
Improved Waste Heat Management and Energy Integration in an Aluminum Annealing Continuous Furnace Using a Machine Learning Approach

 , and
, and
Abstract
:1. Introduction
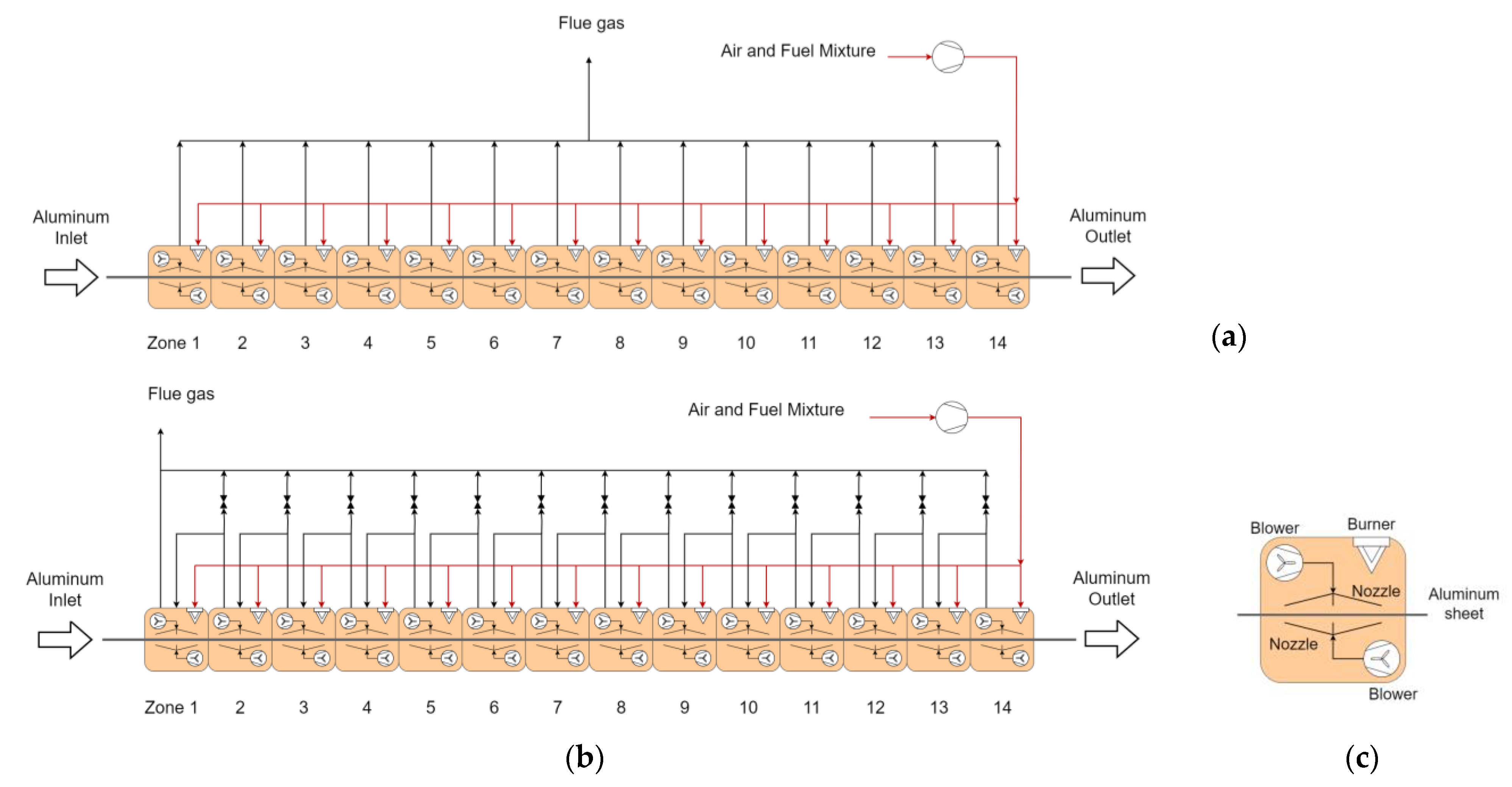
2. Description of the ACL Furnace Operating Principle
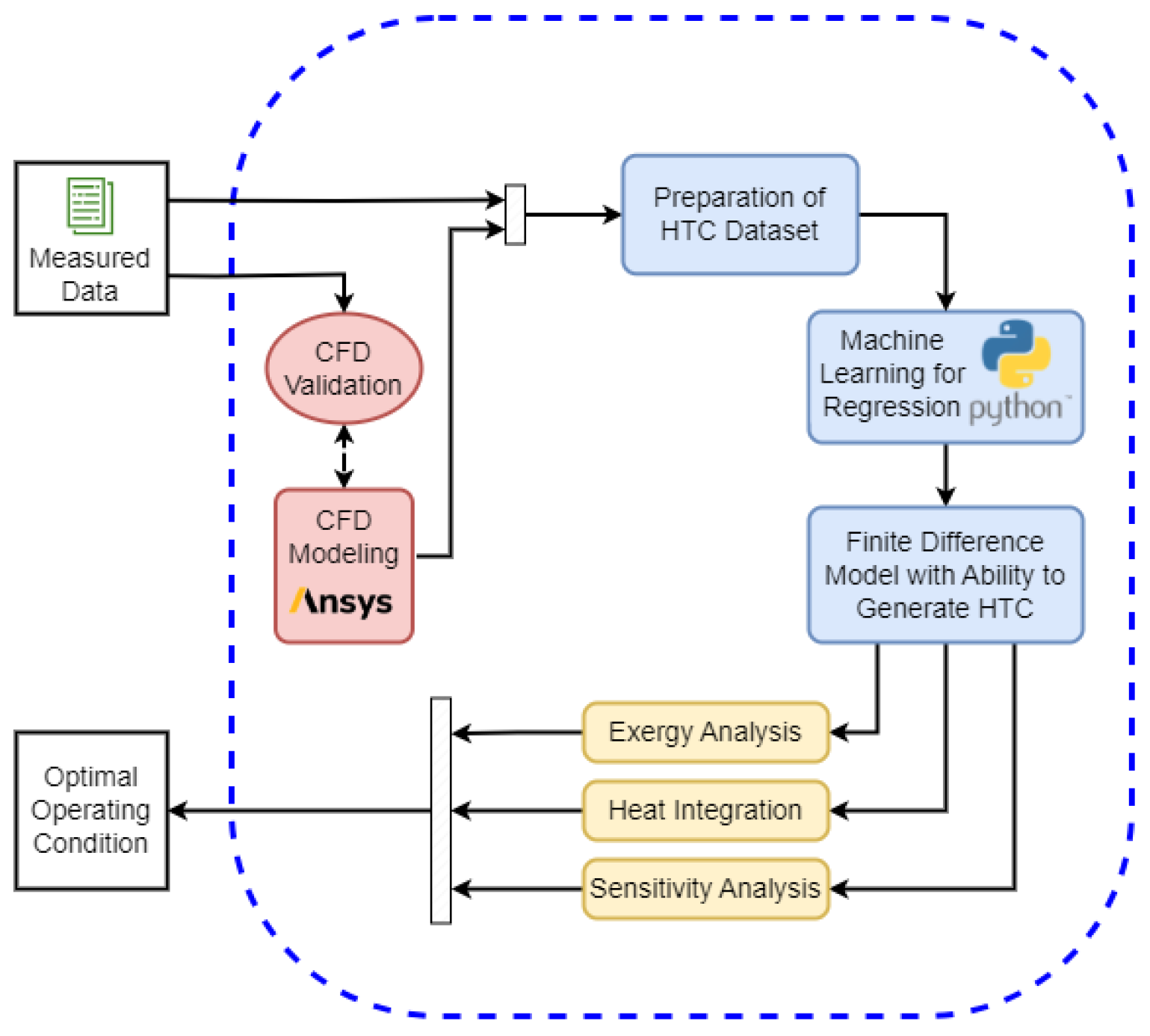
3. Methodology
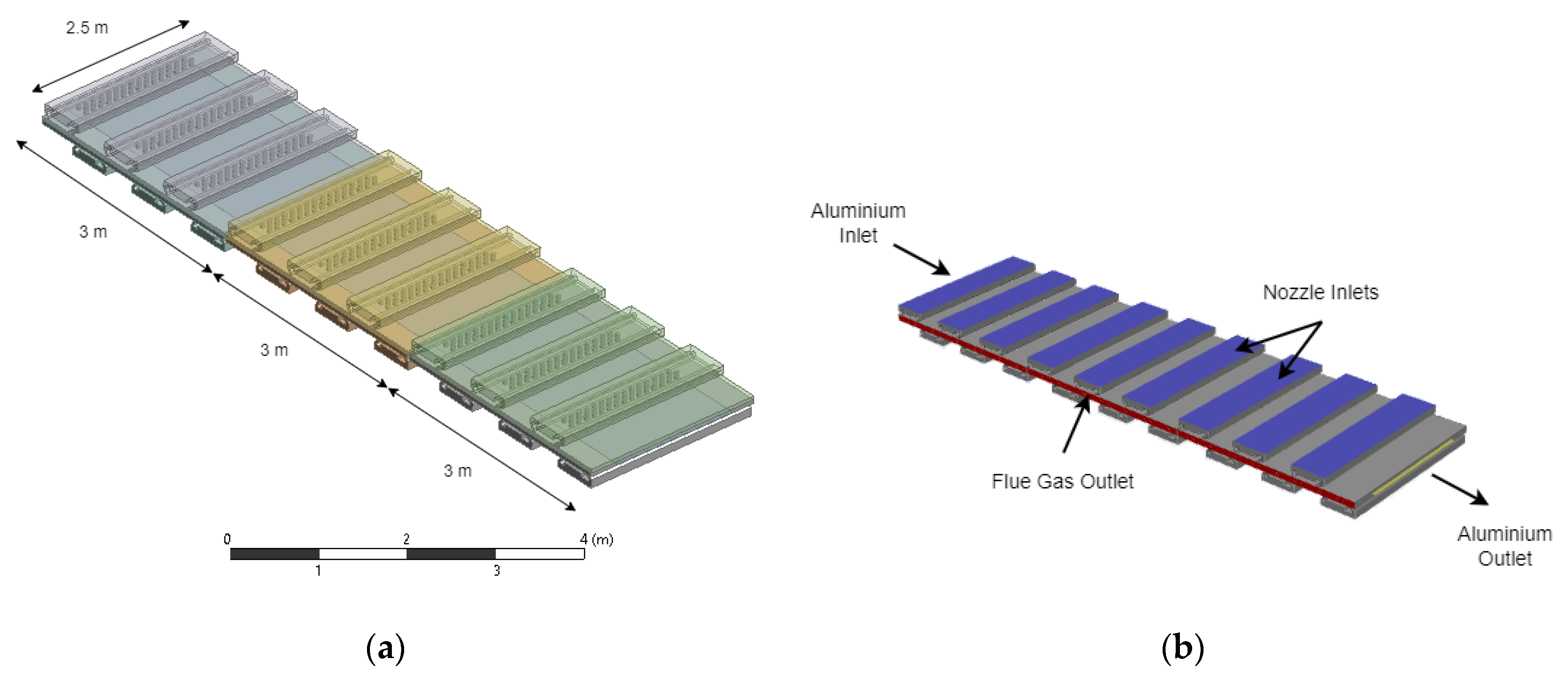
3.1. Configuration of the Computational Fluid Dynamics Model
- Mass conservation equation:
- where are gas velocity vector and density, respectively.
- Momentum conservation equation:
- Transport equations for the SST k-ω model:
- Energy equation:
- The P-1 model equations:
3.2. The Simplified Heat Transfer Model Used to Apply Supervised Learning Techniques
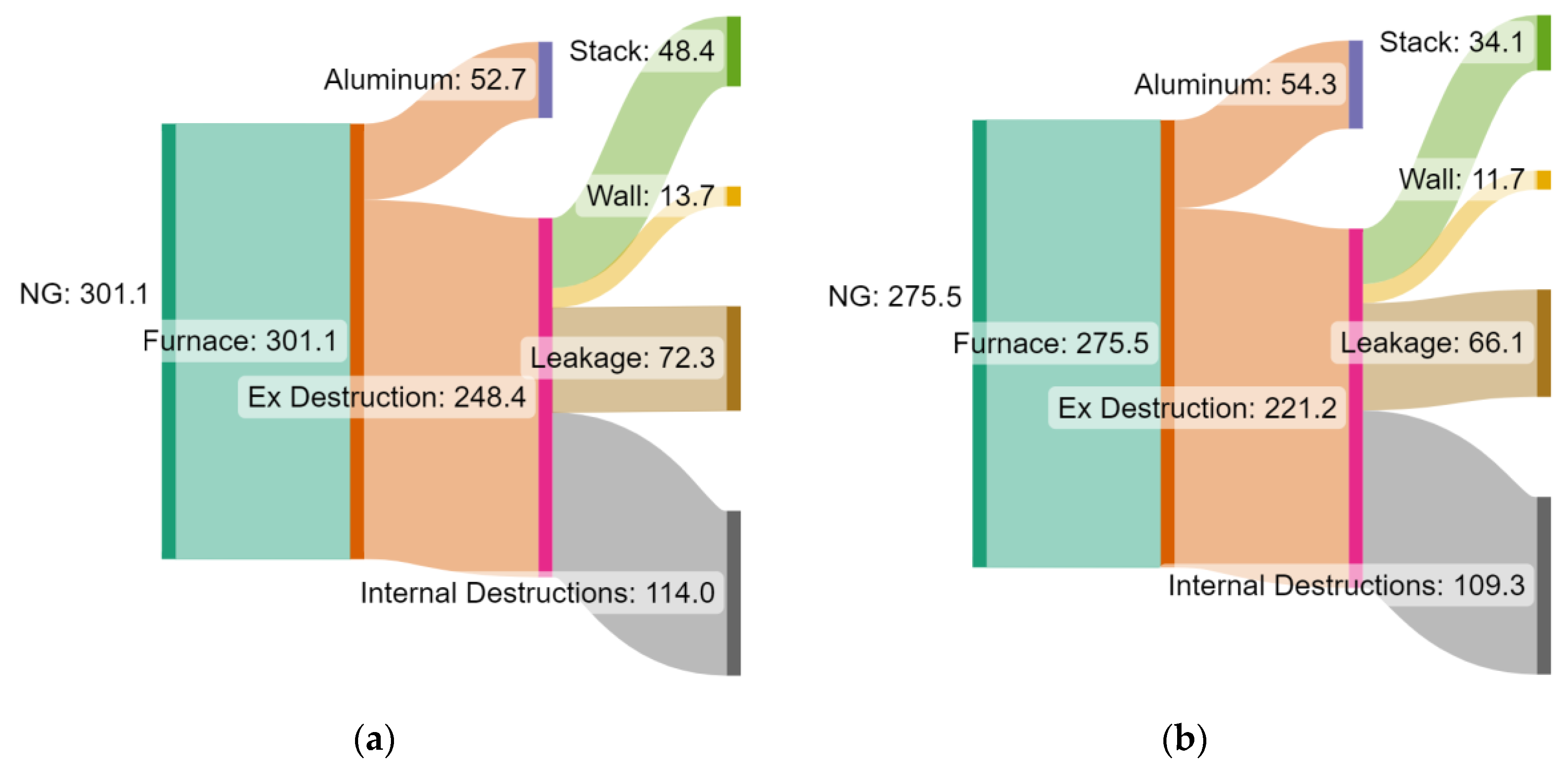
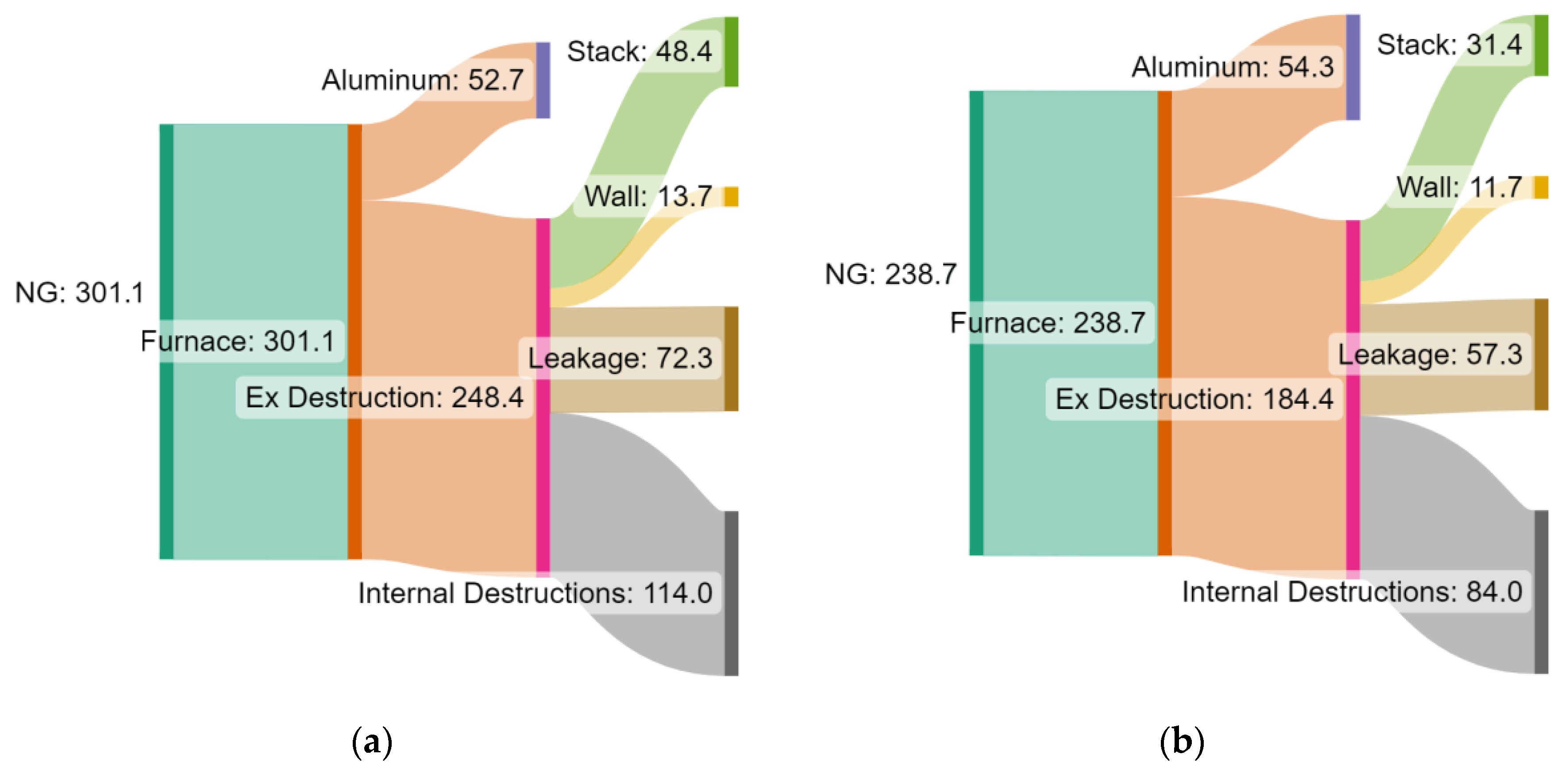
3.3. Exergy Loss Calculation Based on the Energy Balance on the ACL Furnace
4. Results and Discussion
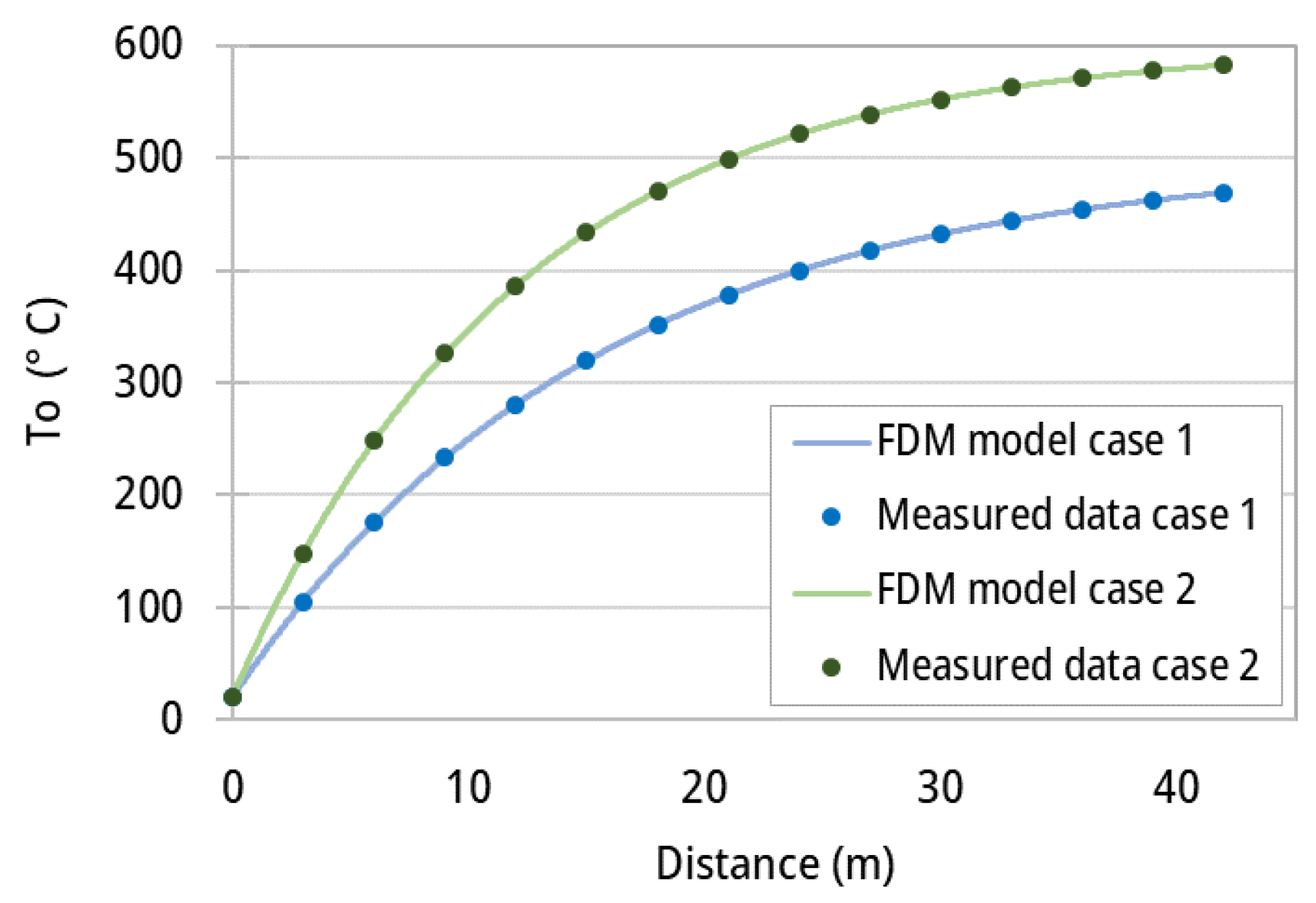
4.1. Validation of CFD Model
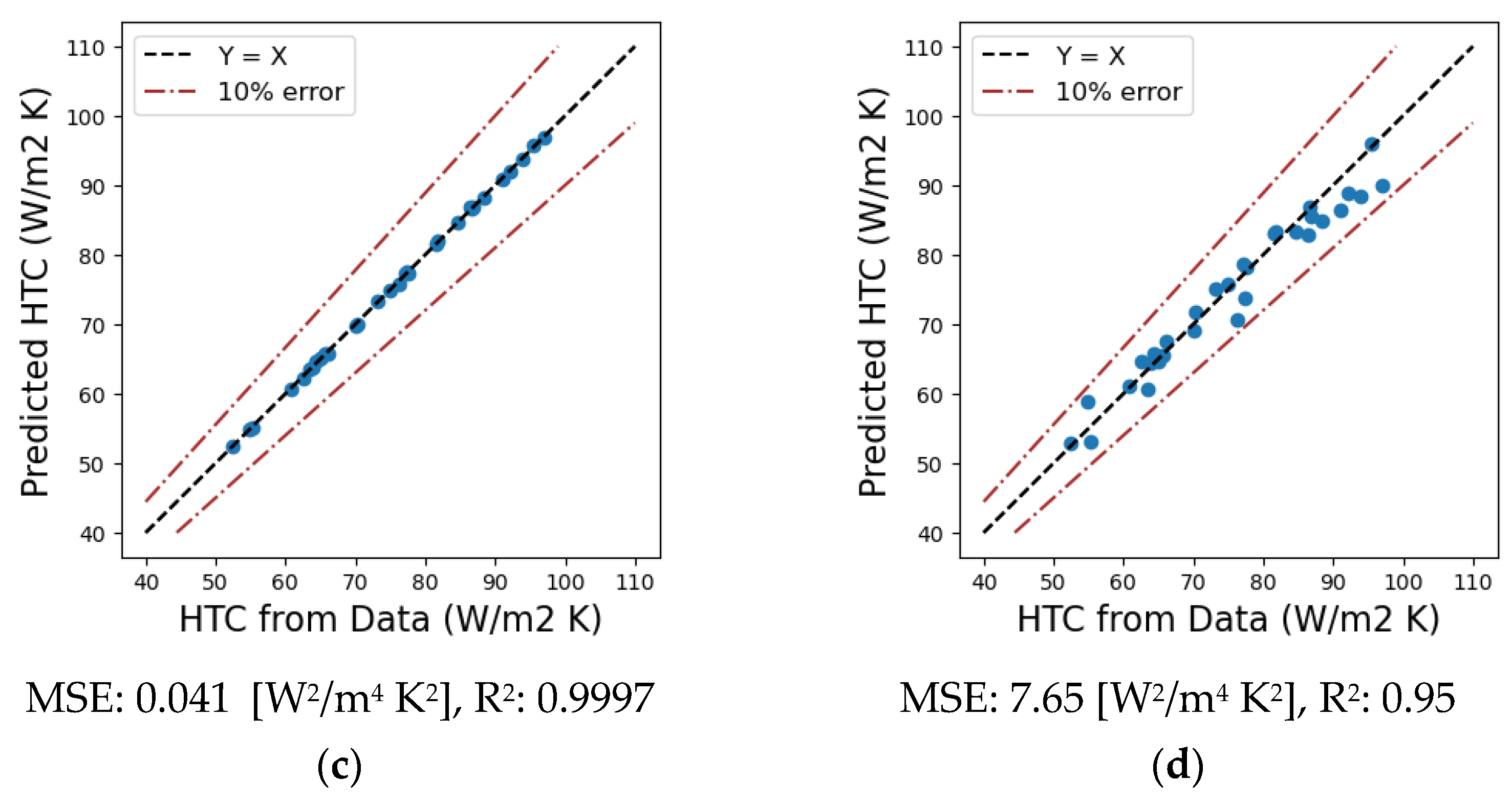
4.2. Implementation of Supervised Learning Algorithms to Predict the Heat Transfer Coefficient
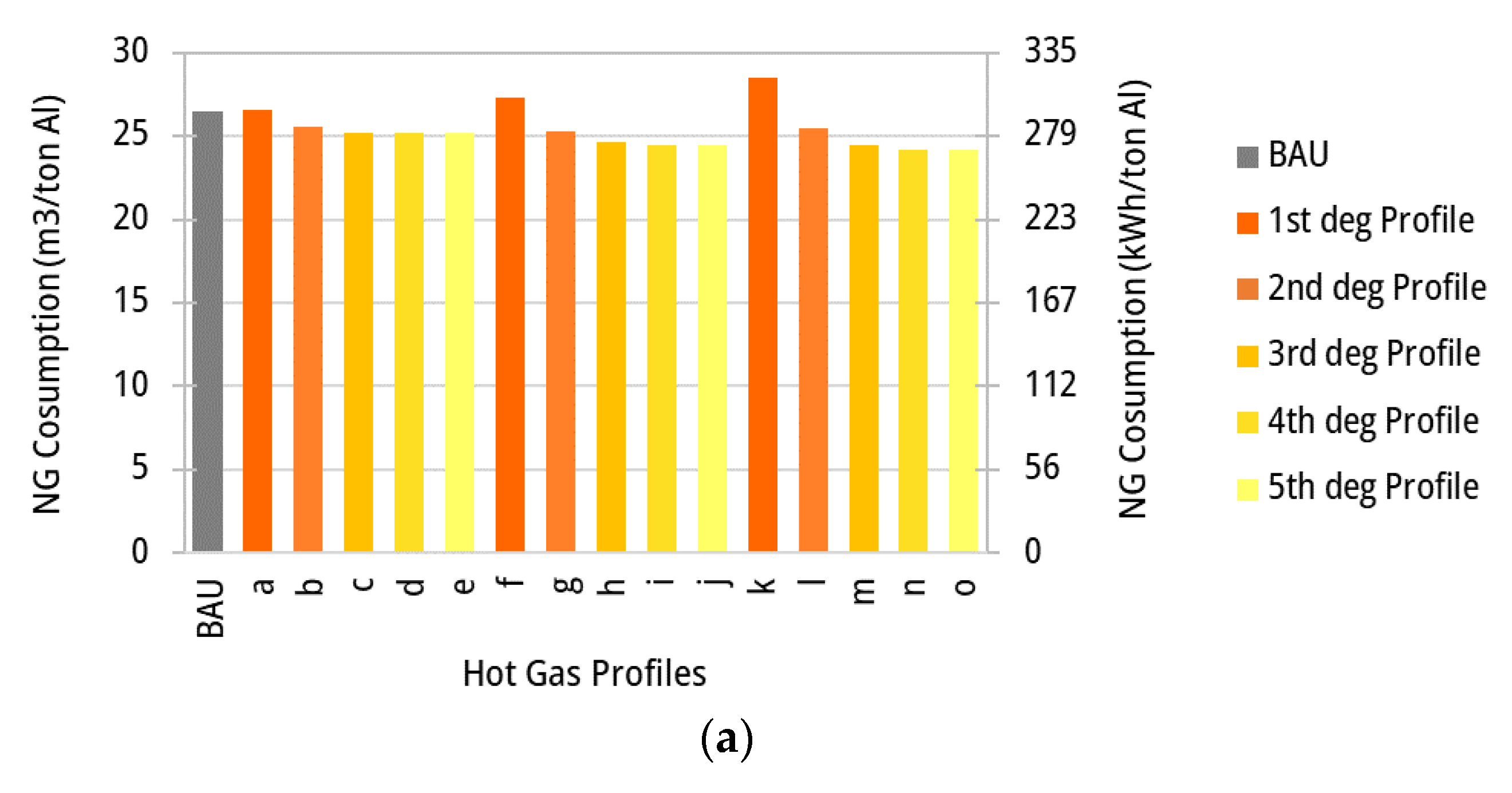
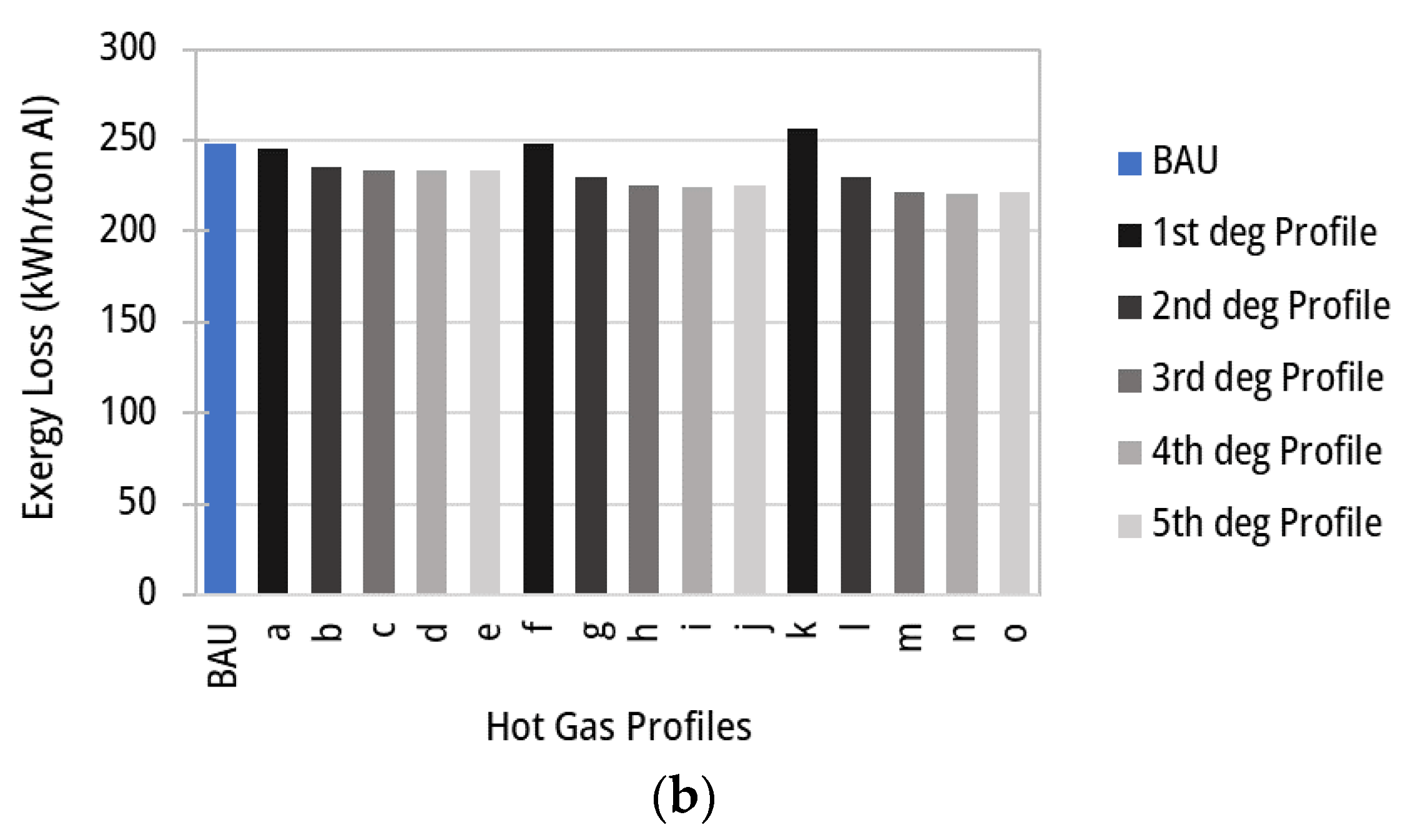
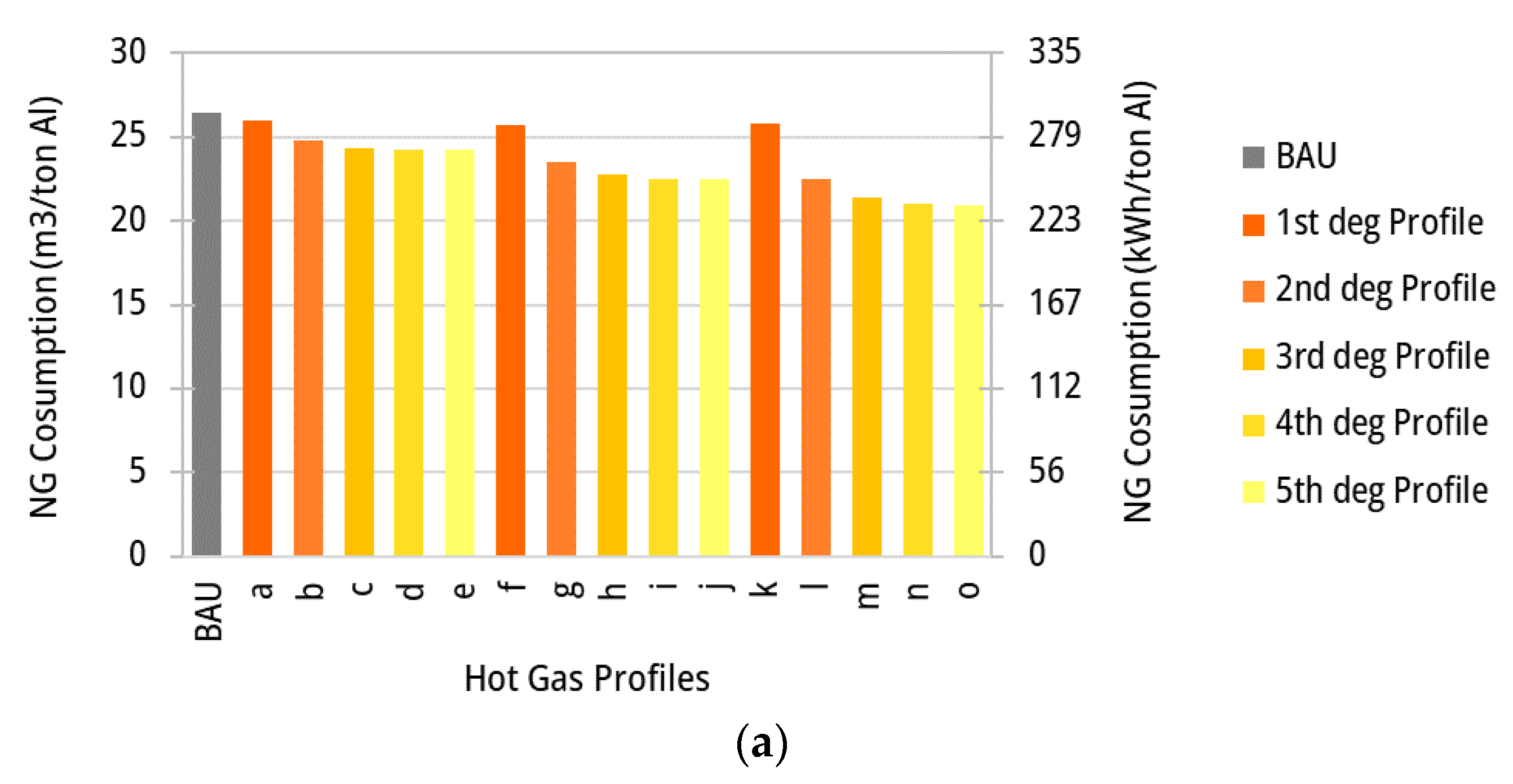
4.3. Energy Input and Exergy Destruction as Functions of the Temperature Profile in the ACL Furnace
4.4. Sensitivity Analysis to the Aluminum Sheet Thickness and Velocity
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbols | |
