
Renewable Energy Potential: Second-Generation Biomass as Feedstock for Bioethanol Production



Abstract
1. Introduction
2. Biomass and Bioenergy
3. Structure and Composition of Lignocellulosic Biomass

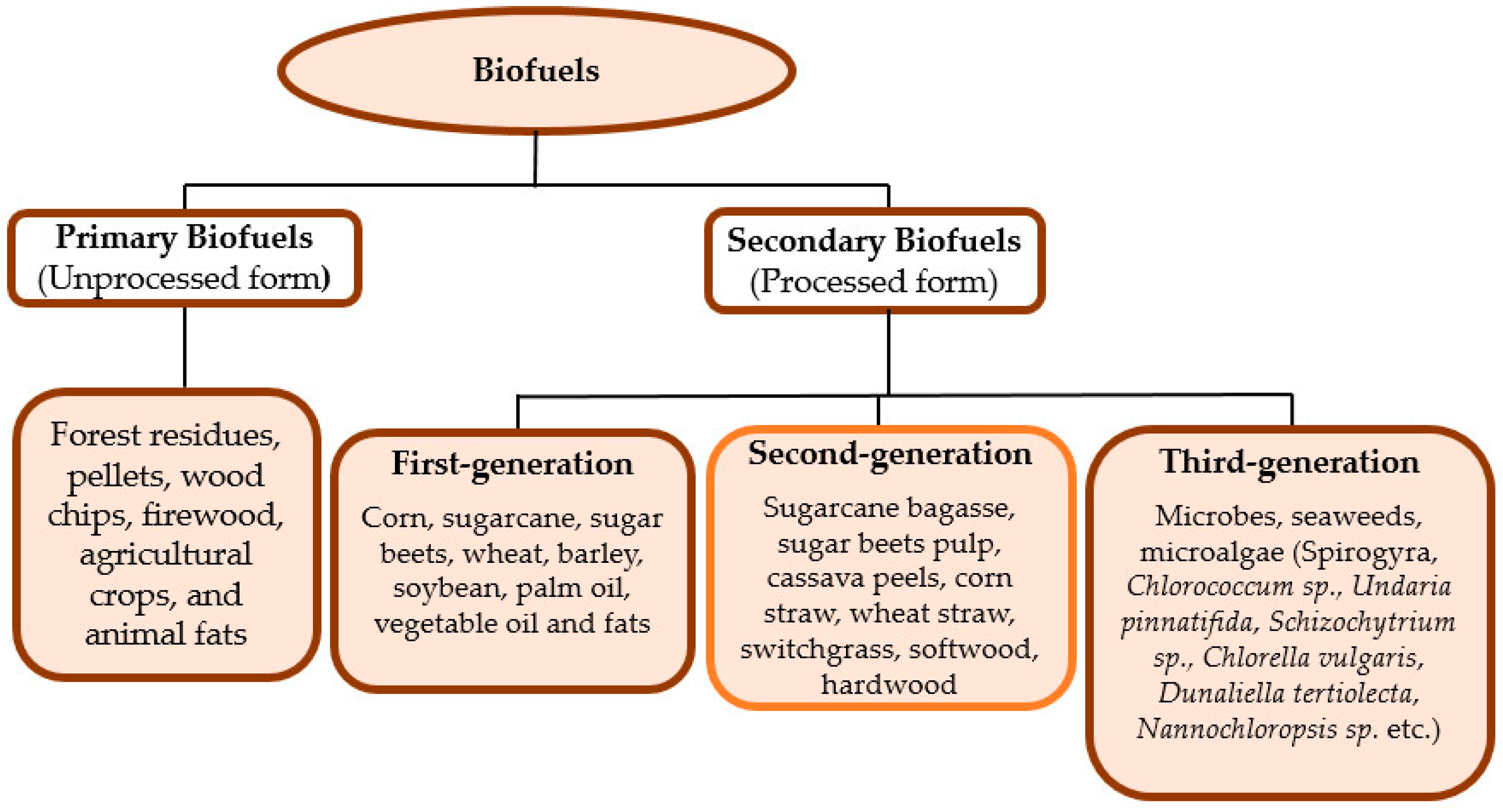
4. Groups of Biofuels
4.1. Primary Biofuels
4.2. Secondary Biofuels
4.2.1. First-Generation Biofuels
4.2.2. Second-Generation Biofuels
4.2.3. Third-Generation Biofuels
5. Bioethanol as an Energy Source
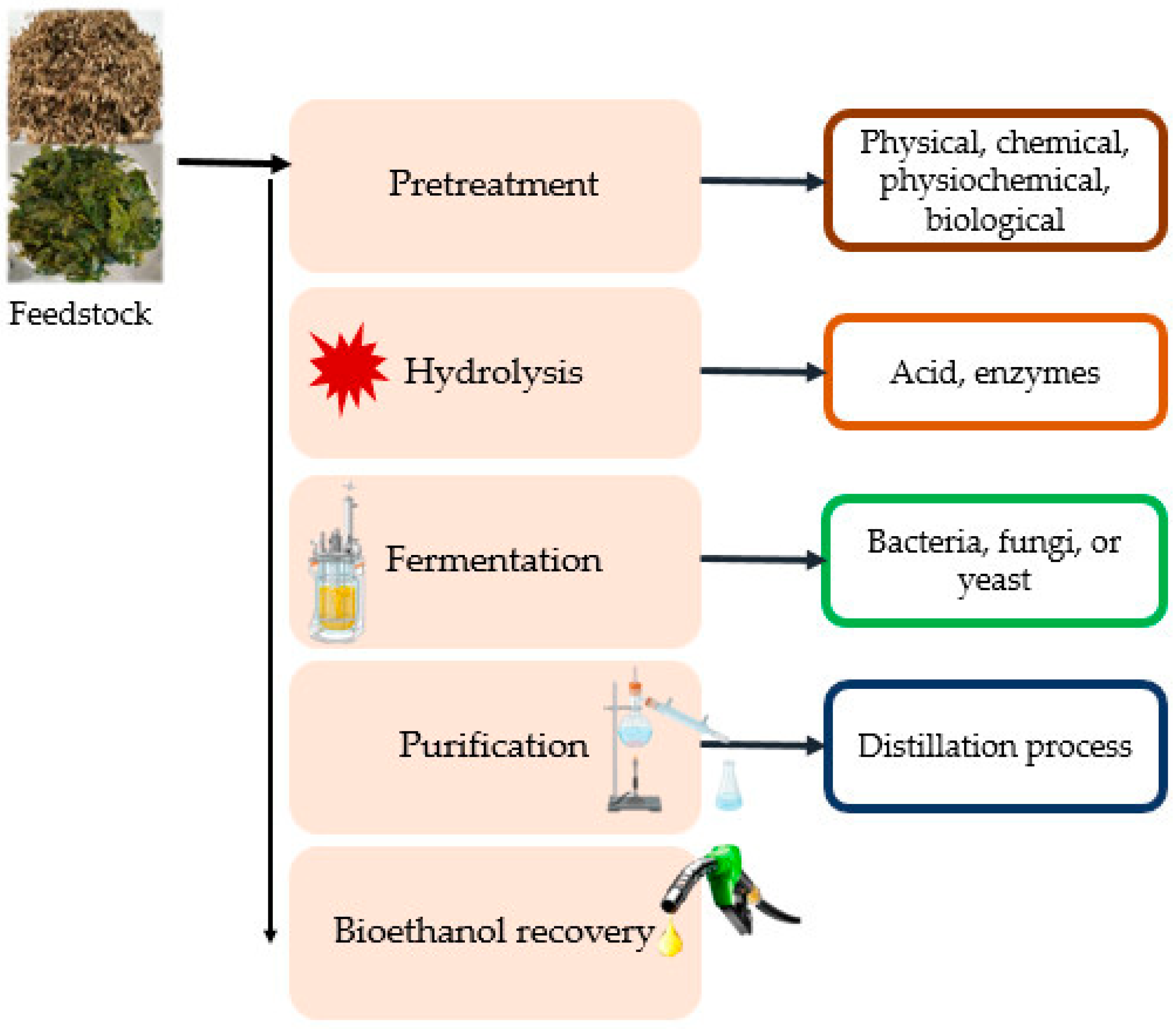
6. Processes Involved in Bioethanol Production from Lignocellulosic Biomass
6.1. Pretreatment
6.2. Hydrolysis
6.2.1. Acid Hydrolysis
6.2.2. Enzymatic Hydrolysis
- Endoglucanase: this is one of the enzymes of cellulose deconstruction that acts by splitting the polymer, i.e., the cellulose long chains into shorter molecules (which could be oligosaccharides or smaller polysaccharides units);
- Exoglucanase: this other group of enzymes frees/releases cellobiose (which is a disaccharide) from either the non-reducing end or the reducing end;
- β-glucosidase splits cellobiose and other short-chain cello-oligosaccharides into monomer units (glucose).
