1. Introduction
Biomethane is a renewable fuel produced by removing CO
2 from biogas with a limited carbon footprint. This fuel can represent an interesting solution for several end-users, by helping to decarbonize energy production and mobility sectors. In addition, biomethane can be injected into gas grids to increase the green share of natural gas or liquefied [
1] to be used in heavy-duty or marine mobility. The interest in liquefied biomethane has been rising in the last few years. In 2020 U.S. Trade and Development Agency (USTDA) has provided an 806,266 US
$ grant to fund a feasibility study for the building of a micro-scale plant in Mexico with a capacity of about 40 tons/day of LNG [
2].
Biomethane is produced from biogas deriving from waste feedstocks such as the organic fraction of municipal solid waste and agricultural activities, or sewage from water treatment plants. Many European countries are fostering biogas production since it promotes the circular economy [
3] and provides sanitation services by valorizing sewage and municipal organic waste [
4]. Many authors studied the energy balance of biogas production evaluating the impact of feedstocks and production chain showing the strong influence of transportation distance and type of feedstocks [
5]. Nowadays biogas is usually burned in internal combustion engines or gas turbines to produce electricity and heat [
6] but recently the production of biomethane has been subsidized by many European countries being easily integrable with existent natural gas facilities [
7]. In particular, the role of liquefied biomethane in the decarbonization of the heavy transport sector has been studied and confirmed [
8]. Biogas may have different compositions based on the feedstock that has been involved in the digestion process and it requires a purification and upgrading process to remove impurities and CO
2. This component is abundant in biogas (between 40% and 50%) and it may lead to the formation of acid products, besides dramatic lowering gas heating value. Several techniques have been proposed, but each application needs an evaluation, to define its requirements [
9,
10]. In general, methane purity higher than 95% may be obtained through physical or chemical treatments, with an energy consumption ranging between 0.3–0.8 kWh/Stm
3 of raw biogas [
9]. Also, cryogenic purification has gained attention in the last decades [
10]. This choice may prove to be relevant, due to the possibility of coupling purification and liquefaction, and its high performance in terms of purity; Baccioli et al. in [
10] reported an energy consumption (purification and liquefaction) of 0.61 kWh/Stm
3. In the case of traditional upgrading systems, such as membrane, absorption, or adsorption, a further step to reduce the CO
2 concentration under 50 ppm is required before the liquefaction plant.
Methane liquefaction requires heat removal in a wide range of temperatures and commercial processes are mainly focused on large-scale applications (thousands of tonnes of LNG per day) for fossil LNG [
11]. Bio-LNG requires small/micro liquefaction plants (5–50 tonnes per day) and the suitable processes may differ radically from a large-scale application due to economic and practical reasons.
In small-scale applications, more attention must be dedicated to capital expenditures [
12] whilst specific energy consumption may be regarded as the main driver of selection in the largest plants.
Generally, biomethane is liquefied through an external cycle, operating with a suitable working fluid: reverse Joule-Brayton cycle operating with nitrogen [
13], mixed refrigerant cycles [
14,
15], Stirling reverse cycles [
16], or Linde-Hampson cycles and their improvement (called “Internal Refrigerant cycles” in this study).
Reverse Joule-Brayton cycles are equipped with one or more turbo-expander to achieve the low temperature required by the process and recover part of the compression work. This type of system has been largely studied in the literature: Lee et al. in [
17] reported the performance of a 2 kW test rig operating with neon to achieve the temperature of 77 K. The turbine achieved an isentropic efficiency of 86% and found out that a good regenerator design is a cornerstone for achieving low temperatures. Lunkova et al. in [
18] proposed a propane pre-cooling cycle before the cold box of Joule-Brayton reverse cycle to reduce the energy consumption by about 23% for a small-scale liquefaction plant. Khan et al. in [
19] simulated a single nitrogen expansion process and a dual expander process, claiming a specific consumption respectively of 0.745 and 0.501 kWh/kg LNG. Qyyum et al. [
20] claimed excellent performances by inserting a vortex tube system in the refrigerator cycle (nitrogen) instead of a cryogenic turbine, with specific consumption of 0.59 kWh/kg LNG.
