
Automated Reinforcement during Large-Scale Additive Manufacturing: Structural Assessment of a Dual Approach

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
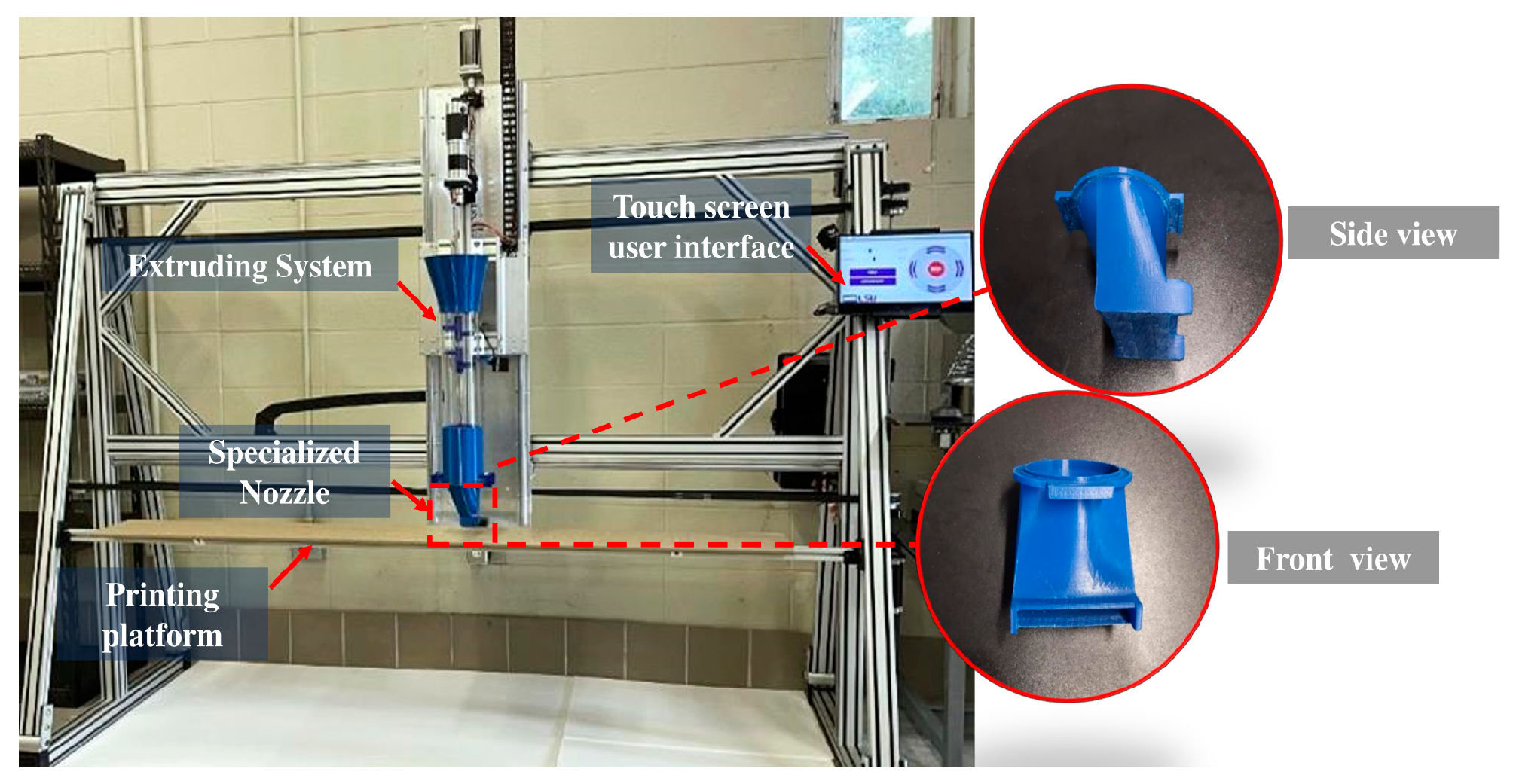
2.2. 3D-Printing System
2.3. Mixing and Material Preparation
2.4. Characterization Tests: Conventional Mold-Cast Specimens
2.4.1. Fresh Properties
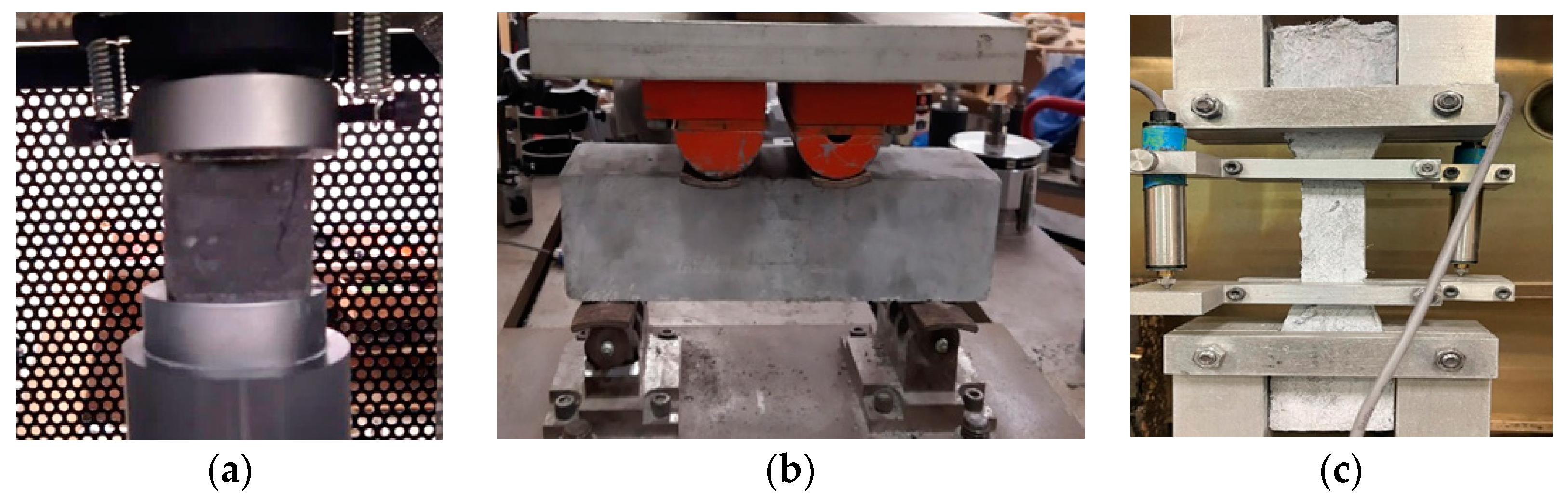
2.4.2. Mechanical Properties
2.5. Characterization Tests: 3D-Printed Specimens
2.5.1. Printable Fresh Properties
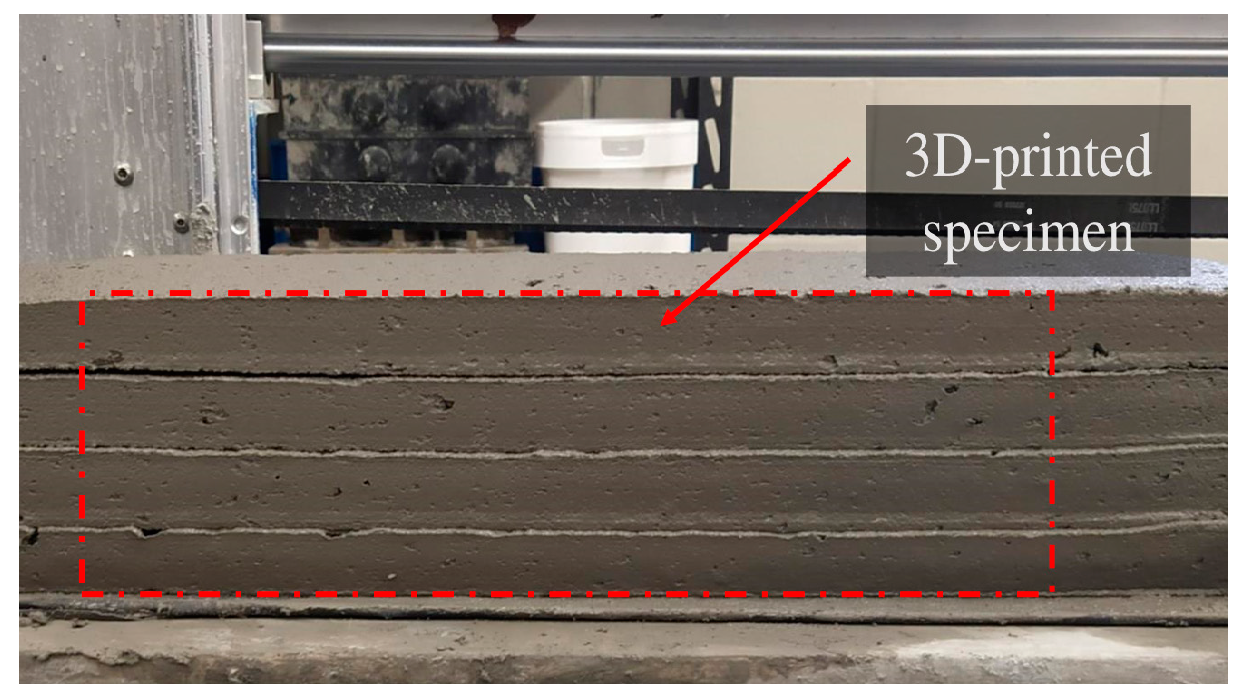
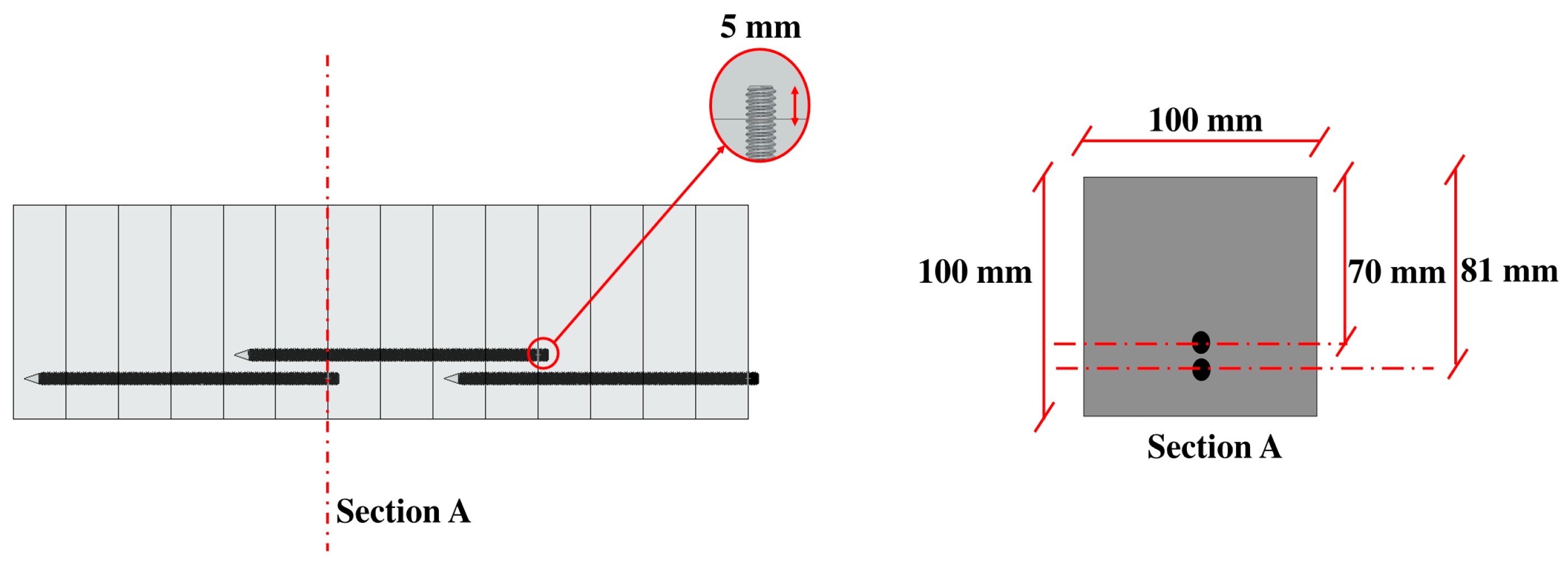
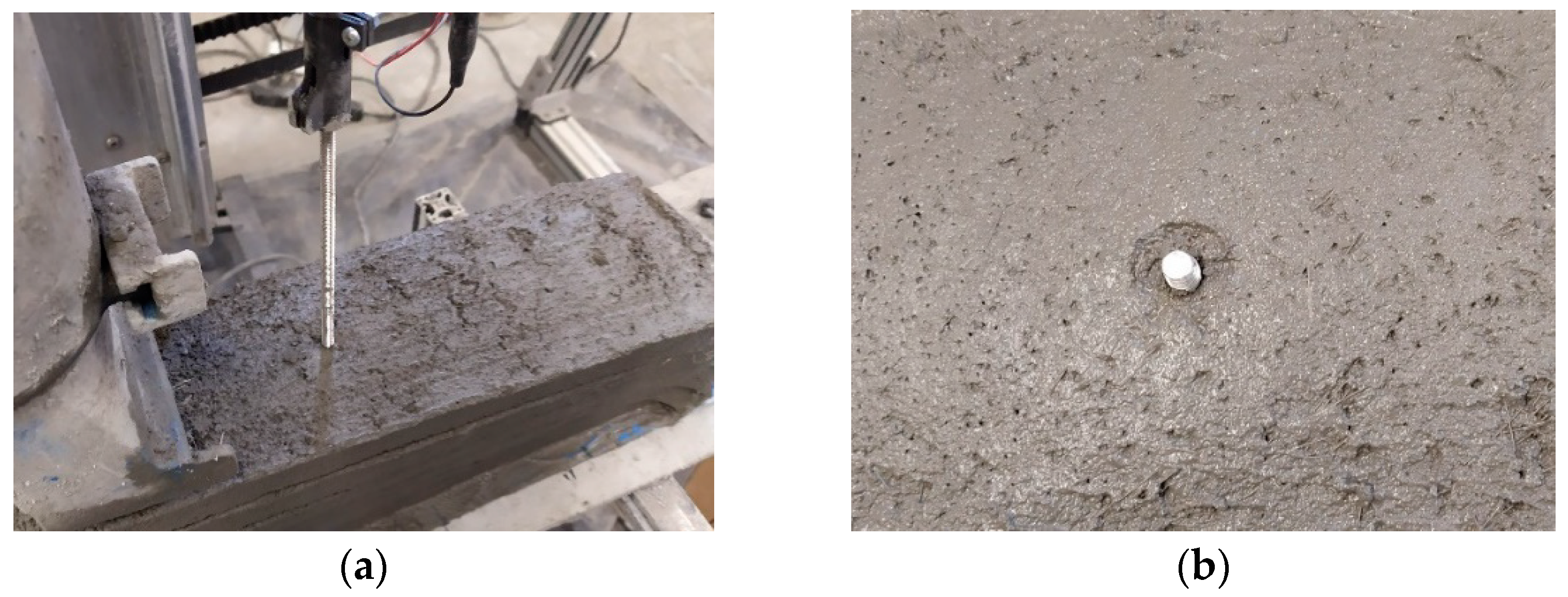
