
Effect of BASC and BASCA Heat Treatment on Microstructure and Mechanical Properties of TC10 Titanium Alloy

Abstract
:1. Introduction
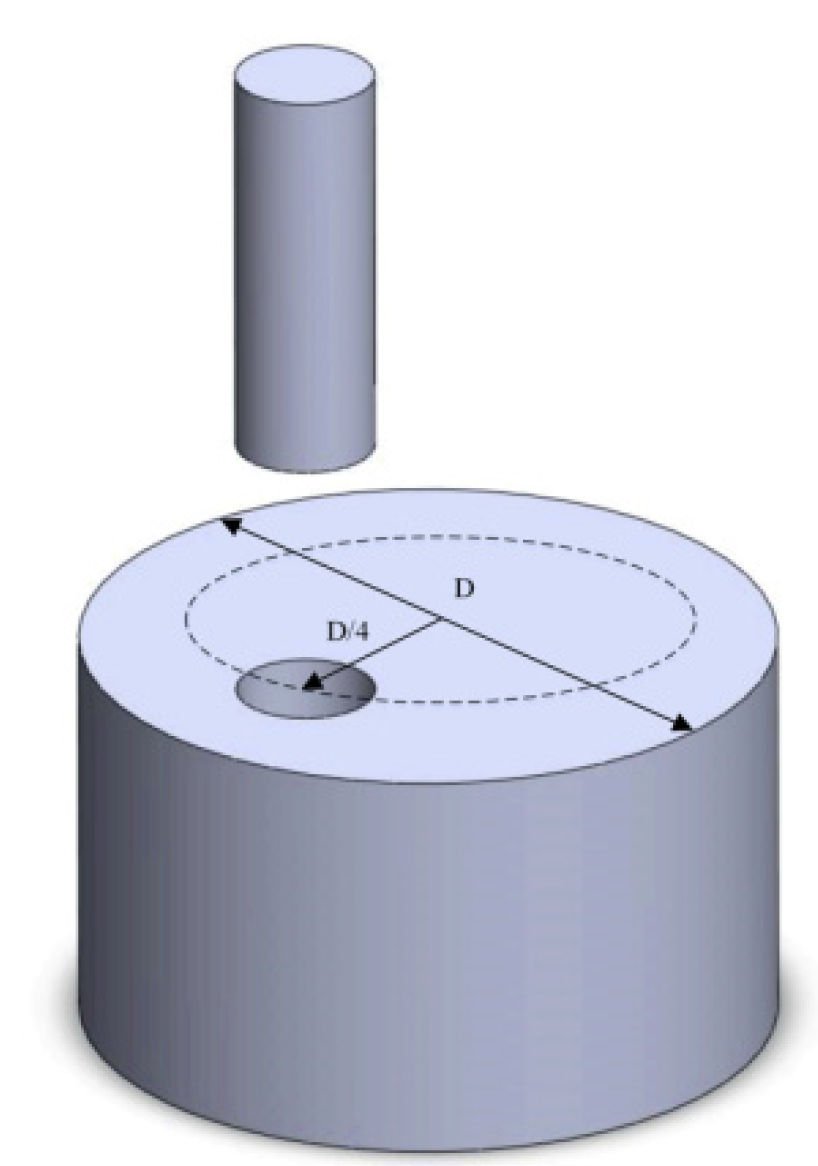
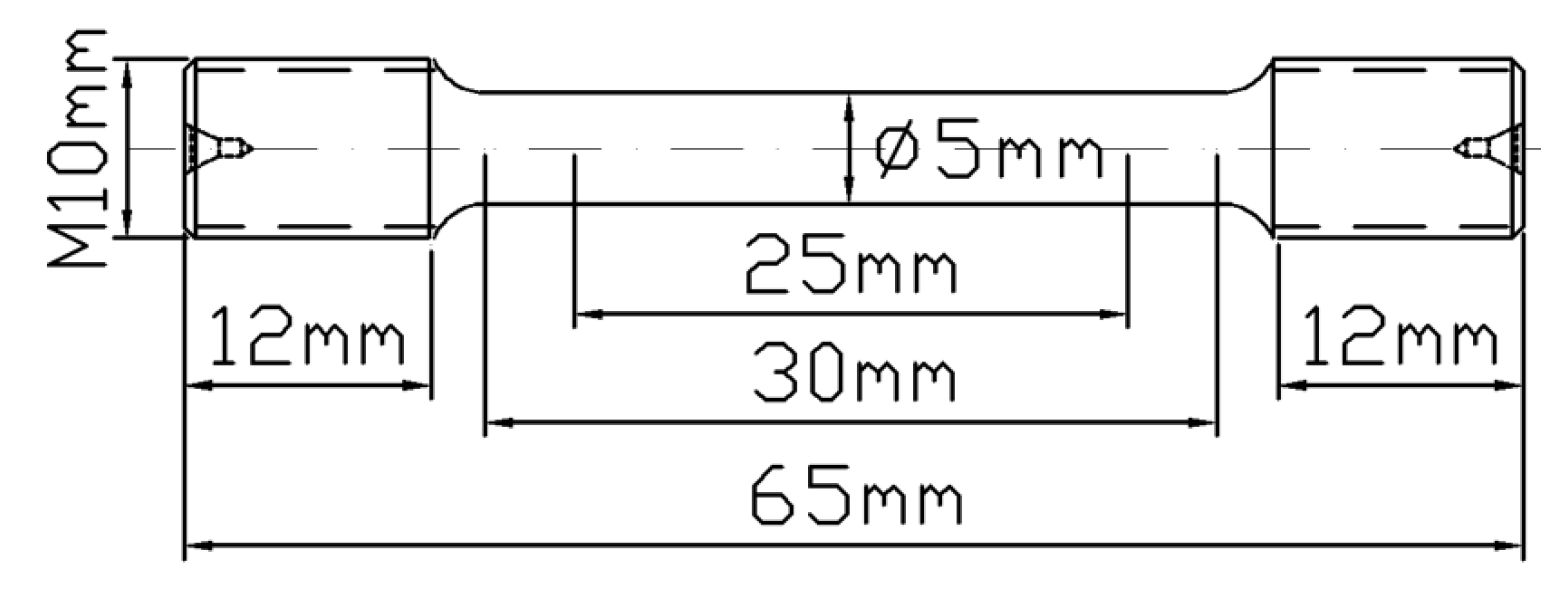
2. Materials and Methods
3. Test Results and Discussion