Due to its relative compactness and simplicity, the reverse Joule-Brayton cycle can be adopted even in the cryogenic refrigeration of supercapacitors, as reported in [
21], or for onboard boil-off gas reliquefaction in LNG carriers [
22,
23].
Mixed refrigerant cycles are commonly adopted in large-scale liquefaction plants [
24], due to their large time response in the case of mass flow fluctuations with multiple potential start-ups during the year [
25,
26] and to the need for a pre-cooling section to achieve high efficiency, which is not compatible with small-scale systems. However, in the literature, some authors propose single refrigerant loop mixed refrigerant cycles to liquefy biomethane [
27] and few manufacturers have been proposing this type of cycle (without precooling section) for larger digestion plants [
28]. Obviously, mixed refrigerant cycles are more efficient than the Joule-Brayton cycle, due to the better match of the heat transfer curves [
29].
Stirling technology is suitable for small plants (2–3 t/day) due to the high specific consumption [
16] but it is interesting for its relatively low investment cost and simplicity.
“Internal refrigerant” cycles achieve the cooling effect without using any other fluid than the biomethane or natural gas itself. Among the first proposed solutions, Linde-Hampson process provides a simple scheme and reduced number of elements. Initially designed as an air liquefaction system, it implies incoming gas flow is compressed and cooled to room temperature. A Joule-Thompson valve expands the gas to room pressure to accomplish liquefaction; the liquefied flow is extracted in the phase separator from the liquid-steam mixture, while vapor is constantly recirculating into the heat-exchanger; replenishment system restores the flow rate [
30]. A cryogenic expander can be included in the scheme, deploying the liquefaction over several heat exchangers to obtain better results in terms of energy efficiency. This layout was named after Claude cycle [
30]. Kapitza cycle, which will be further investigated, could be seen as a Claude cycle variant. Kapitza cycle is claimed to be very effective [
31] in comparison with other solutions when it deals with air liquefaction, hence the interest in assessing its performance in natural gas or biomethane liquefaction.
Few studies extensively focused on internal refrigerant cycles, despite several companies are proposing this technology on the market in recent years. Capra et al. [
32] offer a comparative analysis adopting five different liquefaction technologies, for a production flow of 4.6 t/d of LNG. Their evaluation relies on the distinction between “open cycles” and “closed cycles”, i.e., between cycles without and with external cooling fluid. They include a Claude cycle, indicating a specific consumption of 4184 kJ/kg of LNG. In [
33] a comparison between two different internal refrigerant techniques for liquefying a small amount of LNG (1 kg/s) is performed. The authors found out 20% reduction in power consumption if the Joule-Thompson valve is replaced by a cryogenic turbine.
Kapitza cycle is one of the most interesting internal refrigerant cycle solutions. This technology is proven to be even more compact than Joule-Brayton reverse cycle taken into evaluation when dealing with the boil-off gas on LNG ships. For instance, [
34] concluded that Kapitza Cycle is preferable to a Reverse Brayton Cycle due to its reduced volume. Exploiting the waste heat that has been generated by the auxiliaries could represent an interesting way to improve the performance of the cycle. In [
34] absorption chiller technologies are implemented both in an internal refrigerant and in an external refrigerant liquefaction cycle for Natural gas. Their use reduces specific energy consumption by 26–35%.
Regarding the liquefaction cost, the internal refrigerants cycles achieve a liquefaction cost between 20.0 and 24.0 c€/kg for a Linde cycle operating for 8250 h [
35]. The cost obviously depends on several assumptions, such as the boundary conditions (particularly biomethane pressure and liquid pressure) cycle layout, and the liquefaction technology adopted.
Various architectures are possible with an internal refrigerant cycle, mainly depending on the number of recirculation streams in the cold-box and the number of expanders. Since capital expenditures represent a constraint in small-scale plants, it is obvious that plants should be designed according to a trade-off between system efficiency and simple layout. The use of absorption chillers recovering heat from compressors as proposed in [
36] is a viable idea to keep a simple layout and increase the system performance. This study aims at thermodynamically and economically comparing two different pathways in small-scale liquefaction cycle with internal refrigerant: the use of complex layout with good thermodynamic performance or the use of simple layout boosted by absorption chillers.