2.5.2. Fabrication of the Test Beams
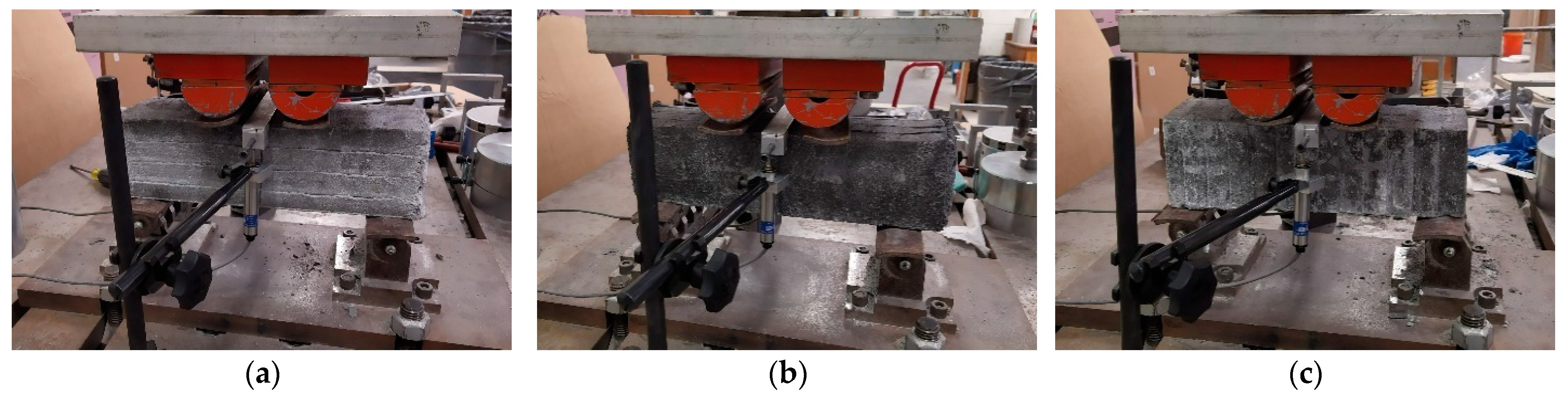
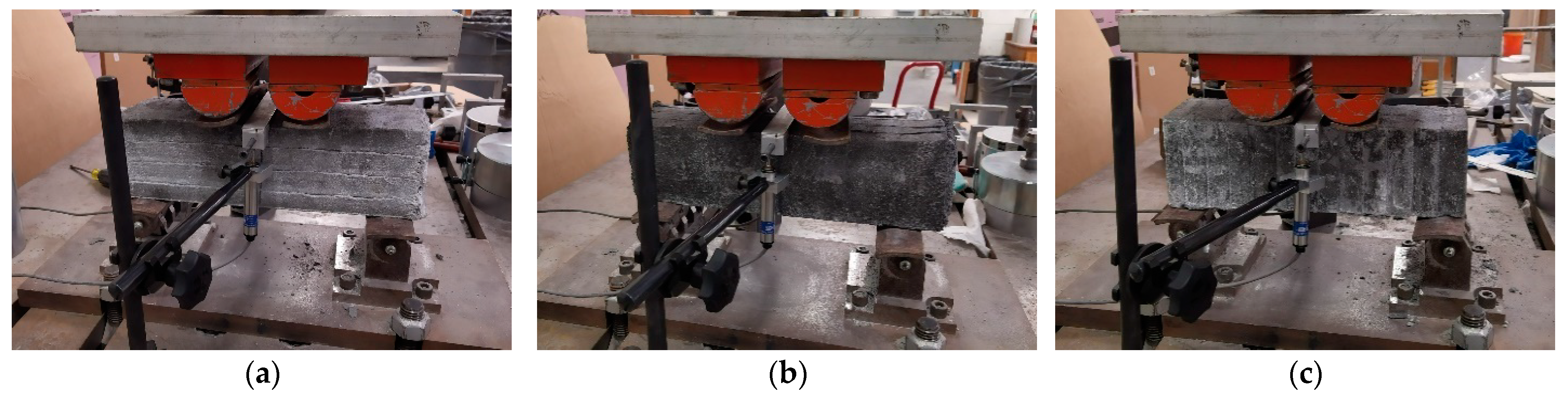
2.5.3. Mechanical Properties
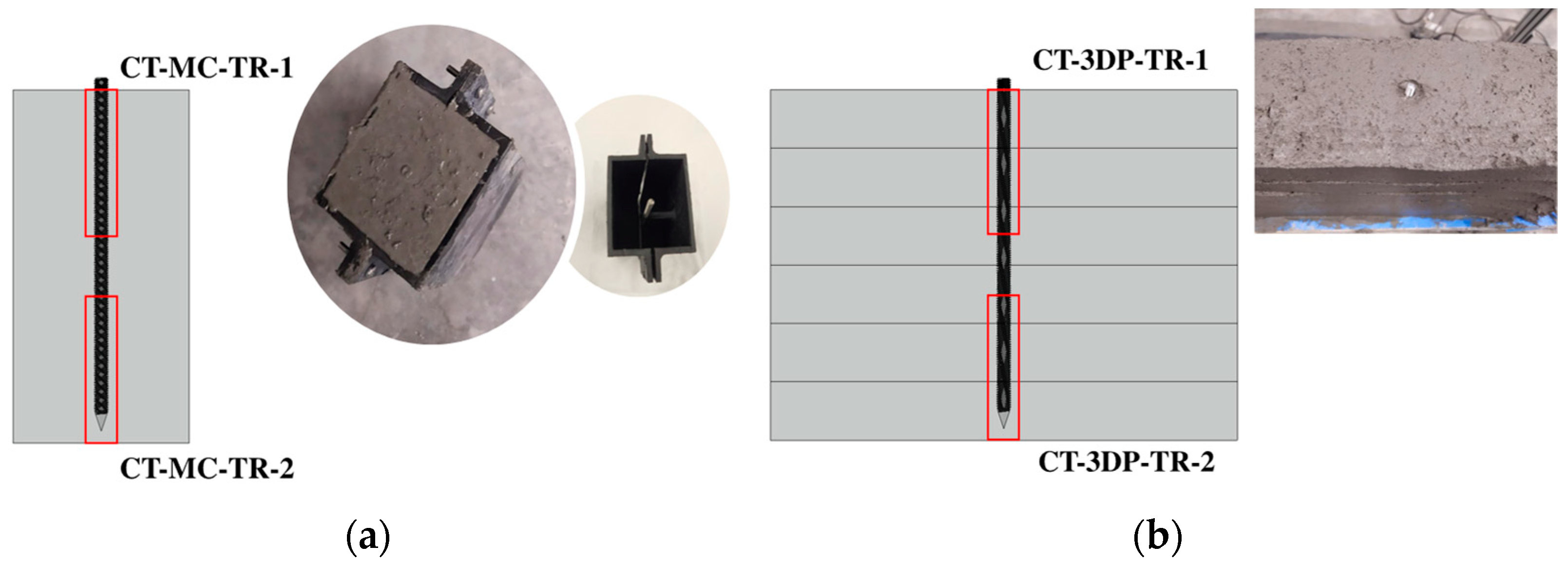
2.6. CT Scanning of 3D-Printed Specimens
3. Results and Discussions
3.1. Characterization Tests: Conventional Mold-Cast Specimens
3.2. Characterization Tests: 3D-Printed Specimens
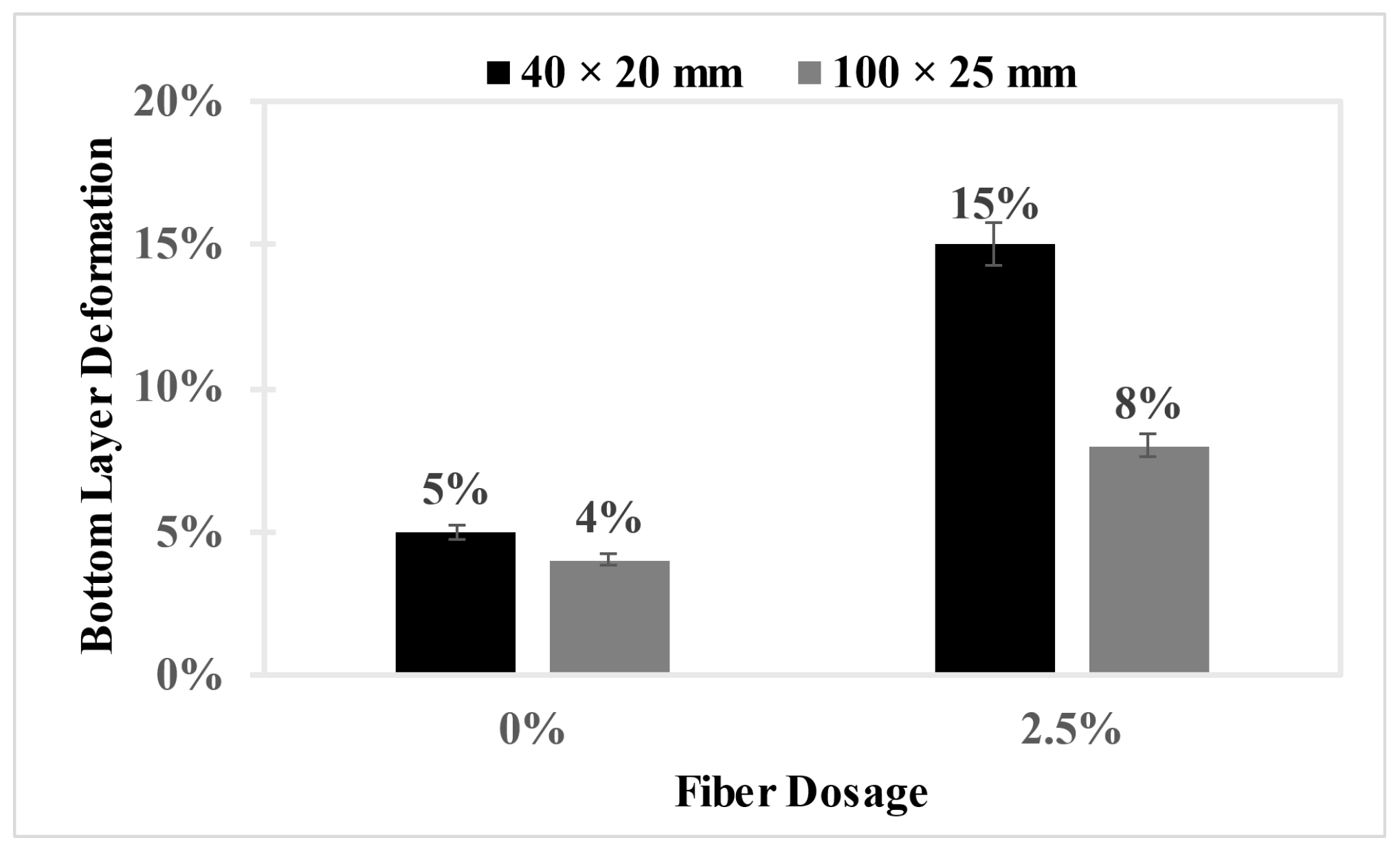
3.2.1. Fresh Properties
3.2.2. Mechanical Properties
3.3. CT Scanning of 3D-Printed Specimens
4. Conclusions
- The compressive strength, flexural strength, and uniaxial tensile strength of steel fiber-reinforced specimens outperformed the control plain mold-cast specimens.
