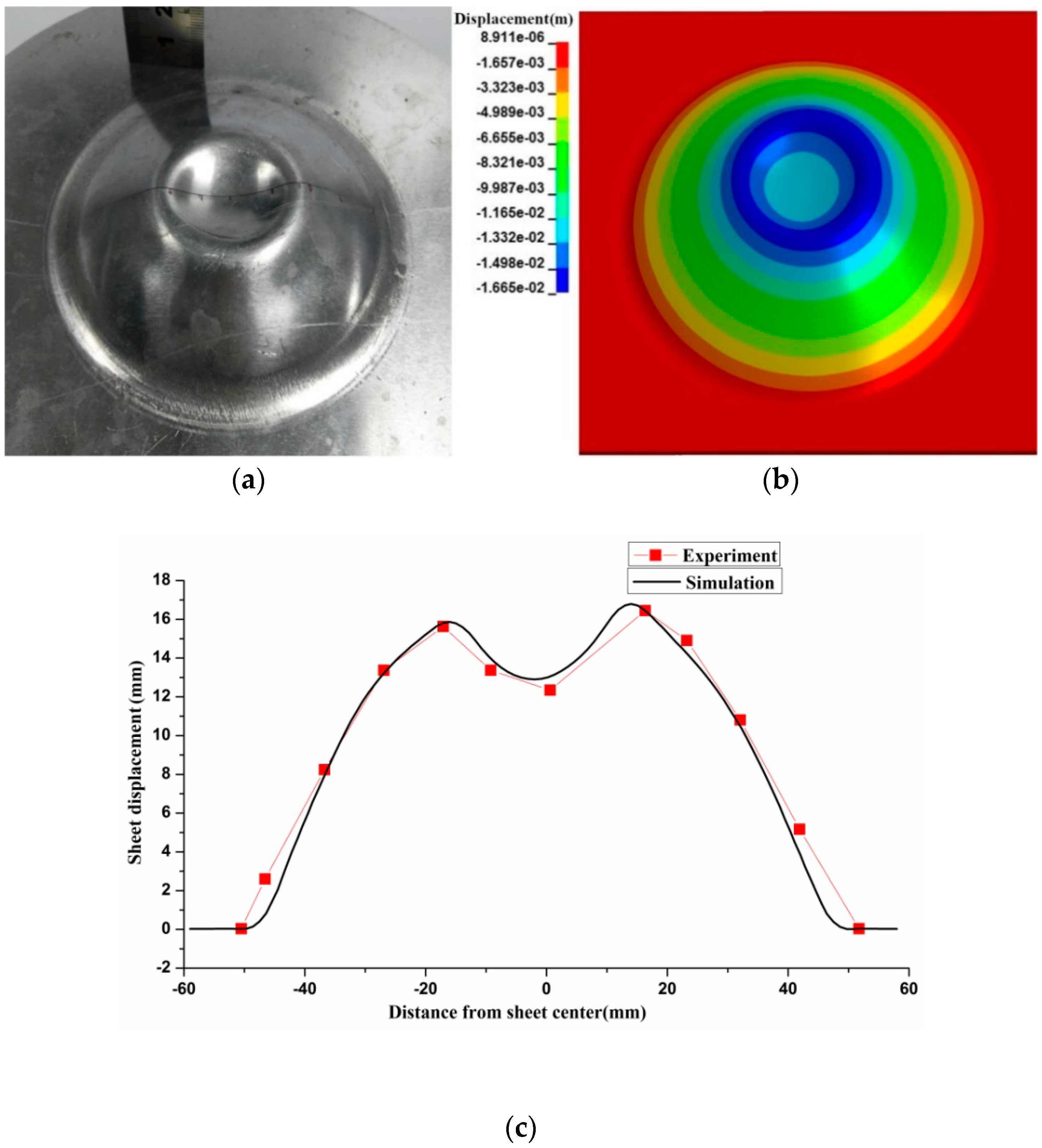
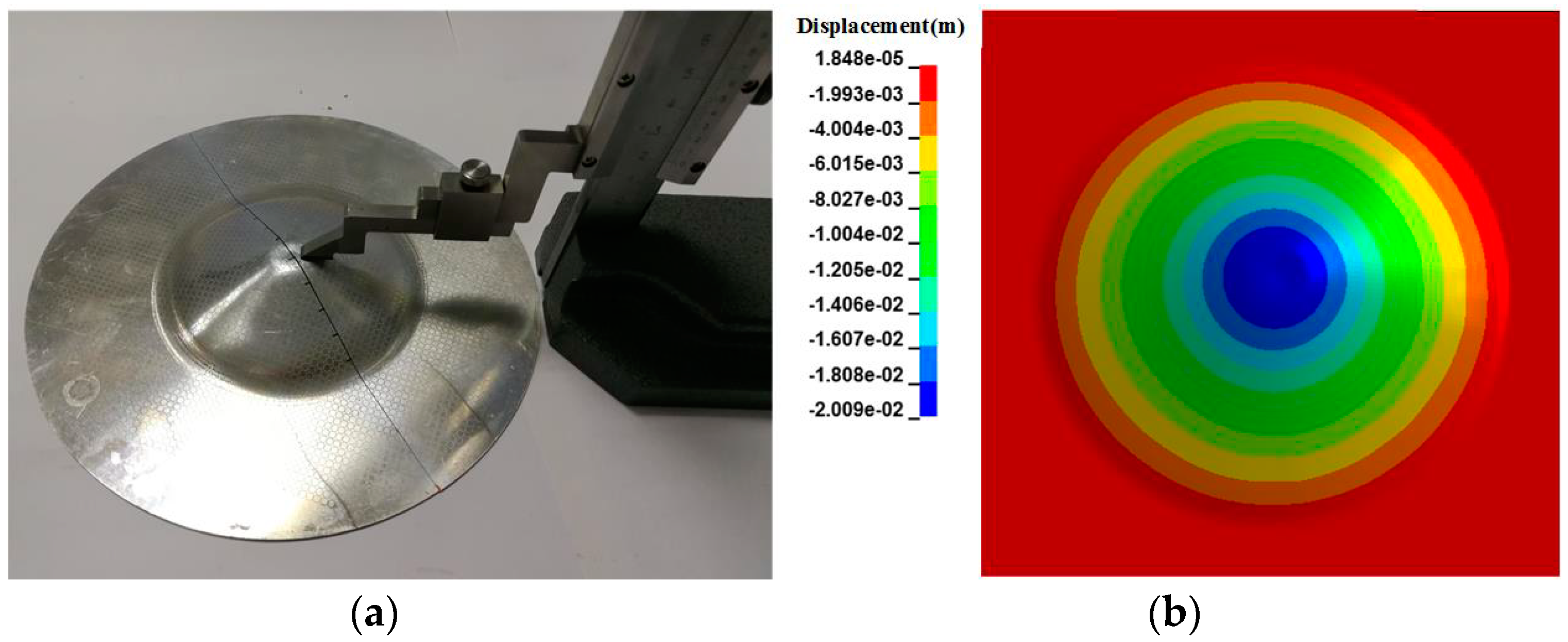
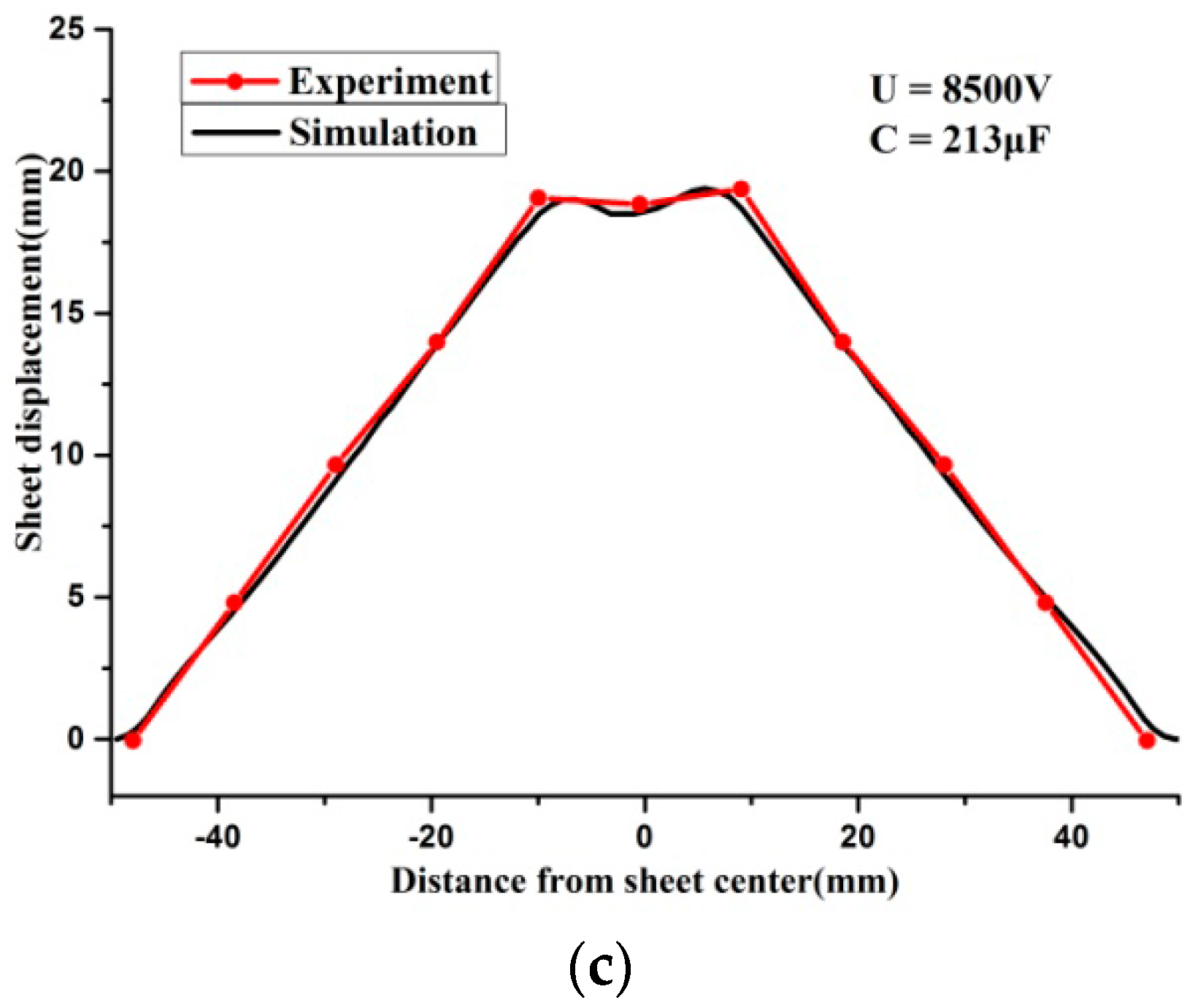
4.3. Validation Study
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cui, X.H.; Mo, J.H.; Li, J.J.; Zhao, J.; Zhu, Y.; Huang, L.; Li, Z.W.; Zhong, K. Electromagnetic incremental forming (EMIF): A novel aluminum alloy sheet and tube forming technology. J. Mater. Process. Technol. 2014, 214, 409–427. [Google Scholar] [CrossRef]
- Kim, D.; Park, H.I.; Lee, J.; Kim, J.H.; Lee, M.-G.; Lee, Y. Experimental study on forming behavior of high-strength steel sheets under electromagnetic pressure. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 670–681. [Google Scholar] [CrossRef]
- Chu, Y.-Y.; Lee, R.-S. Effect of field shaper geometry on the Lorentz force for electromagnetic sheet impact forming process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 324–332. [Google Scholar] [CrossRef]
- Li, F.-Q.; Mo, J.-H.; Li, J.-J.; Huang, L.; Zhou, H.-Y.; Qiu, L. Experimental and numerical investigation of electromagnetic bulging of titanium alloy Ti-6Al-4V at room temperature. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1753–1763. [Google Scholar] [CrossRef]
- Jang, C.H.; Jin, C.K.; Bolouri, A.; Kang, C.G. Effect of forming conditions on mechanical properties of rheoformed thin plates with microchannels using electromagnetic stirring. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 399–412. [Google Scholar] [CrossRef]
- Long, A.; Wan, M.; Wang, W.; Wu, X.; Cui, X.; Ma, B. Forming methodology and mechanism of a novel sheet metal forming technology—Electromagnetic superposed forming (EMSF). Int. J. Solids Struct. 2017. [Google Scholar] [CrossRef]
- Lai, Z.; Cao, Q.; Han, X.; Huang, Y.; Deng, F.; Chen, Q.; Li, L. Investigation on plastic deformation behavior of sheet workpiece during radial Lorentz force augmented deep drawing process. J. Mater. Process. Technol. 2017, 245, 193–206. [Google Scholar] [CrossRef]