3. Results and Discussion
In the following paragraphs, only the main results obtained performing the optimization of the models in the analysis are illustrated and discussed, whereas details about the same models (mass flows and energy flows) are reported in
Appendix A. At first, the energy (
Section 3.1) and the exergy (
Section 3.2) results are issued, to leave the last paragraph (
Section 3.3) to the economics aspect.
3.1. Thermodynamic Analysis Results
The results of energy consumption for the various cases are represented in
Figure 7 and
Figure 8. Comparing the Base Case with DE and SV, i.e., the set-ups obtained adding elements of expansion to the Base Case, the optimization ended with similar results. Indeed, the entire cycles share the same optimized parameters. Even the maximum pressure is 70 bar for all three cycles. Adding a second expander in DE does not generate additional work: in fact, the work generated by the two expanders is just the same generated in the case of SV single expander. Hence, increasing the complexity of the system with expansion devices does not show any improvement and it does not seem justified.
The three processes with absorption chillers and thermal recovery from the compressor show improvements in specific consumption more significantly than the first two solutions.
The reason for the reduction in specific consumption could be explained by noticing, in AC-1, the minor duty required by the heat exchanger: the chiller located before the cold-box allows a reduction of heat duty higher than 22% with respect to the Base Case. If this reduces the dimension of the cold box, with benefits in economics, as written in the following, it also reduces compression power (
Figure 9) because of the minor need for recycling fluid (
