

Potential Large-Scale CO2 Utilisation for Salicylic Acid Production via a Suspension-Based Kolbe–Schmitt Reaction in Toluene




Abstract
:1. Introduction
2. Results and Discussion
2.1. Confirmation of Prepared Sodium Phenoxide by TGA
2.2. Effect of Reaction Parameters on the Yields of Salicylic Acid and Phenol
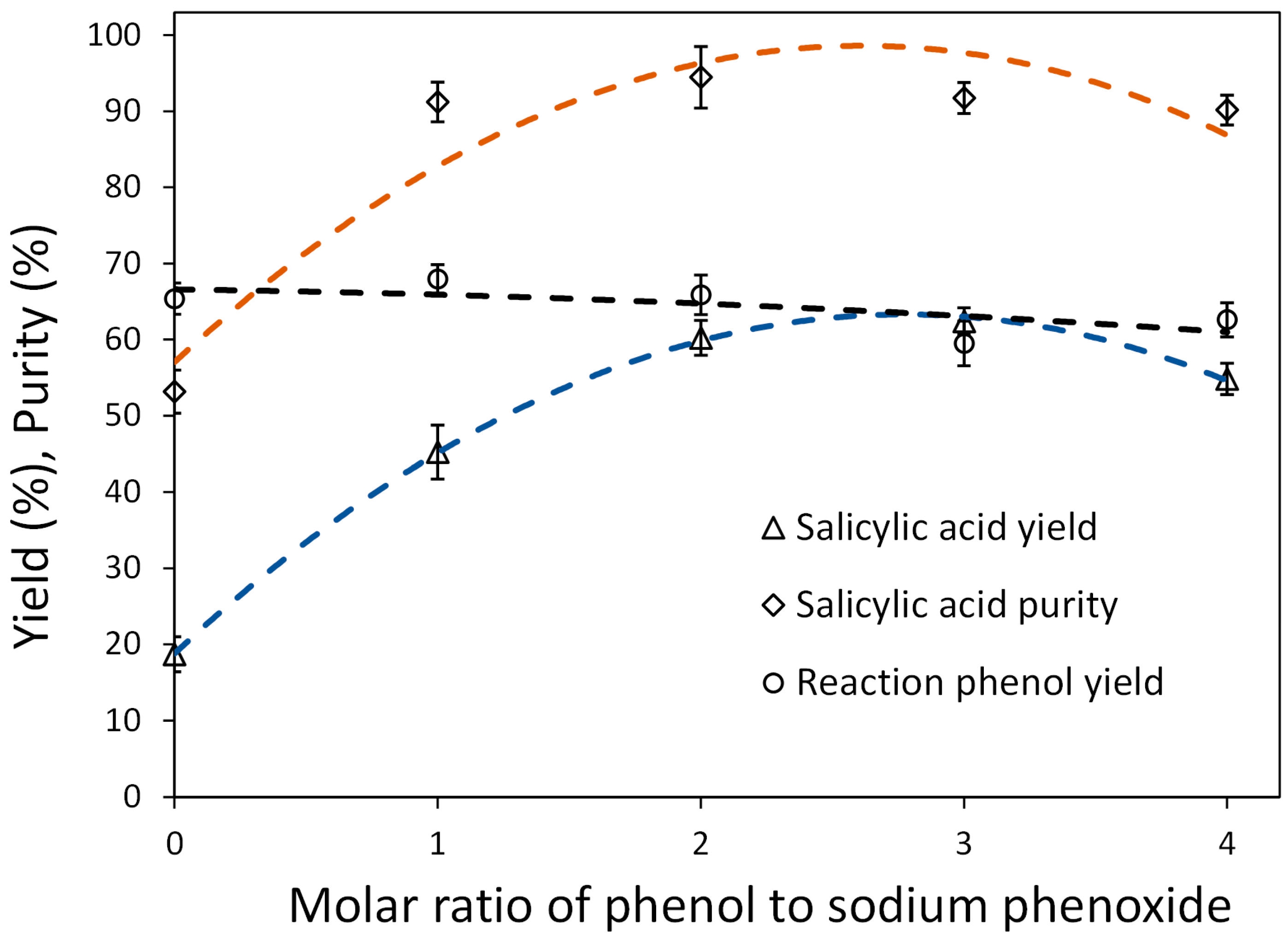
2.2.1. Effect of Toluene Solvent and Phenol Addition
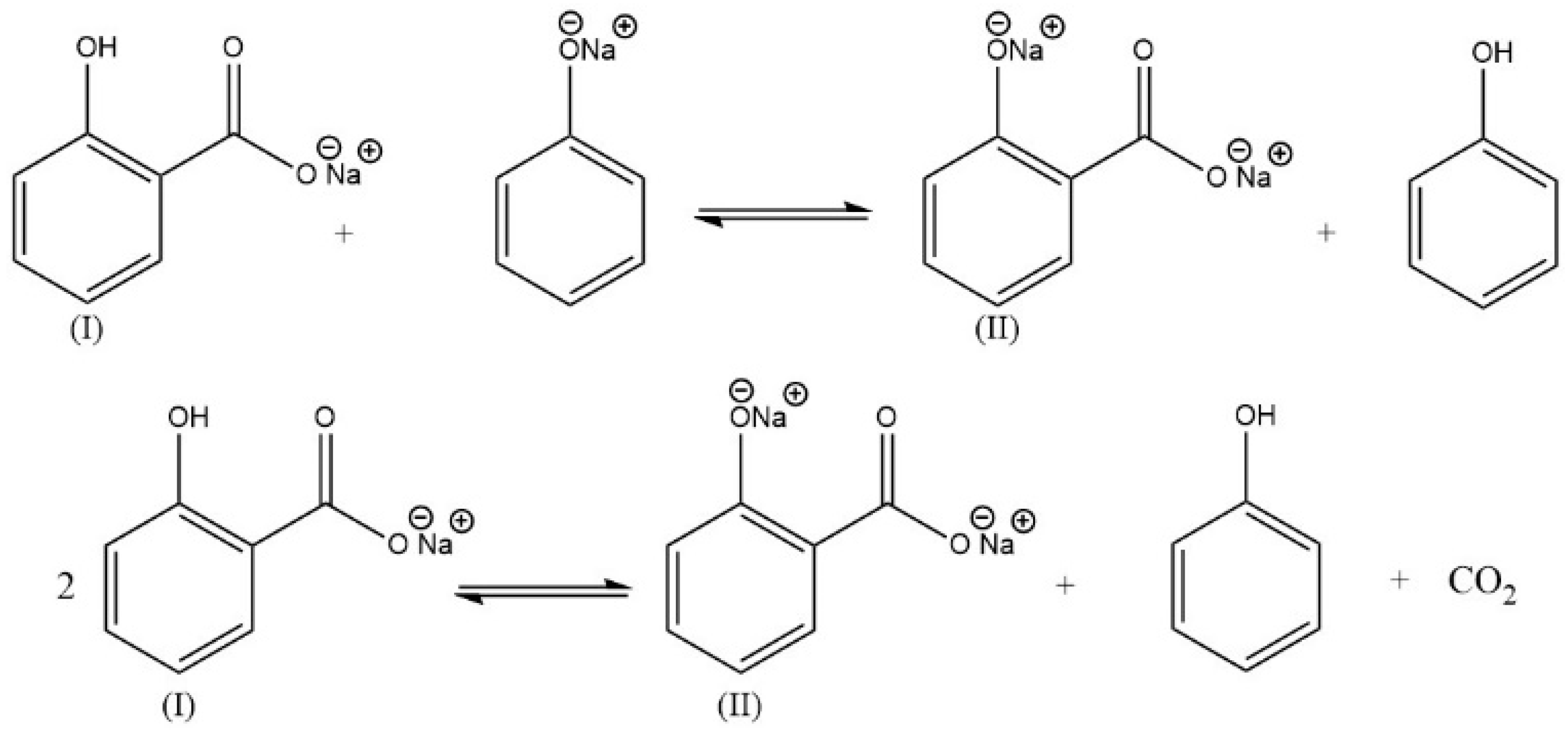
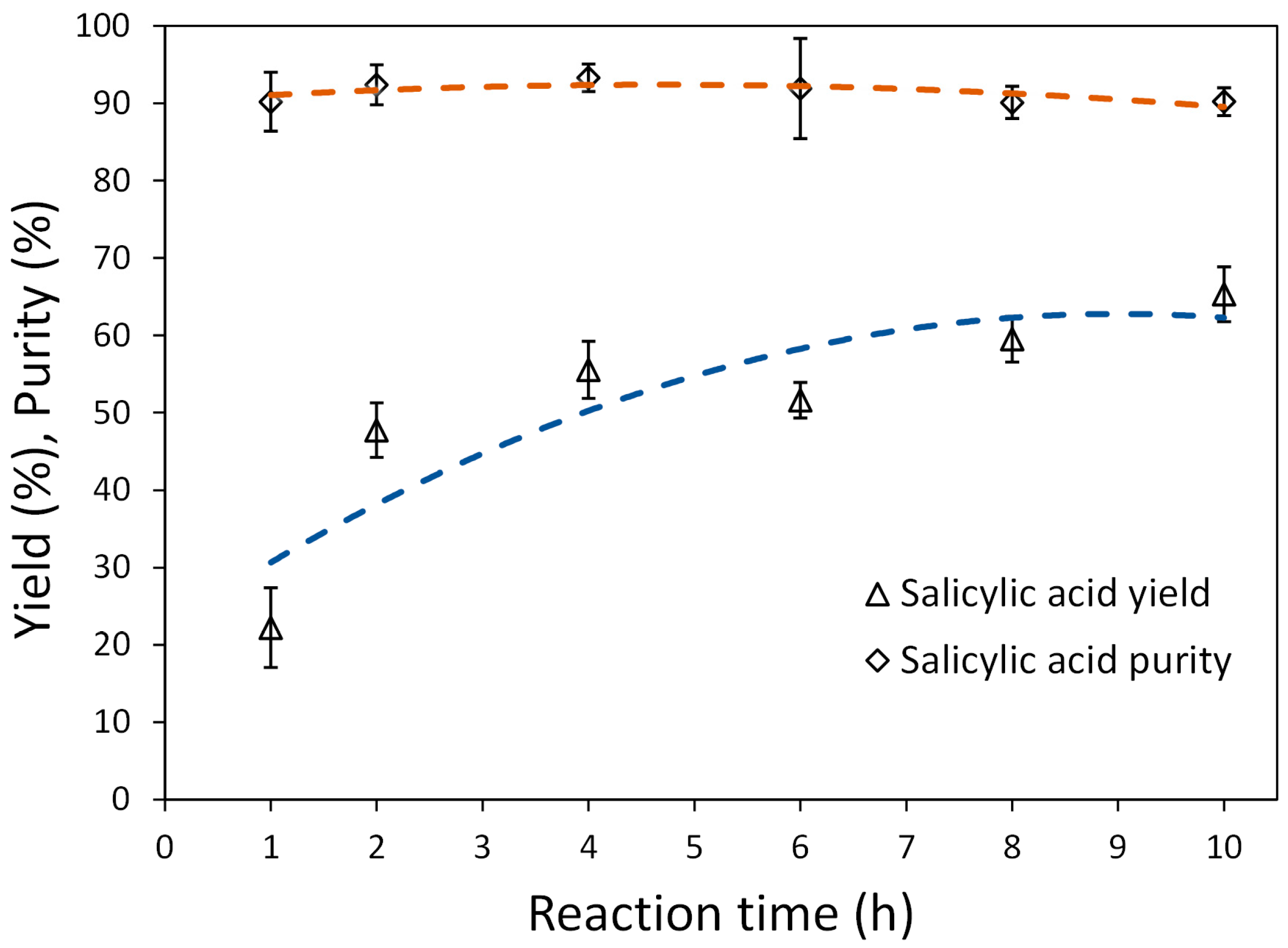
2.2.2. Effect of Reaction Time
2.2.3. Effect of CO2 Pressure
2.2.4. Effect of Reaction Temperature
2.2.5. Effects of Stirring Speeds Salicylic Acid Yields under Optimised Reaction Conditions
2.3. Comparison of Lab-Synthesised Salicylic Acid vs. Commercial Analogue
3. Materials and Methods