- Paese, E.; Geier, M.; Homrich, R.P.; Rosa, P.; Rossi, R. Sheet metal electromagnetic forming using a flat spiral coil: Experiments, modeling, and validation. J. Mater. Process. Technol. 2019, 263, 408–422. [Google Scholar] [CrossRef]
- Cui, X.; Mo, J.; Han, F. 3D Multi-physics field simulation of electromagnetic tube forming. Int. J. Adv. Manuf. Technol. 2012, 59, 521–529. [Google Scholar] [CrossRef]
- Oh, Y.-R.; Nam, H.-S.; Kim, Y.-J.; Miura, N. Application of the GTN model to ductile crack growth simulation in through-wall cracked pipes. Int. J. Press. Vessel. Pip. 2018, 159, 35–44. [Google Scholar] [CrossRef]
- Butcher, C.; Chen, Z.; Bardelcik, A.; Worswick, M. Damage-based finite-element modeling of tube hydroforming. Int. J. Fract. 2009, 155, 55–65. [Google Scholar] [CrossRef]
- Shahzamanian, M.M. Anisotropic Gurson-Tvergaard-Needleman plasticity and damage model for finite element analysis of elastic-plastic problems. Int. J. Numer. Methods Eng. 2018, 115, 1527–1551. [Google Scholar] [CrossRef]
- Cricrì, G. A consistent use of the Gurson-Tvergaard-Needleman damage model for the R-curve calculation. Frat. Integr. Strutt. 2013, 7, 161–174. [Google Scholar]
- Uthaisangsuk, V.; Prahl, U.; Münstermann, S.; Bleck, W. Experimental and numerical failure criterion for formability prediction in sheet metal forming. Comput. Mater. Sci. 2008, 43, 43–50. [Google Scholar] [CrossRef]
- Lemiale, V.; Chambert, J.; Picart, P. Description of numerical techniques with the aim of predicting the sheet metal blanking process by FEM simulation. J. Mater. Process. Technol. 2009, 209, 2723–2734. [Google Scholar] [CrossRef]
- Zhang, Z.; Thaulow, C.; Ødegård, J. A complete Gurson model approach for ductile fracture. Eng. Fract. Mech. 2000, 67, 155–168. [Google Scholar] [CrossRef]
- Kami, A.; Dariani, B.M.; Sadough Vanini, A.; Comsa, D.S.; Banabic, D. Numerical determination of the forming limit curves of anisotropic sheet metals using GTN damage model. J. Mater. Process. Technol. 2015, 216, 472–483. [Google Scholar] [CrossRef]