| Density (kg/m3) | |
| Gas velocity vector (m/s) | |
| p | Static pressure (Pa) |
| Stress tensor (N/m2) | |
| Gravitational acceleration (m/s2) | |
| k | Turbulence kinetic energy (J/kg) |
| ω | Specific dissipation rate (m2/s3) |
| Generation of turbulent kinetic energy (J/kg) | |
| Generation of specific dissipation rate (m2/s3) | |
| Effective diffusivity of turbulent kinetic energy (m2/s) | |
| Effective diffusivity of specific dissipation rate (m2/s) | |
| Dissipation of turbulent kinetic energy (J/kg) | |
| Dissipation of specific dissipation rate (m2/s3) | |
| keff | Conductivity (W/m K) |
| T | Temperature (°C) |
| h | Sensible enthalpy (J/kg) |
| Diffusion flux (kg/m2 s) | |
| Absorption coefficient (-) | |
| G | Incident radiation (W/m2) |
| Stefan–Boltzmann constant, 5.67 × 10−8 (W/m2 K4) | |
| Aluminum specific heat capacity (J/kg K) | |
| A | Cross-sectional area of aluminum (m2) |
| α | Mass air-to-fuel ratio (kgair/kgfuel) |
| U | Heat transfer coefficient of furnace walls (W/m2 K) |
| ξ | Percentage of energy loss due to hot gas leakage (-) |
| Exergy (J) | |
| Ratio of the chemical exergy to LHV of the fuel (-) | |
| MSE | Mean squared error |
| R2 | Coefficient of determination (-) |
| Subscripts | |
| o | Aluminum inner body |
| s | Aluminum surface |
| Hot gas | |
| FG | Flue gases |
| F | Fuel |
| Al | Aluminum |
| RC | Recycled gases from a hotter zone |