3.1. Materials
3.2. Preparation of Sodium Phenoxide
3.3. Thermal Gravimetric Analysis (TGA)
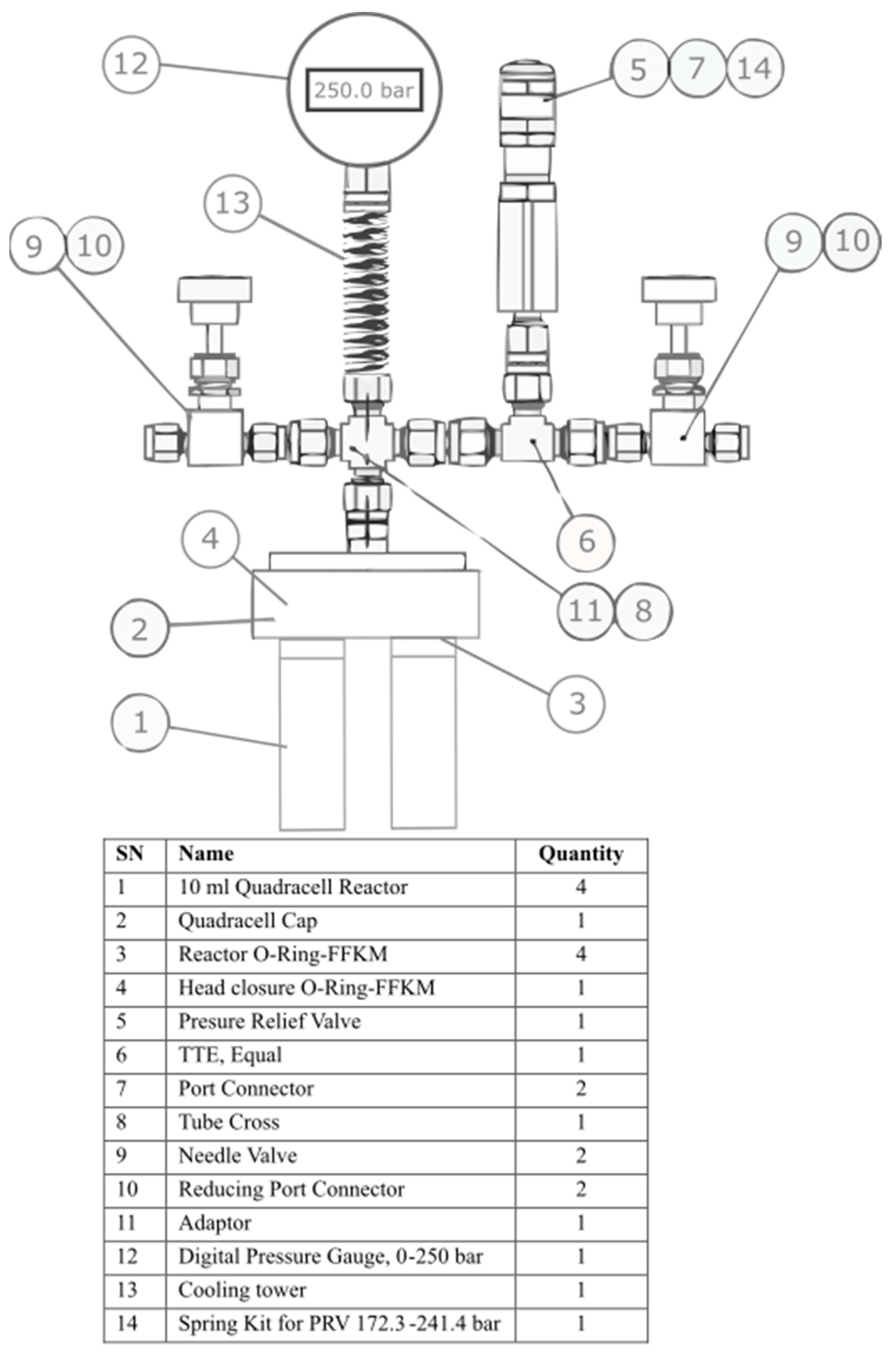
3.4. Suspension-Based Carboxylation Reaction
3.5. Post-Reaction Treatment
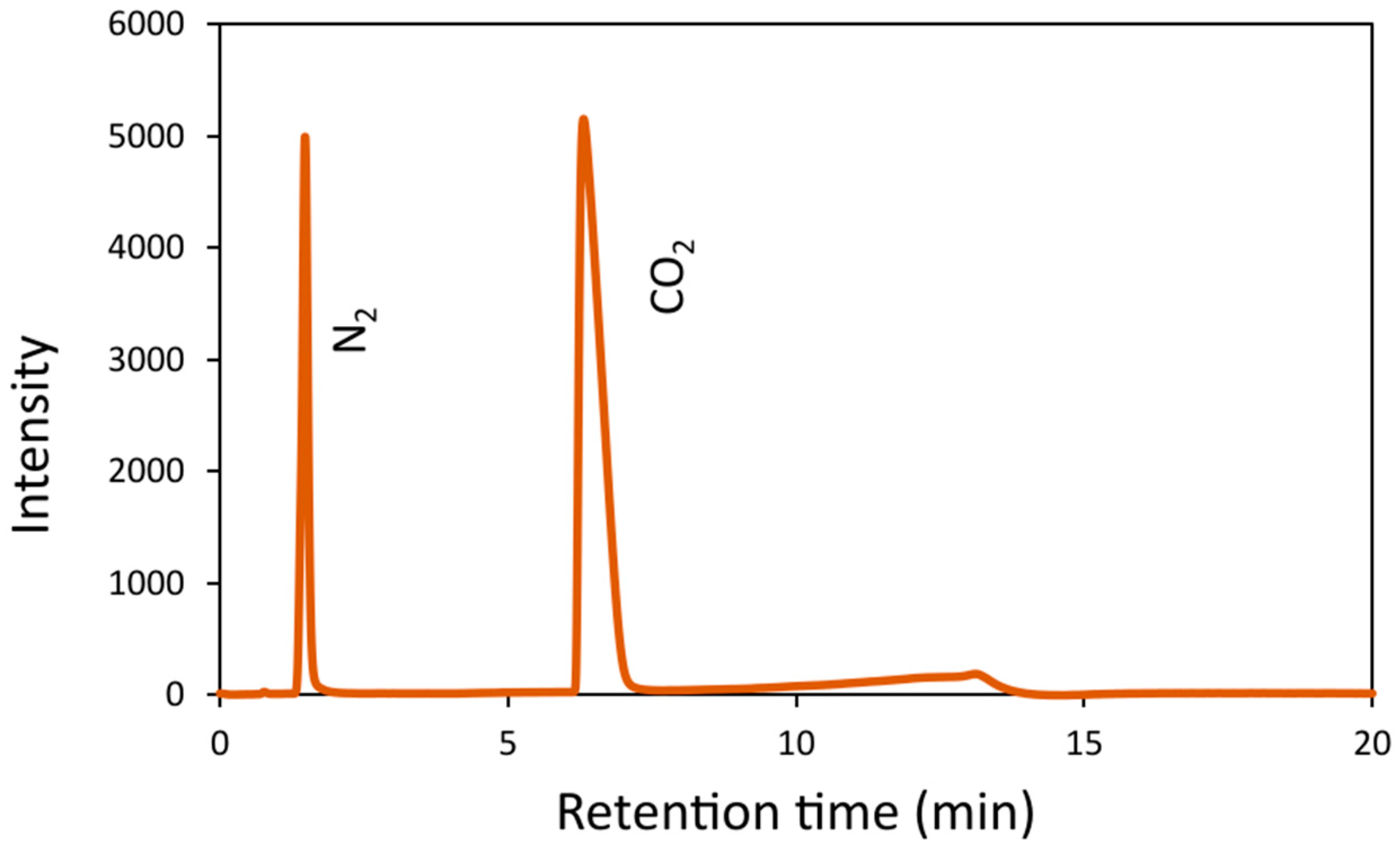
3.6. Gas-Phase Products
3.7. Gas Chromatography–Mass Spectrometry (GC–MS) for Qualitative Analysis of Salicylic Acid and Phenol
3.8. Chromatography–Flame Ionisation Detection (GC–FID) for Quantification of Salicylic Acid and Phenol
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



References
- Tiseo, I. Global CO2 Emissions by Year 1940–2023. Statista. Available online: https://www.statista.com/statistics/276629/global-co2-emissions/ (accessed on 18 May 2024).
