
Low-Carbon and Low-Energy-Consumption Gear Processing Route Optimization Based on Gray Wolf Algorithm
1
School of Computer and Information, Qiannan Normal University for Nationalities, Duyun 558000, China
2
Key Laboratory of Complex Systems and Intelligent Optimization of Guizhou Province, Duyun 558000, China
3
Office of Academic Affairs, Qiannan Broadcast Television University, Duyun 558000, China
*
Authors to whom correspondence should be addressed.
Processes 2022, 10(12), 2585; https://doi.org/10.3390/pr10122585
Submission received: 16 November 2022
/
Revised: 27 November 2022
/
Accepted: 2 December 2022
/
Published: 4 December 2022
(This article belongs to the Special Issue Automation Control Systems & Process Control for Industry 4.0)
Abstract
:The process of gear machining consumes a large amount of energy and causes serious pollution to the environment. Developing a proper process route of gear machining is the key to conserving energy and reducing emissions. Nowadays, the proper process route of gear machining is based on experience and is difficult to keep up with the development of modern times. In this article, a calculation model of low-carbon and low-energy consumption in gear machining processes was established based on an analysis of the machining process. With processing parameters as independent variables, the grey wolf algorithm was used to solve the problem. The effectiveness of the method was proven by an example of the machining process of an automobile transmission shaft.
1. Introduction
The manufacturing process consumes a lot of energy and produces a great deal of pollution in the environment [1,2]. Environmental improvement is closely related to industrial development, and it is also inseparable from the development of energy saving and emission reduction technology and manufacturing technology innovation. Therefore, energy efficiency in manufacturing, as a global concept, has attracted increasing attention from academics, industry and government departments [3,4]. A process route is a means to guide the manufacturing workshop to complete the production task in accordance with the prescribed operation processes. The improvement of the product processing route can effectively achieve energy saving and lower carbon emissions. In gear machining, different process routes have a great impact on energy consumption, carbon emissions and the processing costs of gear machining [5,6,7]. In actual production, it is necessary to optimize the gear processing route with a reasonable optimization decision method.
In recent years, many scholars have studied process route decision making.. An et al. put forward a process route optimization method based on intuitionistic fuzzy number and CA-SPEA2. The method was verified by machining the transmission box [8]. Fan et al. constructed a process route decision space based on process constraints and solved it with the genetic algorithm [9]. Huang et al. proposed a process route generation method with dynamic updating of tabu manufacturing features, and combined it with an ant colony algorithm to optimize the problem of process route [10]. Cheng et al. proposed a bacterium-foraging ant colony optimization (BFACO) algorithm for process route planning, and compared it with the optimization results of other optimization algorithms. The results showed that the BFACO algorithm had high computational efficiency [11]. Li et al. introduced the concepts of feature element and processing element to process the features of parts, established an efficient and low-carbon optimization model of processing process route, and used the genetic algorithm to optimize the model. This method has been verified through the machining of an electric frame [12]. Zhai et al. adopted the minimum number of changes in manufacturing resources as the objective function to optimize the process route, and proposed a hybrid process route-sorting algorithm based on the ACO and SA algorithms [13]. Tang et al. established a process route optimization model with the objective of low energy consumption and high efficiency, and proposed a SA-QPSO algorithm to optimize the model [14]. Xiao et al. used a process element to express processing characteristics, and set up a low-energy consumption and low-cost process route optimization model. A combined algorithm of APSO and NSGA-II was proposed. The feasibility of this method was verified by comparing the process route of an emulsion pump box before and after optimization [15]. Milica et al. proposed a new algorithm combining PSO algorithm and chaos theory, and verified the flexibility and superiority of the algorithm for process route optimization through experiments and comparisons with other algorithms [16].
The above research on the process route decision optimization of mechanical manufacturing systems was mainly carried out by establishing the mapping between process route and optimization objective, and using intelligent algorithms and processing experiments.
These studies were used to optimize the process route from different angles and with different methods and then verify its efficiency and suitability. Gear machining is complex, and the research surrounding gear process route is limited; few people consider gear processing route optimization. Gear machining is a complicated process, the process route has an important influence on gear production. However, gear process route optimization is limited, and new optimization methods are emerging. In this paper, the process route of gear machining was studied, aiming to improve the energy consumption and carbon emissions of gear machining, and an optimization model of gear processing route based on low-carbon and low-energy consumption was established. An improved grey wolf algorithm was proposed to optimize the process route sequence, equipment allocation and tool allocation. The method was verified by machining the second gear of the intermediate shaft of automobile transmission.
2. Optimization Model of Gear Processing Route Based on Low-Carbon and Low-Energy-Consumption
Studies have shown that in discrete processing industries (turning, milling, etc.), 99% of the impact machine tools have on the environment is caused by power consumption, and machine tool energy consumption is one of the important indicators for evaluating machine tool environmental performance [17,18]. Therefore, reducing the processing energy consumption is one of the most important means to achieve low-carbon manufacturing. At the same time, with the development of green and low-carbon manufacturing, determining how to optimize the process route based on carbon emission and energy consumption is the focus of the research. Traditional gear machining only considers the function realization and machining quality, which is not suitable for the current green and low-carbon manufacturing. Therefore, a gear machining process route optimization model based on energy conservation and low-carbon is proposed [19,20,21]. In the process of dry cutting gear processing, a lot of carbon emissions will be produced in the processes of inputting and outputting various materials, energy conversion and consumption, waste discharge and treatment, etc.