6.2.3. Sugar Degradation Products/Fermentation Inhibitors
6.3. Fermentation
6.3.1. Industrial Fermentation Technology for Ethanol Production
- Batch fermentation is also referred to as a ‘closed system’ and is the most common and simplest method for producing ethanol. In this method, fermentation is carried out in separate batches. The fermenter is first loaded with the substrate, after which the microorganisms are added and left to ferment the substrate. Byproducts accumulate, which continuously changes the culture environment. The products are removed at the end of the fermentation process and the fermenter is cleaned and sterilized in preparation for the next round. The microbes in the fermenter show three distinct growth phases, viz., lag, log (exponential), and stationary phases. The batch fermentation method has some advantages, such as less labor demand, ease of operation, low investment cost, quick and easy control methods, complete sterilization, and less risk of contamination [102].
- Fed-batch fermentation is an improved version of the batch fermentation process. Here, the feeds containing substrate, culture medium, and other vital nutrients are loaded into the fermenter, after which the cultured microorganisms are introduced and left to ferment the substrate. The feed solution is continuously introduced into the fermenter on an incremental basis throughout the fermentation process without the removal of the products formed. The products are only removed/extracted at the end of each fermentation process. The amount of working volume is a limiting factor in this process [102].
- Semi-continuous fermentation is sometimes referred to as either repeated fed-batch fermentation or a combination of some features and is notable in the batch and continuous fermentation process. Here, the feed solution is loaded into the fermenter at a constant interval, and the products formed are removed intermittently (not regularly). This process usually requires fixed volume, i.e., the volume of fermented (used) medium removed from the fermenter is usually replaced by an equal volume of fresh feeds at a constant time interval. This practice could help to maintain the growth of microbes for some time, as they get to feed on freshly provided nutrients that replace the already exhausted ones and, also, the intermittent removal of formed products could prevent the fermenting organisms from quickly transiting into the inactive/death phase; hence, an increase in product yield could be achieved. This process allows for an extended fermentation time, and the cycle is not usually terminated until a decline in productivity is detected [103].
- Continuous fermentation, as the name implies, means that the feed solution is continuously loaded into the fermenting vessel and the products formed are constantly removed/extracted. This allows for a longer fermentation time; the cycle is not interrupted like it is in the batch fermentation process. The growth of microorganisms is, therefore, maintained for a long time in the fermenting vessel due to the fresh nutrient supply and the regular removal of products whose accumulation has been reported to be detrimental to fermenting microorganisms. Hence, this process results in higher productivity [104].
6.3.2. Microorganisms for Sugar Fermentation
- Bacteria: the majority of filamentous fungi and yeast are unable to ferment pentose sugars anaerobically, but bacteria are able to convert xylose to ethanol under anaerobic fermentation [106]. Xylose-fermenting bacteria comprise both native and genetically modified strains. During xylose fermentation, bacteria do not form xylitol; instead, they use its enzyme, ‘xylose isomerase’, to convert xylose directly into xylulose, and xylulose is then converted into ethanol through the pentose phosphate pathway (PPP) and the Embden–Meyerhof–Parnas pathway [107]. Examples of pentose-fermenting mesophilic bacteria include Aerobacter hydrophila, E. coli, Clostridium acetobutylicum, Bacillus polymyxa, B. macerans, and Klebsiella pneumonia [108]. Thermophilic anaerobic bacteria have been suggested as promising candidates for the conversion of pentose sugars into ethanol. Some of the species that have been studied include Thermoanaerobacter ethanolicus, T. brockii, T. thermohydrosulfuricus, Thermoanaerobacterium thermosaccharolyticum, and Thermoanaerobacterium saccharolyticum B6A [109]. The benefit of utilizing bacteria, e.g., E. coli ATCC 11303 (pLOI297), for ethanol production is that the process does not need aeration to achieve high productivity, but the downside is the high possibility of contamination since it functions at higher pH. Other disadvantages include its high sensitivity to ethanol inhibition and loss of productivity due to plasmid instability in the course of prolonged operation. Successful large-scale application of bacteria in fermentation is not very certain compared to yeast [110].
- Yeast: yeast is a common and suitable organism for the production of ethanol from sugars. This microorganism has been reported to act favorably in the fermentation of hexose sugars compared to pentose sugars [111]. However, certain strains, such as C. shehatae, Kluveromyces marxianus, P. tannophilus, and P. stipitis, have been evaluated for their ethanol production potential. Several other species of yeast that are able to utilize the five-carbon sugar (xylose) include Clavispora sp., Schizosaccharomyces sp., and Brettanomyces sp. Also included are Debaromyces species, such as D. nepalensis and D. polymorpha, and Candida species, like C. blankii, C. tenius, C. utilis, C. solani, C. tropicalis, C. parapsilosis, and C. friedrichii [108]. Most yeasts are incapable of fermenting xylose directly, so they ferment/utilize xylulose, which is an isomer of xylose. The bacteria enzyme ‘xylose isomerase’ can catalyze the interconversion of xylose and xylulose (isomerization), which is achieved in a single step, whereas yeast utilizes xylose reductase to reduce xylose to xylitol and then makes use of xylitol dehydrogenase to convert xylitol to xylulose. Species of Candida, Kluyveromyces, Brettanomyces, Torulaspora, Pachysolen, Saccharomyces, Hansenula, and Schizosaccharomyces have been recognized as the best ethanol-producing yeast from xylulose [112]. Nutrient medium composition, temperature, aeration rate, and pH are some of the factors that affect xylose-fermenting yeast performance. Some of the benefits associated with the utilization of yeast, e.g., P. stipitis, for the conversion of xylose is that it has high selectivity for ethanol production, unlike bacteria and fungi, which form co-products with ethanol. It is also relatively tolerant to ethanol and low pH, properties that reduce the risk of bacterial contamination. However, the drawback of this organism (xylose-fermenting yeast) is that it requires a small amount of oxygen (≤2 mMol/L-h) to realize high conversion efficiency; it is relatively easy to achieve micro-aeration on the laboratory scale, but it is not easy to achieve in the industrial scale. Another downside of xylose-utilizing yeast is that it presents low volumetric productivities when compared to those obtained with bacteria or glucose-fermenting yeast [110]. Compared to S. cerevisiae, yeast that utilizes pentose sugars is poorly tolerant to ethanol, inhibitor products, and pH, and these attributes can result in low ethanol yield [113,114].
- Filamentous fungi: xylose conversion by fungi has not been extensively studied compared to xylose fermentation by bacteria and yeast [110]. Filamentous fungi, such as Neurospora crassa, Mucor sp., Fusarium oxysporum, Monilia sp., and Paecilomyces sp., have been known to have pentose sugar fermentation potential. One good thing about the fungal process is that it has the capacity to grow on natural plant material, which is usually absent in yeast-based processes. Nonetheless, the fungal system is associated with properties that make its application in ethanol production unpleasant, such as are low volumetric production, the longer time that it takes to ferment (4 days to 8 days), the small oxygen requirement, the high viscosity of fermentation broth, growth in large clumps instead of dispersed single cells, the co-production of acetic acid alongside ethanol as a major end-product, which ultimately leads to reduced ethanol formation, and low tolerance to substrate and product [108].
6.4. Distillation
7. EU Legislation Supporting Advanced Biofuels
8. Industrial Projects/Technology on Advanced Bioethanol
9. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cherubini, F.; Str, A.H. Principles of Biorefining. In Biofuels; Academic Press: Cambridge, MA, USA, 2011. [Google Scholar] [CrossRef]
- Saini, J.K.; Saini, R.; Tewari, L. Lignocellulosic Agriculture Wastes as Biomass Feedstocks for Second-Generation Bioethanol Production: Concepts and Recent Developments. 3Biotech 2015, 5, 337–353. [Google Scholar] [CrossRef] [PubMed]
- Lange, J.; Solutions, S.G. Lignocellulose Conversion: An Introduction to Chemistry. Biofpr 2007, 1, 39–48. [Google Scholar] [CrossRef]
- Rajendran, K.; Drielak, E.; Sudarshan Varma, V.; Muthusamy, S.; Kumar, G. Updates on the Pretreatment of Lignocellulosic Feedstocks for Bioenergy Production—A Review. Biomass Convers. Biorefinery 2018, 8, 471–483. [Google Scholar] [CrossRef]
- Isroi; Ishola, M.M.; Millati, R.; Syamsiah, S.; Cahyanto, M.N.; Niklasson, C.; Taherzadeh, M.J. Structural Changes of Oil Palm Empty Fruit Bunch (OPEFB) after Fungal and Phosphoric Acid Pretreatment. Molecules 2012, 17, 14995–15012. [Google Scholar] [CrossRef] [PubMed]
- IPCC; Chum, H.; Faaij, A.; Moreira, J.; Berndes, G.; Dhamija, P.; Dong, H.; Gabrielle, B.; Eng, A.G.; Cerutti, O.M.; et al. SRREN—Chapter 2—Bioenergy. In Bioenergy; IPCC: Geneva, Switzerland, 2012; pp. 209–332. [Google Scholar]
- Johannesson, A. Swedish District Heating: Reducing the Nation’s CO2 Emissions. Available online: https://www.openaccessgovernment.org/swedish-district-heating-reducing-nations-co2-emissions/33387/ (accessed on 24 March 2024).