- Dlugokencky, E.; Tans, P. Trends in Atmospheric Carbon Dioxide, National Oceanic and Atmospheric Administration, Earth System Research Laboratory (NOAA/ESRL). Available online: http://www.esrl.noaa.gov/gmd/ccgg/trends/global.html (accessed on 25 October 2021).
- IEA. Putting CO2 to Use; International Energy Agency—Analysis Report 2019; IEA: Paris, France; Available online: https://www.iea.org/reports/putting-co2-to-use (accessed on 18 May 2024).
- Liu, B.; Qin, J.; Shi, J.; Jiang, J.; Wu, X.; He, Z. New Perspectives on Utilization of CO2 Sequestration Technologies in Cement-Based Materials. Constr. Build. Mater. 2021, 272, 121660. [Google Scholar] [CrossRef]
- Ye, R.P.; Ding, J.; Gong, W.; Argyle, M.D.; Zhong, Q.; Wang, Y.; Russell, C.K.; Xu, Z.; Russell, A.G.; Li, Q.; et al. CO2 Hydrogenation to High-Value Products via Heterogeneous Catalysis. Nat. Commun. 2019, 10, 5698. [Google Scholar] [CrossRef] [PubMed]
- North, M.; Pasquale, R. Mechanism of Cyclic Carbonate Synthesis from Epoxides and CO2. Angew. Chem. Int. Ed. 2009, 48, 2946–2948. [Google Scholar] [CrossRef] [PubMed]
- Schmitt, R. Beitrag Zur Kenntniss Der Kolbe’schen Salicylsäure Synthese. J. Prakt. Chem. 1885, 31, 397–411. [Google Scholar] [CrossRef]
- Gu, Y.; Matsuda, K.; Nakayama, A.; Tamura, M.; Nakagawa, Y.; Tomishige, K. Direct Synthesis of Alternating Polycarbonates from CO2 and Diols by Using a Catalyst System of CeO2 and 2-Furonitrile. ACS Sustain. Chem. Eng. 2019, 7, 6304–6315. [Google Scholar] [CrossRef]
- Cuéllar-Franca, R.M.; Azapagic, A. Carbon Capture, Storage and Utilisation Technologies: A Critical Analysis and Comparison of Their Life Cycle Environmental Impacts. J. CO2 Util. 2015, 9, 82–102. [Google Scholar] [CrossRef]
- Sarp, S.; Gonzalez Hernandez, S.; Chen, C.; Sheehan, S.W. Alcohol Production from Carbon Dioxide: Methanol as a Fuel and Chemical Feedstock. Joule 2021, 5, 59–76. [Google Scholar] [CrossRef]
- Satpute, M.S.; Gangan, V.D.; Shastri, I. Methyl Vanillate Ether Derivatives as Future Potential Drug. Int. J. Sci. Res. Sci. Technol. 2019, 6, 129–134. [Google Scholar] [CrossRef]
- Wang, L.; Sun, Y.; Du, Y.; Zhang, Y. Ornidazole Pharmaceutical Co-Crystal and Preparation Method Thereof 2021. Chinese Patent CN113234021A, 10 August 2021. Available online: https://worldwide.espacenet.com/patent/search/family/077135819/publication/CN113234021A?q=pn%3DCN113234021A (accessed on 12 December 2021).