2.1. Energy Consumption Optimization Model of Gear Processing Route
The production process of gear uses various machine tools, accompanied by the use of energy (electric energy, natural gas, etc.), cutting fluid, fixture and other materials under the assistance of refining, casting, rolling, cutting, i.e., the final formation of gear products. Depending on the energy used in the whole process, it can be divided into direct and indirect methods. The influencing factors of energy consumption in gear machining process are shown in Figure 1.
2.1.1. Direct Energy Consumption
The electrical energy consumed during machine tool processing is called direct energy consumption, which determines the size, shape and accuracy of the workpiece. In addition, machine tool lighting, transportation products, etc., can also be classified as direct energy consumption. The direct energy consumption is expressed as
where is the electric energy used by the I-step machine tool (kWh), is the basic energy consumption (kWh) of machine tool when clamping workpiece, is the energy consumed to keep the spindle running while adjusting the tool for machine tool (kWh), is energy consumption generated by cutting tool workpiece (kWh).
V is the volume of material removed by cutting (), is specific energy consumption (), and is working time of process.
Energy consumption for lighting and transportation is
is lighting and transport energy consumption, are lighting and transport power, respectively, (kWh/s), is average lighting time of the workpiece (s), and is sum of average transit time and cutting time.
2.1.2. Indirect Energy Consumption
The indirect energy consumption in the production process of workpiece mainly comes from the consumption of auxiliary materials, such as cutting fluid, fixture, tool, etc. This type of energy consumption mainly comes from databases and literature, and can also be converted into electrical energy consumption by the intrinsic energy value of the workpiece, expressed as
is the work step i indirect energy consumption (kWh); is the consumption of material j in this working step; is the intrinsic energy consumption of the j-th material (J/kg); the intrinsic energy consumption of a material refers to the total energy consumed to produce a certain material; is the work-electric energy conversion coefficient, and its value is 3,600,000 [22].
A part process route consists of i steps, the average energy consumption of a workpiece is
2.2. Carbon Emission Optimization Model Based on Gear Processing Route
2.2.1. Material, Energy Consumption and Waste in Gear Processing
The gear blank will produce a lot of carbon emissions and consume a lot of energy in the process of processing. A carbon emission boundary is an effective means to calculate carbon emissions. The process of transferring gear blank to machine tool and finishing gear product is set as carbon emission boundary. The whole boundary contains carbon emissions from three aspects, namely material, energy and waste. The materials consumed in gear processing are mainly gear raw materials and various auxiliary materials, and the energy consumed is electricity, oil, natural gas, etc. [23,24]. A variety of materials i (i = 1, 2…, I) and energy k (k = 1, 2…, K) enter the workshop in turn according to the process route, carry out the gear machining process, and the finished gear products are obtained through machining. Each workshop shall discharge waste l (l = 1, 2…, L). The influencing factors of carbon emission during gear machining are shown in Figure 2.
, and represent workshop m (m = 1, 2…, M) materials, energy consumption and waste generated, respectively. The total carbon emission of materials, energy and waste within time T can be expressed as:
These three types of carbon emissions can be quantified
is the total carbon emission, and are the carbon emissions generated by materials, energy and waste, respectively. It can be calculated using the carbon emission factor method. is carbon emission factor (, where are carbon emissions and standard coal volume, respectively).
2.2.2. Calculate Material Carbon Emissions
Material indirect carbon emission is generated by using material i in workshop m, which can be expressed as
is the energy c amount required to produce one unit of material i (converted into standard coal amount), and is the energy c carbon emission factor.
The total indirect carbon emission generated by material i is
The total indirect carbon emission of materials in gear processing is
2.2.3. Energy Carbon Emission Calculation
Energy consumption produces two kinds of carbon emissions, including indirect carbon emissions from preparation energy , and direct carbon emissions from machine tool processing energy , so .
- (1)
- Indirect carbon emissions
Indirect carbon emissions are generated by workshop m using energy k, which can be expressed as
is the energy n amount required for preparation per unit of energy k (converted into standard coal amount), and is the energy n carbon emission factor.
The total indirect carbon emissions by using energy k is
The total indirect carbon emissions by energy consumption in gear processing is
- (2)
- Direct carbon emissions
Direct carbon emission is generated by workshop m using energy k, which can be expressed as
are the conversion coal coefficient and energy k carbon emission factor respectively
The total direct carbon emission by using energy k is
The total direct carbon emissions by using energy in gear processing can be expressed as
2.2.4. Waste Disposal Carbon Emission
Gear processing will produce some waste, such as waste gas, waste water and so on, which requires the consumption of energy to deal with the waste. The carbon emissions from waste i discharged by workshop m is
where is the energy q amount required for unit waste i treatment (converted into standard coal amount), and is the carbon emission factor of energy q.