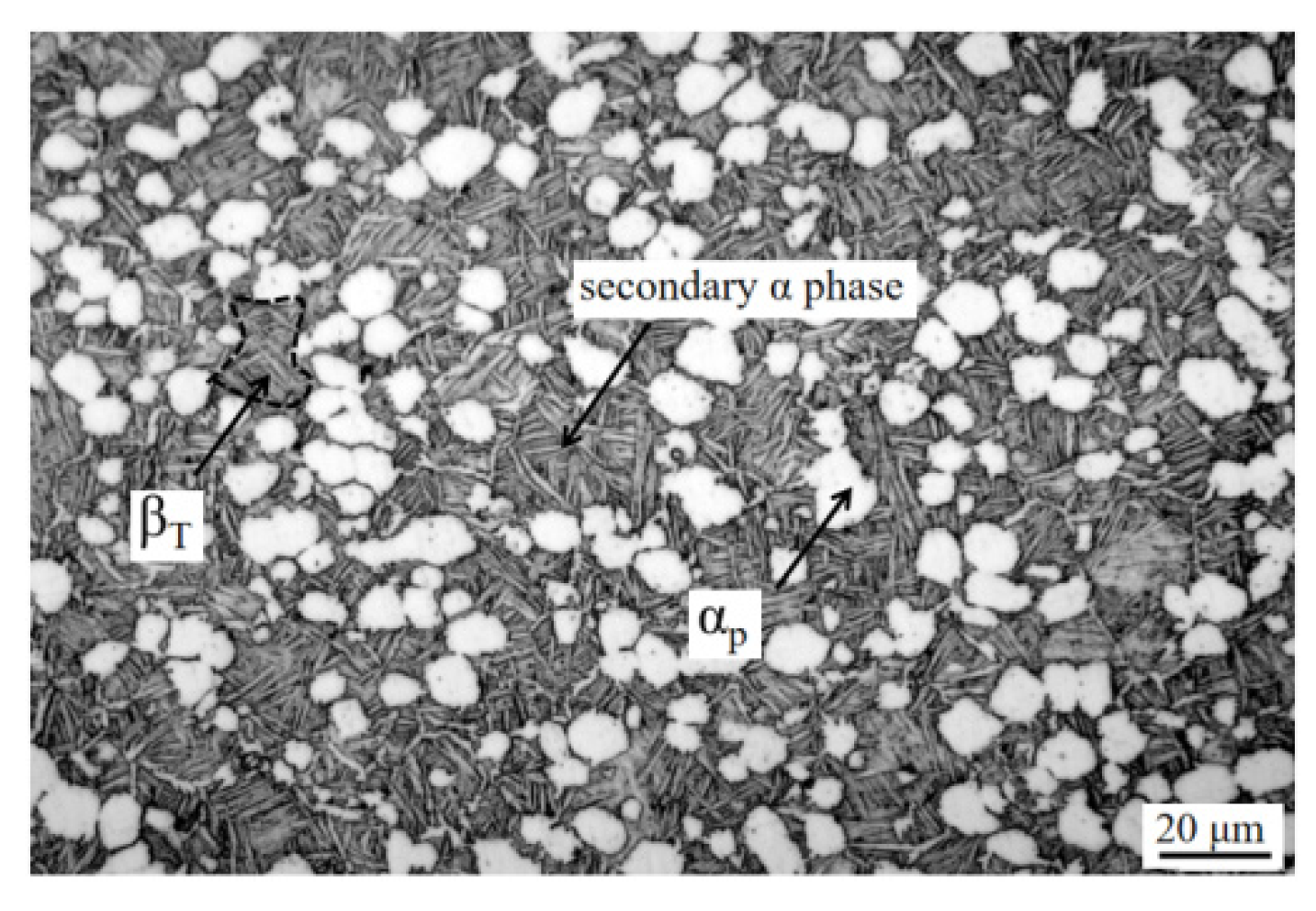
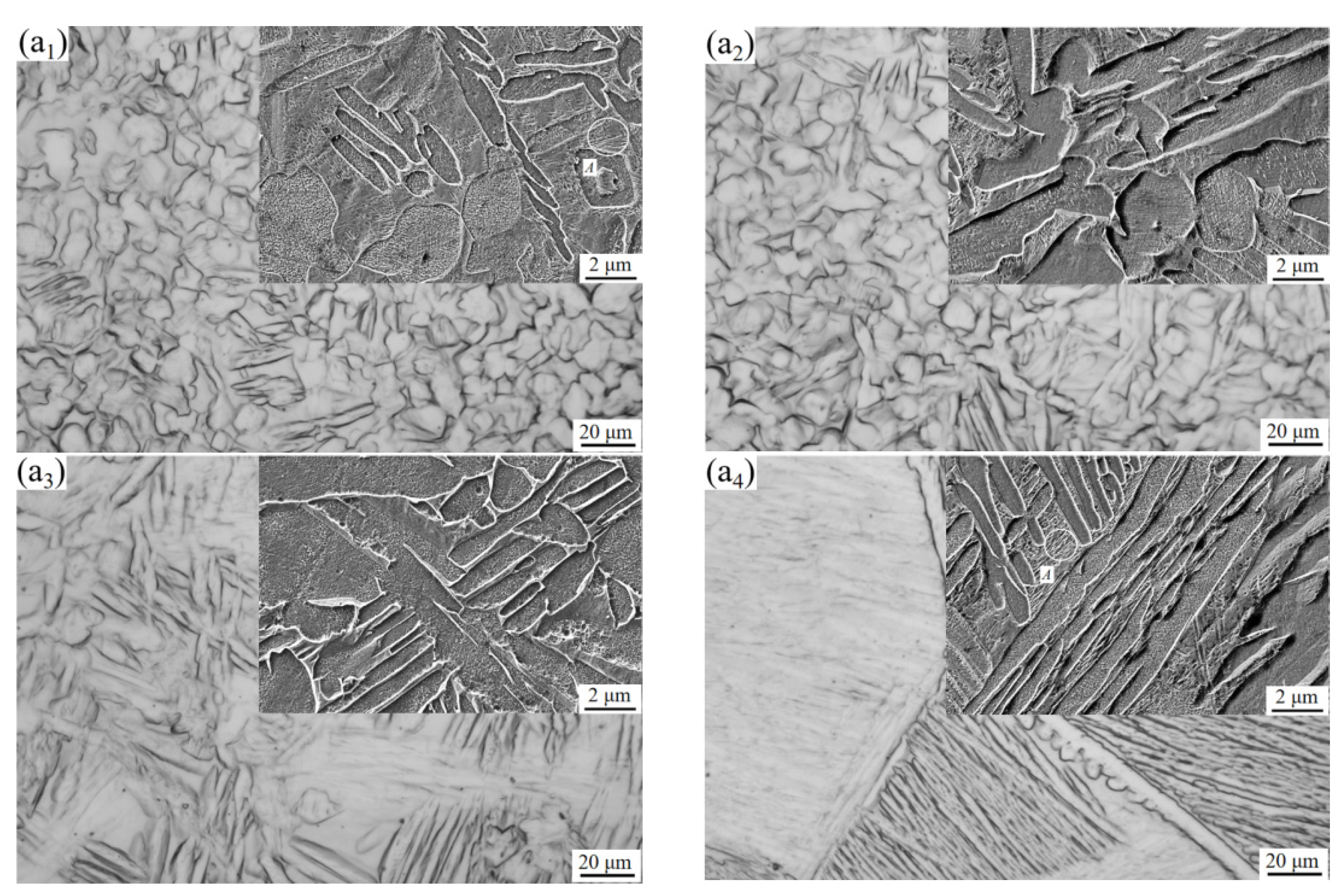
3.1. Microstructure
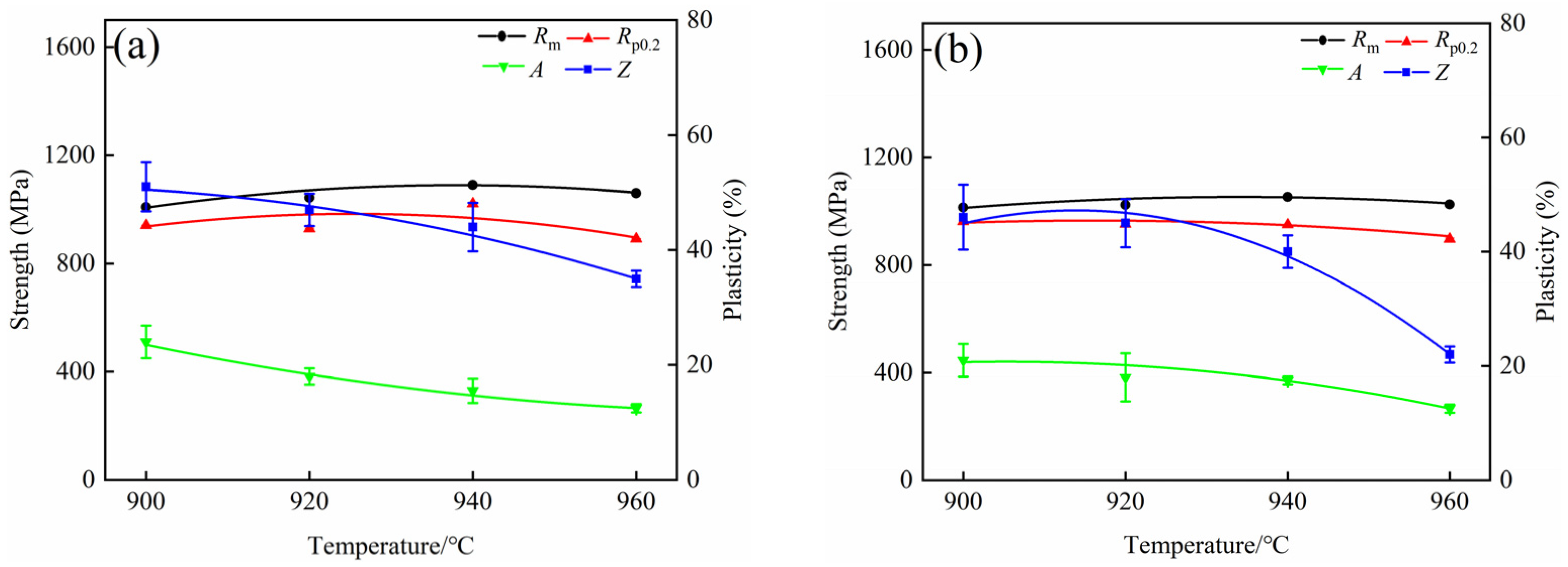