- Zhang, X.B.; Liu, Y.X.; Luo, Z.H. Kinetic Study of the Aqueous Kolbe-Schmitt Synthesis of 2,4- and 2,6-Dihydroxybenzoic Acids. Chem. Eng. Sci. 2019, 195, 107–119. [Google Scholar] [CrossRef]
- Brinkman, K.M.; Hanley, D.R.; Sullivan, J.L. Alkyl Salicylate Resin for Carbonless Copy Paper and Imaging. U.S. Patent EP0338808A2, 25 October 1989. [Google Scholar]
- Hahn, S.; WHO. Resorcinol. European Patent EP0338808B1, 23 August 1995. Available online: https://data.epo.org/publication-server/rest/v1.0/publication-dates/19900718/patents/EP0338808NWA3/document.pdf (accessed on 15 December 2021).
- Ekinci, D.; Şentürk, M.; Kfrevioǧlu, Ö.I. Salicylic Acid Derivatives: Synthesis, Features and Usage as Therapeutic Tools. Expert Opin. Ther. Pat. 2011, 21, 1831–1841. [Google Scholar] [CrossRef]
- Arif, T. Salicylic Acid as a Peeling Agent: A Comprehensive Review. Clin. Cosmet. Investig. Dermatol. 2015, 8, 455. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Bilal, M.; Hu, H.; Wang, W.; Zhang, X. 4-Hydroxybenzoic Acid—A Versatile Platform Intermediate for Value-Added Compounds. Appl. Microbiol. Biotechnol. 2018, 102, 3561–3571. [Google Scholar] [CrossRef] [PubMed]
- Ziegler, H. Flavourings: Production, Composition, Applications, Regulations; John Wiley & Sons: Hoboken, NJ, USA, 2008; p. 827. [Google Scholar]
- Tibbetts, J.D.; Russo, D.; Lapkin, A.A.; Bull, S.D. Efficient Syntheses of Biobased Terephthalic Acid, p-Toluic Acid, and p-Methylacetophenone via One-Pot Catalytic Aerobic Oxidation of Monoterpene Derived Bio-p-Cymene. ACS Sustain. Chem. Eng. 2021, 9, 8642–8652. [Google Scholar] [CrossRef] [PubMed]
- Schmeltzer, R.C.; Schmalenberg, K.E.; Uhrich, K.E. Synthesis and Cytotoxicity of Salicylate-Based Poly (Anhydride Esters) Synthesis and Cytotoxicity of Salicylate-Based Poly (Anhydride Esters). Biomacromolecules 2005, 6, 359–367. [Google Scholar] [CrossRef] [PubMed]
- Kazama, A.; Kohsaka, Y. Radical Polymerization of “dehydroaspirin” with the Formation of a Hemiacetal Ester Skeleton: A Hint for Recyclable Vinyl Polymers. Polym. Chem. 2019, 10, 2764–2768. [Google Scholar] [CrossRef]
- Mohammad, O.; Onwudili, J.A.; Yuan, Q. A Critical Review of the Production of Hydroxyaromatic Carboxylic Acids as a Sustainable Method for Chemical Utilisation and Fixation of CO2. RSC Sustain. 2023, 1, 404–417. [Google Scholar] [CrossRef]
- Wood, L. Global Polyvinyl Chloride (PVC) Market—By End-Use Industries, Products, and Region—Market Size, Demand Forecasts, Industry Trends and Updates (2018–2025). Available online: https://www.businesswire.com/news/home/20181024005331/en/Global-Polyvinyl-Chloride-PVC-Market-Size-Demand-Forecasts-Industry-Trends-and-Updates-2018-2025---ResearchAndMarkets.com (accessed on 11 August 2022).
- Kolbe, H. Ueber Synthese Der Salicylsäure. Justus Liebigs Ann. Chem. 1860, 113, 125–127. [Google Scholar] [CrossRef]
- Baine, O.; Adamson, G.F.; Barton, J.W.; Fitch, J.L.; Swayampati, D.R.; Jeskey, H. A Study of the Kolbe-Schmitt Reaction. II. The Carbonation of Phenols. J. Org. Chem. 1954, 19, 510–514. [Google Scholar] [CrossRef]
- Lindsey, A.S.; Jeskey, H. The Kolbe-Schmitt Reaction. Chem. Rev. 1957, 57, 583–620. [Google Scholar] [CrossRef]
- Marasse, S. Process of Making Salicylic Acid 1894. U.S. Patent US529182A. Available online: https://patentimages.storage.googleapis.com/37/06/2b/d1613e9a7233e3/US529182.pdf (accessed on 20 December 2021).