| wall | Furnace walls |
| ref | Reference |
| amb | Ambient |
| z | Current zone |
| z+1 | Next (hotter) zone |
| dest | Destruction |
| HT | Heat transfer |
| Abbreviations | |
| FDM | Finite difference method |
| ML | Machine learning |
| HTC | Heat transfer coefficient |
| NG | Natural gas |
| LHV | Lower heating value |
| BAU | Business-as-usual |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Profile | Curve Equation |
|---|---|
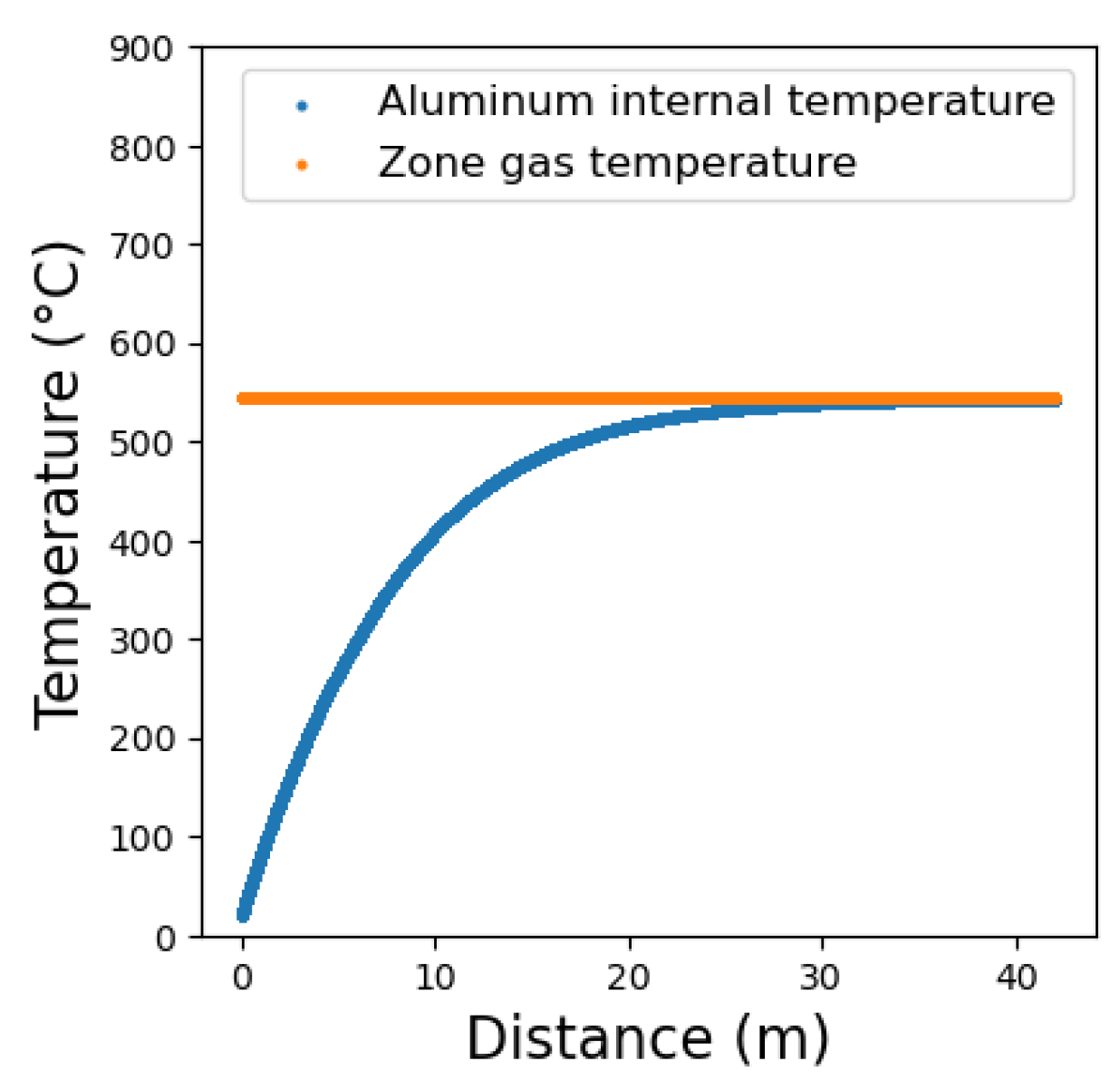
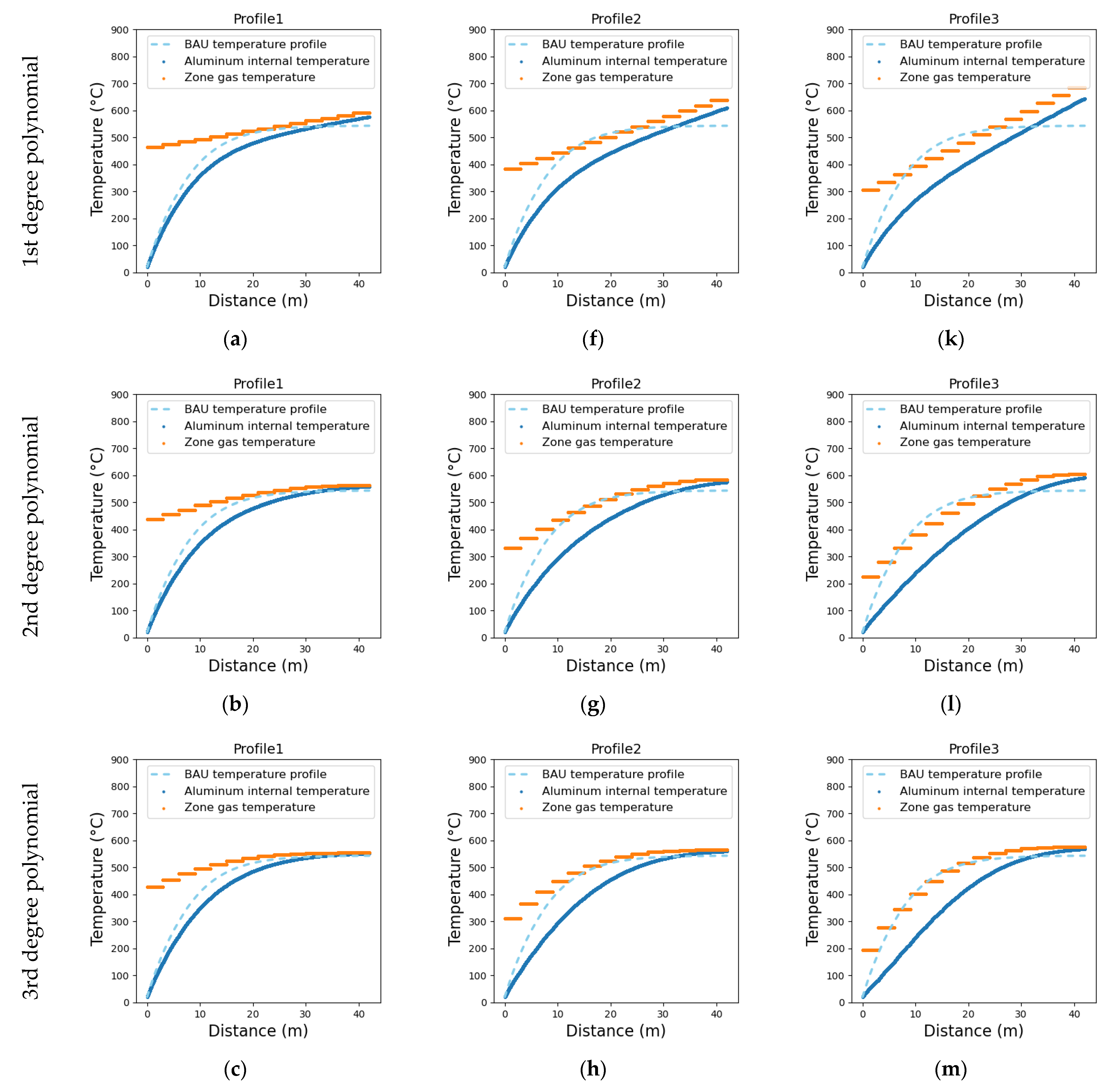
| BAU | T = 544.3 |
| a | T = 3.25x + 459.18 |
| b | T = −0.0833x2 + 6.75x + 427.81 |
| c | T = 0.0021x3 − 0.2596x2 + 10.514x + 412.56 |
| d | T = −5.0E−5x4 + 0.0089x3 − 0.5392x2 + 14.558x + 402.6 |
| e | T = 1.0E−06x5 − 0.0003x4 + 0.023x3 − 0.9332x2 + 18.898x + 394.73 |
| f | T = 6.5x + 375.25 |
| g | T = −0.1667x2 + 13.5x + 311.63 |
| h | T = 0.0043x3 − 0.5192x2 + 21.029x + 280.41 |
| i | T = −0.0001x4 + 0.0178x3 − 1.0784x2 + 29.117x + 261.59 |
| j | T = 3.0E−6x5 − 0.0006x4 + 0.0461x3 − 1.8665x2 + 37.796x + 246.05 |
| k | T = 9.75x + 290.43 |
| l | T = −0.25x2 + 20.25x + 195.44 |
| m | T = 0.0064x3 − 0.7788x2 + 31.543x + 149.67 |
| n | T = −0.0002x4 + 0.0266x3 − 1.6176x2 + 43.675x + 120.09 |
| o | T = 4.0E−6x5 − 0.0009x4 + 0.0691x3 − 2.7997x2 + 56.694x + 97.179 |
References
- Dong, H.-R.; Li, X.-Q.; Li, Y.; Wang, Y.-H.; Wang, H.-B.; Peng, X.-Y.; Li, D.-S. A review of electrically assisted heat treatment and forming of aluminum alloy sheet. Int. J. Adv. Manuf. Technol. 2022, 120, 7079–7099. [Google Scholar] [CrossRef]