- Igwebuike, C.M.; Awad, S.; Olanrewaju, Y.A.; Andrès, Y. The Prospect of Electricity Generation from Biomass in the Developing Countries. Int. J. Smart Grid Clean Energy 2021, 10, 150–156. [Google Scholar] [CrossRef]
- Mukherjee, I.; Sovacool, B.K. Palm Oil-Based Biofuels and Sustainability in Southeast Asia: A Review of Indonesia, Malaysia, and Thailand. Renew. Sustain. Energy Rev. 2014, 37, 1–12. [Google Scholar] [CrossRef]
- FAO/GBEP. A Review of the Current State of Bioenergy Development in G8+5 Countries; FAO: Rome, Italy, 2007. [Google Scholar]
- International Energy Agency (IEA); Organisation for Economic Co-operation and Development (OECD). Biomass for Power Generation and CHP. In IEA Energy Technology Essentials; OECD/IEA: Paris, France, 2007; pp. 1–4. [Google Scholar]
- Marquardt, W.; Harwardt, A.; Hechinger, M.; Kraemer, K.; Viell, J.; Voll, A. The Biorenewables Opportunity—Toward Next Generation Process and Product Systems. AIChE J. 2010, 56, 2228–2235. [Google Scholar] [CrossRef]
- Bajpai, P. Pretreatment of Lignocellulosic Biomass for Biofuel Production. Green Chem. Sustain. 2016, 34, 86. [Google Scholar] [CrossRef]
- McKendry, P. Energy Production from Biomass (Part 1): Overview of Biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef]
- Bajpai, P. Wood and Fiber Fundamentals; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 9780128142400. [Google Scholar] [CrossRef]
- Holtzapple, M.T. HEMICELLULOSES. In Encyclopedia of Food Sciences and Nutrition; Elsevier: Amsterdam, The Netherlands, 2003; pp. 3060–3071. [Google Scholar]
- Kang, Q.; Appels, L.; Tan, T.; Dewil, R. Bioethanol from Lignocellulosic Biomass: Current Findings Determine Research Priorities. Sci. World J. 2014, 2014, 298153. [Google Scholar] [CrossRef]
- Tutt, M.; Olt, J. Suitability of Various Plant Species for Bioethanol Production. Agron. Res. 2011, 9, 261–267. [Google Scholar]
- Zoghlami, A.; Paës, G. Lignocellulosic Biomass: Understanding Recalcitrance and Predicting Hydrolysis. Front. Chem. 2019, 7, 874. [Google Scholar] [CrossRef]
- Alam, M.M.; Maniruzzaman, M.; Morshed, M.M. Application and Advances in Microprocessing of Natural Fiber (Jute)-Based Composites; Elsevier: Amsterdam, The Netherlands, 2014; Volume 7, ISBN 9780080965338. [Google Scholar]
- Walker, G.M. Bioethanol: Science and Technology of Fuel Alcohol; Bookboon: Loughborough, UK, 2012; ISBN 9788776816810. [Google Scholar]
- Lee, W.G.; Lee, J.S.; Shin, C.S.; Park, S.C.; Chang, H.N.; Chang, Y.K. Ethanol Production Using Concentrated Oak Wood Hydrolysates and Methods to Detoxify. Appl. Biochem. Biotechnol.-Part A Enzym. Eng. Biotechnol. 1999, 77–79, 547–559. [Google Scholar] [CrossRef]
- El-gendy, N.S.; Madian, H.R.; Nassar, H.N. Response Surface Optimization of the Thermal Acid Pretreatment of Sugar Beet Pulp for Bioethanol Production Using Trichoderma Viride and Saccharomyces Cerevisiae. Recent Pat. Biotechnol. 2015, 9, 50–62. [Google Scholar] [CrossRef]
- Rath, S.; Jena, S.; Murugesan, V.P. Direct Ethanol Production by Pretreatment of Lignocellulosic Biomass Using Neurospora Crassa. Glob. J. Appl. Agric. Res. 2011, 1, 33–41. [Google Scholar]
- Kandanelli, R.; Thulluri, C.; Mangala, R.; Rao, P.V.C.; Gandham, S.; Velankar, H.R. A Novel Ternary Combination of Deep Eutectic Solvent-Alcohol (DES-OL) System for Synergistic and Efficient Delignification of Biomass. Bioresour. Technol. 2018, 265, 573–576. [Google Scholar] [CrossRef] [PubMed]
- Chongkhong, S.; Tongurai, C. Optimization of Glucose Production from Corncob by Microwave-Assisted Alkali Pretreatment and Acid Hydrolysis. Songklanakarin J. Sci. Technol. 2018, 40, 555–562. [Google Scholar]
- Guerrero, A.B.; Ballesteros, I.; Ballesteros, M. The Potential of Agricultural Banana Waste for Bioethanol Production. Fuel 2018, 213, 176–185. [Google Scholar] [CrossRef]
- Aruwajoye, G.S.; Faloye, F.D.; Kana, E.G. Soaking Assisted Thermal Pretreatment of Cassava Peels Wastes for Fermentable Sugar Production: Process Modelling and Optimization. Energy Convers. Manag. 2017, 150, 558–566. [Google Scholar] [CrossRef]
- Wawro, A.; Batog, J.; Gieparda, W. Chemical and Enzymatic Treatment of Hemp Biomass for Bioethanol Production. Appl. Sci. 2019, 9, 5348. [Google Scholar] [CrossRef]
- Ramgopal, Y.N. A Study on Production of Pulp from Ground Nut Shells. Int. J. Sci. Eng. Res. 2016, 7, 423–428. [Google Scholar]
- Öhgren, K.; Bura, R.; Lesnicki, G.; Saddler, J.; Zacchi, G. A Comparison between Simultaneous Saccharification and Fermentation and Separate Hydrolysis and Fermentation Using Steam-Pretreated Corn Stover. Process Biochem. 2007, 42, 834–839. [Google Scholar] [CrossRef]
- Liu, X.; Xu, W.; Mao, L.; Zhang, C.; Yan, P.; Xu, Z.; Zhang, Z.C. Lignocellulosic Ethanol Production by Starch-Base Industrial Yeast under PEG Detoxification. Sci. Rep. 2016, 6, 20361. [Google Scholar] [CrossRef] [PubMed]
- Raud, M.; Kesperi, R.; Oja, T.; Olt, J.; Kikas, T. Utilization of Urban Waste in Bioethanol Production: Potential and Technical Solutions. Agron. Res. 2014, 12, 397–406. [Google Scholar]
- Singh, A.; Srivastava, S.; Rathore, D.; Pant, D. Environmental Microbiology and Biotechnology: Volume 2: Bioenergy and Environmental Health; Springer: Singapore, 2020; pp. 1–364. [Google Scholar] [CrossRef]
- Igwebuike, C.M.; Oyegoke, T. Decarbonizing Our Environment via the Promotion of Biomass Methanation in Developing Nations: A Waste Management Tool. Pure Appl. Chem. 2024, 2023, 1–20. [Google Scholar] [CrossRef]
- Alam, F.; Date, A.; Rasjidin, R.; Mobin, S.; Moria, H.; Baqui, A. Biofuel from Algae-Is It a Viable Alternative? Procedia Eng. 2012, 49, 221–227. [Google Scholar] [CrossRef]
- Meneses, L.R.; Raud, M.; Kikas, T. Second-Generation Bioethanol Production: A Review of Strategies for Waste Valorisation Second-Generation Bioethanol Production: A Review of Strategies for Waste Valorisation; CABI: Wallingford, UK, 2017. [Google Scholar]
- Fao.org. The State of Food and Agriculture, 2008; FAO: Rome, Italy, 2008; ISBN 9789251059807. [Google Scholar]
- Nigam, P.S.; Singh, A. Production of Liquid Biofuels from Renewable Resources. Prog. Energy Combust. Sci. 2011, 37, 52–68. [Google Scholar] [CrossRef]
- Voloshin, R.A.; Rodionova, M.V.; Zharmukhamedov, S.K.; Nejat Veziroglu, T.; Allakhverdiev, S.I. Review: Biofuel Production from Plant and Algal Biomass. Int. J. Hydrogen Energy 2016, 41, 17257–17273. [Google Scholar] [CrossRef]
- REN21. Renewables 2015 Global Status Report; REN21 Secretariat: Paris, France, 2015. [Google Scholar]
- Igwebuike, C.M. Biodiesel: Analysis of Production, Efficiency, Economics and Sustainability in Nigeria. Clean Technol. Recycl. 2023, 3, 92–106. [Google Scholar] [CrossRef]
- Lee, R.A.; Lavoie, J.-M. From First- to Third-Generation Biofuels: Challenges of Producing a Commodity from a Biomass of Increasing Complexity. Anim. Front. 2013, 3, 6–11. [Google Scholar] [CrossRef]
- Naqvi, M.; Yan, J. First-Generation Biofuels. In Handbook of Clean Energy Systems; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 1–18. [Google Scholar] [CrossRef]