Figure 10). This implies that the compressors (that have to deal with a flux that comprehends both the recycling and the backup flows) should elaborate a smaller flow, with savings in energy consumption.
In AC-2, the reduction in specific consumption is attained by cooling the flows before the compression stages, this is due to the power consumption of the compression: the work done is proportional to the temperature of the fluid at the inlet of the compressor. This reduction could be seen as well in
Figure 9. The temperature before the cold-box is achieved through the air-cooler, as in the Base Case: hence, the heat duty required by the cold box is similar to that in the Base Case. The flow rate is greater than in AC-1, and this is because of the difference in compressor stage inlet temperature if compared to the previous cases: when the temperatures before the compressor were managed by the intercooler, they produce a biomethane flow at 45 °C; the absorption chillers decrease furtherly this temperature down to less than 15 °C. Hence, the new optimal point admits higher flow, and minimizing it is not a priority as it was in the other cases.
The results show that the reduction in compression work due to chilling the inlet flow is significantly lower than the savings obtained by precooling the flow before the Cold Box (
Figure 8). AC-2 adds a negligible save, with respect to the Base Case, but with a higher complexity: it should be noted that the pre-compressor cooling process (AC-2) has higher specific consumption with respect to (AC-1), although AC-2 implies a larger deployment of devices. AC-3 represents the combination of the two previous solutions and, as it could be expected, it has the lowest specific consumption. It should be emphasized that even this solution introduces the largest amount of additional complexity, requiring more pumping and piping for circulation of water used as a heat medium with respect to the Base Case. In the next figures (
