
Properties of Glass-Ceramics Prepared from Industrial Multi-Wastes


1
Liaoning Key Laboratory of Optimization and Utilization of Non-Associated Low-Grade Iron Ore, Liaoning Institute of Science and Technology, Benxi 117004, China
2
School of Metallurgy and Materials Engineering, Liaoning Institute of Science and Technology, Benxi 117004, China
*
Author to whom correspondence should be addressed.
Separations 2023, 10(9), 498; https://doi.org/10.3390/separations10090498
Submission received: 9 August 2023
/
Revised: 6 September 2023
/
Accepted: 10 September 2023
/
Published: 12 September 2023
(This article belongs to the Special Issue Research Progress in Separation and Extraction of Ferrous and Non-ferrous Metals)
Abstract
:Because of their excellent properties, glass-ceramics have been widely developed and applied in many fields, and there are many potential application values to be disseminated. The preparation of glass-ceramics from industrial slag and metallurgical waste provides a new way for the comprehensive utilization of solid waste. Coal gangue is the largest of all kinds of industrial waste slag, while iron tailings and high-carbon ferrochrome slag also occupy a large proportion of China’s industrial solid waste. With cheap industrial solid waste as the main raw material, the production of high-value-added glass-ceramics can reduce pollution, protect the ecological environment, and have good economic and social benefits. Cordierite glass-ceramics were prepared using the sintering method with coal gangue, iron tailings, and high-carbon ferrochrome slag as the main raw materials. Meanwhile, an iron silicon alloy containing chromium was obtained. The heat treatment system of basic glass was determined by differential scanning calorimetry (DSC), and the sintered product was analyzed by X-ray diffraction (XRD) and scanning electron microscopy (SEM). An orthogonal test was used to analyze the effects of the mass of basic glass powder, molding pressure, and holding time on the grain size and crystallinity of the samples. The hardness, acid and alkali resistance, density, and water absorption of the sintered products were determined. The results show that the main crystal phase of the prepared glass-ceramics is cordierite. The optimal combination for the green body is “basic glass powder mass 6 g, molding pressure 35 MPa, holding time 10 min”. The properties of glass-ceramics are good. At the crystallization temperature of 970 °C, the Vickers hardness is up to 866 HV, and the bulk density is up to 2.99 g/cm3. This study may provide a useful reference for the treatment of industrial solid waste.
1. Introduction
Iron ore is one of the most common resources widely used in industry while the tailings discarded during the beneficiation and smelting process of iron ore have become a serious hazardous waste worldwide [1,2]. In China and Brazil, more than 10 billion tons of iron ore tailings are discarded as waste and are normally deposited in tailings dams while less than 7% are recycled as secondary resources [3,4]. Coal gangue powder is another common tailing discarded after the mining and cleaning of raw coal [5]. Currently, the amount of coal gangue powder stored in China reaches 5 billion tons and is growing at a rate of 0.15–0.2 billion tons per year but the rate of reuse is less than 15% [6,7,8,9,10]. The primary disposal method of iron ore tailings and coal gangue powder waste is storage, which means that they not only occupy a huge area and pollute the environment but also cause security risks due to the possibility of a dam break [11,12,13,14,15,16].
In the current context of achieving the goal of “carbon peak, carbon neutrality”, harmless resource recovery is an important direction [17] of the disposal of industrial solid waste. Industrial solid waste mainly includes solid waste produced by metallurgical, chemical, machinery, and other industrial production sectors. According to the “2019 annual report on the prevention and control of environmental pollution by solid waste in large and medium cities”, in 2018, the production volume of China’s bulk industrial solid waste, such as tailings, fly ash, coal gangue, smelting waste, furnace slag, and desulphurization gypsum, was 880 million tons, 530 million tons, 350 million tons, 370 million tons, 310 million tons, and 120 million tons, respectively. The comprehensive utilization rate was 27.1%, 74.9%, 53.7%, 88.7%, 71.0%, and 73.6%, respectively. However, there are also the following problems: the production volume and historical pile stock are large; there is a lack of cross-industry technology research and development; the high value disposal and utilization technology investment is large, but the added value of the products is not high; and the standard system support is insufficient. Among them, tailings and coal gangue belong to the secondary resources [18] of mining. Industrial solid waste contains a large number of different composition ratios of Al2O3, SiO2, MgO, CaO, and other components; these components are the preparation of glass-ceramics raw materials [19].
Glass-ceramics is a kind of polycrystalline material with a fine microstructure which is promoted by adjusting the heat treatment system. [20] It is widely used in machinery, electronics, aerospace, chemical anti-corrosion, mining, road, construction, medicine, and other aspects; one of its important applications is as a building decoration material. The use of industrial solid waste to prepare glass-ceramics decorative materials can not only offer better performance than granite and natural marble decorative materials, but also provide a new way for the resource treatment of industrial solid waste [20].
In recent years, scholars in China and abroad have carried out a lot of work in the preparation of glass-ceramics from industrial solid waste, especially in the preparation of glass-ceramics from smelting waste slag and tailings [21,22,23,24,25,26,27]. Examples include blast furnace slag glass-ceramics, steel slag glass-ceramics, chromium slag glass-ceramics, fly ash glass-ceramics, gold slag glass-ceramics, iron tailings glass-ceramics, copper tailings glass-ceramics and coal gangue glass-ceramics, etc. Because a single kind of industrial solid waste often cannot meet the requirements for the direct preparation of excellent performance of glass-ceramics, auxiliary materials are added to industrial solid waste to achieve the purpose of preparing different properties of glass-ceramics. Since auxiliary materials are mostly pure chemical compositions or raw materials mined from the environment, high preparation costs and environmental damage cannot be avoided. Composite solid waste glass-ceramics contain two or more kinds of solid waste based on the principle of complementary composition, without adding any (or only adding a small amount of) auxiliary materials to the preparation of glass-ceramics.
However, the properties of industrial solid waste in different places and technological conditions are quite different, leading to certain problems in the stability of raw materials. On the other hand, due to the complexity of raw materials, the production process is not universal, increasing the cost of research and production, which affects its scale development [28,29,30,31,32] to a certain extent. Therefore, the industrial solid waste preparation of glass-ceramics still needs a lot of in-depth theoretical and experimental research to be carried out.