The total carbon emission generated by disposing waste l is
The total carbon emissions from gear processing waste can be expressed as
3. Optimization Model Solution Based on Hybrid Multi-Objective Gray Wolf Optimizer
A Grey Wolf algorithm (GWO) is a population intelligent optimization algorithm based on the study of grey wolf predation habits. Wolves have different social hierarchies, with low hierarchies subordinate to high hierarchies, so as to realize the whole process of finding, tracking, surrounding and even capturing prey [25,26,27]. Therefore, researchers proposed an optimization mechanism based on the predation process. Compared with other swarm intelligence algorithms, such as PSO and MODA, GWO has better global search capability. In this paper, a new update operator is designed, the cross and mutation operation is added, which can realize the optimization of energy consumption and carbon emission [28,29,30].
3.1. Description of Grey Wolf Algorithm
The grey wolf hierarchy has a strict system of management, similar to the form of a pyramid. In the social hierarchy of the grey wolf, the pack is divided into three tiers, at the top, at the second, , at the third, and the rest at the bottom. During the hunt, the first three layers of wolves lead the pack, and the wolves obey the three of them, which leads to efficient hunting. The wolves first search for prey in this way, and surround it from all sides. As the encircling circle gradually shrinks, the wolf leads the wolfs β and γ to attack the prey first, and the wolves guard around to catch the escaped prey [31,32]. This hunting mode can attack the prey in multiple directions, and finally capture the prey.
To form a circle, use the following formula to calculate the number of wolves between individual and prey
, are the location coordinates of the prey and the gray wolf, respectively, and t is iteration times. A and C are the convergence and oscillation factors, respectively.
and are two random vectors, with a value range of [0, 1]; a decreases from 2 to 0 as the number of iterations increases.
The best three wolves in each iteration are left as (α, β, γ) to guide the position update of other wolves. The formula for location update is as follows
Prey search in GWO is divided into two aspects: prey location determination and gray wolf location update. First, the population is initialized to randomly generate the grey wolf population, and then excellent individuals (α, β, γ) are selected to guide the wolves. The value range of A is [−a, a], and the value is randomly taken within this interval, because the value of a gradually decreases with the increase of iteration, A is ordered from large to small. When the value of A > |1|, the gray wolf encirclement of large wolves search range is larger, so the algorithm has better global searching ability; when the value of A < |1|, the gray wolf encirclement of smaller wolves to attack and capture prey, iterative output at the end of the optimal solution [33,34].
3.2. Algorithm Flow
The grey wolf algorithm process is shown in Figure 3.
3.3. Encoding and Decoding
Equipment selection, tool selection and process sequence have a great impact on process route optimization, and a reasonable coding mode should be selected in the algorithm, as shown in Figure 4. Each individual contains three substrings, namely processes, equipment and tools. The three substrings are the same length as the workpiece processing process. The sequential substring is used to represent the machining operation sequence of the workpiece. The sequential substring is kept in a continuous way, and the machining sequence of the workpiece is taken as the constraint. The equipment is numbered in sequence, and the corresponding equipment number is assigned to each process. The j-th aspect on the substring corresponds to the equipment number of the completed process j. Tools and equipment are coded in the same way [35].
3.4. Fitness Function
Each solution represents a wolf, with the first initialization to obtain a random initial set of solutions. The fitness function of each solution was calculated to establish the rank of wolves. Wolves with higher fitness were retained as guides to lead wolves with lower fitness to hunt. There are two objective functions in this paper: f1 (energy consumption), and f2 (carbon emissions). The value of each objective function is calculated, respectively, and then the weight method is used to combine them into a function. The fitness function is,
represent the values of the ith wolf, and are, respectively, the energy consumption extremums when the energy consumption is independently optimized, and are, respectively, the carbon emission extremums when carbon emissions are individually optimized, are, respectively, the weight of energy consumption and carbon emissions, and satisfy +. The values of can be evaluated by fuzzy evaluation method, analytic hierarchy process and other methods.
3.5. Constraints
Parameter selection of gear cutting process should follow the following constraints
- (1)
- Machine tool speed constraints
The spindle speed has an important effect on the quality of the workpiece. The spindle speed should be within the allowable range of the machine tool
where and represent the machine tool limit speed, respectively.
- (2)
- Feed limit constraint
The feed rate has an important effect on the machining accuracy.
where and are respectively the limit feed amount of machine tool.
- (3)
- Cutting force constraint
Cutting force has an important effect on machining accuracy and tool wear. The total cutting force includes three parts, main cutting force , backside force and feed force . cannot exceed the maximum cutting force .
in turning, for example, ,,,, are the main cutting force correlation coefficient ,,,, are the feed force correlation coefficient, ,,, are the backward force correlation coefficient, these coefficients are determined by material, tool and other processing conditions. The feeding force must meet the following conditions
- (4)
- Machine tool power constraint
The machine power should be within certain conditions.
is the maximum machine power, , are cutting force, cutting speed and machine tool power coefficient, respectively.
- (5)
- Roughness constraint
Surface quality is an important evaluation index of parts, the surface roughness of parts should be less than the maximum allowed surface roughness .
r is the radius of the tool tip.