Figure 11,
Figure 12,
Figure 13,
Figure 14,
Figure 15 and
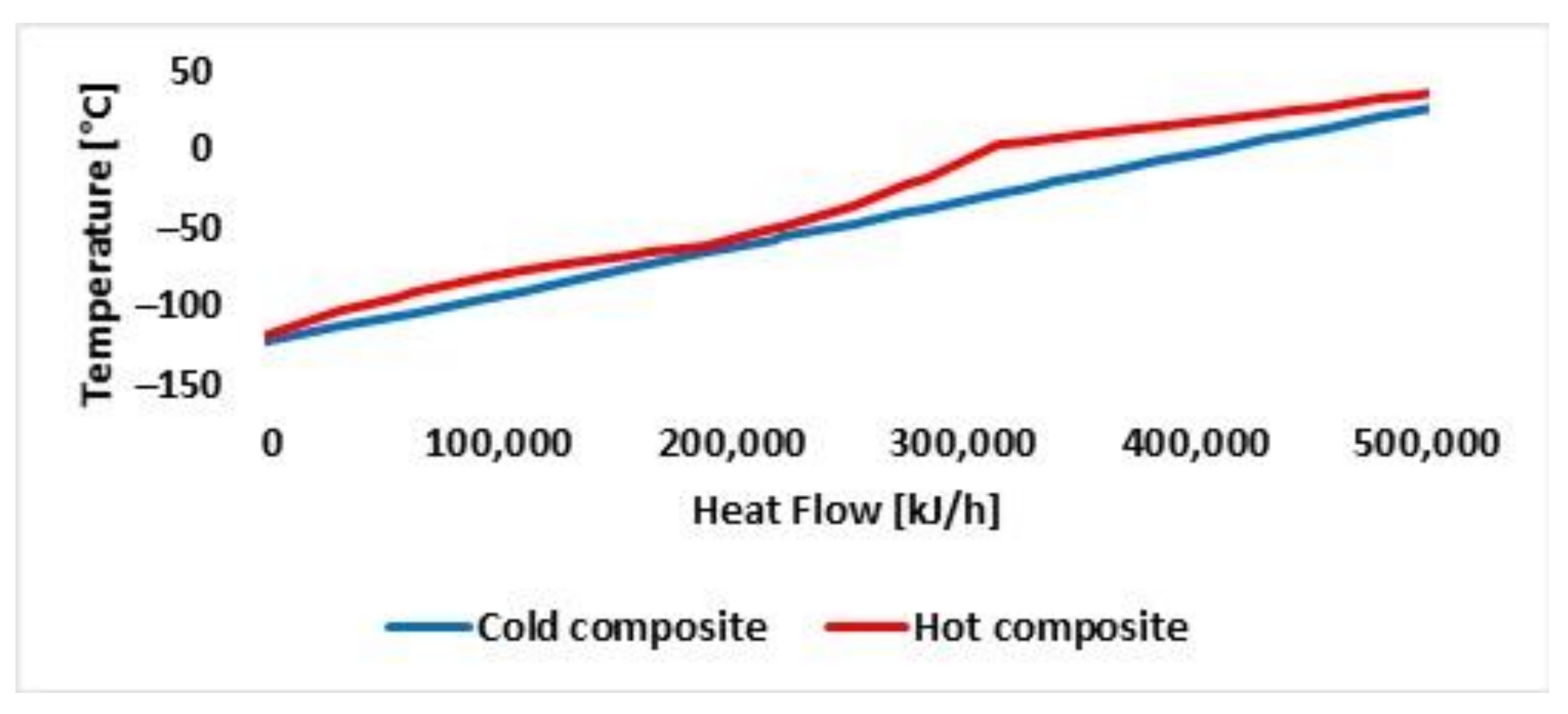
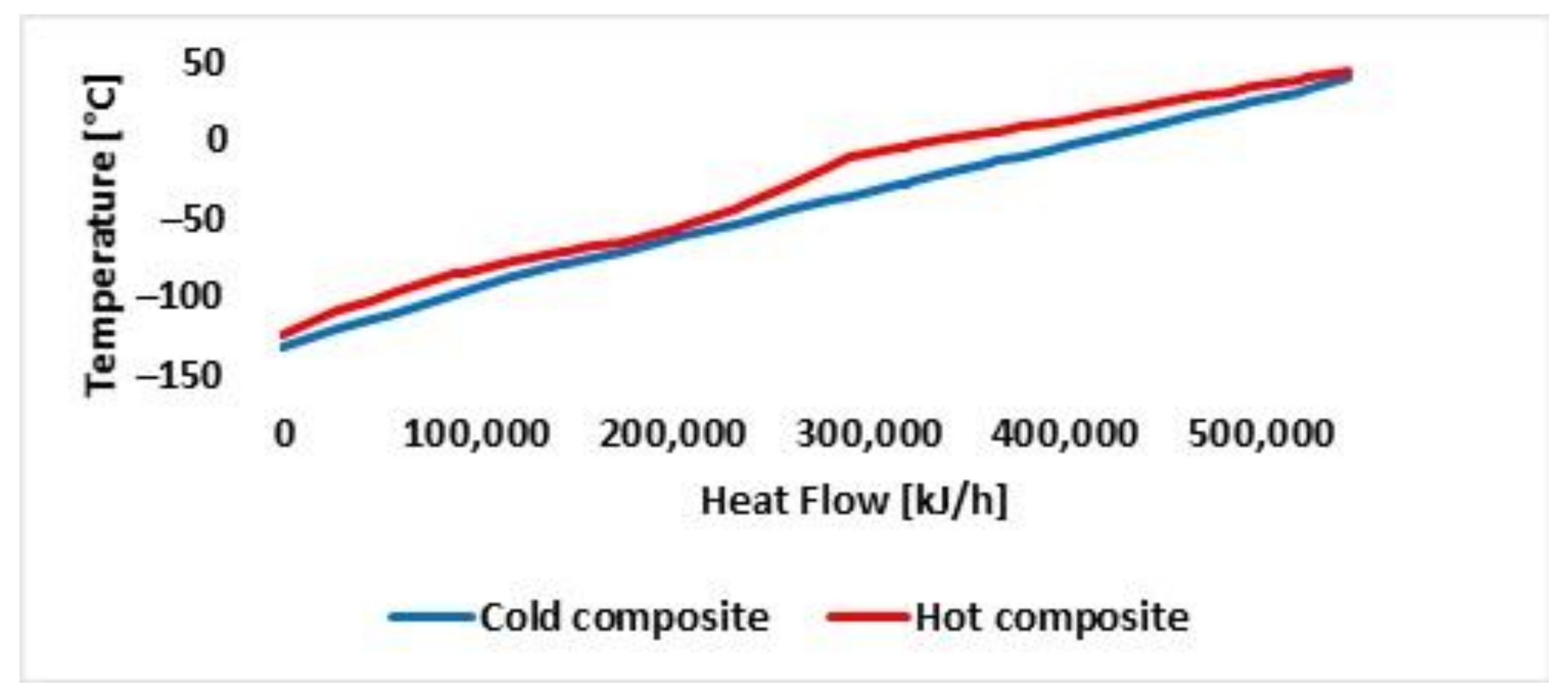
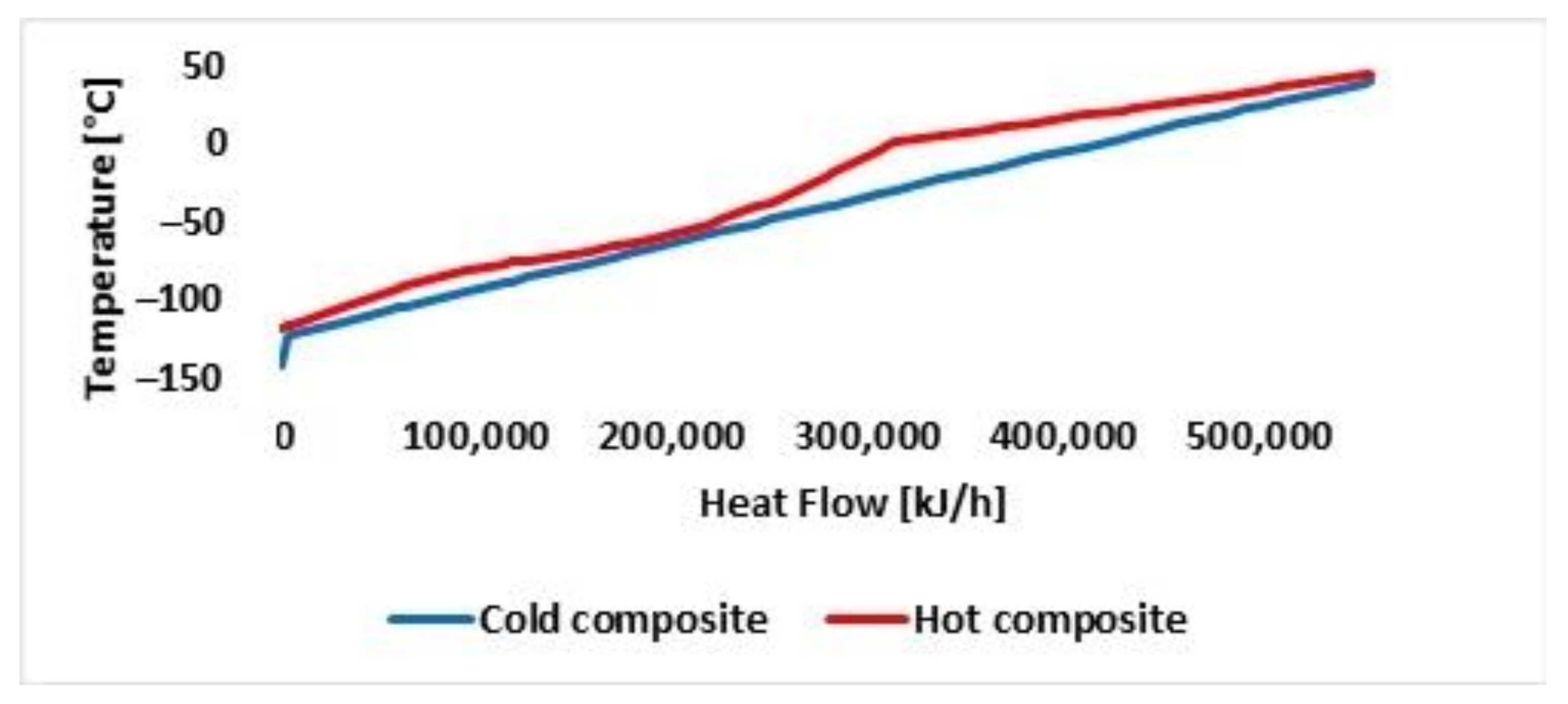
Figure 16) the cold box composite curves are represented for the various cases:
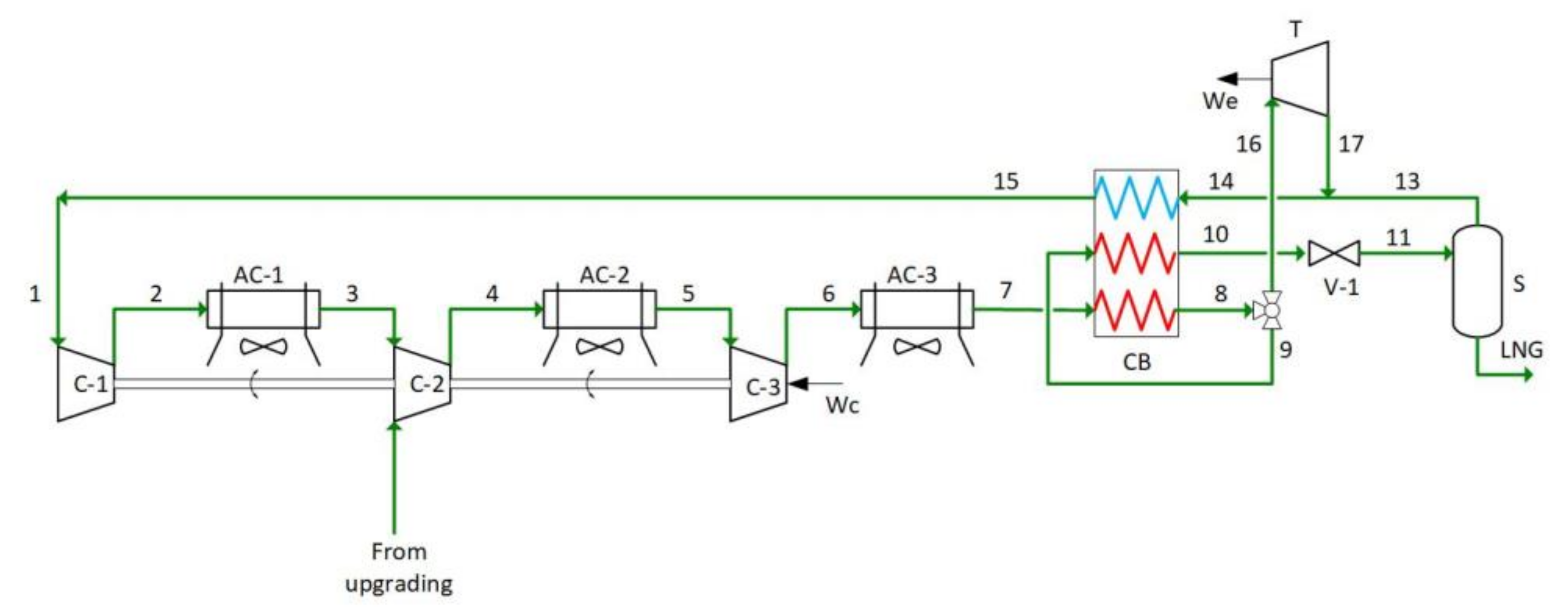
The hot composite line represents the part of the methane flow that comes from the compressors and is liquefied at supercritical pressure, before being sent to the J-T valve. It almost presents the same trend in every figure, with the higher temperature part is linearly decreasing with heat flow: The part at lower temperature refers to the flow that is furtherly cooled down till liquefaction and it is eventually sent to the J-T valve (flow 9 in
Figure 1). It is worth noticing that in the cases in which the absorption chillers precools the methane at the cold-box inlet (AC1 and AC3), the straight part of the hot composite curve is “shorter” than the other cases and the heat transfer curves are closer. The cold composite represents the flow that is recirculated into the Cold Box to serve as “internal refrigerant”. Interestingly the plateau at the low temperature part of the cold-box indicates a phase transition zone in VS (
Figure 13). This represents flow21 (
Figure 3) after the secondary throttling valve.
The minimum pinch point is, higher than 5 °C, according to the constraint imposed during the optimization, and the maximum temperature difference between the two flows is about 30 °C, which is acceptable for a plate and fin heat exchanger.