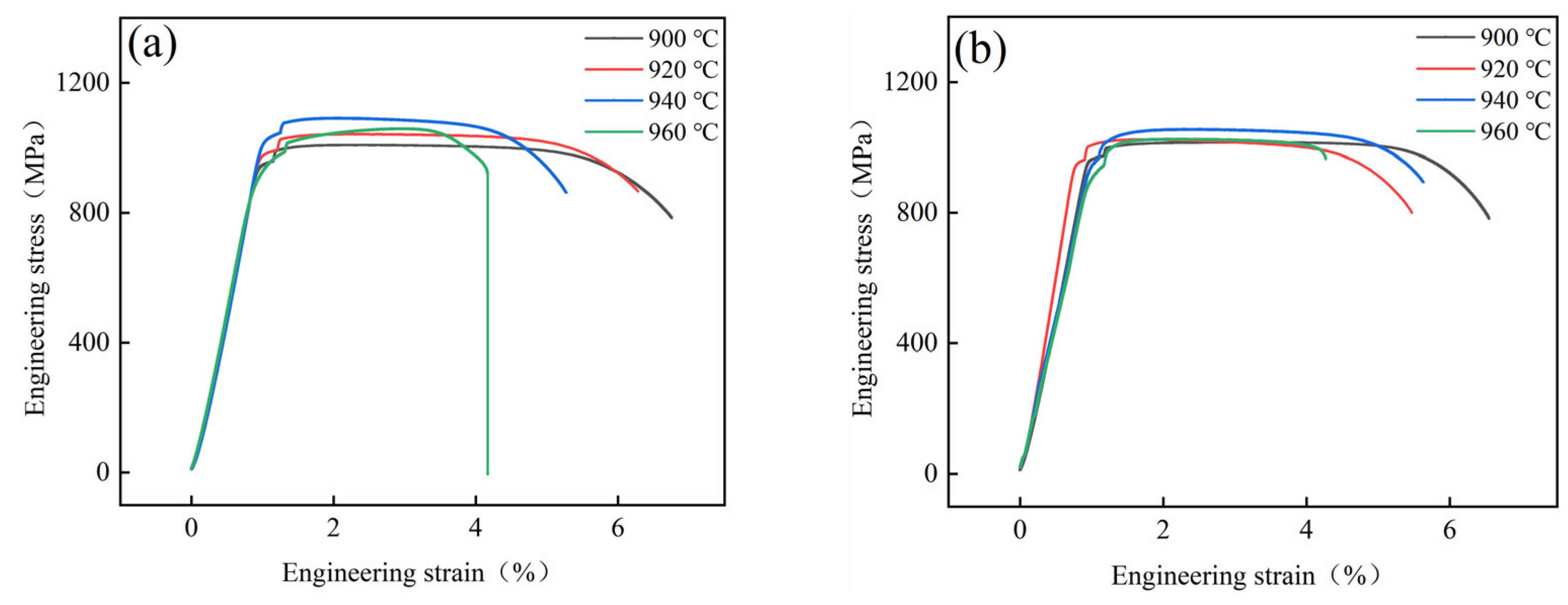
3.2. Tensile Properties
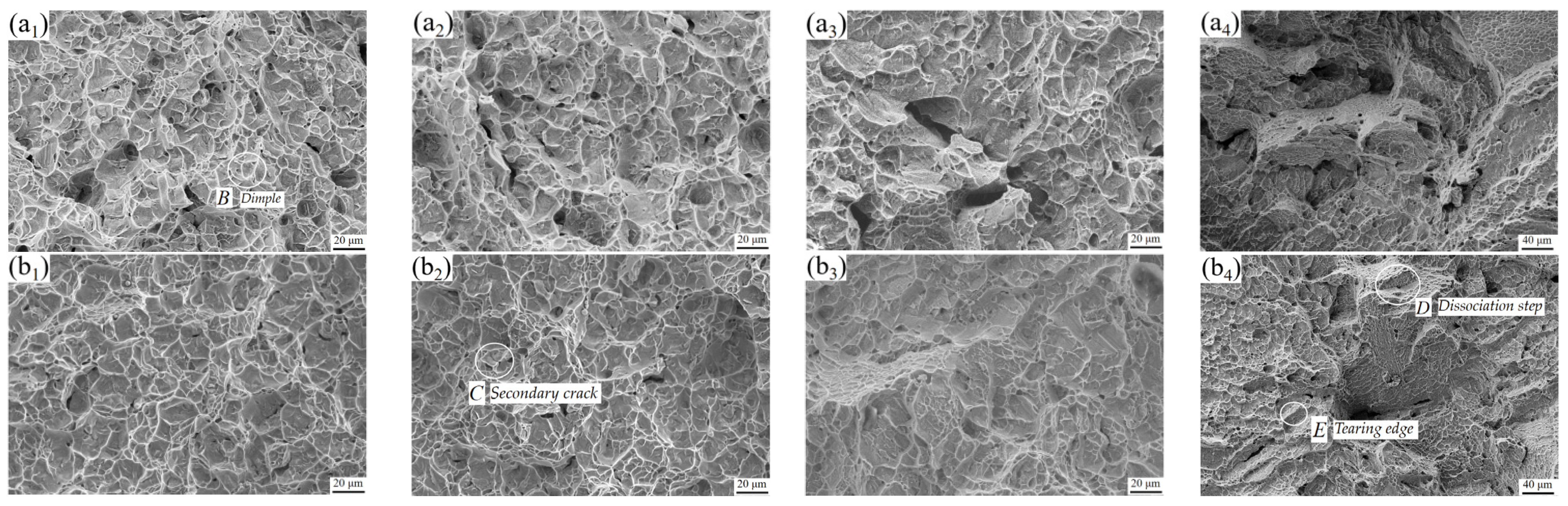
3.3. Tensile Fracture Morphology
4. Conclusions