- Lee, J.; Bong, H.J.; Kim, D.; Lee, Y.-S.; Choi, Y.; Lee, M.-G. Mechanical properties and formability of heat-treated 7000-series high-strength aluminum alloy: Experiments and finite element modeling. Met. Mater. Int. 2020, 26, 682–694. [Google Scholar] [CrossRef]
- Majeau-Bettez, G.; Krey, V.; Margni, M. What future for primary aluminium production in a decarbonizing economy? Glob. Environ. Change 2021, 69, 102316. [Google Scholar]
- Zhou, B.; Liu, B.; Zhang, S. The advancement of 7xxx series aluminum alloys for aircraft structures: A review. Metals 2021, 11, 718. [Google Scholar] [CrossRef]
- Deng, L.; Johnson, S.; Gencer, E. Environmental-Techno-Economic analysis of decarbonization strategies for the Indian aluminum industry. Energy Convers. Manag. 2022, 274, 116455. [Google Scholar] [CrossRef]
- Gao, P.; Ren, Z.; Zhan, M.; Xing, L. Tailoring of the microstructure and mechanical properties of the flow formed aluminum alloy sheet. J. Alloys Compd. 2022, 928, 167139. [Google Scholar] [CrossRef]
- Mayrhofer, M.; Koller, M.; Seemann, P.; Prieler, R.; Hochenauer, C. CFD investigation of a vertical annealing furnace for stainless steel and non-ferrous alloys strips—A comparative study on air-staged & MILD combustion. Therm. Sci. Eng. Prog. 2022, 28, 101056. [Google Scholar]