- Naik, S.N.; Goud, V.V.; Rout, P.K.; Dalai, A.K. Production of First and Second Generation Biofuels: A Comprehensive Review. Renew. Sustain. Energy Rev. 2010, 14, 578–597. [Google Scholar] [CrossRef]
- Patil, V.; Tran, K.Q.; Giselrød, H.R. Towards Sustainable Production of Biofuels from Microalgae. Int. J. Mol. Sci. 2008, 9, 1188–1195. [Google Scholar] [CrossRef] [PubMed]
- Aro, E.M. From First Generation Biofuels to Advanced Solar Biofuels. Ambio 2016, 45, 24–31. [Google Scholar] [CrossRef] [PubMed]
- Mohr, A.; Raman, S. Lessons from First Generation Biofuels and Implications for the Sustainability Appraisal of Second Generation Biofuels. Effic. Sustain. Biofuel Prod. Environ. Land-Use Res. 2015, 63, 281–310. [Google Scholar] [CrossRef] [PubMed]
- Pauly, M.; Keegstra, K. Cell-Wall Carbohydrates and Their Modification as a Resource for Biofuels. Plant J. 2008, 54, 559–568. [Google Scholar] [CrossRef] [PubMed]
- Bajpai, P. Third Generation Biofuels; Springer: Singapore, 2019; p. 87. [Google Scholar] [CrossRef]
- Alam, F.; Mobin, S.; Chowdhury, H. Third Generation Biofuel from Algae. Procedia Eng. 2015, 105, 763–768. [Google Scholar] [CrossRef]
- Li-Beisson, Y.; Peltier, G. Third-Generation Biofuels: Current and Future Research on Microalgal Lipid Biotechnology. OCL-Oilseeds Fats Crop. Lipids 2013, 20, D606. [Google Scholar] [CrossRef]
- Bac-To-Fuel Global Biofuel Overview during Pandemic. Available online: http://bactofuel.eu/global-biofuel-overview-during-pandemic/ (accessed on 15 December 2022).
- How Much Ethanol Is in Gasoline and How Does It Affect Fuel Economy? Available online: https://www.eia.gov/tools/faqs/faq.php?id=27&t=4 (accessed on 25 March 2024).
- Fulton, L. Biofuels for Transport; OECD: Paris, France, 2004; p. 216. [Google Scholar] [CrossRef]
- Radovanović, M. Strategic Priorities of Sustainable Energy Development; Academic Press: Cambridge, MA, USA, 2023; ISBN 9780128210864. [Google Scholar]
- Puppán, D. Environmental Evaluation of Biofuels. Period. Polytech. Soc. Manag. Sci. 2002, 10, 95–116. [Google Scholar]
- Neelakandan, T.; Usharani, G.; Nagar, A. Optimization and Production of Bioethanol from Cashew Apple Juice Using Immobilized Yeast Cells by Saccharomyces Cerevisiae. Am. J. Sustain. Agric. 2009, 4, 85–88. [Google Scholar]
- Dinneen, B. Ethanol Industry Outlook 2017: Building Partnerships and Growing Markets, Washington, DC. RFA 2017. 2017. Available online: https://d35t1syewk4d42.cloudfront.net/file/27/Ethanol-Industry-Outlook-2017.pdf (accessed on 6 March 2024).
- Rozenfelde, L.; Puíe, M.; Krûma, I.; Poppele, I.; Matjuðkova, N.; Vederòikovs, N.; Rapoport, A. Enzymatic Hydrolysis of Lignocellulose for Bioethanol Production. Proc. Latv. Acad. Sci. Sect. B Nat. Exact. Appl. Sci. 2017, 71, 275–279. [Google Scholar] [CrossRef]
- Balat, M. Global Bio-Fuel Processing and Production Trends. Energy Explor. Exploit. 2007, 25, 195–218. [Google Scholar] [CrossRef]
- Schnepf, R. CRS Report for Congress and Agriculture: An Overview. Available online: https://www.everycrsreport.com/files/20060316_RS22404_6cc96b94c1bb5920bcd26b8eab4ba16657622307.pdf (accessed on 6 March 2024).
- Dufey, A. Biofuels Production, Trade and Sustainable Development: Emerging Issues; International Institute for Environment and Development: London, UK, 2006. [Google Scholar]
- Sönnichsen, N. Leading Producers of Fuel Ethanol in the EU 2021–2022. Available online: https://www.statista.com/statistics/1295937/leading-fuel-ethanol-producers-in-the-eu/#statisticContainer (accessed on 14 October 2022).
- Kumar NV, L.; Dhavala, P.; Goswami, A.; Maithel, S. Liquid Biofuels in South Asia: Resources and Technologies. Asian Biotechnol. Dev. Rev. 2006, 8, 31–49. [Google Scholar]
- Himmel, M.E.; Picataggio, S.K. Our Challenge Is to Acquire Deeper Understanding of Biomass Recalcitrance and Conversion. In Biomass Recalcitrance Deconstructing Plant Cell Wall Bioenergy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009; pp. 1–6. [Google Scholar] [CrossRef]
- Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y.Y.; Holtzapple, M.; Ladisch, M. Features of Promising Technologies for Pretreatment of Lignocellulosic Biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Cheng, J. Hydrolysis of Lignocellulosic Materials for Ethanol Production: A Review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Tivana, L.D. Cassava Processing: Safety and Protein Fortification; Lund University: Lund, Sweden, 2012; ISBN 9789197812252. [Google Scholar]
- Abdullahi, M.; Oyeleke, S.B.; Egwim, E. Pretreatment and Hydrolysis of Cassava Peels for Fermentable Sugar Production. Asian J. Biochem. 2014, 9, 65–70. [Google Scholar] [CrossRef]
- Hassan, S.S.; Williams, G.A.; Jaiswal, A.K. Emerging Technologies for the Pretreatment of Lignocellulosic Biomass. Bioresour. Technol. 2018, 262, 310–318. [Google Scholar] [CrossRef]
- Kucharska, K.; Rybarczyk, P.; Hołowacz, I.; Łukajtis, R.; Glinka, M.; Kamiński, M. Pretreatment of Lignocellulosic Materials as Substrates for Fermentation Processes. Molecules 2018, 23, 2937. [Google Scholar] [CrossRef]
- Aslanzadeh, S.; Ishola, M.M.; Richards, T.; Taherzadeh, M.J. An Overview of Existing Individual Unit Operations; Elsevier B.V.: Amsterdam, The Netherlands, 2014; ISBN 9780444595041. [Google Scholar]
- Kumar, P.; Barrett, D.M.; Delwiche, M.J.; Stroeve, P. Methods for Pretreatment of Lignocellulosic Biomass for Efficient Hydrolysis and Biofuel Production. Ind. Eng. Chem. Res. 2009, 48, 3713–3729. [Google Scholar] [CrossRef]
- Peral, C. Biomass Pretreatment Strategies (Technologies, Environmental Performance, Economic Considerations, Industrial Implementation); Elsevier Inc.: Amsterdam, The Netherlands, 2016; ISBN 9780128036488. [Google Scholar]
- Pielhop, T.; Amgarten, J.; Von Rohr, P.R.; Studer, M.H. Steam Explosion Pretreatment of Softwood: The Effect of the Explosive Decompression on Enzymatic Digestibility. Biotechnol. Biofuels 2016, 9, 152. [Google Scholar] [CrossRef] [PubMed]
- Velmurugan, B.; Narra, M.; Rudakiya, D.M.; Madamwar, D. Sweet Sorghum: A Potential Resource for Bioenergy Production; Elsevier Inc.: Amsterdam, The Netherlands, 2020; ISBN 9780128189962. [Google Scholar]
- Dalena, F.; Senatore, A.; Tursi, A.; Basile, A. Bioenergy Production from Second- and Third-Generation Feedstocks; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; ISBN 9780081010266. [Google Scholar]
- Shahbazi, A.; Zhang, B. Dilute and Concentrated Acid Hydrolysis of Lignocellulosic Biomass. In Bioalcohol Production: Biochemical Conversion of Lignocellulosic Biomass; Woodhead Publishing: Cambridge, UK, 2010; pp. 143–158. [Google Scholar] [CrossRef]
- Hu, L.; Lin, L.; Wu, Z.; Zhou, S.; Liu, S. Chemocatalytic Hydrolysis of Cellulose into Glucose over Solid Acid Catalysts. Appl. Catal. B Environ. 2015, 174–175, 225–243. [Google Scholar] [CrossRef]
- Boundless Heterogeneous Catalysis. Available online: http://kolibri.teacherinabox.org.au/modules/en-boundless/www.boundless.com/chemistry/textbooks/boundless-chemistry-textbook/chemical-kinetics-13/catalysis-102/heterogeneous-catalysis-430-4700/index.html (accessed on 26 October 2022).