- Luo, J.; Preciado, S.; Xie, P.; Larrosa, I. Carboxylation of Phenols with CO2 at Atmospheric Pressure. Chem. A Eur. J. 2016, 22, 6798–6802. [Google Scholar] [CrossRef]
- Suerbaev, K.A.; Aldabergenov, M.K.; Kudaibergenov, N.Z. Carboxylation of Hydroxyarens with Metal Alkyl Carbonates. Green Process. Synth. 2015, 4, 91–96. [Google Scholar] [CrossRef]
- Calvo-Castañera, F.; Álvarez-Rodríguez, J.; Candela, N.; Maroto-Valiente, Á. First Phenol Carboxylation with CO2 on Carbon Nanostructured C@Fe-Al2O3 Hybrids in Aqueous Media under Mild Conditions. Nanomaterials 2021, 11, 190. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.K.; Koh, C.S.; Lo, W.S.; Liu, Y.; Phang, I.Y.; Sim, H.Y.; Lee, Y.H.; Phan-Quang, G.C.; Han, X.; Tsung, C.K.; et al. Applying a Nanoparticle@MOF Interface to Activate an Unconventional Regioselectivity of an Inert Reaction at Ambient Conditions. J. Am. Chem. Soc. 2020, 142, 11521–11527. [Google Scholar] [CrossRef] [PubMed]
- Iijima, T.; Yamaguchi, T. Efficient Regioselective Carboxylation of Phenol to Salicylic Acid with Supercritical CO2 in the Presence of Aluminium Bromide. J. Mol. Catal. A Chem. 2008, 295, 52–56. [Google Scholar] [CrossRef]
- Sadamitsu, Y.; Okumura, A.; Saito, K.; Yamada, T. Kolbe–Schmitt Type Reaction under Ambient Conditions Mediated by an Organic Base. Chem. Commun. 2019, 55, 9837–9840. [Google Scholar] [CrossRef] [PubMed]
- Hessel, V.; Hofmann, C.; Löb, P.; Löhndorf, J.; Löwe, H.; Ziogas, A. Aqueous Kolbe−Schmitt Synthesis Using Resorcinol in a Microreactor Laboratory Rig under High-p,T Conditions. Org. Process Res. Dev. 2005, 9, 479–489. [Google Scholar] [CrossRef]
- Krtschil, U.; Hessel, V.; Reinhard, D.; Stark, A. Flow Chemistry of the Kolbe-Schmitt Synthesis from Resorcinol: Process Intensification by Alternative Solvents, New Reagents and Advanced Reactor Engineering. Chem. Eng. Technol. 2009, 32, 1774–1789. [Google Scholar] [CrossRef]
- Krtschil, U.; Hessel, V.; Kost, H.J.; Reinhard, D. Kolbe-Schmitt Flow Synthesis in Aqueous Solution—From Lab Capillary Reactor to Pilot Plant. Chem. Eng. Technol. 2013, 36, 1010–1016. [Google Scholar] [CrossRef]
- McGinnis, J.L.; Conciatori, A.B. Preparation of Hydroxy Aromatic Carboxylic Acids and Ester Derivatives Thereof. U.S. Patent No. 4374262, 15 February 1983. Available online: https://patentimages.storage.googleapis.com/15/59/a8/0c0e2e04a6c524/US4374262.pdf (accessed on 5 January 2022).
- Marković, Z.; Engelbrecht, J.P.; Marković, S. Theoretical Study of the Kolbe-Schmitt Reaction Mechanism. Z. Fur Naturforsch. Sect. A J. Phys. Sci. 2002, 57, 812–818. [Google Scholar]
- Stanescu, I.; Achenie, L.E.K. A Theoretical Study of Solvent Effects on Kolbe–Schmitt Reaction Kinetics. Chem. Eng. Sci. 2006, 61, 6199–6212. [Google Scholar] [CrossRef]
- Nemati Lay, E.; Taghikhani, V.; Ghotbi, C. Measurement and Correlation of CO2 Solubility in the Systems of CO2 + Toluene, CO2 + Benzene, and CO2 + n-Hexane at near-Critical and Supercritical Conditions. J. Chem. Eng. Data 2006, 51, 2197–2200. [Google Scholar] [CrossRef]
- Liquids—Dielectric Constants. Available online: https://www.engineeringtoolbox.com/liquid-dielectric-constants-d_1263.html (accessed on 26 April 2023).