- Arkhazloo, N.B.; Bazdidi-Tehrani, F.; Jadidi, M.; Morin, J.-B.; Jahazi, M. Determination of temperature distribution during heat treatment of forgings: Simulation and experiment. Heat Transf. Eng. 2022, 43, 1041–1064. [Google Scholar] [CrossRef]
- Arkhazloo, N.B.; Bazdidi-Tehrani, F.; Morin, J.-B.; Jahazi, M. Optimization of furnace residence time and loading pattern during heat treatment of large size forgings. Int. J. Adv. Manuf. Technol. 2021, 113, 2447–2460. [Google Scholar] [CrossRef]
- Jóźwiak, P.; Hercog, J.; Kiedrzyńska, A.; Badyda, K.; Olevano, D. Thermal Effects of Natural Gas and Syngas Co-Firing System on Heat Treatment Process in the Preheating Furnace. Energies 2020, 13, 1698. [Google Scholar] [CrossRef]
- Nave, O. Modification of semi-analytical method applied system of ODE. Mod. Appl. Sci. 2020, 14, 75. [Google Scholar] [CrossRef]
- Dou, R.; Zhao, H.; Zhao, P.; Wen, Z.; Li, X.; Zhou, L.; Zhang, R. Numerical model and optimization strategy for the annealing process of 3D coil cores. Appl. Therm. Eng. 2020, 178, 115517. [Google Scholar] [CrossRef]
- Hajaliakbari, N.; Hassanpour, S. Analysis of thermal energy performance in continuous annealing furnace. Appl. Energy 2017, 206, 829–842. [Google Scholar] [CrossRef]
- Strommer, S.; Niederer, M.; Steinboeck, A.; Kugi, A. A mathematical model of a direct-fired continuous strip annealing furnace. Int. J. Heat Mass Transf. 2014, 69, 375–389. [Google Scholar] [CrossRef]