3.6. Population Classification and Location Update
GWO leads the pack to search with three optimal solutions . are producing randomly as the population non-dominated series is 1; as the non-dominated grade is 2, is produced from grade 1, are obtained from grade 2. As the non-dominant grade is 3 or more, are produced from the above three grades, respectively [36,37].
This paper improves the operator update of the algorithm based on the transformation law to solve the process route optimization problem, and selects one of them as the child according to a certain probability.
where the shift function helps the wolves to update their position. is the individual wolf pack. means individual wolves can move from side to side. represents the distance the element has traveled. randomly generated in [0, 1] in [0, 1], and C = 1.
3.7. Genetic Operations
When genetic information is inherited, there are usually two kinds of operation: crossover and mutation. Different substrings can have different genetic manipulations. In this paper, two points are selected to cross the equipment and tool substring [38,39], as shown in Figure 5. Duplication and omission can be avoided by using an improved two-point crossover method based on priority order. Two points are randomly selected in the substring as the intersection points. In parent P1, the genes before point 1 and after point 2 are retained to the same position as offspring O1. The existing genes in O1 were removed from the parent P2, and the remaining genes were copied to the remaining site of O1 in the order of P2. The offspring O2 performed the same operation. The mutation operation is shown in Figure 6, which randomly selects a process to replace a certain site that can be replaced while ensuring the process constraints [40,41,42].
4. Method
4.1. Instance Parameters
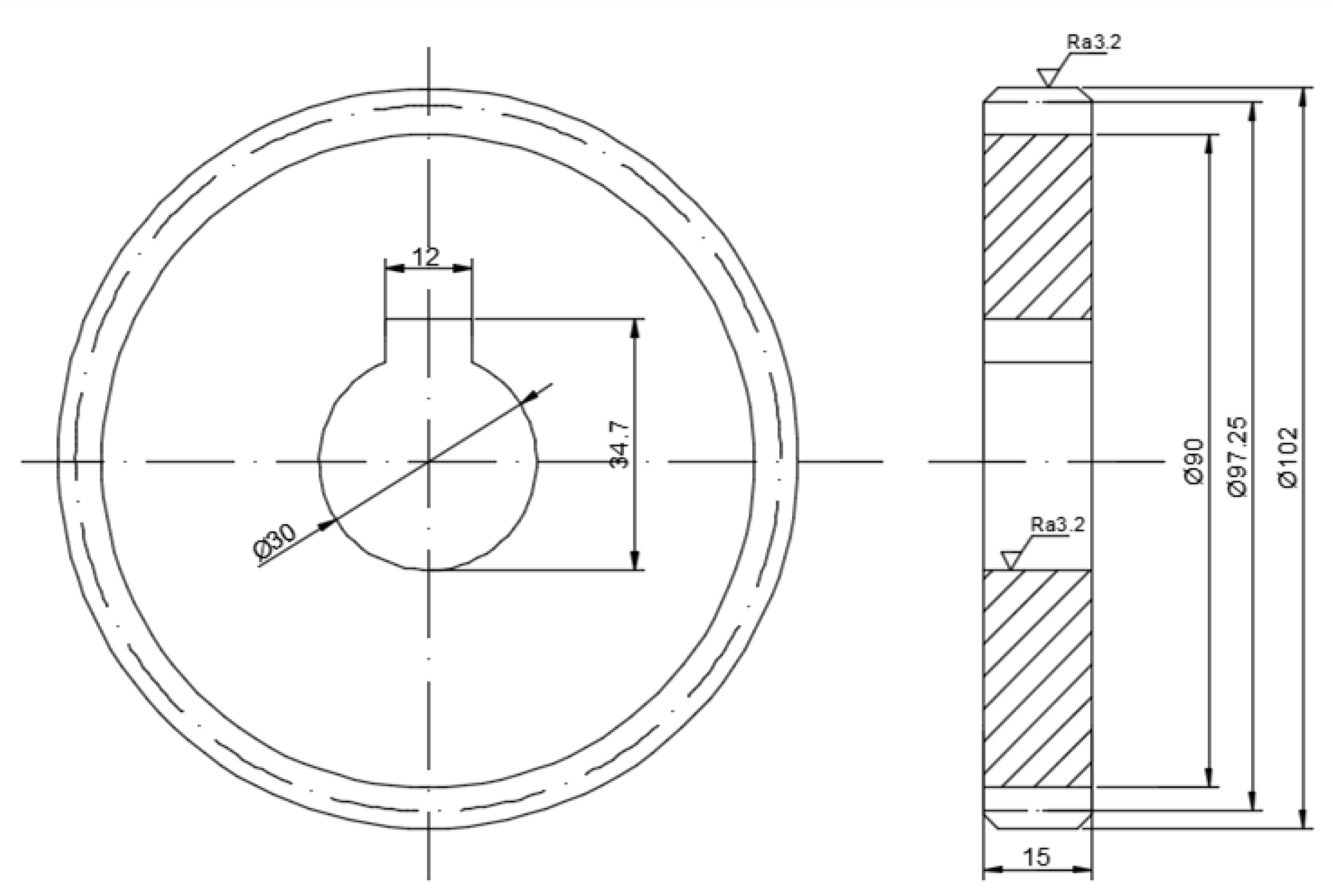
There are 2 CNC lathes (M1, M2) involving turning processing in the example workshop. The processing material is the second gear of the intermediate shaft of the automobile transmission, the drawing of gear to be machined is shown in Figure 7, gear parameters are in Table 1.