- Teng, B.; Wang, W.; Xu, Y. Ductile fracture prediction in aluminium alloy 5A06 sheet forming based on GTN damage model. Eng. Fract. Mech. 2017, 186, 242–254. [Google Scholar] [CrossRef]
- He, M.; Li, F.; Wang, Z. Forming Limit Stress Diagram Prediction of Aluminum Alloy 5052 Based on GTN Model Parameters Determined by In Situ Tensile Test. Chin. J. Aeronaut. 2011, 24, 378–386. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth: Part I—Yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Met. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Needleman, A.; Tvergaard, V. An analysis of ductile rupture modes at a crack tip. J. Mech. Phys. Solids 1987, 35, 151–183. [Google Scholar] [CrossRef]
- Tvergaard, V. Influence of voids on shear band instabilities under plane strain conditions. Int. J. Fract. 1981, 17, 389–407. [Google Scholar] [CrossRef]
- Tvergaard, V. On localization in ductile materials containing spherical voids. Int. J. Fract. 1982, 18, 237–252. [Google Scholar]
- Abbasi, M.; Bagheri, B.; Ketabchi, M.; Haghshenas, D. Application of response surface methodology to drive GTN model parameters and determine the FLD of tailor welded blank. Comput. Mater. Sci. 2012, 53, 368–376. [Google Scholar] [CrossRef]
- Chu, C.; Needleman, A. Void nucleation effects in biaxially stretched sheets. J. Eng. Mater. Technol. (Trans. ASME) 1980, 102, 249–256. [Google Scholar] [CrossRef]
- Fan, Z.; Yu, H.; Li, C. Plastic deformation behavior of bi-metal tubes during magnetic pulse cladding: FE analysis and experiments. J. Mater. Process. Technol. 2016, 229, 230–243. [Google Scholar] [CrossRef]
- Fang, J.; Mo, J.; Cui, X.; Li, J.; Zhou, B. Electromagnetic pulse-assisted incremental drawing of aluminum cylindrical cup. J. Mater. Process. Technol. 2016, 238, 395–408. [Google Scholar] [CrossRef]