The theoretical chemical composition of cordierite is 2MgO·2Al2O3·5SiO2. The ideal chemical composition content should be: MgO 13.7wt%, Al2O3 34.93wt %, SiO2 51.37 wt%. The melting point of cordierite is around 1460 °C (it fluctuates depending on the composition of the solid solution). There are three basic variants of cordierite, namely, α-cordierite, β-cordierite, and μ-cordierite. Because the physical properties of α-cordierite and β-cordierite are not significantly different, it is also difficult to distinguish them via X-ray diffraction. Therefore, most materials scientists do not distinguish between the two when it comes to materials research. Cordierite glass-ceramics have low thermal expansion, excellent thermal shock resistance, high mechanical strength, low dielectric constant, and high electrical resistivity [33,34].
In this paper, three kinds of industrial solid waste, namely, iron tailings, coal gangue, and high-carbon ferrochrome slag, were used as raw materials, and cordierite glass-ceramics were prepared using the sintering method without adding supplementary materials. Meanwhile, an iron silicon alloy containing chromium was obtained. The sintered products were analyzed by X-ray diffraction and scanning electron microscopy. An orthogonal test was used to analyze the effects of the mass of basic glass powder, molding pressure, and holding time on the grain size and crystallinity of the samples. The hardness, acid and alkali resistance, density, and water absorption properties of the sintered products were determined. The composition of iron silicon alloy was determined using an X-ray fluorescence spectrometer (Zetium, PANalytical B.V., Almelo, the Netherlands).
2. Experimental Scheme
2.1. Experimental Materials
The raw materials used in this experiment include coal gangue, iron tailings, and high-carbon ferrochrome slag. Benxi, known as the capital of coal and iron, is rich in coal and iron resources. With the mining and washing process of raw coal, a large amount of coal gangue is produced. The coal gangue and iron tailings produced during the mining of these mineral iron resources are basically stacked idle, resulting in a certain amount of ecological environmental pollution, but they also bring a lot of inconvenience to people’s lives, and, more importantly, this does not meet the requirements of China’s current layout of a carbon peak and carbon neutral sustainable development strategy. The coal gangue selected in this experiment is taken from Benxi’s local coal yard. After the mining and beneficiation of iron mines, a large amount of iron tailings is also produced. The raw material of this experiment are the iron tailings of Benxi’s Waitou Mountain Iron Mine. Because the high-carbon ferrochrome slag has a high viscosity at high temperature, the appropriate addition of the other raw materials can reduce the viscosity and increase the content of SiO2 at the same time, which can meet the production conditions of glass-ceramics. Their chemical composition is shown in Table 1.
According to the stable region of the cordierite phase in the MgO-Al2O3-SiO2 ternary phase diagram, the composition ratio of glass-ceramics is determined, and then the ratio of each raw material is calculated. The raw materials used in each experimental scheme are shown in Table 2.
2.2. Experimental Methods
First of all, the iron tailings, coal gangue, and high-carbon ferrochrome slag were broken to the particle size of 5 mm, and then the crushed coal gangue, iron tailings, and high-carbon ferrochrome slag were put into the experimental drum ball mill (QM-5, Changsha Tianchuang Powder Technology Co., Ltd., Changsha, China) for grinding; the grinding time was 3 h. After grinding, a 200-mesh size of coal gangue, iron tailings, and high-carbon ferrochrome slag were selected with a 200-mesh screen.
Cordierite glass-ceramics were prepared using the sintering method in this experiment. First, three raw materials prepared in proportion were melted in a vacuum induction furnace (XL-0.025-50-25, Liaoning Jinzhou Transformer Factory, Jinzhou, China), and the clarified and homogenized melt was poured into water for quenching treatment. Pure basic glass, pure alloy, and a mixture of alloy and basic glass were obtained. Alloys were selected from the mixture through magnetic separation, and the pure alloy mentioned above was placed in the vacuum induction furnace for secondary melting. The glass after water quenching is shown in Figure 1. Then, the glass after water quenching was ground into a powder by a ball mill (XQM-1, Changsha Tianchuang Powder Technology Co., Ltd., Changsha, China) and screened out of different grain grades for preservation. The nucleation temperature and crystallization temperature of the three schemes were obtained by differential thermal analysis (STA449F3, NETZSCH Group, Selb, Germany) of the glass powder, as shown in Table 3. In order to seek the best crystallization temperature, keep the nucleation temperature, nucleation time, crystallization time, and heating rate unchanged; the final heat treatment system is shown in Table 4. The glass powder is pressed into a “cake”. The basic glass powder molding equipment is a hydraulic prototyping machine. Process control parameters are quality of basic glass powder, forming pressure, and holding time. Among them, the quality of basic glass powder is 4 g, 6 g, and 8 g, respectively; the molding pressure is 30 MPa, 35 MPa, and 40 MPa, respectively; and the holding time under a certain molding pressure is 8 min, 10 min, and 12 min, respectively. The process control parameters are shown in Table 5. The basic glass powder and green body are shown in Figure 2. Finally, the green body was heat-treated in a box-type high-temperature sintering furnace (KSL-1400X, Hefei Kejing Material Technology Co., Ltd., Hefei, China) to obtain the glass-ceramics sample for the performance test.
It is worth mentioning that in the preparation process of glass-ceramics, a ferroalloy was also obtained. The high-carbon ferrochrome slag was first placed in the furnace for melting, simulating the state of the slag during iron production in the ferroalloy factory. The time from the beginning of melting to the full melting of the high-carbon ferrochrome slag was recorded, and the energy consumption of the full melting of the high-carbon ferrochrome slag could be calculated based on the furnace power and time, which can estimate how much energy can be saved. After the high-carbon ferrochrome slag was fully melted, a mixture of iron tailings and coal gangue was added in batches. After the mixture was added and fully melted, the furnace was kept at a constant power to clear the glass for one hour. The basic glass prepared this time did not include nucleating agents and clarifying agents. The reduction in iron oxide in the iron tailings caused by the coal gangue would generate carbon monoxide bubbles, which would play a clarifying role and stir the liquid to make it uniformly clear. During stirring, due to density reasons, iron particles would sink and many iron particles would also gather. However, there was still metal chromium in the liquid, and at this point, iron would trap chromium particles, forming larger metal blocks.