- Farnetti, E.; Di Monte, R.; Kašpar, J. Homogeneous and Heterogeneous Catalysis. In Inorganic and Bio-Inorganic Chemistry—Volume II; Eolss Publishers Co, Ltd.: Oxford, UK, 2009. [Google Scholar]
- Ramos, M.; Dias, A.P.S.; Puna, J.F.; Gomes, J.; Bordado, J.C. Biodiesel Production Processes and Sustainable Raw Materials. Energies 2019, 12, 4408. [Google Scholar] [CrossRef]
- Yoonan, K.; Kongkiattikajorn, J. A Study of Optimal Conditions for Reducing Sugars Production from Cassava Peels by Dilute Acid and Enzymes. Kasetsart J. Nat. Sci. 2004, 35, 29–35. [Google Scholar]
- Bhat, M.K.; Bhat, S. Cellulose Degrading Enzymes and Their Potential Industrial Applications. Biotechnol. Adv. 1997, 15, 583–620. [Google Scholar] [CrossRef] [PubMed]
- Godoy, M.G.; Amorim, G.M.; Barreto, M.S.; Freire, D.M.G. Agricultural Residues as Animal Feed: Protein Enrichment and Detoxification Using Solid-State Fermentation; Elsevier B.V.: Amsterdam, The Netherlands, 2018; ISBN 9780444639905. [Google Scholar]
- Verma, D.; Satyanarayana, T. Molecular Approaches for Ameliorating Microbial Xylanases. Bioresour. Technol. 2012, 117, 360–367. [Google Scholar] [CrossRef] [PubMed]
- Belancic, A.; Scarpa, J.; Peirano, A.; Díaz, R.; Steiner, J.; Eyzaguirre, J. Penicillium Purpurogenum Produces Several Xylanases: Purification and Properties of Two of the Enzymes. J. Biotechnol. 1995, 41, 71–79. [Google Scholar] [CrossRef] [PubMed]
- Ghasemzadeh, K.; Jalilnejad, E.; Basile, A. Production of Bioalcohol and Biomethane; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; ISBN 9780081010266. [Google Scholar]
- Lamichhane, G.; Acharya, A.; Poudel, D.K.; Aryal, B.; Gyawali, N.; Niraula, P.; Phuyal, S.R.; Budhathoki, P.; Bk, G.; Parajuli, N. Recent Advances in Bioethanol Production from Lignocellulosic Biomass. Int. J. Green Energy 2021, 18, 731–744. [Google Scholar] [CrossRef]
- Zabed, H.; Sahu, J.N.; Suely, A.; Boyce, A.N.; Faruq, G. Bioethanol Production from Renewable Sources: Current Perspectives and Technological Progress. Renew. Sustain. Energy Rev. 2017, 71, 475–501. [Google Scholar] [CrossRef]
- Zaldivar, J.; Martinez, A.; Ingram, L.O. Effect of Selected Aldehydes on the Growth and Fermentation of Ethanologenic Escherichia coli. Biotechnol. Bioeng. 1999, 65, 24–33. [Google Scholar] [CrossRef]
- Lenihan, P.; Orozco, A.; Neill, E.O.; Ahmad, M.N.M.; Rooney, D.W.; Walker, G.M. Dilute Acid Hydrolysis of Lignocellulosic Biomass. Chem. Eng. J. 2010, 156, 395–403. [Google Scholar] [CrossRef]
- Bensah, E.C.; Mensah, M.Y. Alkali and Glycerol Pretreatment of West African Biomass for Production of Sugars and Ethanol. Bioresour. Technol. Rep. 2019, 6, 123–130. [Google Scholar] [CrossRef]
- van der Pol, E.; Bakker, R.; van Zeeland, A.; Sanchez Garcia, D.; Punt, A.; Eggink, G. Analysis of By-Product Formation and Sugar Monomerization in Sugarcane Bagasse Pretreated at Pilot Plant Scale: Differences between Autohydrolysis, Alkaline and Acid Pretreatment. Bioresour. Technol. 2015, 181, 114–123. [Google Scholar] [CrossRef] [PubMed]
- Pereira, J.P.C.; Verheijen, P.J.T.; Straathof, A.J.J. Growth Inhibition of S. cerevisiae, B. subtilis, and E. coli by Lignocellulosic and Fermentation Products. Appl. Microbiol. Biotechnol. 2016, 100, 9069–9080. [Google Scholar] [CrossRef]
- van der Pol, E.C.; Bakker, R.R.; Baets, P.; Eggink, G. By-Products Resulting from Lignocellulose Pretreatment and Their Inhibitory Effect on Fermentations for (Bio)Chemicals and Fuels. Appl. Microbiol. Biotechnol. 2014, 98, 9579–9593. [Google Scholar] [CrossRef]
- Palmqvist, E.; Grage, H.; Meinander, N.Q.; Hahn-Hägerdal, B. Main and Interaction Effects of Acetic Acid, Furfural, and p- Hydroxybenzoic Acid on Growth and Ethanol Productivity of Yeasts. Biotechnol. Bioeng. 1999, 63, 46–55. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Gustafsson, L.; Niklasson, C.; Lidén, G. Physiological Effects of 5-Hydroxymethylfurfural on Saccharomyces Cerevisiae. Appl. Microbiol. Biotechnol. 2000, 53, 701–708. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Karimi, K. Fermentation Inhibitors in Ethanol Processes and Different Strategies to Reduce Their Effects, 1st ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2011; ISBN 9780123850997. [Google Scholar]
- Delgenes, J.P.; Moletta, R.; Navarro, J.M. Effects of Lignocellulose Degradation Products on Ethanol Fermentations of Glucose and Xylose by Saccharomyces Cerevisiae, Zymomonas Mobilis, Pichia Stipitis, and Candida Shehatae. Enzyme Microb. Technol. 1996, 19, 220–225. [Google Scholar] [CrossRef]
- Yang, Y.; Sha, M. A Beginner’s Guide to Bioprocess Modes—Batch, Fed-Batch and Continuous Fermentation; Eppendorf: Shanghai, China, 2019; pp. 1–16. Available online: https://www.eppendorf.com/ (accessed on 25 August 2020).