- Ji, Y.; Yao, Q.; Zhao, Y.; Cao, W. On the Origin of Alkali-Catalyzed Aromatization of Phenols. Polymers 2019, 11, 1119. [Google Scholar] [CrossRef] [PubMed]
- Little, D.J.; Kans, W. Recrystallization of Bisphenol A by Azeotropically Drying the Solvent. U.S. Patent No. 4638102, 20 January 1987. Available online: https://patentimages.storage.googleapis.com/a4/cd/5c/74d6b087a15b57/US4638102.pdf (accessed on 5 January 2022).
- National Center for Biotechnology Information PubChem Compound Summary for CID 338, Salicylic Acid. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Salicylic-Acid (accessed on 22 May 2023).
- Alves, C.T.; Onwudili, J.A. Screening of Nickel and Platinum Catalysts for Glycerol Conversion to Gas Products in Hydrothermal Media. Energies 2022, 15, 7571. [Google Scholar] [CrossRef]
- Tungkijanansin, N.; Alahmad, W.; Nhujak, T.; Varanusupakul, P. Simultaneous Determination of Benzoic Acid, Sorbic Acid, and Propionic Acid in Fermented Food by Headspace Solid-Phase Microextraction Followed by GC-FID. Food Chem. 2020, 329, 127161. [Google Scholar] [CrossRef] [PubMed]
- Cuadros-Rodríguez, L.; Bagur-González, M.G.; Sánchez-Viñas, M.; González-Casado, A.; Gómez-Sáez, A.M. Principles of Analytical Calibration/Quantification for the Separation Sciences. J. Chromatogr. A 2007, 1158, 33–46. [Google Scholar] [CrossRef]
- Pandey, P.H.; Pawar, H.S. Cu Dispersed ZrO2 Catalyst Mediated Kolbe-Schmitt Carboxylation Reaction to 4-Hydroxybenzoic Acid. Mol. Catal. 2022, 530, 112595. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solvent | Dielectric Constant | Temperature (°C) | Pressure (bar) | * SA Yield (wt%) |
|---|---|---|---|---|
| Methanol | 31.2 | 140 | 22 | 0 |
| Ethanol | 25.8 | 140 | 6 | 0 |
| 1-Butanol | 19.2 | 155 | 10 | 7.5 |
| Glycol | 41.2 | 140 | 6 | 0 |
| Glycerol | 56.2 | 170 | 10 | 0 |
| Xylene | 2.6 | 138 | 1 | 33.5 |
| Di-isobutyl ketone | 9.9 | 150 | 1 | 18.9 |
| Mole Ratio (Phenol/Sodium Phenoxide) | |||||
|---|---|---|---|---|---|
| 0:1 | 1:1 | 2:1 | 3:1 | 4:1 | |
| Compounds | Peak Area (%) | ||||
| Salicylic acid | 48.76 | 99.13 | 98.60 | 98.33 | 97.70 |
| Phenol | 0.00 | 0.00 | 0.91 | 0.07 | 0.08 |
| 4-isopropylphenyl methyl ester | 3.20 | 0.35 | 0.29 | 0.21 | 0.24 |
| P-hydroxybenzoic acid | 0.25 | 0.51 | 0.19 | 1.39 | 1.90 |
| 4-(1,1-Dimethylpropyl)phenol | 2.68 | 0.00 | 0.00 | 0.00 | 0.00 |
| 2,4′-Bisphenol A | 2.70 | 0.00 | 0.00 | 0.00 | 0.00 |
| 4,4′-Bisphenol A | 38.13 | 0.00 | 0.00 | 0.00 | 0.00 |
| 1,4-Benzenedicarboxylic acid | 0.31 | 0.00 | 0.00 | 0.00 | 0.08 |
| Phthalic anhydride | 3.98 | 0.00 | 0.00 | 0.00 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammad, O.; Onwudili, J.A.; Yuan, Q. Potential Large-Scale CO2 Utilisation for Salicylic Acid Production via a Suspension-Based Kolbe–Schmitt Reaction in Toluene. Molecules 2024, 29, 2527. https://doi.org/10.3390/molecules29112527
Mohammad O, Onwudili JA, Yuan Q. Potential Large-Scale CO2 Utilisation for Salicylic Acid Production via a Suspension-Based Kolbe–Schmitt Reaction in Toluene. Molecules. 2024; 29(11):2527. https://doi.org/10.3390/molecules29112527
Chicago/Turabian StyleMohammad, Omar, Jude A. Onwudili, and Qingchun Yuan. 2024. "Potential Large-Scale CO2 Utilisation for Salicylic Acid Production via a Suspension-Based Kolbe–Schmitt Reaction in Toluene" Molecules 29, no. 11: 2527. https://doi.org/10.3390/molecules29112527
APA StyleMohammad, O., Onwudili, J. A., & Yuan, Q. (2024). Potential Large-Scale CO2 Utilisation for Salicylic Acid Production via a Suspension-Based Kolbe–Schmitt Reaction in Toluene. Molecules, 29(11), 2527. https://doi.org/10.3390/molecules29112527