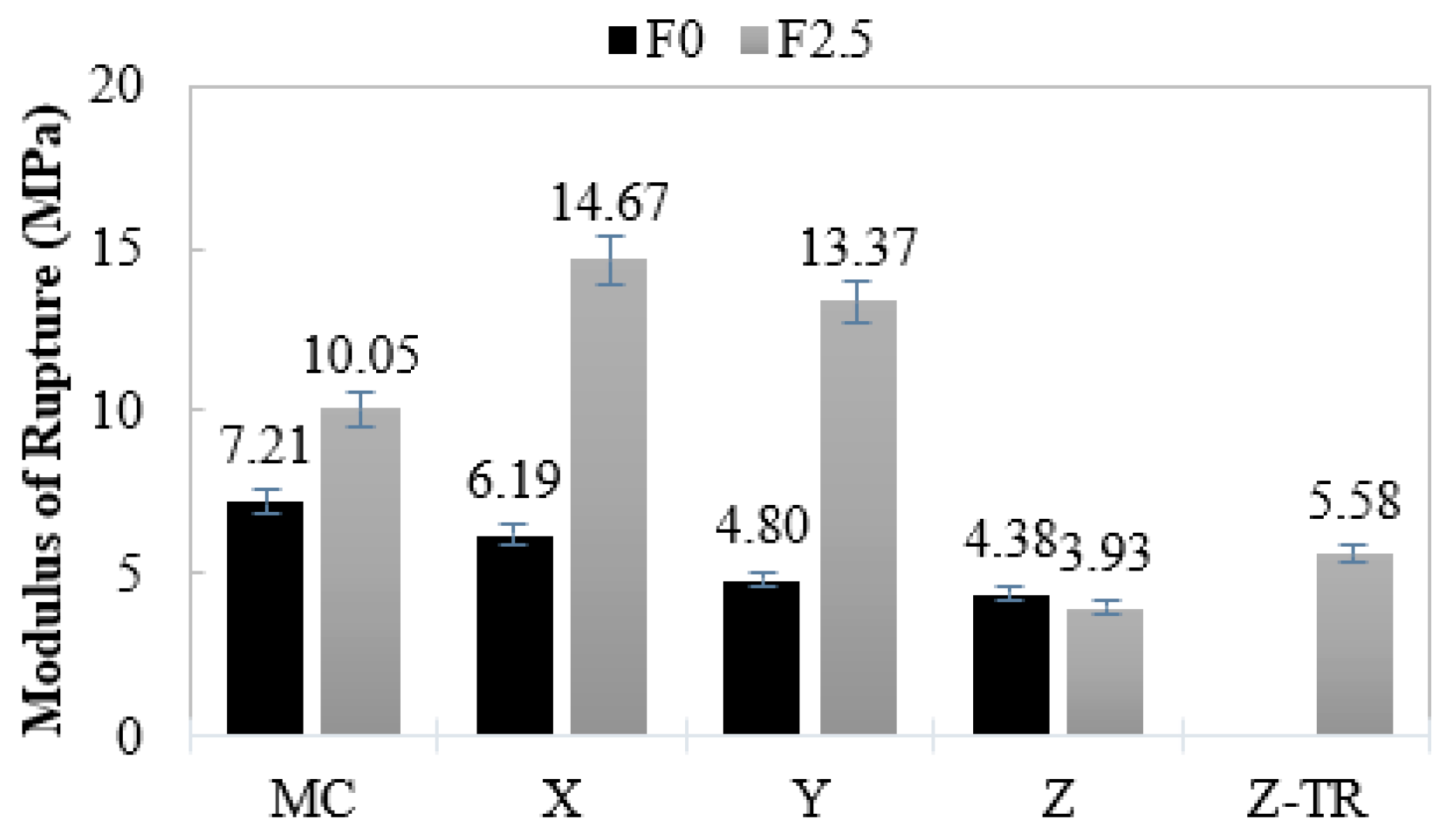
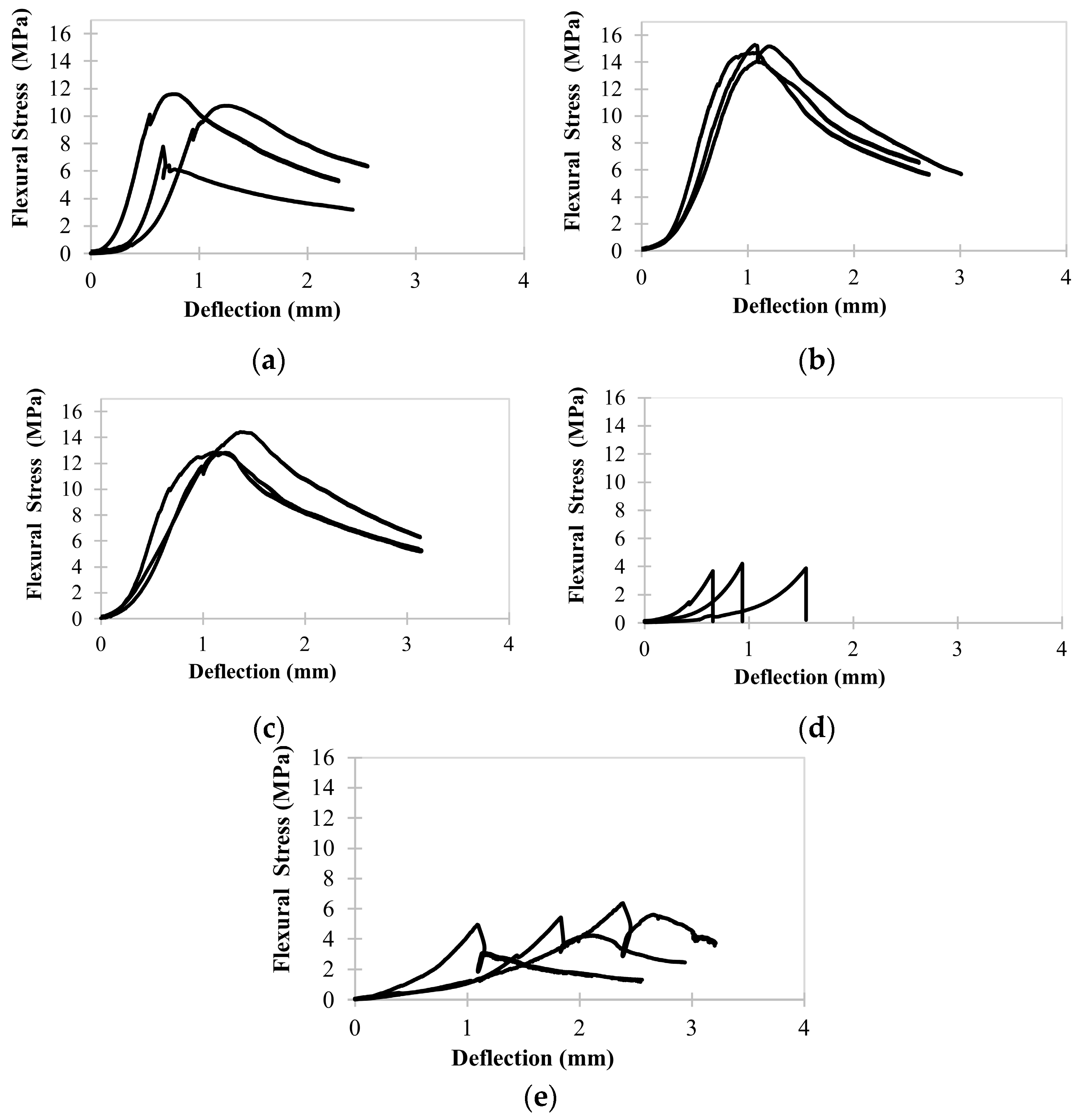
- Plain 3D-printed beams exhibited anisotropic behavior and lower flexural strength relative to the mold-cast plain beams. The addition of steel fibers at 2.5 vol.% significantly improved the flexural strength in the X and Y directions, surpassing that of both plain and fiber-reinforced mold-cast beams. The improved performance in these directions is attributed to the high steel fiber dosage and the extrusion-induced fiber alignment in the longitudinal (printing) direction.