- Zohri, A.-N.A.; Ragab, S.W.; Mekawi, M.I.; Mostafa, O.A.A. Comparison between Batch, Fed-Batch, Semi-Continuous and Continuous Techniques for Bio-Ethanol Production from a Mixture of Egyptian Cane and Beet Molasses. Egypt. Sugar J. 2017, 9, 89–111. [Google Scholar]
- Ishizaki, H.; Hasumi, K. Ethanol Production from Biomass. In Research Approaches to Sustainable Biomass Systems; Elsevier: Amsterdam, The Netherlands, 2014; pp. 243–258. ISBN 9780124046092. [Google Scholar]
- Fred, W.H.B.; Peterson, A.; Davenport, E. Fermentation Characteristics of Certain Pentose-Destroying Bacteria; Elsevier: Amsterdam, The Netherlands, 1920. [Google Scholar]
- Chandel, A.K.; Chandrasekhar, G.; Radhika, K.; Ravinder, R. Bioconversion of Pentose Sugars into Ethanol: A Review and Future Directions. Biotechnol. Mol. Biol. Rev. 2011, 6, 8–20. [Google Scholar]
- Singla, A.; Paroda, S.; Dhamija, S.S.; Goyal, S.; Shekhawat, K.; Amachi, S.; Inubushi, K. Bioethanol Production from Xylose: Problems and Possibilities. J. Biofuels 2012, 3, 1. [Google Scholar] [CrossRef]
- Mishra, A.; Singh, P. Microbial Pentose UtiIization; Elsevier Science: Amsterdam, The Netherlands, 1993; p. 39. [Google Scholar]
- Sommer, P.; Georgieva, T.; Ahring, B.K. Potential for Using Thermophilic Anaerobic Bacteria for Bioethanol Production from Hemicellulose. Biochem. Soc. Trans. 2004, 32, 283–289. [Google Scholar] [CrossRef]
- Mc Millan, J.D. Xylose Fermentation to Ethanol: A Review; NREL/TP-421-4944; National Renewable Energy Laboratory: Golden, CO, USA, 1993; p. 51. [Google Scholar]
- Saloheimo, A.; Rauta, J.; Stasyk, O.V.; Sibirny, A.A.; Penttilä, M.; Ruohonen, L. Xylose Transport Studies with Xylose-Utilizing Saccharomyces Cerevisiae Strains Expressing Heterologous and Homologous Permeases. Appl. Microbiol. Biotechnol. 2007, 74, 1041–1052. [Google Scholar] [CrossRef]
- Skoog, K.; Hahn-Hägerdal, B. Xylose Fermentation. Enzyme Microb. Technol. 1988, 10, 66–80. [Google Scholar] [CrossRef]
- Hahn-Hägerdal, B.; Karhumaa, K.; Fonseca, C.; Spencer-Martins, I.; Gorwa-Grauslund, M.F. Towards Industrial Pentose-Fermenting Yeast Strains. Appl. Microbiol. Biotechnol. 2007, 74, 937–953. [Google Scholar] [CrossRef]
- Hahn-Hägerdal, B.; Jeppsson, H.; Skoog, K.; Prior, B.A. Biochemistry and Physiology of Xylose Fermentation by Yeasts. Enzyme Microb. Technol. 1994, 16, 933–943. [Google Scholar] [CrossRef]
- Fernández-Sandoval, M.T.; Galíndez-Mayer, J.; Bolívar, F.; Gosset, G.; Ramírez, O.T.; Martinez, A. Xylose-Glucose Co-Fermentation to Ethanol by Escherichia coli Strain MS04 Using Single- and Two-Stage Continuous Cultures under Micro-Aerated Conditions. Microb. Cell Fact. 2019, 18, 145. [Google Scholar] [CrossRef] [PubMed]
- Mohd Azhar, S.H.; Abdulla, R.; Jambo, S.A.; Marbawi, H.; Gansau, J.A.; Mohd Faik, A.A.; Rodrigues, K.F. Yeasts in Sustainable Bioethanol Production: A Review. Biochem. Biophys. Rep. 2017, 10, 52–61. [Google Scholar] [CrossRef]
- Ciani, M.; Comitini, F.; Mannazzu, I. Fermentation. In Encyclopedia of Ecology; Elsevier: Amsterdam, The Netherlands, 2008; pp. 1548–1557. [Google Scholar] [CrossRef]
- Onuki, S.; Koziel, J.A.; Van Leeuwen, J.; Jenks, W.S.; Greweii, D.; Cai, L. Ethanol Production, Purification, and Analysis Techniques: A Review. Am. Soc. Agric. Biol. Eng. Annu. Int. Meet. ASABE 2008, 12, 7210–7221. [Google Scholar] [CrossRef]
- Pribic, P.; Roza, M.; Zuber, L. How to Improve the Energy Savings in Distillation and Hybrid Distillation-Pervaporation Systems. Sep. Sci. Technol. 2006, 41, 2581–2602. [Google Scholar] [CrossRef]
- Iqbal, A.; Ahmad, S.A. Overview of Enhanced Distillations. Int. J. Adv. Res. Sci. Eng. 2015, 4, 263–270. [Google Scholar]
- European Union. Biofuel Mandates in the EU by Member State—2022; USDA GAIN: Washington, DC, USA, 2022. [Google Scholar]
- Giuntoli, J. Advanced Biofuel Policies in Select EU Member States: 2018 Update; ICCT: Washington, DC, USA, 2018. [Google Scholar]
- Giuntoli, J. Final Recast Renewable Energy Directive for 2021–2030 in the European Union; ICCT: Washington, DC, USA, 2018. [Google Scholar]
- Martin, J. Project Liberty: Launch of an Integrated Bio-Refinery with Eco-Sustainable and Renewable Technologies. Conversion of Corn Stover Biomass to Bio-Ethanol, Final Report; USDOE Office of Energy Efficiency and Renewable Energy (EERE), Transportation Office; Bioenergy Technologies Office: Golden, CO, USA, 2021.
- 2G Ethanol. Available online: https://www.granbio.com.br/en/net-zero-solutions/etanol-2g/about-ethanol/ (accessed on 25 March 2024).
- de Marignan, A.-L.; PonceletP, A.; Fulgoni, P. 2nd Generation Biofuels: An Industrial First For French FuturolTM Technology. Available online: https://www.ifpenergiesnouvelles.com/article/2nd-generation-biofuels-industrial-first-french-futuroltm-technology (accessed on 25 June 2020).
- Garriga, C. FuturolTM—Simple, Integrated Cellulosic Ethanol Production Technology. Available online: https://www.axens.net/product/process-licensing/20121/futurol.html (accessed on 5 August 2020).
- Projet-Futurol The Futurol Project. Available online: https://www.etipbioenergy.eu/images/frederic-martel.pdf (accessed on 25 June 2020).
- Renewables Clariant Constructs Sunliquid® Bioethanol Plant in Romania. Available online: https://www.fuelsandlubes.com/clariant-constructs-sunliquid-bioethanol-plant-romania/ (accessed on 30 June 2020).
- Sunliquid® Sunliquid®—An Efficient Production Process for Cellulosic Ethanol. Available online: https://sunliquid-project-fp7.eu/wp-content/uploads/2014/09/factsheet_sunliquid_en.pdf (accessed on 30 June 2020).
- Domsjö Fabriker. Available online: http://www.domsjo.adityabirla.com/en/sidor/Media.aspx (accessed on 6 March 2024).
- Winter, L. We Make More from the Tree; Domsjö Fabriker Biorefinery: Örnsköldsvik, Sweden, 2018.
- Gírio, F.; Fonseca, C. Final Report Summary—PROETHANOL2G (Integration of Biology and Engineering into an Economical and Energy-Efficient 2G Bioethanol Biorefinery); European Commission: Brussels, Belgium, 2015. [Google Scholar]
- ProEthanol2G On to Second-Generation Bioethanol. Available online: https://ec.europa.eu/programmes/horizon2020/en/news/second-generation-bioethanol (accessed on 8 October 2020).
- Carvalho, A.C. Integration of Biology and Engineering into an Economical and Energy-Efficient 2G Bioethanol Biorefinery. Available online: https://cordis.europa.eu/project/id/251151 (accessed on 18 October 2022).
- Bredal, T.H. 12 Million More for Borregaard Research. Available online: https://www.borregaard.com/company/news-archive/12-million-more-for-borregaard-research/ (accessed on 2 February 2023).
- Robek, A. Borregaard’s BALI TM Process Reaches Technical Readiness Level 7 as BIOFOREVER Project. Advances. Available online: http://news.bio-based.eu/borregaards-balitm-process-reaches-technical-readiness-level-7-as-bioforever-project-advances/ (accessed on 12 May 2021).
- Gregg, J.S.; Bolwig, S.; Hansen, T.; Solér, O.; Ben Amer-Allam, S.; Viladecans, J.P.; Klitkou, A.; Fevolden, A. Value Chain Structures That Define European Cellulosic Ethanol Production. Sustainability 2017, 9, 118. [Google Scholar] [CrossRef]
- Rødsrud, G.; Lersch, M.; Sjöde, A. History and Future of World’s Most Advanced Biorefinery in Operation. Biomass Bioenergy 2012, 46, 46–59. [Google Scholar] [CrossRef]
- Chempolis Seals Deal for Indian Biorefinery. Available online: https://chempolis.com/chempolis-seals-deal-for-indian-biorefinery/ (accessed on 16 July 2020).
- Anttila, J. Indian-European Joint Venture for the First Commercial Scale Cellulosic Biorefinery in Asia; Chempolis: Oulu, Finland, 2019. [Google Scholar]
- Milanese, S.D. Versalis: Biomass Power Plant Restarted at Crescentino and Bioethanol Production Onstream within the First Half of the Year. Available online: https://www.eni.com/en-IT/media/press-release/2020/02/versalis-biomass-power-plant-restarted-at-crescentino-and-bioethanol-production-onstream-within-the-first-half-of-the-year.html (accessed on 1 July 2020).