The Archimedes method was used to test the density of glass-ceramics. At room temperature, the mass of the glass-ceramic sample in air was first measured using a balance, and then its mass in distilled water was measured. The density of the glass-ceramic sample can be determined using the Archimedes method measurement formula.
The principle of the Vickers hardness measurement is to press a diamond-shaped indenter into the polished surface of the sample under a set load, and maintain it for a certain period of time. It is a common hardness testing method using a microscope to measure the value of the long diagonal of a diamond and calculate the hardness using a formula.
3. Experimental Results and Discussion
3.1. X-ray Diffraction (XRD) Analysis
The phase of the sample after heat treatment was identified by the D8 Advance X-ray diffractometer of Bruker Corporation from Germany. The measuring conditions were as follows: Cu target Kα line, tube voltage 40 kV, tube current 40 mA, and scanning angle range 10°~90°.
The XRD analysis results of samples 1#①, 2#③, and 3#② are shown in Figure 3.
It can be seen from the figure that cordierite, cristobalite, enstatite, and rutile phases are present in the samples of the three schemes. It can be confirmed that the main crystal phase of the prepared glass-ceramics is cordierite.
According to the XRD test results of the sample, the crystallinity and crystallite size of the crystal phase can be judged. The crystallite size is calculated using the Scherrer formula, which is determined with the following expression (1), where, D is the average thickness of the grain perpendicular to the direction of the crystal plane, K is the Scherrer constant, λ is the X-ray wavelength, β is the half-high width of the diffraction patterns, and θ is the diffractive angle.
An orthogonal test was used to analyze the effects of the mass of basic glass powder, molding pressure, and holding time on the grain size and crystallinity of the samples. Orthogonal test table L9 (33) was designed in Table 6. Then, the experimental data were added into Table 7. Finally, the experimental data were imported into the SPSSAU platform for range analysis in Table 8.
- (1)
- Orthogonal test table L9 (33)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 6.
Orthogonal design table.
| Numbering | Factor 1 (Basic Glass Powder Mass/g) | Factor 2 (Molding Pressure/MPa) | Factor 3 (Holding Time/min) |
|---|---|---|---|
| 1 | 1 (4) | 1 (30) | 1 (8) |
| 2 | 1 | 2 (35) | 3 (12) |
| 3 | 1 | 3 (40) | 2 (10) |
| 4 | 2 (6) | 1 | 3 |
| 5 | 2 | 2 | 2 |
| 6 | 2 | 3 | 1 |
| 7 | 3 (8) | 1 | 2 |
| 8 | 3 | 2 | 1 |
| 9 | 3 | 3 | 3 |
- (2)
- Adding experimental data
Table 7.
Orthogonal design table experimental data.
| Factor 1 (Basic Glass Powder Mass/g) | Factor 2 (Molding Pressure/MPa) | Factor 3 (Holding Time/min) | Crystallinity (%) | Crystallite Size (nm) |
|---|---|---|---|---|
| 4 | 30 | 8 | 38.2 | 46.71 |
| 4 | 35 | 12 | 38.5 | 43.37 |
| 4 | 40 | 10 | 38.7 | 46.07 |
| 6 | 30 | 12 | 38.1 | 48.59 |
| 6 | 35 | 10 | 41.1 | 52.23 |
| 6 | 40 | 8 | 36.8 | 51.05 |
| 8 | 30 | 10 | 33.7 | 64.27 |
| 8 | 35 | 8 | 36.4 | 50.46 |
| 8 | 40 | 12 | 34.8 | 49.88 |
- (3)
- SPSSAU platform for range analysis
Table 8.
Range analysis table.
| Items | Levels | Factor 1 (Basic Glass Powder Mass/g) | Factor 2 (Molding Pressure/MPa) | Factor 3 (Holding Time/min) |
|---|---|---|---|---|
| K value | 1 | 115.40 | 110.00 | 111.40 |
| 2 | 116.00 | 116.00 | 113.50 | |
| 3 | 104.90 | 110.30 | 111.40 | |
| K average value | 1 | 38.47 | 36.67 | 37.13 |
| 2 | 38.67 | 38.67 | 37.83 | |
| 3 | 34.97 | 36.77 | 37.13 | |
| Optimal level | 2 | 2 | 2 | |
| R | 3.70 | 2.00 | 0.70 | |
| Level quantity | 3 | 3 | 3 | |
| Repeat number r per level | 3.0 | 3.0 | 3.0 | |
The table above is the result of range analysis. From the table of range analysis, a comparison of the combined value (factor range value) shows that the mass of the basic glass powder of factor 1 is the best factor, followed by the molding pressure of factor 2, and the holding time of factor 3. Therefore, the advantages and disadvantages of the three factors are ranked as follows: Factor 1 (mass of basic glass powder) > Factor 2 (molding pressure) > Factor 3 (holding time).
Specifically combined with the best level of each factor, it can be seen that the second level of the mass of the basic glass powder of factor 1 is the best at 6 g, the molding pressure of factor 2 is the best at 35 MPa, and the holding time of factor 3 is the best at the second level, 10 min.
Based on the above analysis, it can be seen that the optimal factor is the mass of the basic glass powder. The optimal combination is “basic glass powder mass 6 g, molding pressure 35 MPa, holding time 10 min”.
- (4)
- Figure of the mean value of each level of the factor (Figure 4)
3.2. Scanning Electron Microscopy (SEM) Analysis
The morphology and size of crystals in the glass-ceramics were identified by the EVO 18 Special Edition scanning electron microscope (SEM) of Carl Zeiss Microscopy GmbH from Germany. The samples of each group of glass-ceramics are ground on sandpaper, and then polished on the polishing machine. The polished samples are soaked in hydrofluoric acid with a concentration of 5% for 90 s. The glass body is easily corroded by hydrofluoric acid, and the glass-ceramics corroded by hydrofluoric acid only have crystals, so that the structural form of glass-ceramics can be observed. After gold spraying, the microstructure was observed under SEM, and the SEM analysis results of samples 1#①, 2#③, and 3#② are shown in Figure 5.