3.2. Exergyc Analysis Results
The results of the expressions enlisted at 3.3 are shown in
Figure 17. From the analysis of the exergy destruction in the base Kapitza cycle, it is worth noticing that the highest contribution to exergy destruction is due to compressors and intercoolers. Further improvements of the layout do not lead to a relevant reduction of the exergy destruction. Only in the case of DE, the presence of a couple of expanders decreases exergy destruction in the cold-box, due to the better match between the heat transfer curves achieved with respect to the base Kapitza cycle. In addition, in this configuration, exergy destruction on the throttling valve is reduced, due to the lower mass flow rate circulating in the cycle.
The introduction of a secondary valve does not bring any improvement to the base Kapitza cycle. The recovery of the heat of compression can reduce exergy destruction in the intercoolers. By introducing absorption chillers, according to the scheme AC-1, exergy destruction in intercoolers decreases almost three times. Specifically, exergy destruction in all three cases that adopt adsorption chillers is 16% (AC-1), 10% (AC-2), and 23% (AC-2) less than those in BC. In AC-1 and AC-3 the cooling at the biomethane compressor inlet reduces the exergy destruction in compressors. In AC-1 and AC-3, the cooling effect before the cold-box reduces the exergy destruction in the cold box: in fact, the lower temperature at which biomethane approaches the cold box allows the heat transfer curves to be better matched. A better thermal match is possible in the cold-box where, during liquefaction, methane tends to modify the slope of the heat transfer curve, due to the variation of the specific heat. The reduction of the temperature at the cold-box inlet tends to reduce the heat transferred at high temperatures, where the specific heat of methane is small.