- Cho, M.; Ban, J.; Seo, M.; Kim, S.W. Neural network MPC for heating section of annealing furnace. Expert Syst. Appl. 2023, 223, 119869. [Google Scholar] [CrossRef]
- He, F.; Wang, Z.-X.; Liu, G.; Wu, X.-L. Calculation Model, Influencing Factors, and Dynamic Characteristics of Strip Temperature in a Radiant Tube Furnace during Continuous Annealing Process. Metals 2022, 12, 1256. [Google Scholar] [CrossRef]
- Kwon, B.; Ejaz, F.; Hwang, L.K. Machine learning for heat transfer correlations. Int. Commun. Heat Mass Transf. 2020, 116, 104694. [Google Scholar] [CrossRef]
- Mehralizadeh, A.; Shabanian, S.R.; Bakeri, G. Investigation of boiling heat transfer coefficients of different refrigerants for low fin, Turbo-B and Thermoexcel-E enhanced tubes using computational smart schemes. J. Therm. Anal. Calorim. 2020, 141, 1221–1242. [Google Scholar] [CrossRef]
- Yoo, J.M.; Lee, D.H.; Hong, D.J.; Jeong, J.J. Application of machine learning technique in predicting condensation heat transfer coefficient and droplet entrainment rate. In Proceedings of the Transactions of the Korean Nuclear Society Virtual Spring Meeting, Jeju, Republic of Korea, 10–11 May 2007. [Google Scholar]
- Senanu, S.; Solheim, A.; Lødeng, R. Gas Recycling and Energy Recovery. Future Handling of Flue Gas from Aluminium Electrolysis Cells. In Light Metals; Springer: Berlin/Heidelberg, Germany, 2022; pp. 1004–1010. [Google Scholar]