- Werdelmann, P.; Rosendahl, J.; Peier, D. Assessing the effective energy for magnetic forming processes by means of measurements and numerical calculation. In Proceedings of the 3rd International Conference on High Speed Forming, Dortmund, Germany, 11–12 March 2008; pp. 299–306. [Google Scholar]
- Mamalis, A.G.; Manolakos, D.E.; Kladas, A.G.; Koumoutsos, A.K. Electromagnetic forming tools and processing conditions: Numerical simulation. Mater. Manuf. Process. 2006, 21, 411–423. [Google Scholar] [CrossRef]
- Liu, D.-H.; Li, C.-F.; Yu, H.-P. Numerical modeling and deformation analysis for electromagnetically assisted deep drawing of AA5052 sheet. Trans. Nonferr. Met. Soc. China 2009, 19, 1294–1302. [Google Scholar] [CrossRef]
- Xu, J.R.; Yu, H.P.; Li, C.F. Effects of process parameters on electromagnetic forming of AZ31 magnesium alloy sheets at room temperature. Int. J. Adv. Manuf. Technol. 2013, 66, 1591–1602. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Narala, S.K.R.; Pundir, R.S. Constitutive flow stress formulation, model validation and FE cutting simulation for AA7075-T6 aluminum alloy. Mater. Sci. Eng. A 2014, 605, 176–185. [Google Scholar] [CrossRef]
- Haiping, Y.U.; Chunfeng, L.I.; Jianghua, D.E.N.G. Sequential coupling simulation for electromagnetic–mechanical tube compression by finite element analysis. J. Mater. Process. Technol. 2009, 209, 707–713. [Google Scholar] [CrossRef]
- Feng, F.; Huang, S.; Meng, Z.; Hu, J.; Lei, Y.; Zhou, M.; Yang, Z. A constitutive and fracture model for AZ31B magnesium alloy in the tensile state. Mater. Sci. Eng. A 2014, 594, 334–343. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Al |
|---|---|---|---|---|---|---|---|---|
| Weight percentage | 0.09 | 0.21 | 0.04 | 0.05 | 2.41 | 0.28 | 0.04 | Balance |
| Max Energy (kJ) | Capacity (μF) | Max Voltage (kV) |
|---|---|---|
| 98 | 213 | 30 |
| Necking Specimen Number | Microvoid Area of Coalescence Stage (Pixels) | Fracture Specimen Number | Microvoid Area of Fracture Stage (Pixels) |
|---|---|---|---|