The second law efficiency for the three configurations is reported in
Table 2 and shows that the improvement to the base Kapitza cycle can achieve the 24% in the case of AC-3 configuration, while by adding an expander the improvement is actually small.
3.3. Economic Results
CAPEX related to the various devices of the analyzed systems have been estimated by the relationship in
Section 2.2.4 and they are reported in
Table 3.
In
Figure 18 the overall capital expenditures of systems are represented, underlining the different costs of compressor, expansion system with generation devices, aftercooling system, coldbox, the separation column, and the absorption chilling system. The introduction of absorption chillers does not result, by itself, in significant changes for the cost of the plant: the cost of additional chillers and heat exchangers tend to compensate for the reduction in costs of other components: e.g., compressor and expander costs in AC-3 are 15% and 18% lower than the base case. Even if it has less effect on overall CAPEX, even the heat exchangers in the last three cases are smaller with respect to the Base Case and, consequently, their cost is 10%, 14%, and 16% less, respectively for AC-1, AC-2, and AC-3. Hence, AC-1 and AC-3 show a CAPEX that is similar to the Base case, with a reduction in energy consumption. On the opposite, in AC-2, the cost of the compressor is comparable to that of the Base Case, becuse it elaborates a greater flow. Anyway, the adding of an adsorption chiller system increase the overall CAPEX of the set-up AC-2, respect to the Base Case.