- Jouhara, H.; Nieto, N.; Egilegor, B.; Zuazua, J.; González, E.; Yebra, I.; Igesias, A.; Delpech, B.; Almahmoud, S.; Brough, D.; et al. Waste heat recovery solution based on a heat pipe heat exchanger for the aluminium die casting industry. Energy 2023, 266, 126459. [Google Scholar] [CrossRef]
- Brough, D.; Jouhara, H. The aluminium industry: A review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int. J. Thermofluids 2020, 1, 100007. [Google Scholar] [CrossRef]
- Orrego, F.; Alexander, D.; Dareen, D.; Reginald, G.; François, M. A Systemic Study for Enhanced Waste Heat Recovery and Renewable Energy Integration towards Decarbonizing the Aluminium Industry. In Proceedings of the 36th International Conference on Efficiency, Cost, Optimisation, Simulation and Environmental Impact of Energy Systems—ECOS 2023, Canary Islands, Spain, 25–30 June 2023. [Google Scholar]
- Teske, S.; Niklas, S.; Talwar, S. Decarbonisation pathways for industries. In Achieving the Paris Climate Agreement Goals: Part 2: Science-Based Target Setting for the Finance Industry—Net-Zero Sectoral 1.5 °C Pathways for Real Economy Sectors; Springer: Berlin/Heidelberg, Germany, 2022; pp. 81–129. [Google Scholar]
- Fluent, A. Ansys Fluent Theory Guide; Ansys Inc.: Canonsburg, PA, USA, 2011; Volume 15317, pp. 724–746. [Google Scholar]
- Zhao, J.; Ma, L.; Zayed, M.E.; Elsheikh, A.H.; Li, W.; Yan, Q.; Wang, J. Industrial reheating furnaces: A review of energy efficiency assessments, waste heat recovery potentials, heating process characteristics and perspectives for steel industry. Process Saf. Environ. Prot. 2021, 147, 1209–1228. [Google Scholar] [CrossRef]