The machine parameters are shown in Table 2.
Tool: the tool material K1 is high-speed steel, the tool main deflection angle is 45°, hook angle is 20°, tool edge inclination is 5°, and corner radius = 0.8 mm. The tool material K2 is cemented carbide. The main deflection angle of the tool is 45°, hook angle is 20°, tool edge inclination is 5°, and corner radius = 0.8 mm.
The cutting force coefficients are in Table 3.
4.2. Grey Wolf Algorithm Settings
All programs are written by Matlab R2019b and run on a Windows 10 host configured with 16.0G RAM, AMD Ryzen 3700X 3.6Ghz, and a 64-bit operating system. Grey wolf algorithm parameters are: the total population is 100, the iteration times is 500, the crossover rate is 0.8, and the mutation rate is 0.1, the number of leading wolves is 3, the coefficient of affecting the search times of the neighborhood is 2, the coefficient of choosing the global search operator is 0.5.
4.3. Optimization Results and Analysis
In this paper, the energy consumption and carbon emission of gear machining process are taken as the optimization objectives, and a concrete calculation model can be obtained according to the proposed process route optimization model and the parameters in 4.1. The grey wolf algorithm was used to solve the calculation model, and the selection of equipment, tool and process sequencing and other process routes were taken as variables, and they were reasonably coded in the program. Figure 8 shows the iterative convergence curve of carbon emissions, and Figure 9 shows the energy consumption convergence iteration. With the increase in the number of iterations, energy consumption and carbon emissions gradually decrease and become stable.
5. Discussion
5.1. Results Analysis
The comparison data between the results and the optimization results of low carbon and low energy consumption alone are shown in Table 8.
The comparison results show that the carbon emission and energy consumption are higher. As the process route is optimized with low energy consumption, there will be higher carbon emissions. As the process route is optimized with low carbon, both energy consumption and carbon emissions have been reduced to some extent, but there are also obvious shortcomings. As the process route is optimized with two objectives simultaneously, a process route for balancing carbon emission and energy consumption is available.
5.2. Comparison with Previous Works
In the introduction, references [8,9,10,11,12,13,14,15,16] put forward many methods of process route optimization, effectively achieving their objectives. They mainly established the relationship between process parameters and the objective to be optimized, and used intelligent algorithms to optimize the solutions. However, gear processing is complicated, and few people study the gear process route. Different process routes have great influence on machining results. The core of reference [17] is through the blank production and uses the process parameters to design an energy-saving and low-carbon gear blank dimension optimization method. The theme in this paper is to optimize the process route of gear which is occur after blank choose, and make reasonable arrangements for the process route of gear blank cutting equipment, tools and processes. In this paper, the carbon emissions and energy consumption of gear machining were analyzed systematically, and the optimization model of gear machining process route was established. An improved grey wolf algorithm was proposed to optimize the gear process route for equipment selection, tool selection and process sequencing. The algorithm improves the updating operator, and the solution accuracy is higher. A reasonable processing route can reduce carbon emissions and energy consumption.
5.3. Research Significance and Future Steps
In this paper, a low carbon and low energy consumption optimization method of gear process route was proposed, and verified by the machining process of automobile transmission gear, which can help designers choose the best process route. This study is helpful to improve the cognition level of energy consumption and carbon emission in gear processing, which can enable enterprises to choose reasonable processing process routes, help manufacturing industries to save energy and reduce emissions, and provide ideas for the green development of the manufacturing industries. The tool wear and precision state of machine tools are also factors that affect the energy efficiency of processing route. Determining how to comprehensively consider the tool life and precision state of machine tools will be the focus of the next research.
6. Conclusions
The energy saving and emission reduction in gear machining is a complicated problem, which not only affects the production of enterprises, but also has important significance for the green development of society. This paper made the following research on gear processing:
- The carbon emission and energy consumption of gear processing were systematically analyzed, and the optimization model of gear processing route with the low-carbon and low-energy-consumption was established.
- An improved grey wolf algorithm was proposed to solve the multi-objective optimization model, optimize the equipment selection, tool selection and process sequencing.
- Taking the second gear of the intermediate shaft of an automobile transmission as an example, the results of optimizing the process routes of energy consumption and carbon emission with comprehensive consideration of these three objectives were compared, and the validity of the method was proven.
The results show that this method can comprehensively consider the carbon emission and energy consumption of gear processing, and provide the process route guidance for enterprises to process gear, and make contributions to social energy saving and emission reduction. The influencing factors of process route are very large; this paper only studies energy consumption and carbon emissions. Tool wear and the state of machine tool accuracy have a great influence on workpiece quality. The influence of tool wear and machine tool accuracy on process route will be studied in the future.