- Ferrari, D. Versalis Restarts Biomass Power Plant at Crescentino Biorefinery and Expects Bioethanol Production Later This Year. Available online: https://bioenergyinternational.com/biochemicals-materials/versalis-restarts-biomass-power-plant-at-crescentino-biorefinery-and-expects-bioethanol-production-later-this-year (accessed on 1 July 2020).
- Pescarolo, S. Case Study on the First Advanced Industrial Demonstration Bioethanol Plant in the EU, and How It Was Financed; ETIP Bioenergy: Aarhus, Denmark, 2013; pp. 1–14. [Google Scholar]
- Piero, O. Crescentino Biorefinery—PROESATM, Italy. Technology Demo/Industrial Scale Implementation; IEA Bioenergy: Äänekoski, Finland, 2018. [Google Scholar]
- Biochemtex. A New Era Begins-Crescentino: World’s First Advanced Biofuels Facility. Available online: https://www.etipbioenergy.eu/images/crescentino-presentation.pdf (accessed on 3 July 2020).
- Research and Development in the Seaweed Industry. Available online: https://news.algaeworld.org/2020/03/seaweed-the-new-ethanol/ (accessed on 6 July 2020).
- von Keitz, M. Macroalgae Research Inspiring Novel Energy Resources (MARINER) Program Overview. Arpa·e 2017, 313, 19. [Google Scholar]
- TATA. TATA Projects Wins Order for Bioethanol Plant in India. Available online: https://biofuels-news.com/news/tata-projects-wins-order-for-bioethanol-plant-in-india/ (accessed on 25 June 2020).
- Project Overview. Available online: https://www.lignoflag-project.eu/lignoflag-project/overview/ (accessed on 30 June 2020).
- Equity Bulls. IOCL’s 2G Ethanol Bio-Refinery Based on Praj’s Technology Inaugurated by Prime Minister Modi; Praj: Pune, India, 2022. [Google Scholar]
- Praj Industries Ltd. In Brief Process Description of 2G Ethanol Process for Indian Oil Corporation Limited, India; Praj: Pune, India, 2018.
- Valmet Valmet to Supply Automation to AustroCel’ s New Bioethanol Plant in Hallein, Austria. Available online: https://www.globenewswire.com/news-release/2020/05/05/2027274/0/en/Valmet-to-supply-automation-to-AustroCel-s-new-bioethanol-plant-in-Hallein-Austria.html#:~:text=Valmetwillsupplyautomationto,biofueltoreplacefossilfuel (accessed on 1 July 2020).
- Dugandzic, I. Austrocel to Kick off Bioethanol Production at the End of Year. Available online: https://www.euwid-paper.com/news/markets/austrocel-to-kick-off-bioethanol-production-at-the-end-of-year/ (accessed on 25 February 2023).
- Bacovsky, D.; Matschegg, D.; Kourkoumpas, D.; Tzelepi, V.; Sagani, A. BIOFIT Case Study Report AustroCel Hallein; Bioenergy and Sustainable Technologies GmbH: Wieselburg-Land, Austria, 2021; pp. 1–47. [Google Scholar]
- Mäki, E.; Saastamoinen, H.; Melin, K.; Matschegg, D.; Pihkola, H. Drivers and Barriers in Retrofitting Pulp and Paper Industry with Bioenergy for More Efficient Production of Liquid, Solid and Gaseous Biofuels: A Review. Biomass Bioenergy 2021, 148, 106036. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass | Cellulose (%) | Hemicellulose (%) | Lignin (%) | References |
|---|---|---|---|---|
| Oak wood | 49.3 | 25.9 | 21.7 | [22] |
| Sugar beet pulp | 20.71 | 14.98 | 3.96 | [23] |
| Sugarcane bagasse | 50 | 25 | 25 | [24] |
| Rice straw | 34.6 | 27.7 | 17.6 | [25] |
| Rice husk | 33.4 | 22.1 | 22.8 | [25] |
| Wheat straw | 33.5 | 24.6 | 19 | [25] |
| Oil palm empty fruit bunches | 39.13 | 23.04 | 34.37 | [5] |
| Corncobs | 22.1 | 9.6 | 6.0 | [26] |
| Banana rachis | 26.1 | 11.2 | 10.8 | [27] |
| Banana pseudostem | 20.1 | 9.6 | 10.1 | [27] |
| Cassava peels | 9.05 | 7.50 | 9.16 | [28] |
| Tygra hemp | 50.82 | 27.79 | 14.68 | [29] |
| Groundnut shell | 35.7 | 18.7 | 30.2 | [30] |
| Corn stover | 36.1 | 21.4 | 17.2 | [31] |
| Poplar | 42.34 | 15.23 | 25.40 | [32] |
| Waste from urban greening | 22.96 | 6.86 | 22.73 | [33] |
| Spring leaves | 21.06 | 6.00 | 27.74 | [33] |
| Autumn leaves | 14.54 | 8.45 | 11.16 | [33] |
| Jerusalem artichoke | 25.99 | 4.50 | 5.70 | [18] |
| Energy grass | 37.85 | 27.33 | 9.65 | [18] |
| Sunflower | 34.06 | 5.18 | 7.72 | [18] |
| Silage | 39.27 | 25.96 | 9.02 | [18] |
| Miscanthus saccharifloris | 42.00 | 30.15 | 7.00 | [18] |
| Reed | 49.40 | 31.50 | 8.74 | [18] |
| Secondary Biofuels | Benefits | Issues |
|---|---|---|
| First generation |
|
|
| Second generation |
|
|
| Third generation |
|
|
| Pretreatment Methods | Objectives | Advantages | Disadvantages | References |
|---|---|---|---|---|
| Physical | To reduce biomass size and decrease crystallinity | Green pretreatment (rarely forms inhibitory product); improves hydrolysis rate | Energy intensive, not economically viable, and unable to remove/alter lignin | [73,74] |
| Chemical | To break down/solubilize/remove lignin and hemicellulose and increase surface area | Enzymatic hydrolysis might not be necessary (acid hydrolyzes lignocellulosic materials into simple sugars) | Corrosion of equipment, expensive, non-selective, requires high temperatures, chemical recovery issues, requires neutralization, and fermentation inhibitor problems | [60,75] |
| Physicochemical | To alter lignin, degrade hemicellulose, reduce cellulose crystallinity, and increase the surface area of biomass | Less use of chemicals, requires less energy compared to the mechanical method, high sugar recovery, limited environmental impact, and low cost | Unfinished disruption of lignin–carbohydrate matrix | [17,76] |
| Biological | To disrupt plant cell walls, selectively remove lignin, and degrade hemicellulose | Mild and eco-friendly, low energy requirement, and no formation of inhibitor byproducts | Relatively slow process and expensive (e.g., GMOs) | [77,78] |
| Acid Hydrolysis | Enzymatic Hydrolysis |
|---|---|
| Corrosive | Non-corrosive |
| No specificity (selectivity) | More specific |
| Requires high process temperature (100 °C–160 °C) | Operates in low/milder conditions (44 °C–50 °C, pH 4.8) |
| Inhibitor formation issues | No inhibitor byproduct issues |
| Relatively low yield | Relatively high yield |
| In some instances after hydrolysis, requires neutralization with chemicals, which could be expensive (e.g., NaOH, KOH) | Initial high cost of enzymes. No neutralization needed |
| Not sensitive to operating conditions | Sensitive to operating conditions |
| Do not require genetic modification | Could necessitate the genetic modification of enzyme-producing organisms to improve hydrolysis |
| Non-environmentally friendly | More eco-friendly |
| Faster process (in minutes) | Takes longer process time (in hours) |
| Acid Concentration (% w/w) | Temperature (°C) | Time (min) | Sugar Yield (g/100 g Biomass) | Inhibitor Concentration (g/100 g Biomass) | Ratio (Inhibitor: Sugar) (%) |
|---|---|---|---|---|---|
| 5.0 | 135 | 30 | 26.32 | 0.6 | 2.25 |
| 5.0 | 150 | 15 | 25.97 | 2.2 | 8.4 |
| 10 | 135 | 8 | 55.2 | 1.1 | 1.9 |
| 10 | 150 | 8 | 46.4 | 1.91 | 4.1 |
| Inhibitors | Concentration (g/L) | S. cerevisiae | Z. mobilis | P. stipitis | C. shehatae |
|---|---|---|---|---|---|
| Furaldehyde | 0.5 | 53 | 82 | 75 | 81 |
| 1 | 19 | 81 | 53 | 62 | |
| 2 | 10 | 44 | 1 | 9.7 | |
| Acetate | 5 | 79 | 76 | 63 | 96 |
| 10 | 52 | 44 | 64 | 84 | |
| 15 | 56 | 26 | 64 | 79 | |
| Hydroxymethylfuraldehyde | 1 | 35 | 51 | 95 | 92 |
| 3 | 17 | 69 | 31 | 32 | |
| 5 | 11 | 33 | 1.4 | 8 | |
| Vanillin | 0.5 | 49 | 62 | 12 | 67 |
| 1 | 14 | 37 | 0.7 | 9 | |
| 2 | 9 | 12 | 1.4 | 1.6 | |