It can be seen from the figure that the crystal size of the prepared glass-ceramics is 1μm, the glass-ceramics sintered at 970 °C have a strip-like structure, and the crystal and glass are alternately evenly distributed, while the glass-ceramics sintered at 1100 °C have a shorter grain length.
3.3. Hardness
The hardness of the glass-ceramics was measured using the HVS-50 digital display Vickers hardness tester of Laizhou Huayin Testing Instrument CO., LTD. from China. It adopts 25, 50, 100, 150, and 200 g, respectively. The pressure holding time is 15 s, and the microhardness can be obtained by looking up the table according to the indentation length.
The hardness test results of specimens 1#①, 2#③, and 3#② are shown in Table 9.
It can be seen from the above table that the Vickers hardness of sample 1#① is the largest, at 866 HV. The hardness is closely related to the microstructure of the sample. Under the conditions of this experiment, the sample with a long strip and an alternating uniform distribution of crystal and glass has the highest hardness. The small grain size obtained by high crystallization temperature decreases the hardness.
3.4. Other Properties
Water absorption rate test: first, the sample was weighed on the balance and its mass was measured as m1, and then it was boiled in boiling water for 1 h. After the surface water of the sample was air-dried, its mass was measured as m2. According to the formula (m2 − m1)/m1 × 100%, the water absorption rate could be measured.
Acid resistance test: first, the sample was weighed on the balance and its mass was measured as m1, and then soaked in sulfuric acid solution with a concentration of 1% for 24 h. Then, it was taken out and its mass was determined again as m2. Its acid resistance could be obtained according to the formula (m2 − m1)/m1 × 100%.
Alkali resistance test: first, the sample was weighed on the balance and its mass was measured as m1, and then soaked in 1% sodium hydroxide solution for 24 h. Then, it was taken out and its mass was measured as m2. According to the formula (m2 − m1)/m1 × 100%, its alkaline resistance could be obtained.
The test results of bulk density, water absorption, acid resistance, and alkali resistance of samples 1#①, 2#③, and 3#② are shown in Table 10.
It can be seen from the above table that the bulk density gradually decreases with the increase in crystallization temperature. The bulk density of sample 1#① is the highest, at 2.99 g/cm3. The three samples had good acid and alkali resistance. The properties of bulk density and water absorption reached the physical and chemical index requirements of granite and marble.
4. Conclusions
- (1)
- The prepared samples are cordierite-dominated glass-ceramics.
- (2)
- In combination with the optimal level of each factor, it can be seen that the mass of the basic glass powder of factor 1 is optimal at the second level, namely, 6 g, the molding pressure of factor 2 is optimal at the second level, namely, 35 MPa, and the holding time of factor 3 is optimal at the second level, namely, 10 min. The optimal combination is “basic glass powder mass 6 g, molding pressure 35 MPa, holding time 10 min”.
- (3)
- The prepared glass-ceramics have good acid and alkali resistance, the Vickers hardness is up to 866 HV, and the bulk density is up to 2.99 g/cm3, which is obtained at the crystallization temperature of 970 °C.
The cordierite glass-ceramics prepared from the multi-wastes are expected to be used in the production of electronic packaging materials. The dielectric constant and thermal expansion coefficient need to be more carefully considered. At the same time, because industrial solid waste contains more impurities, the impact of these substances on glass-ceramics is very critical, and further research is needed.
Author Contributions
Conceptualization, H.M. and R.C.; methodology, Z.Z. and H.M.; validation, Z.Z., H.M., C.W. and Y.S.; formal analysis, Z.Z.; investigation, C.W.; resources, Y.S.; data curation, X.G.; writing—original draft preparation, Z.Z.; writing—review and editing, Z.Z.; project administration, Y.S.; funding acquisition, Z.Z., C.W. and Y.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the following projects: “Basic Research Project of Education Department of Liaoning Province, No. LJKMZ20221688”, “National Natural Science Foundation of China, No. 52074086”, “Key R & D Project of Liaoning Province, No.2020JH2/10100019 and No.2022JH2/101300124” and “Liaoning Natural Science Foundation, No. 2022-MS-365”. Also special thanks goes to the “College Student Innovation and Entrepreneurship Program in Liaoning Institute of Science and Technology, No. 202311430115”.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yang, S.; Wang, L. Measurement of froth zone and collection zone recoveries with various starch depressants in anionic flotation of hematite and quartz. Miner. Eng. 2019, 138, 31–42. [Google Scholar] [CrossRef]
- Fontes, W.C.; de Carvalho, J.M.F.; Andrade, L.C.; Segadães, A.M.; Peixoto, R.A. Assessment of the use potential of iron ore tailings in the manufacture of ceramic tiles: From tailings-dams to ‘‘brown porcelain”. Constr. Build. Mater. 2019, 206, 111–121. [Google Scholar] [CrossRef]
- Zhao, S.; Fan, J.; Sun, W. Utilization of iron ore tailings as fine aggregate in ultra-high performance concrete. Constr. Build. Mater. 2014, 50, 540–548. [Google Scholar] [CrossRef]
- Li, C.; Sun, H.; Bai, J.; Li, L. Innovative methodology for comprehensive utilization of iron ore tailings: Part 1. The recovery of iron from iron ore tailings using magnetic separation after magnetizing roasting. J. Hazard. Mater. 2010, 174, 71–77. [Google Scholar] [CrossRef] [PubMed]
- Taha, Y.; Benzaazoua, M.; Hakkou, R.; Mansori, M. Coal mine wastes recycling for coal recovery and eco-friendly bricks production. Miner. Eng. 2017, 107, 123–138. [Google Scholar] [CrossRef]