- Kumbhar, S.V.; Sonage, B.K. Unsteady-state lumped heat capacity system design for tube furnace for continuous inline wire annealing process. Heat Transf. 2019, 48, 874–884. [Google Scholar] [CrossRef]
- Hughes, M.T.; Kini, G.; Garimella, S. Status, challenges, and potential for machine learning in understanding and applying heat transfer phenomena. J. Heat Transf. 2021, 143, 120802. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andayesh, M.; Flórez-Orrego, D.A.; Germanier, R.; Gatti, M.; Maréchal, F. Improved Waste Heat Management and Energy Integration in an Aluminum Annealing Continuous Furnace Using a Machine Learning Approach. Entropy 2023, 25, 1486. https://doi.org/10.3390/e25111486
Andayesh M, Flórez-Orrego DA, Germanier R, Gatti M, Maréchal F. Improved Waste Heat Management and Energy Integration in an Aluminum Annealing Continuous Furnace Using a Machine Learning Approach. Entropy. 2023; 25(11):1486. https://doi.org/10.3390/e25111486
Chicago/Turabian StyleAndayesh, Mohammad, Daniel Alexander Flórez-Orrego, Reginald Germanier, Manuele Gatti, and François Maréchal. 2023. "Improved Waste Heat Management and Energy Integration in an Aluminum Annealing Continuous Furnace Using a Machine Learning Approach" Entropy 25, no. 11: 1486. https://doi.org/10.3390/e25111486