Once the PECs have been evaluated, it is possible to compute the LCOL for the proposed schemes (
Figure 19), by assuming three different electricity prices, that would represent a reasonable spread between wholesale market price, retail price and taxed retail price (5–10–15 c€/kWh).
For low energy prices, they are very similar: 7.5 c€/kg in all the cases except for AC-1 and AC-3, where it is 7 c€/kg. This means that AC-1 and AC-3 LCOL are lower by 6.5%. For higher energy price LCOL in AC-1 (13 c€/kg) and AC-3 (12.5 c€/kg) is somewhat more convenient (14% for AC-3) with respect to the base case (14 c€/kg). This is justified by a yearly reduction in energy consumption that weights more on LCOL when the energy price is high. With respect to the literature for a Linde cycle [
36], the cost obtained is slightly lower: this difference is due to the different boundary conditions of this study, the different cycle layout adopted in this study, leading to lower specific consumption and the uncertainties of the boundary conditions. It is worth noticing that the order of magnitude of the specific cost achieved is the same as the literature.
To clarify these results, it could be useful to see that with 8400 equivalent hours of yearly production (the same value as in), 3500 t of LNG are obtained. If the energy price is 5 c€/kWh, the difference in yearly LCOL between the Base Case and the cheapest case (AC-3) is only €17,500. If the energy price is 15 c€/kWh the difference between the two cases is €52,500. These quantities may appear small, but in the context of a comparison between the two previous cases, it should be pointed out that CAPEX for AC-3 is just €22,000 higher than for the Base Case.
Anyway, real economic convenience should be carefully evaluated with detailed business plans considering all implications of these complex solutions.
4. Conclusions
Small-scale liquefaction plants are required for biomethane liquefaction directly at biogas production sites especially when biomethane grid injection is not feasible. Moreover, bio-LNG could be used for heavy transport decarbonization.
In this study, a techno-economic analysis of different “internal refrigerant” cycles (without additional refrigerant fluids) has been assessed with thermodynamic simulations using Aspen Hysys software. Also, the implementation of absorption chillers to recover waste thermal energy has been evaluated.
The base case (Kapitza Cycle) showed a specific consumption of 0.65 kWh/kg while simple modifications such as double pressure levels with additional valve or expander gave only negligible improvements (less than 2% in SV and DE). Absorption chillers, instead, led to better results, from 0.6 kWh/kg in AC-2 (−7.5%) up to 0.54 kWh/kg (−17%) in the best configuration, AC-3. Even from a second law analysis point of view, best results occur with absorption chiller: they reduce the destruction of exergy in the intercoolers, providing a beneficial impact also in terms of reduction of energy losses in compressors (AC-2 and AC-3) and heat exchanges in the Cold Box (AC-1 and AC-3). The second law efficiency are +16%, +8%, and +25% higher than the Base Case, respectively for AC-1, AC-2, and AC-3.
Regarding CapEx extimation, there is a +11% gap, between the most economic solution (AC-1) and the most expensive one (AC-2). Due to the low cost of the absorption chiller systems, and their beneficial effects in reducing other equipment size, especially compressor power, higher performance doesn’t mean higher costs. E.g., AC-1, has a lower cost and a lower specific consumption respect to the Base Case.
Hence, the Levelised Cost of Liquefaction was calculated for all cases and different electricity prices. LCOL variations for the proposed configurations are limited to roughly 1 c€/kg, while the influence of electricity prices is more noticeable. Even if this difference may appear quite small, it could be significant when it is related to systems designed to work continuously throughout the year. Due to the reduced cost of the proposed modifications respect to the Base Case, these may recover quickly the initial investment and turn into profits.
It should be reminder however that this represent a prefeasibility study that should be confirmed by further assessment regarding the plant availability, reliability and part-load behavior, which might affect the feasibility of the proposed systems.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


