- Wang, C.L.; Ni, W.; Zhang, S.Q.; Wang, S.; Gai, G.S.; Wang, W.K. Preparation and properties of autoclaved aerated concrete using coal gangue and iron ore tailings. Constr. Build. Mater. 2016, 104, 109–115. [Google Scholar] [CrossRef]
- Zhang, S.; Xue, X.; Liu, X.; Duan, P.; Yang, H.; Jiang, T.; Wang, D.; Liu, R. Current situation and comprehensive utilization of iron ore tailing resources. J. Min. Sci. 2006, 42, 403–408. [Google Scholar] [CrossRef]
- Li, C.; Sun, H.; Yi, Z.; Li, L. Innovative methodology for comprehensive utilization of iron ore tailings: Part 2: The residues after iron recovery from iron ore tailings to prepare cementitious material. J. Hazard. Mater. 2010, 174, 78–83. [Google Scholar] [CrossRef] [PubMed]
- Bastos, L.A.D.C.; Silva, G.C.; Mendes, J.C.; Peixoto, R.A.F. Using iron ore tailings from tailing dams as road material. J. Mater. Civ. Eng. 2016, 28, 04016102. [Google Scholar] [CrossRef]
- Duan, P.; Yan, C.; Zhou, W.; Ren, D.J. Fresh properties, compressive strength and microstructure of fly ash geopolymer paste blended with iron ore tailing under thermal cycle. Constr. Build. Mater. 2016, 118, 76–88. [Google Scholar] [CrossRef]
- Galvão, J.L.B.; Andrade, H.D.; Brigolini, G.J.; Peixoto, R.A.F.; Mendes, J.C. Reuse of iron ore tailings from tailings dams as pigment for sustainable paints. J. Clean. Prod. 2018, 200, 412–422. [Google Scholar] [CrossRef]
- Weishi, L.; Guoyuan, L.; Ya, X.; Qifei, H. The properties and formation mechanisms of eco-friendly brick building materials fabricated from low-silicon iron ore tailings. J. Clean. Prod. 2018, 204, 685–692. [Google Scholar] [CrossRef]
- Li, D.; Song, X.; Gong, C.; Pan, Z. Research on cementitious behavior and mechanism of pozzolanic cement with coal gangue. Cem. Concr. Res. 2006, 36, 1752–1759. [Google Scholar] [CrossRef]
- Miao, X.X.; Zhang, J.X. Analysis of strata behavior in the process of coal mining by gangue backfilling. J. Min. Saf. Eng. 2007, 24, 379–382. [Google Scholar]
- Zhang, N.; Sun, H.; Liu, X.; Zhang, J. Early-age characteristics of red mud–coal gangue cementitious material. J. Hazard. Mater. 2009, 167, 927–932. [Google Scholar] [CrossRef]
- Yang, M.; Guo, Z.; Deng, Y.; Xing, X.; Qiu, K.; Long, J.; Li, J. Preparation of CaO–Al2O3–SiO2 glass ceramics from coal gangue. Int. J. Miner. Process. 2012, 102, 112–115. [Google Scholar] [CrossRef]
- Ye, H.D.; Li, Q.; Wei, J.C.; Zhou, H.Y.; Wang, Z.C.; Shen, W.M. Technology route research of metallurgical and urban solid waste co-processing using steel industrial furnace. Iron Steel 2021, 56, 141–147. [Google Scholar]
- Wang, X.F. Potential of synthetical value in use of quadratic mineral resources is huge. Conserv. Util. Miner. Resour. 2008, 28, 56–58. [Google Scholar]
- Li, G.B.; Huang, X.F.; Liu, H.P.; Ma, L.; Fu, J. Research status on multi-wastes glass-ceramics. Bull. Chin. Ceram. Soc. 2014, 33, 3219–3224. [Google Scholar]
- Rawlings, R.D.; Wu, J.P.; Boccaccini, A.R. Glass-ceramics: Their production from wastes-A review. J. Mater. Sci. 2006, 41, 733–761. [Google Scholar] [CrossRef]
- Song, J.J.; Sun, C.M.; Li, Z.D.; Zhou, X. Experimental study on preparation of glass-ceramics using high-silica gangues from Fuxin, Liaoning, China. J. China Coal Soc. 2007, 32, 647–651. [Google Scholar]
- Jin, B.; Wang, X.; Yang, L.S.; Yuan, H.C.; Liu, C. Research and preparation of cordierite glass-ceramics by using coal gangues. Bull. Chin. Ceram. Soc. 2014, 33, 2593–2596. [Google Scholar]
- Wang, C.L.; Liang, B.R.; Zheng, Y.C.; Liu, S.-C.; Yang, J. Effects of heat-treatment on microstructure and mechanical properties of coal gangue and iron ore tailings glass-ceramics. Trans. Mater. Heat Treat. 2015, 36, 14–18. [Google Scholar]
- Wang, C.L.; Zheng, Y.C.; Liu, S.C.; Jian, Y. Microstructure and mechanical properties of glass-ceramics prepared with coal gangue and iron ore tailings. Rare Met. Mater. Eng. 2015, 44, 234–238. [Google Scholar]
- Chen, G.H.; Liu, X.Y. Effect of CaO on sintering and properties of MgO-Al2O3-SiO2 system glass-ceramics. Electron. Compon. Mater. 2006, 25, 27–29. [Google Scholar]
- Shi, P.Y.; Jiang, M.F.; Liu, C.J.; Wang, D.Y.; Zhu, C.Y. Effect of Al2O3 on glass ceramics crystallization and properties of MgO-Al2O3-SiO2 system. China Ceram. 2004, 40, 16–19. [Google Scholar]
- Yin, Z.Y.; Zhang, X.F.; Deng, L.B. Effect of CaO on structure and properties of MgO-Al2O3-SiO2 system glass-ceramics. J. Synth. Cryst. 2006, 46, 2107–2114. [Google Scholar]
- Lu, C.; Chen, H.Y.; Fu, L.J.; Tian, G.; Zhang, H.; Liang, J.; Yang, H. Research progress on the preparation of new building materials using iron tailings. Mater. Rep. 2021, 35, 05011–05026. [Google Scholar]
- Sakthivel, R.; Vasumathi, N.; Sahu, D.; Mishra, B.K. Synthesis of magnetite powder from iron ore tailings. Powder Technol. 2010, 201, 187–190. [Google Scholar] [CrossRef]
- Rico, M.; Benito, G.; Salgueiro, A.R.; Diez-Herrero, A.; Pereira, H.G. A review of the European incidents in the worldwide context. J. Hazard. Mater. 2008, 152, 846–852. [Google Scholar] [CrossRef]
- Xu, S.; Chen, J.; Wang, B.; Yang, Y. Sustainable and hydrolysis-free dyeing process for polylactic acid using nonaqueous medium. ACS Sustain. Chem. Eng. 2015, 3, 1039–1046. [Google Scholar] [CrossRef]
- Norland, M.R.; Veith, D.L. Revegetation of coarse taconite iron ore tailing using municipal solid waste compost. J. Hazard Mater. 1995, 41, 123–134. [Google Scholar] [CrossRef]
- Zhang, P.; Chen, Z.T.; Li, B. Effect of BaO on crystallization, sintering, and properties of MgO-Al2O3-SiO2 glass-ceramics. J. Mater. Sci. Mater. Electron. 2022, 33, 2846–2854. [Google Scholar] [CrossRef]
- Gao, C.X.; Zhao, X.; Li, B. Influence of Y2O3 on microstructure, crystallization, and properties of MgO-Al2O3-SiO2 glass-ceramics. J. Non-Cryst. Solids 2021, 560, 120728. [Google Scholar] [CrossRef]
Figure 1.