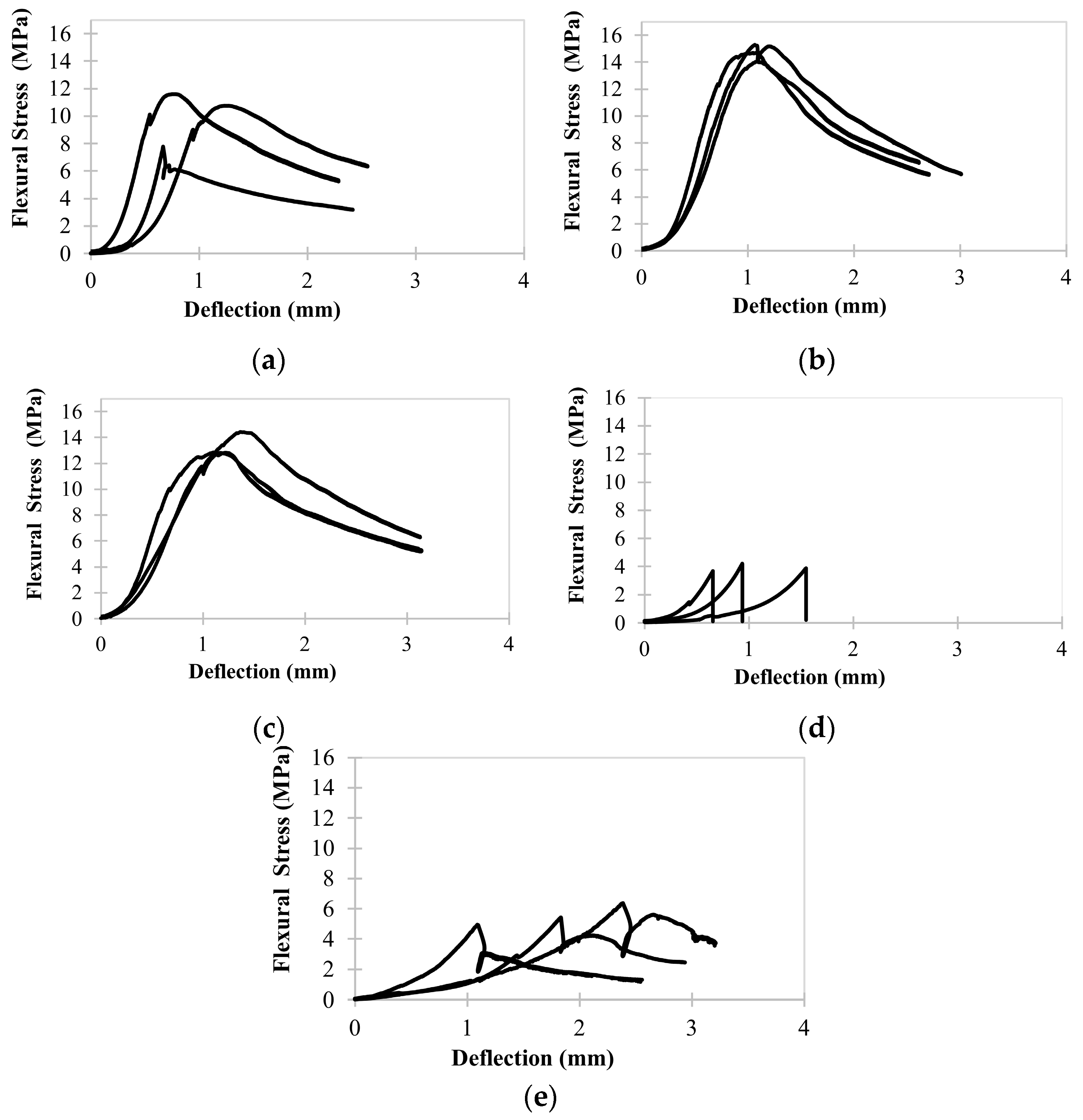
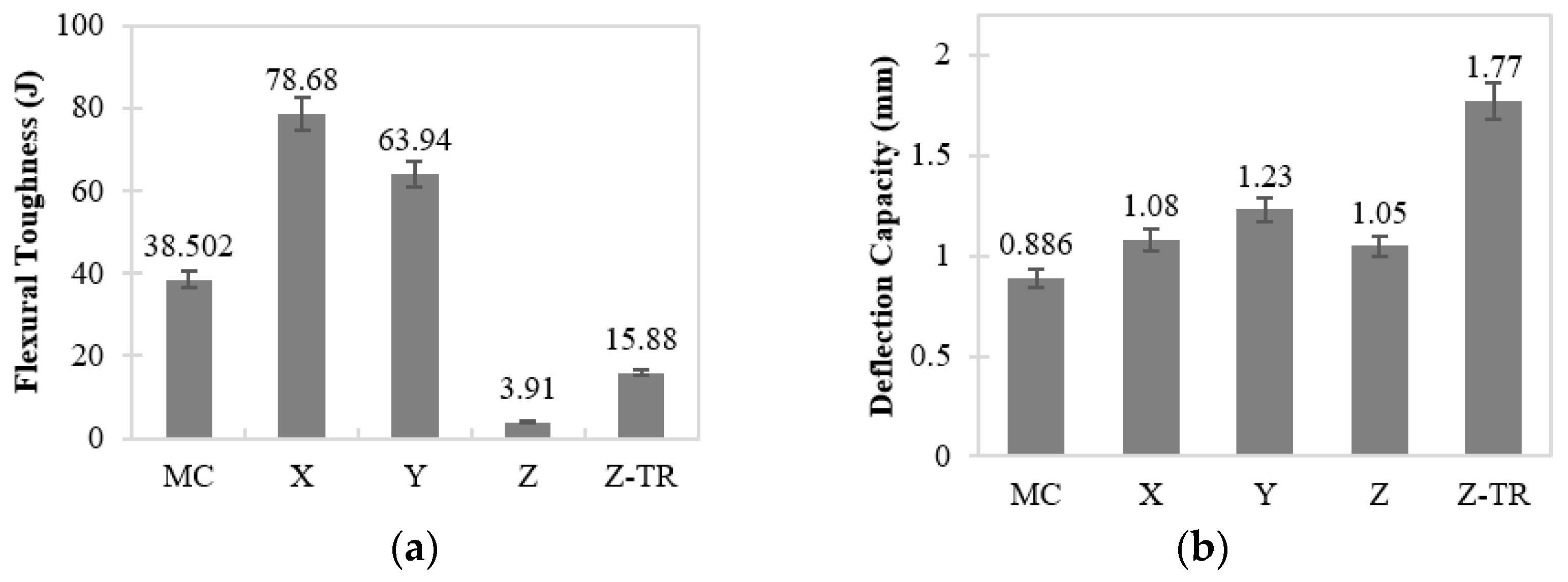
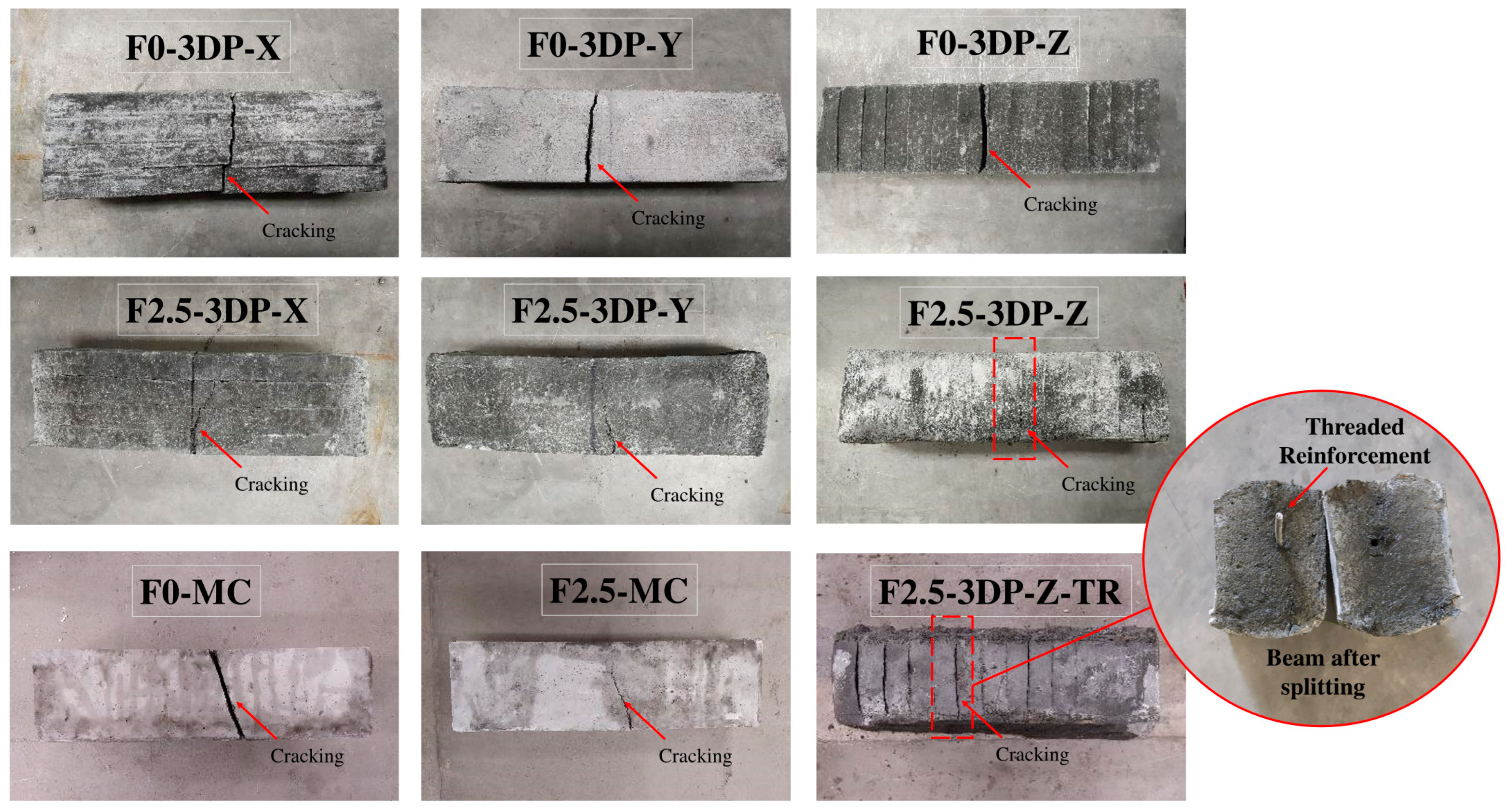
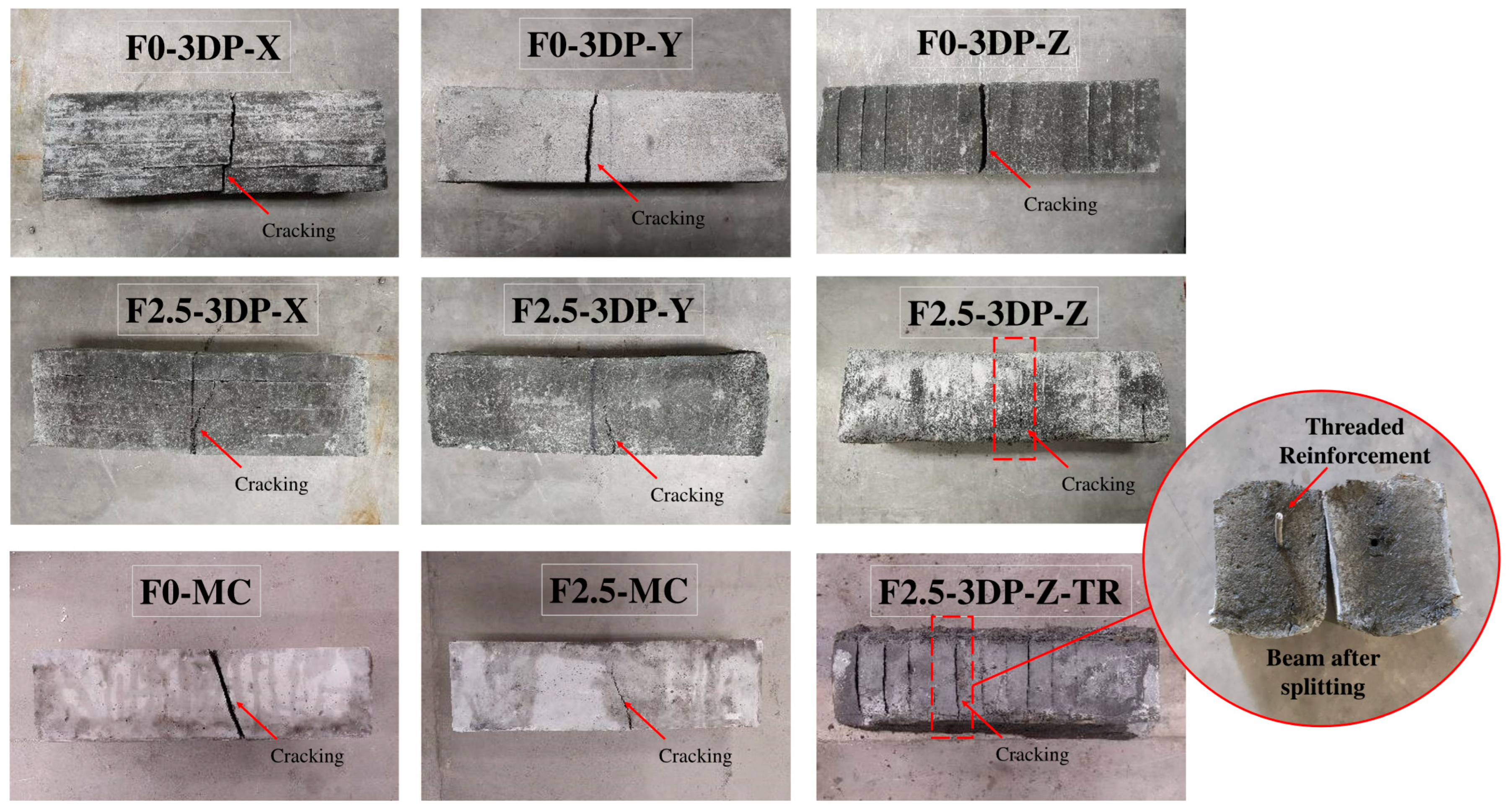
- Anisotropic behavior was also observed in printed fiber-reinforced beams; particularly, the Z-direction beams exhibited poor flexural performance due to the presence of unreinforced interfaces. Interestingly, 3D-printed fiber-reinforced beams tested both in the X and Y directions outperformed fiber-reinforced mold-cast beams in terms of flexural strength and toughness and exhibited superior post-cracking behavior. On the other hand, fiber-reinforced beams tested in the Z direction produced lower flexural strength and toughness relative to mold-cast beams and displayed brittle shear failure at the interface.
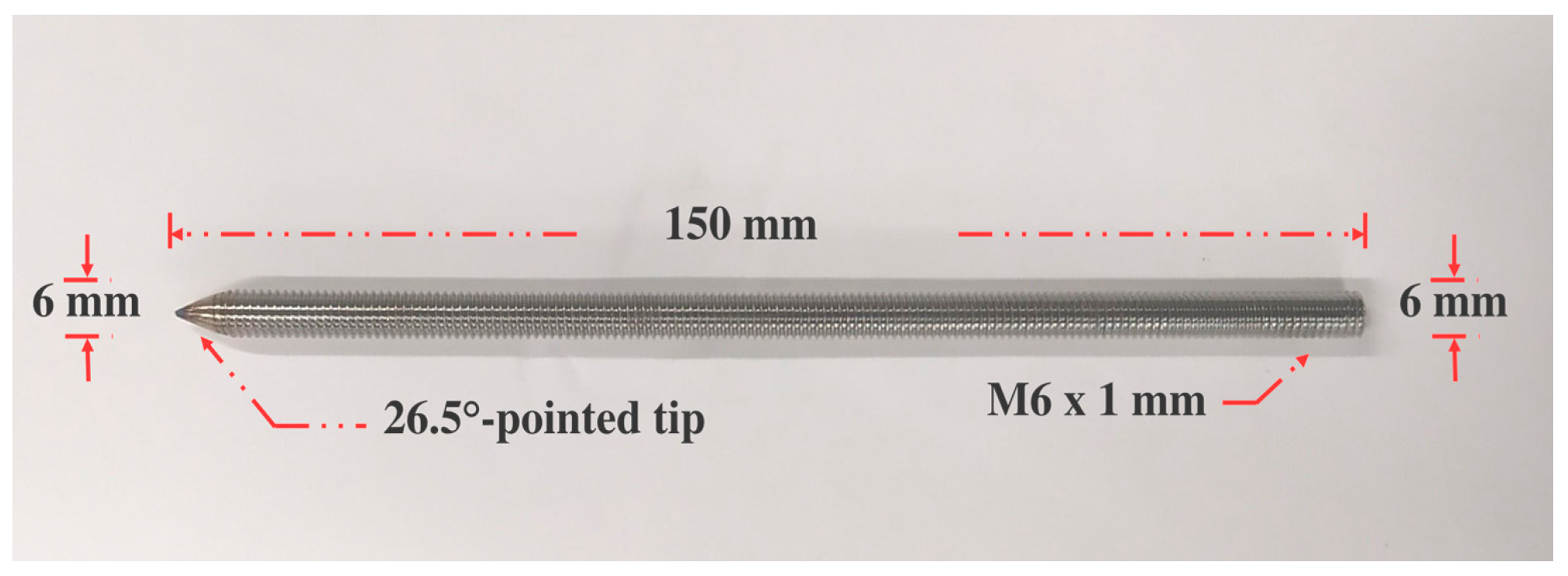
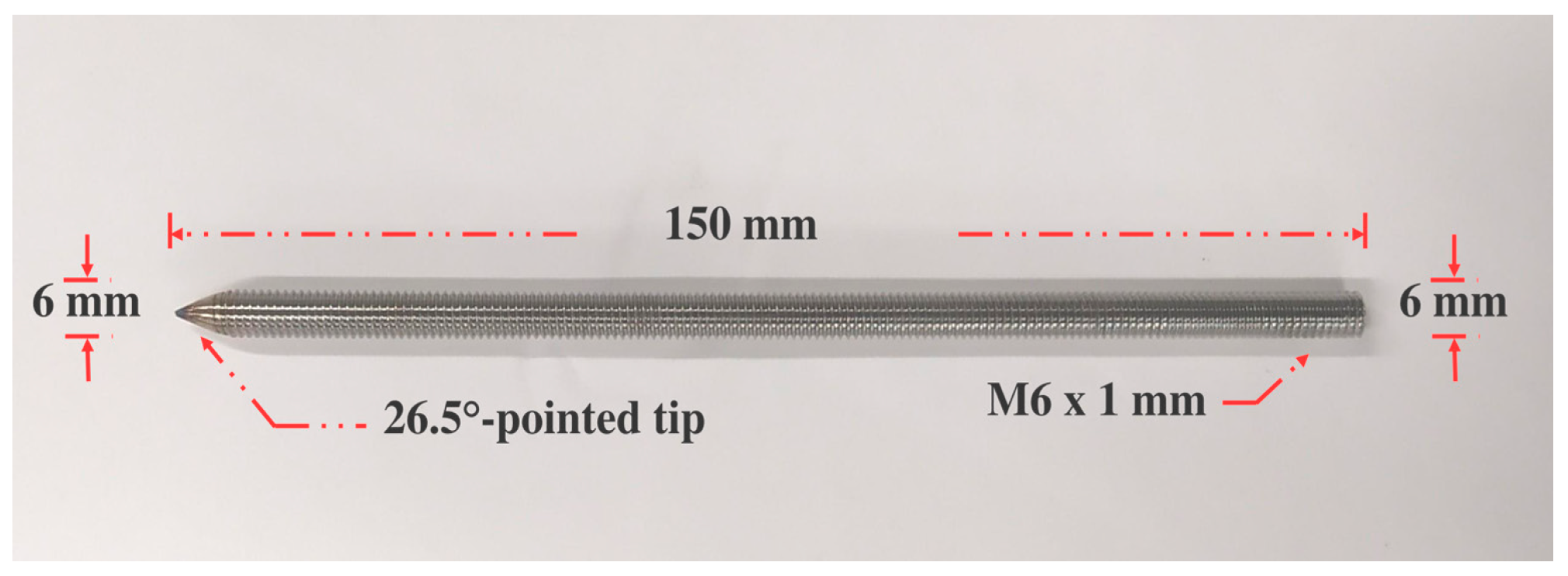
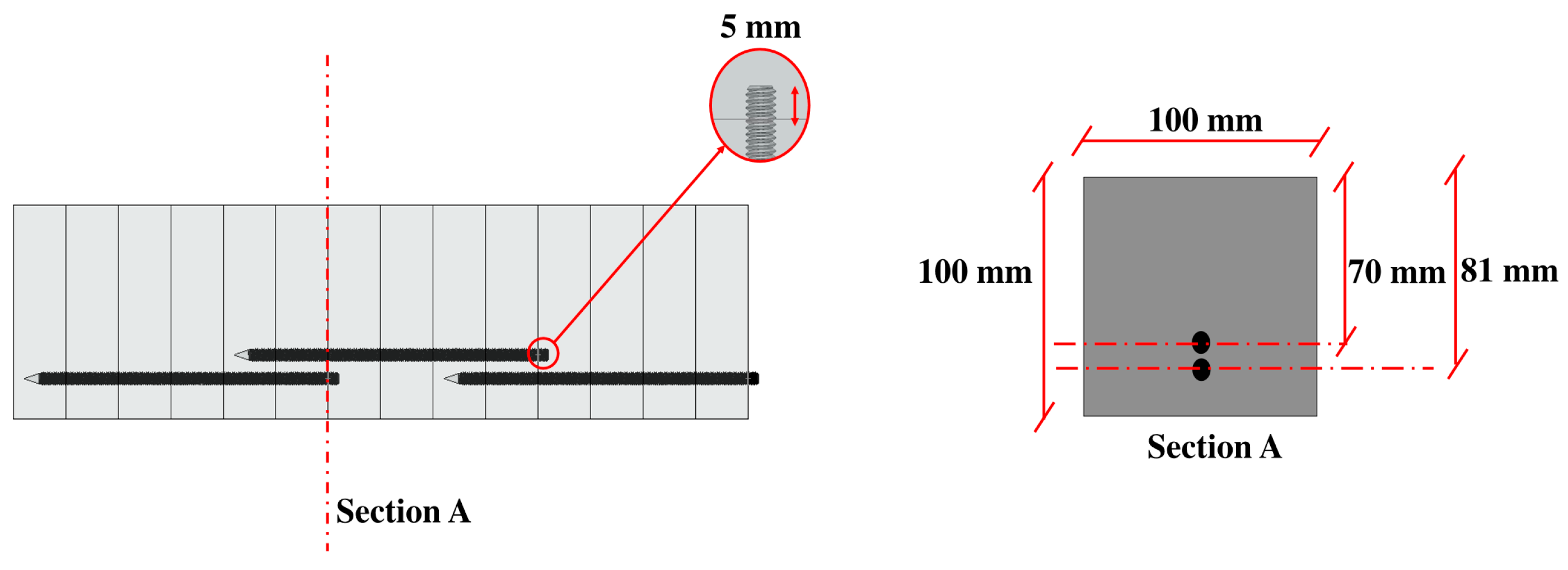