Author Contributions
Conceptualization, Y.Z., H.X. and Y.X.; methodology, Y.Z.; Software, Y.Z.; validation, H.X.; formal analysis, H.X.; data curation, J.H.; writing—original draft, J.H. and Y.X.; writing—review & editing, Y.X.; funding acquisition, J.H. All authors have read and agreed to the published version of the manuscript.
Funding
This study was supported by the development project of young scientific and technological talents in colleges and universities of Guizhou Province ([2020]195); the program of Qiannan Normal University for Nationalities under Grant (Nos. QNSY 2018025).
Data Availability Statement
The study did not report any data.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Liu, P.; Tuo, J.; Liu, F.; Li, C.; Zhang, X. A novel method for energy efficiency evaluation to support efficient machine tool selection. J. Clean. Prod. 2018, 191, 57–66. [Google Scholar] [CrossRef]
- Sihag, N.; Sangwan, K.S. A systematic literature review on machine tool energy consumption. J. Clean. Prod. 2020, 275, 123125. [Google Scholar]
- Li, X. Design of energy-conservation and emission-reduction plans of China’s industry: Evidence from three typical industries. Energy 2020, 209, 118358. [Google Scholar]
- McKenna, P.; Prashant, S.; Heejin, C. The current state of the industrial energy assessment and its impacts on the manufacturing industry. Energy Rep. 2022, 8, 7297–7311. [Google Scholar]
- Mahapatra, B.; Irfan, M. Asymmetric impacts of energy efficiency on carbon emissions: A comparative analysis between developed and developing economies. Energy 2021, 227, 120485. [Google Scholar]
- Liu, Z.; Lu, H.; Xia, L. CNC high-speed dry hobbing optimization design process parameters of planetary gears. Mach. Des. Manuf. 2020, 8, 239–242. [Google Scholar]
- Álvarez, Á.; Calleja, A.; Ortega, N.; De Lacalle, L.N.L. Five-Axis Milling of Large Spiral Bevel Gears: Toolpath Definition, Finishing, and Shape Errors. Metals 2018, 8, 353. [Google Scholar] [CrossRef] [Green Version]
- An, X.H.; Chen, T. Optimization of process route based on intuitionistic fuzzy number and multi-objective optimization algorithm. Comput. Integr. Manuf. Syst. 2019, 25, 1180–1191. [Google Scholar]
- Fan, S.; Wang, J.; Shijie, L.I. Decision and optimization of process routing based on genetic algorithm. Manuf. Technol. Mach. Tool 2012, 3, 95–99. [Google Scholar]
- Huang, F.; Gu, J.; Zhang, L.; Xu, C.; Wang, H. Ant colony optimization of STEP-NC process route based on dynamic update of taboo manufacturing features. China Mech. Eng. 2016, 27, 596–602. [Google Scholar]
- Cheng, B.; Jing, B.X. Process route optimization based on bacteria foraging and ant colony algorithm. Chin. J. Eng. Des. 2020, 27, 9. [Google Scholar]
- Li, C.B.; Li, P.Y.; Liu, F.; Cui, L.G.; Shui, H. Multi-objective machining process route optimization model for high efficiency and low carbon. J. Mech. Eng. 2014, 50, 9. [Google Scholar]
- Zhai, D.; Zhang, F.; Gao, B.; Han, W.; Zhang, T.; Zhang, J. Ant Colony Algorithm and Simulated Annealing Algorithm Based Process Route Optimization. In Proceedings of the 2014 Enterprise Systems Conference, Shanghai, China, 2–3 August 2014; pp. 102–107. [Google Scholar] [CrossRef]
- Tang, Y.; Yang, Q.; Li, C.; Xiao, Q.; Chen, X. Process Route Optimization for Generalized Energy Efficiency and Production Time in Machining System. In Proceedings of the 2019 IEEE International Conference on Service Operations and Logistics, and Informatics (SOLI), Zhengzhou, China, 6–8 November 2019; pp. 110–115. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhang, H.; Jiang, Z.; Gu, Q.; Yan, W. Multiobjective optimization of machining center process route: Tradeoffs between energy and cost. J. Clean. Prod. 2021, 280, 124171. [Google Scholar]
- Petrović, M.; Mitić, M.; Vuković, N.; Miljković, Z. Chaotic particle swarm optimization algorithm for flexible process planning. Int. J. Adv. Manuf. Technol. 2016, 85, 2535–2555. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhou, J.; Wang, R.; Zhu, X.; Zhang, H. Energy-Saving and Low-Carbon Gear Blank Dimension Design Based on Business Compass. Processes 2022, 10, 1859. [Google Scholar]
- Wang, Y.; Liu, C.L.; Ji, Z.C. Energy Consumption Model of the Discrete Manufacturing System. In Quantitative Analysis and Optimal Control of Energy Efficiency in Discrete Manufacturing System; Springer: Singapore, 2020. [Google Scholar]
- Li, Y.; Liu, Q. Research on Service-Oriented Green Efficient Milling Optimization Method. J. Mech. Eng. 2015, 51, 89–98. [Google Scholar]