Glass after water quenching.

Figure 2.
Basic glass powder (a) and green body (b).
Figure 3.
XRD patterns of samples of three schemes: (a) 1#① sample sintered at nucleation temperature of 839 °C for 2 h and at crystallization temperature of 970 °C for 2 h; (b) 2#③ sample sintered at nucleation temperature of 825 °C for 2 h and at crystallization temperature of 1100 °C for 2 h; and (c) 3#② sample sintered at nucleation temperature of 830 °C for 2 h and at crystallization temperature of 1050 °C for 2 h.
Figure 3.
XRD patterns of samples of three schemes: (a) 1#① sample sintered at nucleation temperature of 839 °C for 2 h and at crystallization temperature of 970 °C for 2 h; (b) 2#③ sample sintered at nucleation temperature of 825 °C for 2 h and at crystallization temperature of 1100 °C for 2 h; and (c) 3#② sample sintered at nucleation temperature of 830 °C for 2 h and at crystallization temperature of 1050 °C for 2 h.
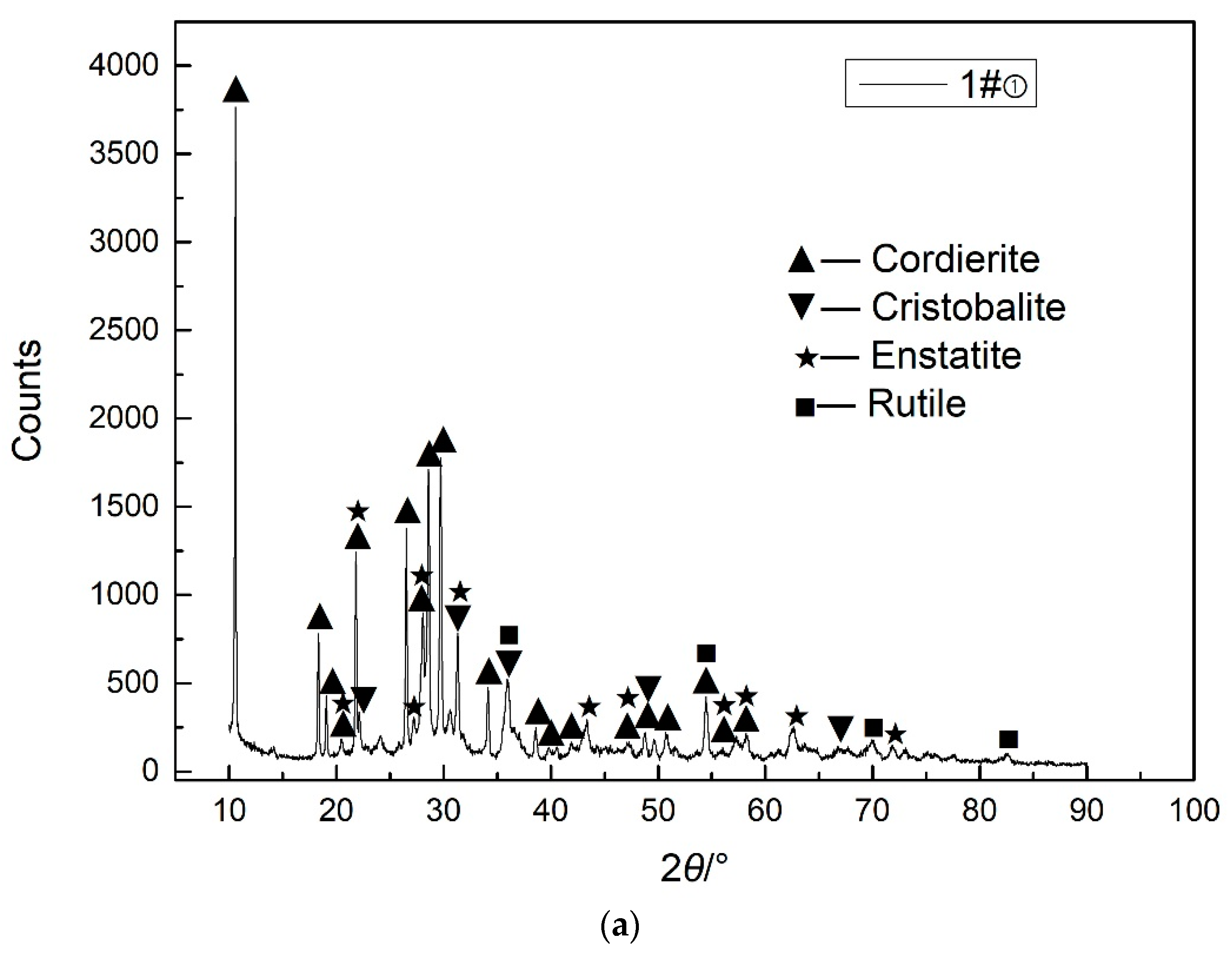