| Hydroxybenzaldehyde | 0.5 | 75 | 16 | 57 | 60 |
| 0.75 | 47 | 8 | 30 | 23 | |
| 1.5 | 13 | 8 | 0 | 0.8 | |
| Syringaldehyde | 0.2 | 100 | 82 | 72 | 89 |
| 0.75 | 39 | 72 | 38 | 45 | |
| 1.5 | 19 | 60 | 3.6 | 5 |
| Inhibitors | S. cerevisiae | σi (%) | E. coli | σi (%) | B. subtilis | σi (%) |
|---|---|---|---|---|---|---|
| Hydroxymethylfurfural | 2.2 | 18.0 | 2.2 | 20.1 | 1.9 | 15.7 |
| Syringaldehyde | 2.5 | 8.2 | 2.7 | 13.7 | 2.0 | 6.0 |
| Vanillin | 1.08 | 22.9 | 2.2 | 12.0 | 1.84 | 18.3 |
| 2-Butanone | 45.0 | 11.4 | 17.8 | 14.4 | 31.0 | 9.1 |
| 2-Butanol | 36.0 | 12.6 | 21.0 | 6.5 | 20.0 | 18.7 |
| Methyl propionate | 23.0 | 11.6 | 13.68 | 13.4 | 21.0 | 6.0 |
| Ethyl acetate | 22.0 | 19.6 | 19.0 | 12.6 | 30.0 | 14.6 |
| 1st Stage | 2nd Stage | 3rd Stage | |
|---|---|---|---|
| Organism | Xylose to xylulose-5-P | Xylulose-5-P to pyruvate | Pyruvate to the final product(s) |
| Bacteria | Isomerization | Pentose phosphate + EMP pathway | Ethanol + mixed acids Ethanol + 2,3-butanediol Ethanol + acetone butanol |
| Yeasts | Oxidation reduction | Pentose phosphate + EMP pathway | Ethanol |
| Fungi | Oxidation reduction | Pentose phosphate + EMP pathway | Ethanol Acetic and lactic acids |
| Projects/ Technology | Country/ Location | Feedstock | Technology Operation | Products/Production/Production Aim | References |
|---|---|---|---|---|---|
| FuturolTM technology | France | Silvergrass (Miscanthus), agricultural residues, and wood residues | Steam explosion, on-site production of biocatalysts (enzymes and yeasts resistant to inhibitors, particularly acetic acid), enzymatic hydrolysis, co-fermentation (SSCF) of five-carbon and six-carbon sugars, and recovery of 2G ethanol, lignin, and stillage | 55,000 tons (or 70 million liters of ethanol) of bioethanol | [126,127,128] |
| Sunliquid® technology | Southwestern Romania Straubing, Germany (demonstration plant) | Wheat and other cereal straw | Chopping of feedstock into smaller sizes, steam explosion pretreatment, enzymatic hydrolysis, simultaneous fermentation with the yeast of both C5 and C6 sugars, ethanol, and vinasse recovery | 50,000 tons of bioethanol on a yearly basis from 250,000 tons of agricultural residues Demonstration plant: 1000 tons of bioethanol from about 4500 tons of wheat straw, corn stover, etc. | [129,130] |
| Domsjö Fabriker | Sweden | Spruce and pine biomass (about 1.6 million cubic meters annually) | Debarking and chipping of timber logs, feeding into a digester alongside cooking chemicals. Combustion of the bark to generate energy in the form of steam. Washing, bleaching, and drying cellulose after cooking. Fermentation of dissolved hemicellulose and distillation to produce bioethanol, drying of refined lignin, and recycling of cooking chemicals to produce energy | Cellulose, lignin, and bioethanol, carbon dioxide processed into carbonic acid | [131,132] |
| ProEthanol2G project | Europe and Brazil | Wheat straw, sugarcane bagasse, and straw | Pretreatment and enzymatic hydrolysis to convert molecules into sugars, followed by fermentation with recombinant yeast strain of the sugar solution and distillation | Europe: bioethanol and electricity from 100% wheat straw Brazil: bioethanol, sugar, and electricity from 100% sugarcane crop, bagasse, and straw | [133,134,135] |
| BALITM Biorefinery Demo | Sarpsborg, Norway | Spruce, bagasse, willow, straw, wood, and energy crops | Chemical (sulfite) pretreatment, enzymatic hydrolysis, fermentation (conventional fermentation of C6 sugars, aerobic fermentation, or chemical conversion of C5 sugars), and chemical modification of lignin | Processing capacity of 1 to 2 MT per day of biomass Products: ethanol, lignin, and various chemicals | [136,137,138,139] |
| Bamboo biorefinery built on Chempolis’s patented formicobioTM technology | Assam, Northeast India | Utilization of 300,000 tons of bamboo annually | Selective dissolution of biomass’s major components excluding cellulose by biosolvents under low temperature and pressure, purification of cellulose by washing with water, enzymatic hydrolysis of cellulose, fermentation, and distillation. Combustion of lignin-rich biofuel to produce steam and electricity | Production of 60 million liters of bioethanol, 19,000 tons of furfural, 11,000 tons of acetic acid, and 144 gigawatt hours of green energy, yearly | [140,141] |
| Crescentino biorefinery complex (PROESA® proprietary technology) | Italy | Rice straw, wheat straw, and energy crops, e.g., Arundo donax (giant cane) | Characterization of energy crops, steam pretreatment, enzymatic hydrolysis and co-fermentation (SSCF), and valorization of secondary streams and co-products | Plant capacity—40,000 tons of bioethanol per annum from more than 200,000 tons of feedstock (dry mass) Generate about 13 MW of electricity from lignin | [142,143,144,145,146] |
| MARINER (Macroalgae Research Inspiring Novel Energy Resources) projects | United States (US) | - | Integrated cultivation and harvesting systems, advanced component technologies, computational modeling tools, aquatic monitoring tools, and advanced breeding and genetic tools | Production of seaweed (macroalgae) for biofuel production Estimated production of 500 million dry metric tons of macroalgae per annum, amounting to ~2.7 quadrillion BTUs (quads) of energy (liquid fuel) and ~10% of US yearly transportation energy demand | [147,148] |
| TATA project | India | Rice straw (design feedstock) and maize stalk (check case) | -- | Bioethanol plant production capacity—100,000 liters per day | [149] |
| LignoFlag | Europe | Wheat straw, corn stover, etc. | Utilizes Sunliquid® technology | Aims to increase plant production capacity to 60,000 tons of ethanol per annum and use co-products for energy generation and soil fertilization | [150] |
| IOCL’s (Indian Oil Corporation Limited) 2G Ethanol Bio-Refinery (Praj’s technology) | India | Rice straw | Acid and steam explosion pretreatment, enzymatic hydrolysis, co-fermentation with GMOs (genetically modified organisms) type yeast, distillation, and dehydration | 30 million liters of ethanol from 200,000 tons of rice straw per annum | [151,152] |
| AustroCel’s bioethanol plant (Valmet’s automation technology) | Hallein, Austria | Waste materials from adjacent viscose pulp mill | Sulfite pulping/digestion of wood chips and fermentation of sulfite spent liquor (SSL) with yeast | 30 million liters of bioethanol | [153,154,155,156] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Igwebuike, C.M.; Awad, S.; Andrès, Y. Renewable Energy Potential: Second-Generation Biomass as Feedstock for Bioethanol Production. Molecules 2024, 29, 1619. https://doi.org/10.3390/molecules29071619
Igwebuike CM, Awad S, Andrès Y. Renewable Energy Potential: Second-Generation Biomass as Feedstock for Bioethanol Production. Molecules. 2024; 29(7):1619. https://doi.org/10.3390/molecules29071619
Chicago/Turabian StyleIgwebuike, Chidiebere Millicent, Sary Awad, and Yves Andrès. 2024. "Renewable Energy Potential: Second-Generation Biomass as Feedstock for Bioethanol Production" Molecules 29, no. 7: 1619. https://doi.org/10.3390/molecules29071619
APA StyleIgwebuike, C. M., Awad, S., & Andrès, Y. (2024). Renewable Energy Potential: Second-Generation Biomass as Feedstock for Bioethanol Production. Molecules, 29(7), 1619. https://doi.org/10.3390/molecules29071619