- Xiao, Y.; Jiang, Z.; Gu, Q.; Yan, W.; Wang, R. A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J. Manuf. Syst. 2021, 59, 535–548. [Google Scholar]
- LI, C.B. Multi-objective NC Machining Parameters Optimization Model for High Efficiency and Low Carbon. J. Mech. Eng. 2014, 49, 87. [Google Scholar] [CrossRef]
- Hammond, G.P.; Jones, C.I. Embodied Energy and Carbon in Construction Materials. Constr. Mater. 2009, 162, 87–98. [Google Scholar]
- Li, L.; Deng, X.; Zhao, J.; Zhao, F.; Sutherland, J.W. Sutherland, Multi-objective optimization of tool path considering efficiency, energy-saving and carbon-emission for free-form surface milling. J. Clean. Prod. 2018, 172, 3311–3322. [Google Scholar]
- Yi, Q.; Li, C.; Tang, Y.; Chen, X. Multi-objective parameter optimization of CNC machining for low carbon manufacturing. J. Clean. Prod. 2015, 95, 256–264. [Google Scholar]
- Fu, Q.; Wang, P. Improved Grey Wolf Algorithm Based on Parallel Search Strategies. Appl. Res. Comput. 2016, 33, 1662–1665. [Google Scholar]
- Lu, C.; Gao, L.; Li, X.; Xiao, S. A hybrid multi-objective grey wolf optimizer for dynamic scheduling in a real-world welding industry. Eng. Appl. Artif. Intell. 2017, 57, 61–79. [Google Scholar]
- Du, H.B.; Ge, Z.Z. Inverse kinematics solution algorithm of electric climbing robot based on improved beetle antennae search algorithm. Control. Decis. 2022, 37, 9. [Google Scholar]
- Lv, Y.; Mo, Y. Improved beetle antennae search algorithm with mutation crossover in TSP and engineering application. Appl. Res. Comput. 2021, 38, 3662–3666. [Google Scholar]
- Han, S. Modified Grey-Wolf Algorithm Optimized Fractional-Order Sliding Mode Control for Unknown Manipulators with a Fractional-Order Disturbance Observer. IEEE Access 2020, 8, 18337–18349. [Google Scholar]
- Jarndal, A. On modeling of substrate loading in GaN HEMT using grey wolf algorithm. J. Comput. Electron. 2020, 19, 576–590. [Google Scholar]
- Nadimi-Shahraki, M.H.; Taghian, S.; Mirjalili, S.; Zamani, H.; Bahreininejad, A. GGWO: Gaze cues learning-based grey wolf optimizer and its applications for solving engineering problems. J. Comput. Sci. 2022, 61, 101636. [Google Scholar]
- Rajammal, R.R.; Mirjalili, S.; Ekambaram, G.; Palanisamy, N. Binary Grey Wolf Optimizer with Mutation and Adaptive K-nearest Neighbour for Feature Selection in Parkinson’s Disease Diagnosis. Knowl. Based Syst. 2022, 246, 108701. [Google Scholar]
- Gujarathi, P.K.; Shah, V.A.; Lokhande, M.M. Combined Rule Based-Grey Wolf Optimization Energy Management Algorithm for Emission Reduction of Converted Plug-In Hybrid Electric Vehicle. SAE Int. J. Passeng. Cars Electron. Electr. Syst. 2019, 12, 101–116. [Google Scholar]
- Chen, Y.; Luca, G.D. Technologies Supporting Artificial Intelligence and Robotics Application Development. J. Artif. Intell. Technol. 2021, 1, 1–8. [Google Scholar]
- Tu, Q.; Chen, X.; Liu, X. Hierarchy Strengthened Grey Wolf Optimizer for Numerical Optimization and Feature Selection. IEEE Access 2019, 7, 78012–78028. [Google Scholar] [CrossRef]
- Zhang, G.; Li, H.; Xiao, C.; Sobhani, B. Multi-aspect analysis and multi-objective optimization of a novel biomass-driven heat and power cogeneration system; utilization of grey wolf optimizer. J. Clean. Prod. 2022, 355, 131442. [Google Scholar] [CrossRef]
- Luo, S.; Zhang, L.; Fan, Y. Energy-efficient scheduling for multi-objective flexible job shops with variable processing speeds by grey wolf optimization. J. Clean. Prod. 2019, 234, 1365–1384. [Google Scholar]
- Feng, X.; Huang, S. Research and Application of Beetle Antennae Genetic Hybrid Algorithm. Comput. Eng. Appl. 2021, 57, 90–100. [Google Scholar]
- Rezaeipanah, A.; Mojarad, M. Modeling the Scheduling Problem in Cellular Manufacturing Systems Using Genetic Algorithm as an Efficient Meta-Heuristic Approach. J. Artif. Intell. Technol. 2021, 1, 228–234. [Google Scholar]
- Wolff, S.; Seidenfus, M.; Brönner, M.; Lienkamp, M. Multi-disciplinary design optimization of life cycle eco-efficiency for heavy-duty vehicles using a genetic algorithm. J. Clean. Prod. 2021, 318, 128505. [Google Scholar] [CrossRef]
- Peng, D.; Tan, G.; Fang, K.; Chen, L.; Agyeman, P.K.; Zhang, Y. Multiobjective Optimization of an Off-Road Vehicle Suspension Parameter through a Genetic Algorithm Based on the Particle Swarm Optimization. Math. Probl. Eng. 2021, 2021, 9640928. [Google Scholar]
- Martowibowo, S.Y.; Damanik, B.K. Optimization of Material Removal Rate and Surface Roughness of AISI 316L under Dry Turning Process using Genetic Algorithm. Manuf. Technol. 2021, 21, 373–380. [Google Scholar] [CrossRef]
Figure 1.