| 1 | 13,481 | 4 | 18,527 |
| 2 | 13,246 | 5 | 18,742 |
| 3 | 13,707 | 6 | 18,291 |
| Average Value | 13,478 | Average Value | 18,520 |
| Void Volume Fraction | f0 | fc | fF | fN |
|---|---|---|---|---|
| Value | 0.00112 | 0.0206 | 0.0299 | 0.0132 |
| Specimen Number | Yield Strength (mpa) | Tensile Strength (mpa) | Elongation (%) |
|---|---|---|---|
| 1 | 114.12 | 208.89 | 26.46 |
| 2 | 117.85 | 209.18 | 27.37 |
| 3 | 115.63 | 212.93 | 27.01 |
| 4 | 118.97 | 208.34 | 28.58 |
| 5 | 116.04 | 208.22 | 28.11 |
| 6 | 117.25 | 208.67 | 26.96 |
| Average value | 116.64 | 209.37 | 27.42 |
| Relative Permeability | Resistivity (Ωm) | ρ (kg/m3) | E (GPa) | Yield Strength (MPa) | Poisson’s Ratio | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|---|---|
| 1 | 4.93 × 10−8 | 2700 | 72 | 116.64 | 0.3 | 209.37 | 27.42 |
| Electrical Parameter | Symbol | Value |
|---|---|---|
| Total resistance | R | 83 mΩ |
| Total capacitance | C | 213 μF |
| Total inductance | L | 11.8 μH |
| f0 | fc | fF | fN | SN | q1 | q2 | q3 | |
|---|---|---|---|---|---|---|---|---|
| 0.00112 | 0.0206 | 0.0299 | 0.0132 | 0.1 | 0.3 | 1.5 | 1 | 2.25 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, F.; Li, J.; Yuan, P.; Zhang, Q.; Huang, P.; Su, H.; Chen, R. Application of a GTN Damage Model Predicting the Fracture of 5052-O Aluminum Alloy High-Speed Electromagnetic Impaction. Metals 2018, 8, 761. https://doi.org/10.3390/met8100761
Feng F, Li J, Yuan P, Zhang Q, Huang P, Su H, Chen R. Application of a GTN Damage Model Predicting the Fracture of 5052-O Aluminum Alloy High-Speed Electromagnetic Impaction. Metals. 2018; 8(10):761. https://doi.org/10.3390/met8100761
Chicago/Turabian StyleFeng, Fei, Jianjun Li, Peng Yuan, Qixian Zhang, Pan Huang, Hongliang Su, and Rongchuang Chen. 2018. "Application of a GTN Damage Model Predicting the Fracture of 5052-O Aluminum Alloy High-Speed Electromagnetic Impaction" Metals 8, no. 10: 761. https://doi.org/10.3390/met8100761