- Adding threaded reinforcement improved the flexural strength of the 3D-printed specimens in the Z direction to some extent; however, this was not comparable to the strength levels of the X- and Y-direction beams. Furthermore, the incorporation of threaded reinforcement substantially enhanced ductility (i.e., increased deflection capacity by 99% compared to mold-cast beams), thus eliminating the brittle failure mechanism of the Z-direction beams. Overall, threaded reinforcement reduced negative effects induced by the printing process.
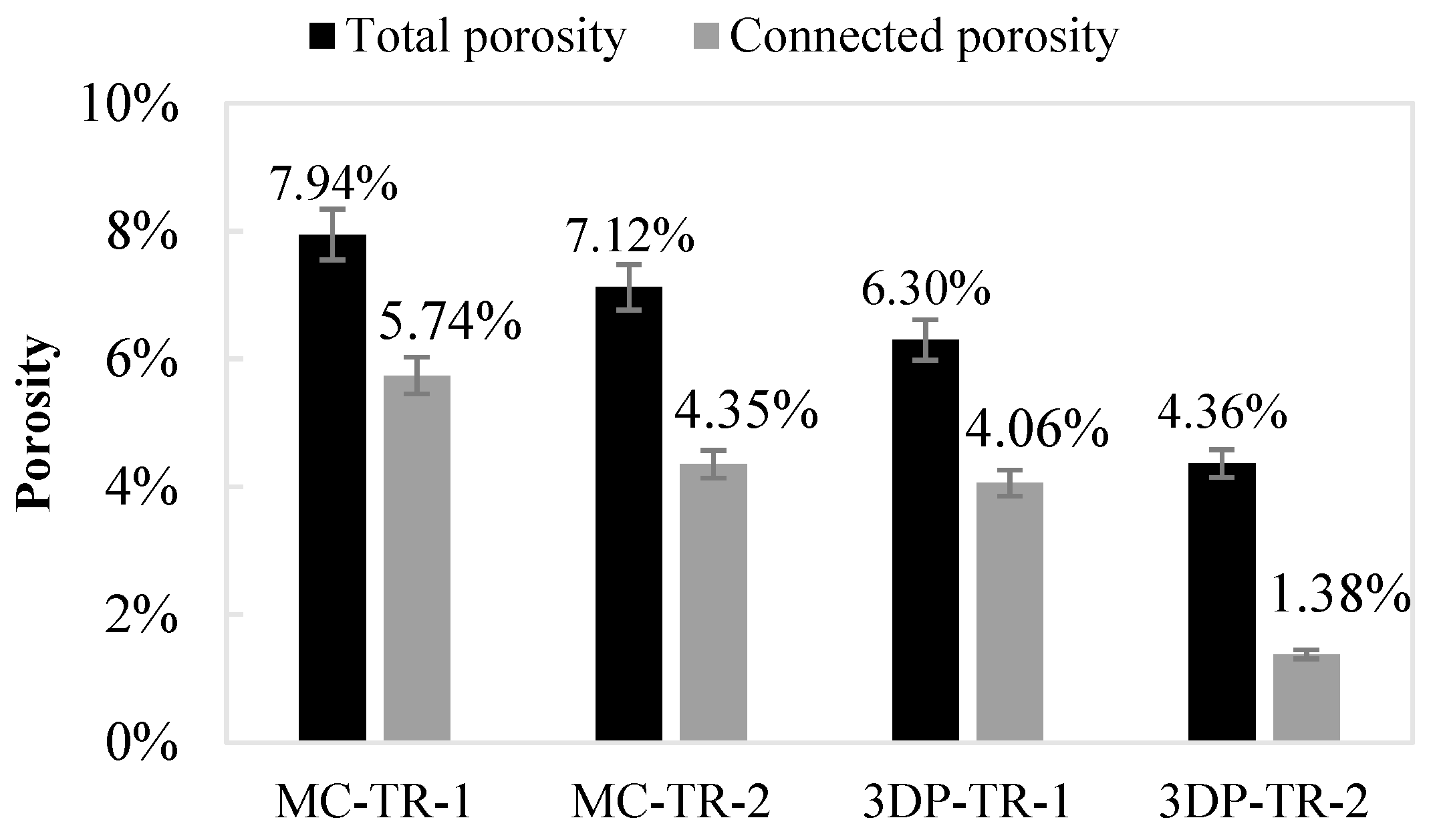
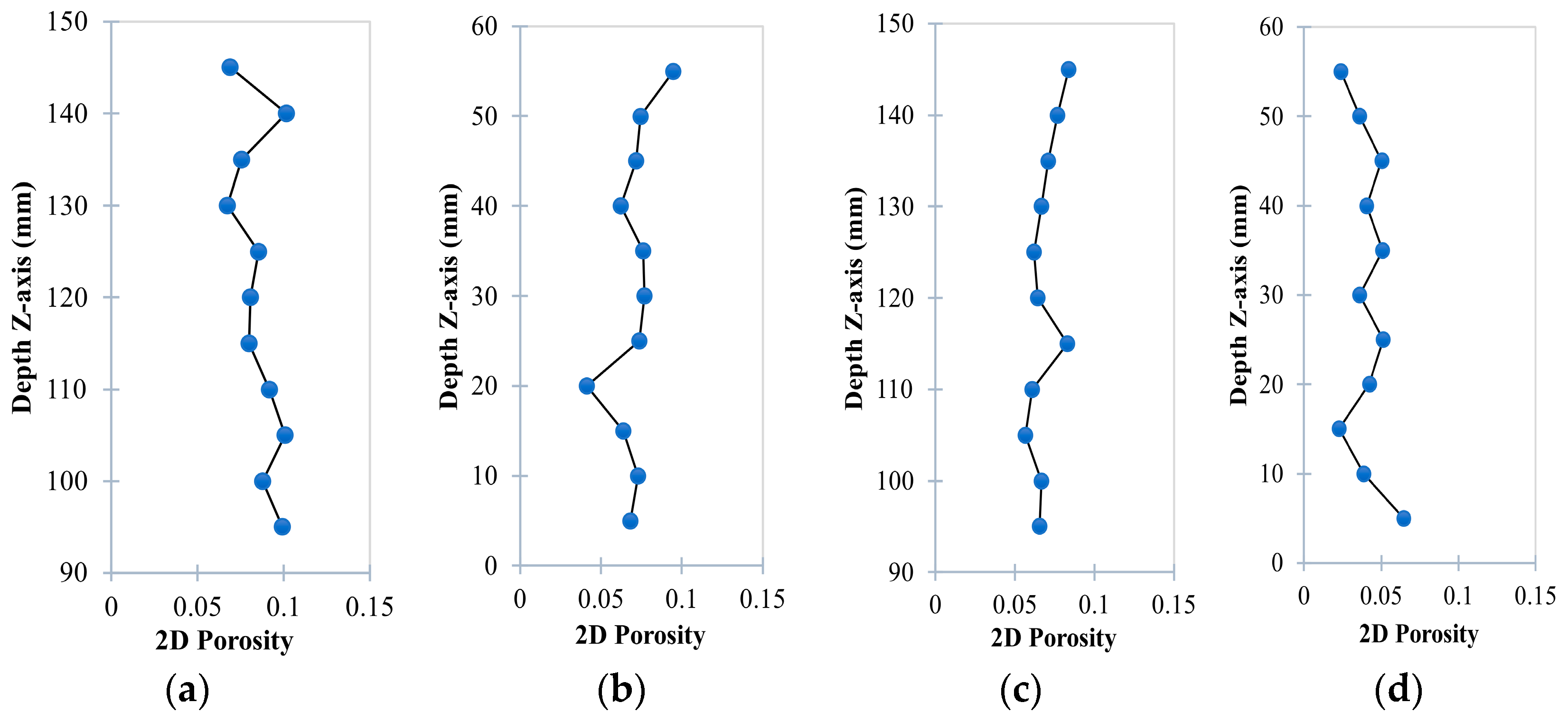
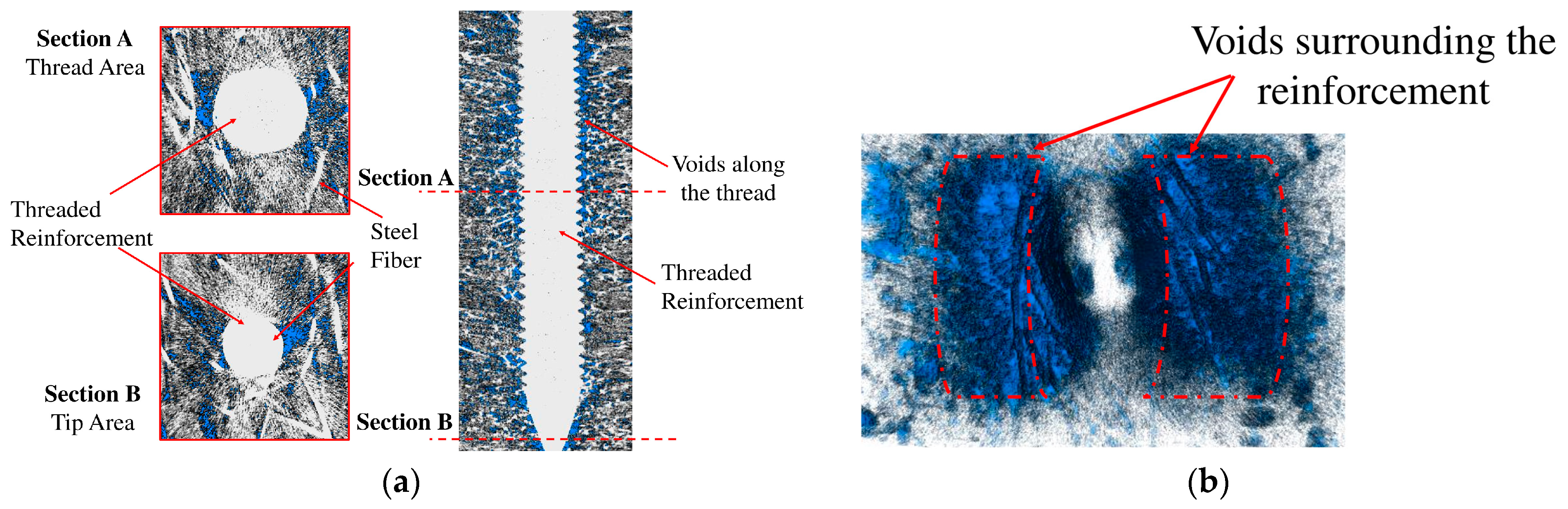
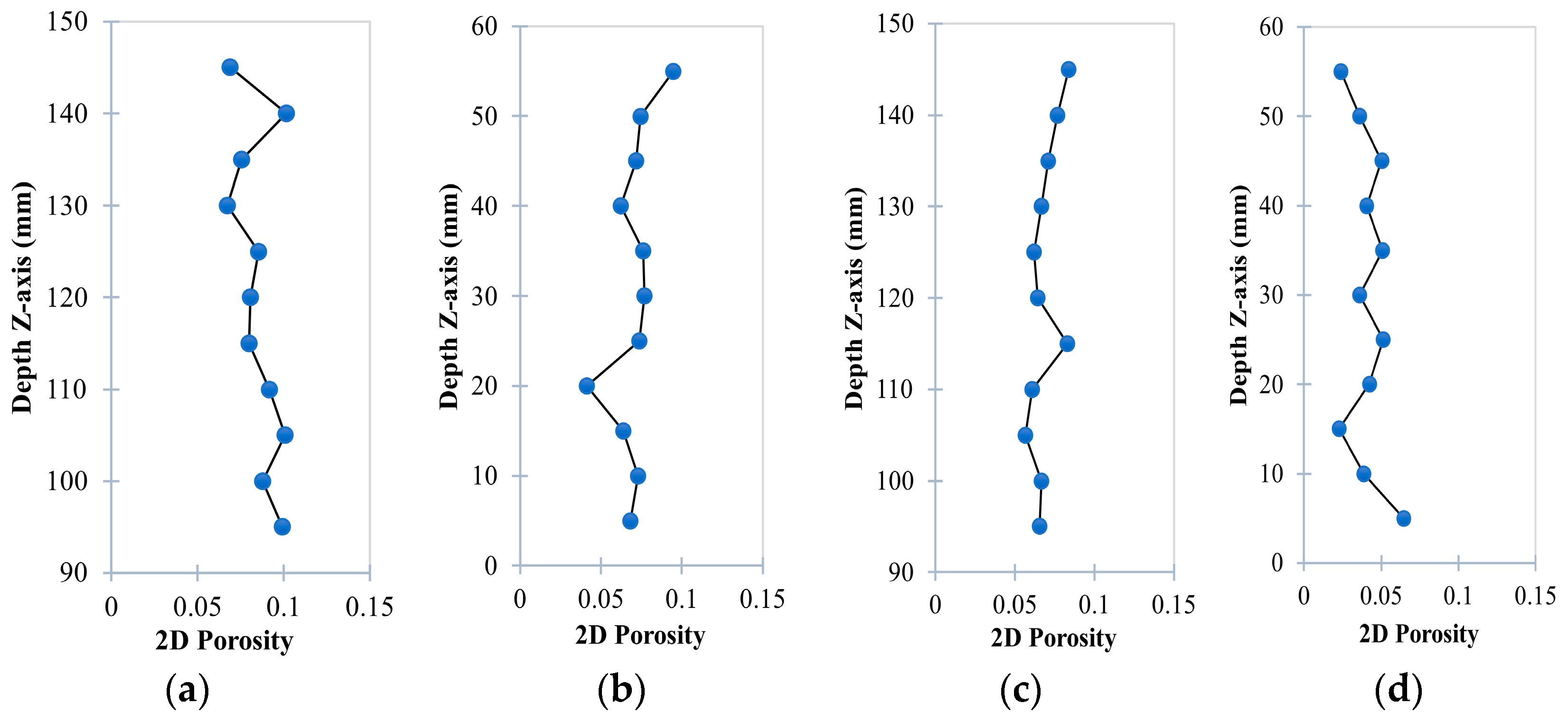
- X-ray CT scans of 3D-printed and mold-cast fiber-reinforced specimens with threaded reinforcement show that the proposed reinforcement insertion process (simultaneous rotation and translation of the threaded reinforcement element) does not lead to a higher porosity or the creation of additional voids in the 3D-printed element.