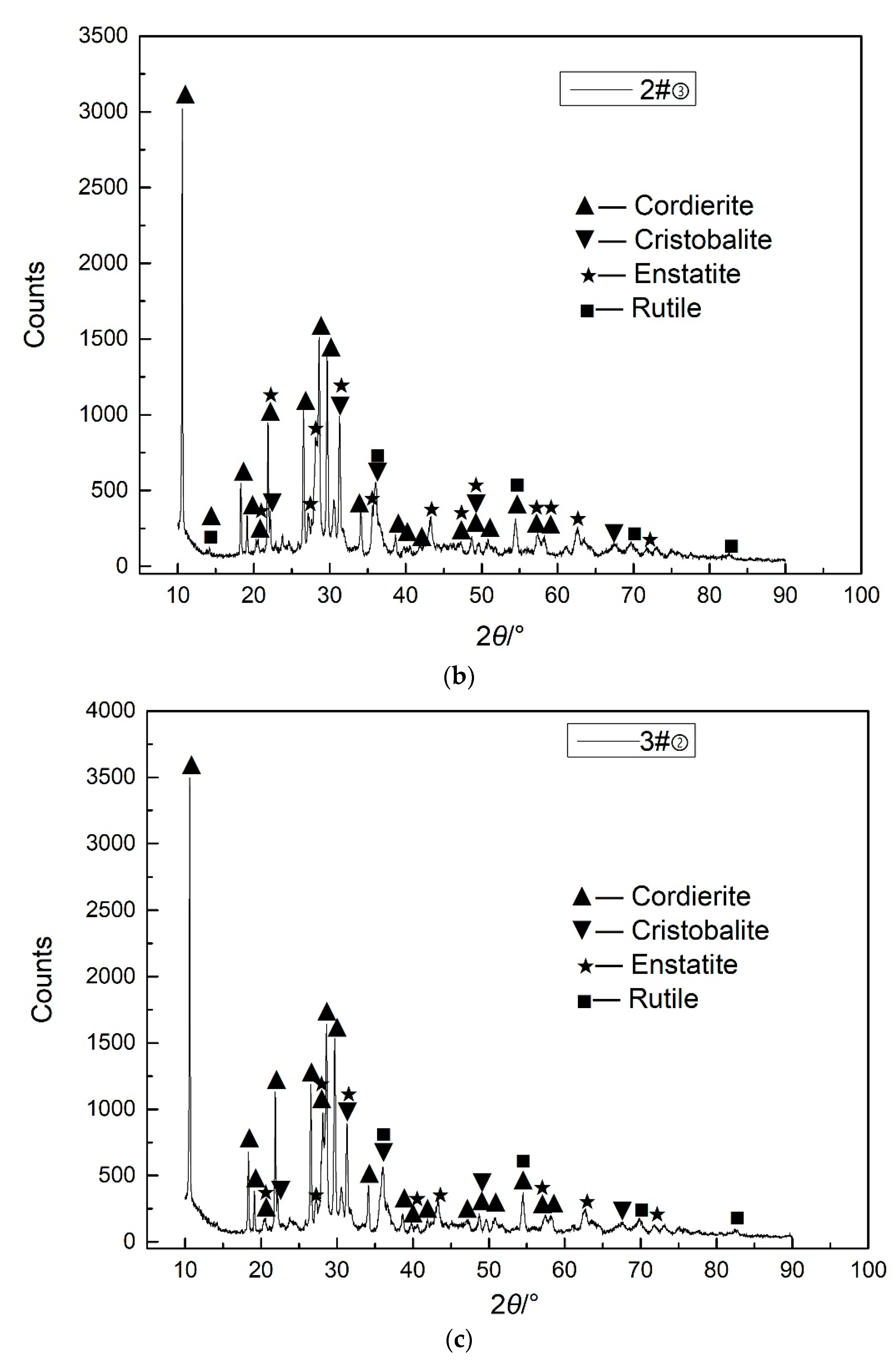
Figure 4.
The mean value of each level of factor.

Figure 5.
Morphologies of samples of three schemes: (a) 1#① sample sintered at nucleation temperature of 839 °C for 2 h and at crystallization temperature of 970 °C for 2 h; (b) 2#③ sample sintered at nucleation temperature of 825 °C for 2 h and at crystallization temperature of 1100 °C for 2 h; (c) 3#② sample sintered at nucleation temperature of 830 °C for 2 h and at crystallization temperature of 1050 °C for 2 h.
Figure 5.
Morphologies of samples of three schemes: (a) 1#① sample sintered at nucleation temperature of 839 °C for 2 h and at crystallization temperature of 970 °C for 2 h; (b) 2#③ sample sintered at nucleation temperature of 825 °C for 2 h and at crystallization temperature of 1100 °C for 2 h; (c) 3#② sample sintered at nucleation temperature of 830 °C for 2 h and at crystallization temperature of 1050 °C for 2 h.