Influencing factors of energy consumption in gear machining process.

Figure 2.
Influencing factors of carbon emission during gear processing.

Figure 3.
The flow of Grey Wolf Optimizer (GWO).

Figure 4.
Coding method.

Figure 5.
Sequence substring crossing.

Figure 6.
Sequential substring variation.

Figure 7.
Gear dimension drawing.

Figure 8.
Carbon emission convergence algebraic diagram.

Figure 9.
Energy consumption convergence algebraic diagram.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Gear parameters.
| Material | Outer Diameter/mm | Tooth Thickness/mm | Modulus/mm | Number of Teeth | Weight/kg |
|---|---|---|---|---|---|
| 20CrMnTiH | 97.25 | 15 | 1.75 | 46 | 0.665 |
Table 2.
Machine parameters.
| Type | Serial Number | |||||
|---|---|---|---|---|---|---|
| lathe | M1 | 100–1400 | 0.1–0.25 | 0.85 | 1700 | 8.0 |
| M2 | 120–1600 | 0.1–0.35 | 0.8 | 1700 | 10 |
Table 3.
Cutting force coefficient.
| Main Cutting Force Coefficient | Feed Force Coefficient | Backward Force Coefficient | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M1 | 1750 | 0.9 | 0.75 | 0 | 1 | 580 | 1.1 | 0.65 | 0 | 1 | 1100 | 0.9 | 0.65 | 0 | 1 |
| M2 | 2855 | 1 | 0.75 | −0.1 | 1 | 2920 | 1 | 0.5 | −0.35 | 1 | 1930 | 0.9 | 0.6 | −0.35 | 1 |
Table 4.
Material preparation process carbon emission factor.
| Carbon Emission Category | Material i Consumption | Production Process Consumes Energy c | |
|---|---|---|---|
| Steel | Raw coal | 2.653 |
Table 5.
Indirect carbon emission factors in energy preparation process.
| Carbon Emission Category | The nth Energy Type Consumed by Energy k | Production Process Consumes Energy | Energy n Carbon Emission Factor |
|---|---|---|---|
| Electricity | Raw coal | 2.565 | |
| Crude | 2.221 | ||
| Natural gas | 1.642 | ||
| Coal | Crude | 2.221 | |
| Natural gas | 1.642 | ||
| Electricity | 8.220 | ||
| Natural gas | Raw coal | 2.565 | |
| Crude | 2.221 | ||
| Natural gas | 1.642 | ||
| Fuel/Circulating oil/Lubricant | Raw coal | 2.565 | |
| Crude | 2.221 | ||
| Natural gas | 1.642 |
Table 6.
Direct carbon emission factor from fossil energy.
| Carbon Emission Category | Consumption Type of Material k | Energy Carbon Emission Factor |
|---|---|---|
| Processing direct carbon emissions | Coal | 0.6764 |
| Natural gas | 0.4593 | |
| Fuel/Circulating oil/Lubricant | 0.6878 |
Table 7.
Waste disposal carbon emission factor.
| Carbon Emission Category | Waste l Discharge Type | Energy Consumed Type in the Waste Treatment Process | Energy Carbon Emission Factor |
|---|---|---|---|
| Waste treatment carbon emissions | Waste water/waste oil | Electricity | 8.221 |
| Scraps | Electricity | 8.221 |
Table 8.
Optimization results.
| Optimization Results | Low Carbon | Low Energy | Low Carbon and Low Energy |
|---|---|---|---|
| Carbon emission/kg | 2.612 | 2.813 | 2.975 |
| h | 10.064 | 9.689 | 9.989 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, Y.; Xu, H.; Huang, J.; Xiao, Y. Low-Carbon and Low-Energy-Consumption Gear Processing Route Optimization Based on Gray Wolf Algorithm. Processes 2022, 10, 2585. https://doi.org/10.3390/pr10122585
AMA Style
Zhang Y, Xu H, Huang J, Xiao Y. Low-Carbon and Low-Energy-Consumption Gear Processing Route Optimization Based on Gray Wolf Algorithm. Processes. 2022; 10(12):2585. https://doi.org/10.3390/pr10122585
Chicago/Turabian StyleZhang, Yani, Haoshu Xu, Jun Huang, and Yongmao Xiao. 2022. "Low-Carbon and Low-Energy-Consumption Gear Processing Route Optimization Based on Gray Wolf Algorithm" Processes 10, no. 12: 2585. https://doi.org/10.3390/pr10122585
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.