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Seyrfar, A.; Ataei, H.; Osman, I. Robotics and Automation in Construction (RAC): Priorities and Barriers toward Productivity Improvement in Civil Infrastructure Projects. In Automation and Robotics in the Architecture, Engineering, and Construction Industry; Springer: Cham, Swizerland, 2022; pp. 59–71. [Google Scholar] [CrossRef]
- García de Soto, B.; Agustí-Juan, I.; Joss, S.; Hunhevicz, J. Implications of Construction 4.0 to the workforce and organizational structures. Int. J. Constr. Manag. 2019, 22, 205–217. [Google Scholar] [CrossRef]
- Khoshnevis, B. Contour crafting: A new rapid prototyping process. In Proceedings of the International Conference on Rapid Prototyping, Chapel Hill, NC, USA, 24–26 June 1997; pp. 13–22. [Google Scholar]
- Giwa, I.; Moore, D.; Fiske, M.; Kazemian, A. Planetary Construction 3D Printing Using Lunar and Martian In Situ Materials. In Earth and Space 2022: Space Exploration, Utilization, Engineering, and Construction in Extreme Environments—Selected Papers from the 18th Biennial International Conference on Engineering, Science, Construction, and Operations in Challenging Environments; 2023; pp. 817–831. Available online: https://ascelibrary.org/doi/10.1061/9780784484470.069 (accessed on 29 March 2024).
- Kazemian, A.; Giwa, I.; Ekenel, M. Large-Scale Additive Manufacturing for Automated Construction—An Overview. In Additive Manufacturing Design and Applications; ASM International: Materials Park, OH, USA, 2023; pp. 1–8. [Google Scholar] [CrossRef]
- Giwa, I.; Hebert, M.; Lamendola, J.; Fiske, M.; Kazemian, A. Planetary Robotic Construction Using Large-Scale 3D Printing with Sulfur Concrete. In Construction Research Congress; 2024; pp. 586–596. Available online: https://ascelibrary.org/doi/abs/10.1061/9780784485262.060 (accessed on 29 March 2024).