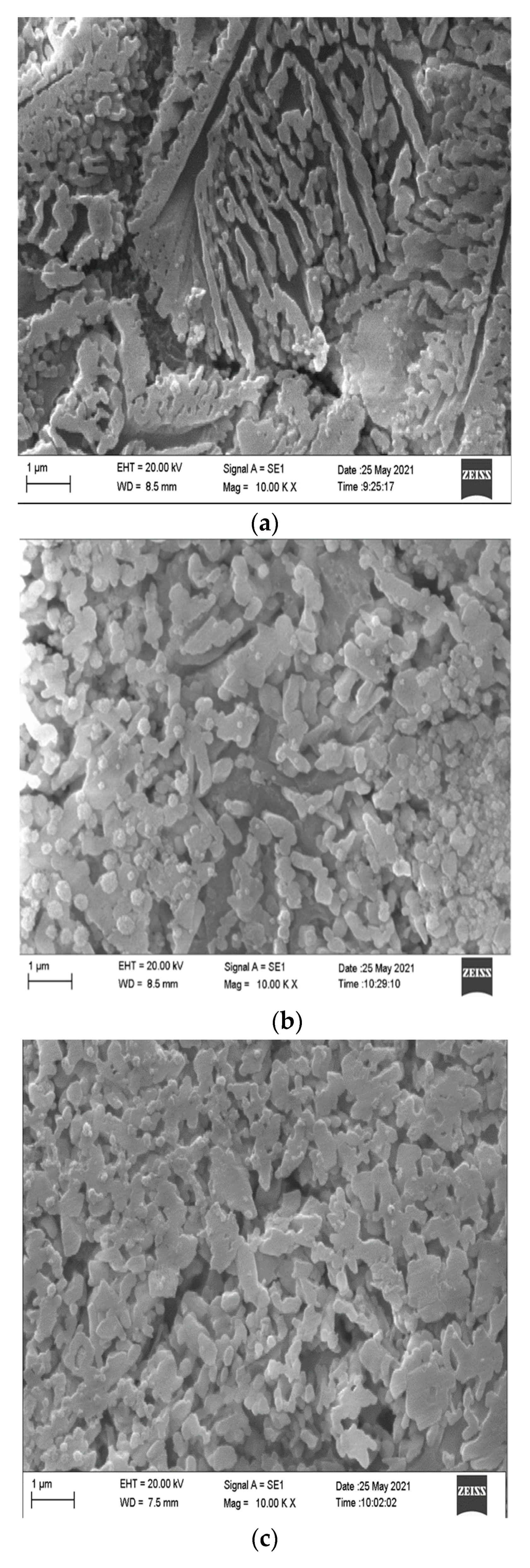
Table 1.
Chemical composition of experimental raw materials used (wt%).
| SiO2 | Fe2O3 | CaO | MgO | Al2O3 | K2O | TiO2 | P2O5 | MnO | Na2O | Cr2O3 | ZrO2 | C | Others | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Coal gangue | 59.47 | 1.47 | 0.25 | 0.95 | 31.80 | 4.87 | 1.01 | - | - | - | 0.05 | 0.02 | 1.84 | 0.11 |
| Iron tailings | 66.65 | 13.95 | 6.09 | 5.86 | 5.49 | 0.85 | 0.32 | 0.35 | 0.15 | 0.11 | 0.06 | 0.01 | - | 0.11 |
| High-carbon ferrochrome slag | 37.55 | 0.80 | 1.37 | 32.82 | 23.53 | 0.23 | 0.33 | - | 0.12 | - | 3.17 | 0.01 | 0.34 | 0.07 |
Table 2.
Raw materials ratio for each experimental scheme (wt%).
| HIGH-CARBON FERROCHROME SLAG | IRON TAILINGS | COAL GANGUE | |
|---|---|---|---|
| 1# | 39.25 | 35.00 | 25.75 |
| 2# | 45.25 | 40.50 | 14.25 |
| 3# | 42.25 | 37.75 | 20.00 |
Table 3.
Nucleation temperature and crystallization temperature of the three schemes.
| NUCLEATION TEMPERATURE (°C) | CRYSTALLIZATION TEMPERATURE (°C) | |
|---|---|---|
| 1# | 839 | 970 |
| 2# | 825 | 983 |
| 3# | 830 | 974 |
Table 4.
Heat treatment regime.
| Sample Number | Heating Rate (°C/min) | Nucleation Temperature (°C) | Nucleation Time (h) | Heating Rate (°C/min) | Crystallization Temperature (°C) | Crystallization Time (h) |
|---|---|---|---|---|---|---|
| 1#① | 7 | 839 | 2 | 5 | 970 | 2 |
| 1#② | 7 | 839 | 2 | 5 | 1050 | 2 |
| 1#③ | 7 | 839 | 2 | 5 | 1100 | 2 |
| 2#① | 7 | 825 | 2 | 5 | 983 | 2 |
| 2#② | 7 | 825 | 2 | 5 | 1050 | 2 |
| 2#③ | 7 | 825 | 2 | 5 | 1100 | 2 |
| 3#① | 7 | 830 | 2 | 5 | 974 | 2 |
| 3#② | 7 | 830 | 2 | 5 | 1050 | 2 |
| 3#③ | 7 | 830 | 2 | 5 | 1100 | 2 |
Table 5.
Process control parameters.
| A | B | C | |
|---|---|---|---|
| Base glass powder mass (g) | 4 | 6 | 8 |
| Molding pressure (MPa) | 30 | 35 | 40 |
| Holding time (min) | 8 | 10 | 12 |
Table 9.
Hardness test results.
| Sample Number | Vickers Hardness (HV) |
|---|---|
| 1#① | 866 |
| 2#③ | 604 |
| 3#② | 728 |
Table 10.
Other performance test results.
| Sample Number | Volume Density (g/cm3) | Water Absorption Rate (%) | Acid Resistance (%) | Alkali Resistance (%) |
|---|---|---|---|---|
| 1#① | 2.99225 | 0.12 | 0.025 | 0.034 |
| 2#③ | 2.45155 | 0.13 | 0.019 | - |
| 3#② | 2.43695 | - | 0.037 | 0.028 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, Z.; Ma, H.; Wu, C.; Sun, Y.; Chen, R.; Guo, X. Properties of Glass-Ceramics Prepared from Industrial Multi-Wastes. Separations 2023, 10, 498. https://doi.org/10.3390/separations10090498
AMA Style
Zhang Z, Ma H, Wu C, Sun Y, Chen R, Guo X. Properties of Glass-Ceramics Prepared from Industrial Multi-Wastes. Separations. 2023; 10(9):498. https://doi.org/10.3390/separations10090498
Chicago/Turabian StyleZhang, Zuoliang, Heli Ma, Chunlei Wu, Ye Sun, Ren Chen, and Xiaoying Guo. 2023. "Properties of Glass-Ceramics Prepared from Industrial Multi-Wastes" Separations 10, no. 9: 498. https://doi.org/10.3390/separations10090498
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.