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Mechtcherine, V.; van Tittelboom, K.; Kazemian, A.; Kreiger, E.; Nematollahi, B.; Nerella, V.N.; Santhanam, M.; de Schutter, G.; Van Zijl, G.; Lowke, D.; et al. A roadmap for quality control of hardening and hardened printed concrete. Cem. Concr. Res. 2022, 157, 106800. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct./Mater. Constr. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Kazemian, A.; Seylabi, E.; Ekenel, M. Concrete 3D Printing: Challenges and Opportunities for the Construction Industry. In Innovation in Construction: A Practical Guide to Transforming the Construction Industry; Springer: Cham, Swizerland, 2022; pp. 277–299. [Google Scholar] [CrossRef]
- Asprone, D.; Menna, C.; Bos, F.P.; Salet, T.A.M.; Mata-Falcón, J.; Kaufmann, W. Rethinking reinforcement for digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 111–121. [Google Scholar] [CrossRef]
- Gebhard, L.; Bischof, P.; Anton, A.; Mata-Falcón, J.; Dillenburger, B.; Kaufmann, W. Pre-installed Reinforcement for 3D Concrete Printing. In Third RILEM International Conference on Concrete and Digital Fabrication; RILEM Bookseries; Springer: Cham, Swizerland, 2022; Volume 37, pp. 430–435. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Vantyghem, G.; De Corte, W.; Shakour, E.; Amir, O. 3D printing of a post-tensioned concrete girder designed by topology optimization. Autom. Constr. 2020, 112, 103084. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Wang, L.; Ma, G. Mechanical improvement of continuous steel microcable reinforced geopolymer composites for 3D printing subjected to different loading conditions. Compos. Part B Eng. 2020, 187, 107796. [Google Scholar] [CrossRef]
- Scheurer, M.; Quenzel, P.; Nölke, P.; Reuter-Schniete, J.; Gries, T. Investigating the feasibility of using carbon fiber tapes as reinforcement for 3D concrete printing. Civ. Eng. Des. 2021, 3, 136–142. [Google Scholar] [CrossRef]
- Hojati, M.; Memari, A.M.; Zahabi, M.; Wu, Z.; Li, Z.; Park, K.; Nazarian, S.; Duarte, J.P. Barbed-wire reinforcement for 3D concrete printing. Autom. Constr. 2022, 141, 104438. [Google Scholar] [CrossRef]
- Panda, B.; Chandra Paul, S.; Jen Tan, M. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Sun, X.; Zhou, J.; Wang, Q.; Shi, J.; Wang, H. PVA fibre reinforced high-strength cementitious composite for 3D printing: Mechanical properties and durability. Addit. Manuf. 2022, 49, 102500. [Google Scholar] [CrossRef]
- Shafighfard, T.; Cender, T.A.; Demir, E. Additive manufacturing of compliance optimized variable stiffness composites through short fiber alignment along curvilinear paths. Addit. Manuf. 2021, 37, 101728. [Google Scholar] [CrossRef]
- Ye, J.; Cui, C.; Yu, J.; Yu, K.; Dong, F. Effect of polyethylene fiber content on workability and mechanical-anisotropic properties of 3D printed ultra-high ductile concrete. Constr. Build. Mater. 2021, 281, 122586. [Google Scholar] [CrossRef]
- Bos, F.P.; Bosco, E.; Salet, T.A.M. Ductility of 3D printed concrete reinforced with short straight steel fibers. Virtual Phys. Prototyp. 2018, 14, 160–174. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Ahmed, H.; Giwa, I.; Game, D.E.; Hebert, M.; Noorvand, H.; Arce, G.A.; Hassan, M.; Kazemian, A. Studying Steel Fiber Reinforcement for 3D Printed Elements and Structures. In Proceedings of the Tran-SET 2022, San Antonio, TX, USA, 31 August–2 September 2022; pp. 299–309. [Google Scholar] [CrossRef]
- Giwa, I.; Game, D.; Ahmed, H.; Noorvand, H.; Arce, G.; Hassan, M.; Kazemian, A. Performance and Macrostructural Characterization of 3D Printed Steel Fiber Reinforced Cementitious Materials. Constr. Build. Mater. 2023, 369, 130593. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Singh, A.; Liu, Q.; Xiao, J.; Lyu, Q. Mechanical and Macrostructural Properties of 3D Printed Concrete Dosed with Steel Fibers under Different Loading Direction. Constr. Build. Mater. 2022, 323, 126616. [Google Scholar] [CrossRef]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A Systematical Review of 3D Printable Cementitious Materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Mesnil, R.; Poussard, V.; Sab, K.; Caron, J.F. On the geometrical origin of the anisotropy in extrusion-based 3d printed structures. Eng. Struct. 2023, 275, 115082. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Bond Properties of Reinforcing Bar Penetrations in 3D Concrete Printing. Autom. Constr. 2020, 120, 103394. [Google Scholar] [CrossRef]
- Park, J.; Bui, Q.-T.; Lee, J.; Joh, C.; Yang, I.-H. Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement. Materials 2021, 14, 6630. [Google Scholar] [CrossRef] [PubMed]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of Layers: A Promising Way to Reinforce Concrete 3D Printing Structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef]
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer Reinforcement of 3D Printed Concrete by the In-Process Deposition of U-Nails. Cem. Concr. Res. 2021, 148, 106535. [Google Scholar] [CrossRef]
- Cao, X.; Yu, S.; Zheng, D.; Cui, H. Nail planting to enhance the interface bonding strength in 3D printed concrete. Autom. Constr. 2022, 141, 104392. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Reinforcement method for 3D concrete printing using paste-coated bar penetrations. Autom. Constr. 2021, 127, 103694. [Google Scholar] [CrossRef]
- Hass, L.; Bos, F.P.; Salet, T.A.M. Characterizing the bond properties of automatically placed helical reinforcement in 3D printed concrete. Constr. Build. Mater. 2022, 355, 129228. [Google Scholar] [CrossRef]
- ASTM C150-07; Standard Specification for Portland Cement. ASTM: West Conshohocken, PA, USA, 2018; Volume 04.
- ASTM A820-96; Standard Specification for Steel Fibers for Fiber-Reinforced Concrete. ASTM: West Conshohocken, PA, USA, 1996.
- ASTM C1437-20; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM: West Conshohocken, PA, USA, 2020.
- ASTM C109/C109M-20; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-Mm] Cube Specimens). ASTM: West Conshohocken, PA, USA, 2020.
- ASTM C78-09; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). ASTM: West Conshohocken, PA, USA, 2009.
- ASTM C1609/C1609M-12; Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading). ASTM: West Conshohocken, PA, USA, 2012.
- JSCE Recommendations for Design and Construction of High Performance Fiber Reinforced Cement Composites with Multiple Fine Cracks (HPFRCC). Concrete Engineereing Series 2008, 82, Testing Method 6–10. Available online: https://www.jsce.or.jp/committee/concrete/e/newsletter/newsletter12/Yokota.pdf (accessed on 29 March 2024).
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Nishiwaki, T.; Miyata, Y.; Furue, S.; Fukatsu, S.; Kajita, H. Reinforcing Interlayers of Three-Dimensional-Printed Mortar Using Metal Fiber Insertion. ACI Mater. J. 2021, 118, 331–340. [Google Scholar] [CrossRef]
- Bester, F.; van den Heever, M.; Kruger, J.; Cho, S.; van Zijl, G. Steel Fiber Links in 3D Printed Concrete. In Second RILEM International Conference on Concrete and Digital Fabrication; RILEM Bookseries; Springer: Cham, Swizerland, 2020; Volume 28, pp. 398–406. [Google Scholar] [CrossRef]
- Matthäus, C.; Kofler, N.; Kränkel, T.; Weger, D.; Gehlen, C. Interlayer Reinforcement Combined with Fiber Reinforcement for Extruded Lightweight Mortar Elements. Materials 2020, 13, 4778. [Google Scholar] [CrossRef] [PubMed]
- ACI CODE-318-19(22); Building Code Requirements for Structural Concrete and Commentary. ACI: Farmington Hills, MI, USA, 2022.
- Marchment, T.; Sanjayan, J. Lap Joint Reinforcement for 3D Concrete Printing. J. Struct. Eng. 2022, 148, 04022063. [Google Scholar] [CrossRef]
- Wang, Z.; Jia, L.; Deng, Z.; Zhang, C.; Zhang, Z.; Chen, C.; Pan, J.; Zhang, Y. Bond behavior between steel bars and 3D printed concrete: Effect of concrete rheological property, steel bar diameter and paste coating. Constr. Build. Mater. 2022, 349, 128708. [Google Scholar] [CrossRef]
- Kruger, J.; du Plessis, A.; van Zijl, G. An investigation into the porosity of extrusion-based 3D printed concrete. Addit. Manuf. 2021, 37, 101740. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Ogura, H.; Naidu Nerella, V.; Mechtcherine, V. Developing and Testing of Strain-Hardening Cement-Based Composites (SHCC) in the Context of 3D-Printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef] [PubMed]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Kang, S.T.; Lee, B.Y.; Kim, J.K.; Kim, Y.Y. The effect of fibre distribution characteristics on the flexural strength of steel fibre-reinforced ultra high strength concrete. Constr. Build. Mater. 2011, 25, 2450–2457. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Yazici, Ş.; Arel, H.Ş. The Effect of Steel Fiber on the Bond between Concrete and Deformed Steel Bar in SFRCs. Constr. Build. Mater. 2013, 40, 299–305. [Google Scholar] [CrossRef]
- Garcia-Taengua, E.; Martí-Vargas, J.R.; Serna, P. Bond of reinforcing bars to steel fiber reinforced concrete. Constr. Build. Mater. 2016, 105, 275–284. [Google Scholar] [CrossRef]
- Mahmud, G.H.; Yang, Z.; Hassan, A.M.T. Experimental and Numerical Studies of Size Effects of Ultra High Performance Steel Fibre Reinforced Concrete (UHPFRC) Beams. Constr. Build. Mater. 2013, 48, 1027–1034. [Google Scholar] [CrossRef]
- Rabi, M.; Shamass, R.; Cashell, K.A. Structural performance of stainless steel reinforced concrete members: A review. Constr. Build. Mater. 2022, 325, 126673. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | LOI |
|---|---|---|---|---|---|---|---|
| Cement | 20.0 | 4.3 | 3.1 | 64.3 | 2.1 | 3.3 | 3.1 |
| Fiber Type | Length (mm) | Diameter (mm) | Aspect Ratio | Elastic Modulus (GPa) | Tensile Strength (MPa) | Density (g/cm3) | Fracture Elongation (%) |
|---|---|---|---|---|---|---|---|
| Brass-Coated Straight Steel | 13 | 0.2 | 65 | 210 | 2850 | 7.8 | 2.3 |
| Mixture ID | Portland Cement kg/m3 | W/C 1 | SSD 2 Sand (S) kg/m3 | HRWRA % 3 | Fiber kg/m3 [vol.%] |
|---|---|---|---|---|---|
| F0 | 818 | 0.35 | 1145 | 0.02 | 0 [0.0] |
| F2.5 | 798 | 0.35 | 1117 | 0.22 | 190 [2.5] |
| ID | Wet Density | Flow Table Value | Flexural Properties | Tensile Properties | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MOR | First-Cracking Strength | Tensile Strength | Strain at Peak Stress | |||||||
| kg/m3 | mm | MPa | MPa | mm | Joule | MPa | MPa | % | KJ/m2 | |
| F0 | 2259 | 170–185 | 48.6 | 7.21 | - | - | 2.04 | 2.04 | 0.01 | - |
| F2.5 | 2397 | 170–185 | 73.3 | 10.05 | 0.886 | 38.502 | 3.22 | 4.74 | 0.62 | 4.76 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, H.; Giwa, I.; Game, D.; Arce, G.; Noorvand, H.; Hassan, M.; Kazemian, A. Automated Reinforcement during Large-Scale Additive Manufacturing: Structural Assessment of a Dual Approach. Buildings 2024, 14, 1167. https://doi.org/10.3390/buildings14041167
Ahmed H, Giwa I, Game D, Arce G, Noorvand H, Hassan M, Kazemian A. Automated Reinforcement during Large-Scale Additive Manufacturing: Structural Assessment of a Dual Approach. Buildings. 2024; 14(4):1167. https://doi.org/10.3390/buildings14041167
Chicago/Turabian StyleAhmed, Hassan, Ilerioluwa Giwa, Daniel Game, Gabriel Arce, Hassan Noorvand, Marwa Hassan, and Ali Kazemian. 2024. "Automated Reinforcement during Large-Scale Additive Manufacturing: Structural Assessment of a Dual Approach" Buildings 14, no. 4: 1167. https://doi.org/10.3390/buildings14041167