- The content and morphology of α phase in microstructure are affected by BA temperature. With the increase in BA temperature the content and size of equiaxed α phase decrease and finally disappear, while the content and size of lamellar α phase increase. Thus, the structure type changes from an equiaxed structure to a lamellar structure. Therefore, reasonable BA temperature can be formulated to obtain the corresponding microstructure according to the different needs of engineering applications;
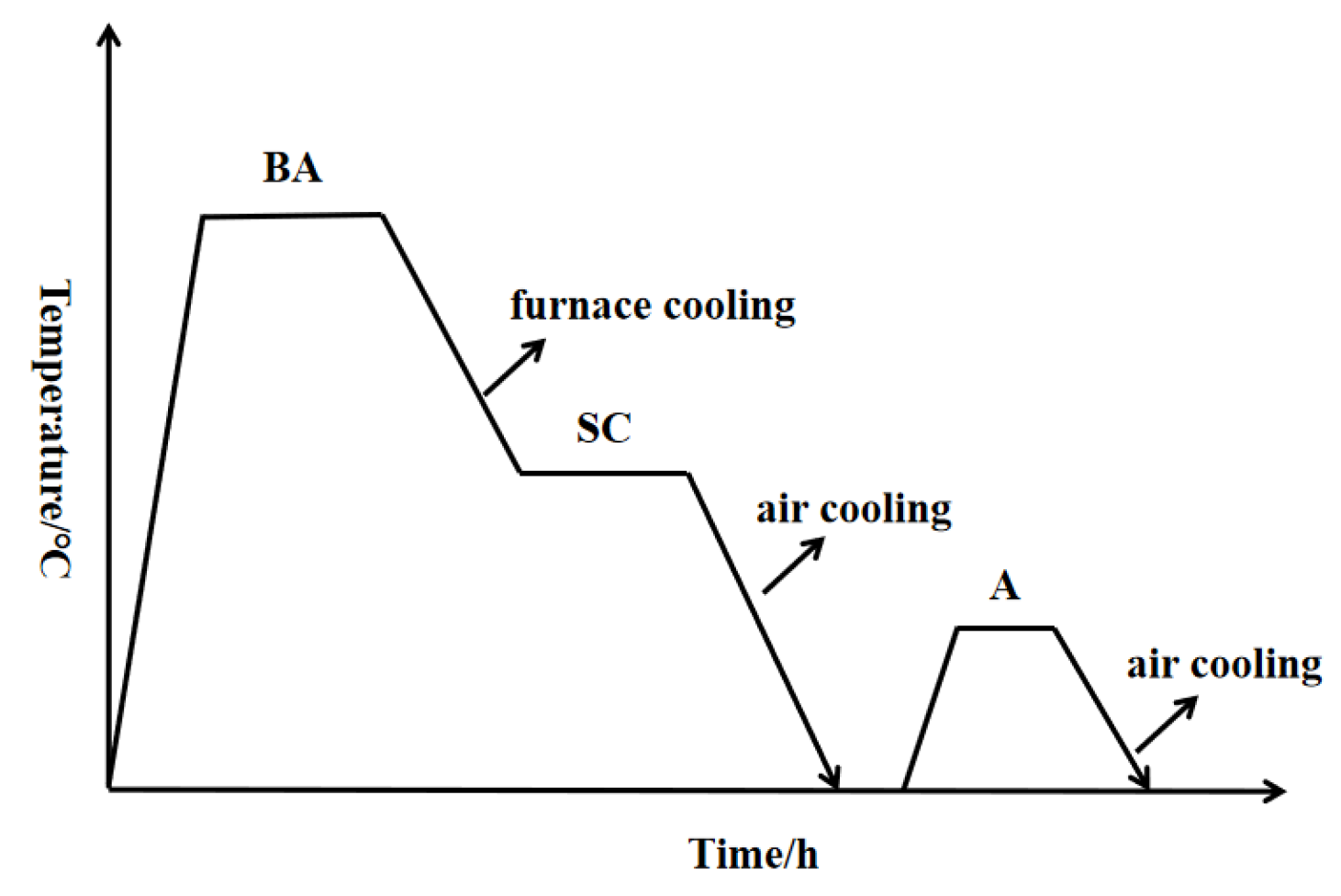
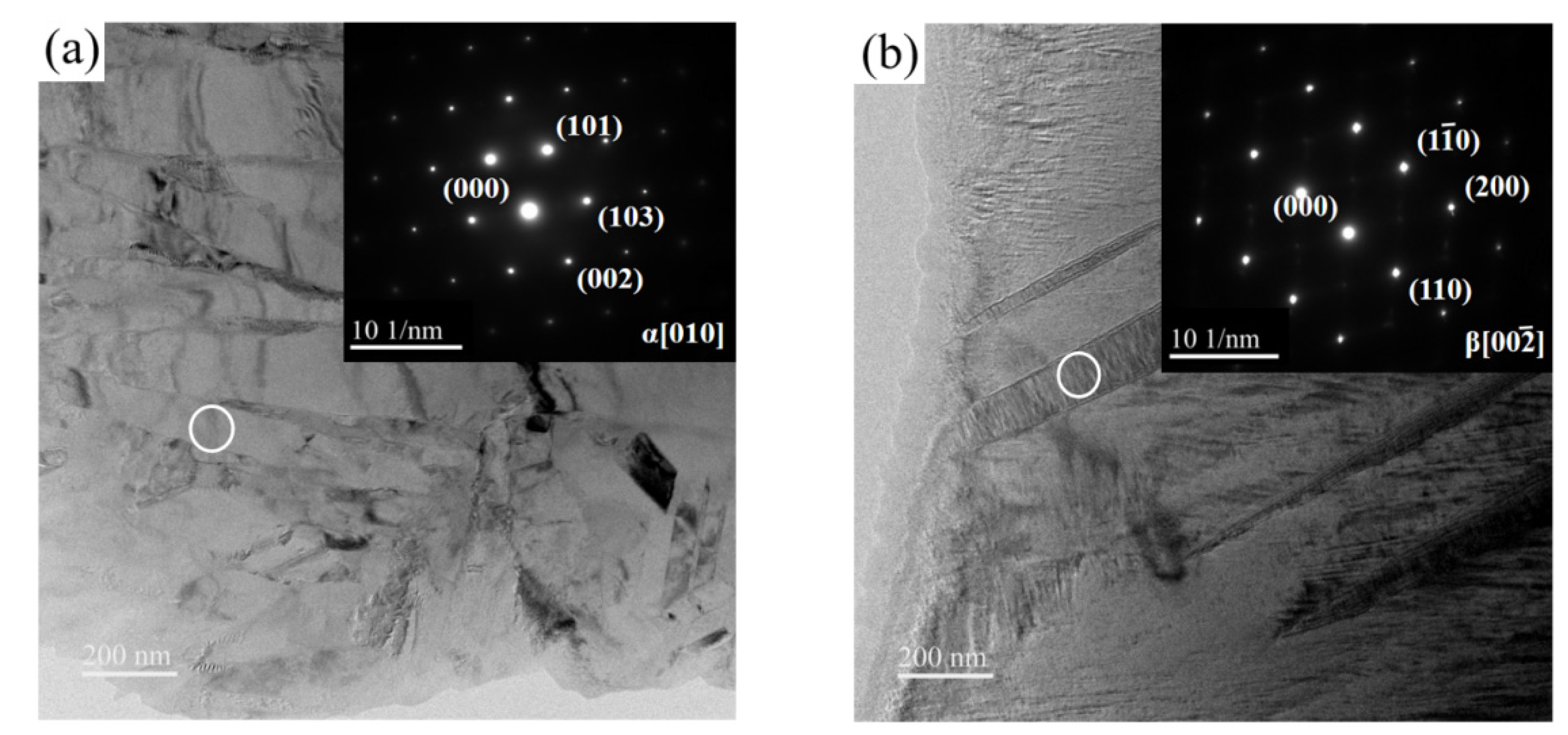
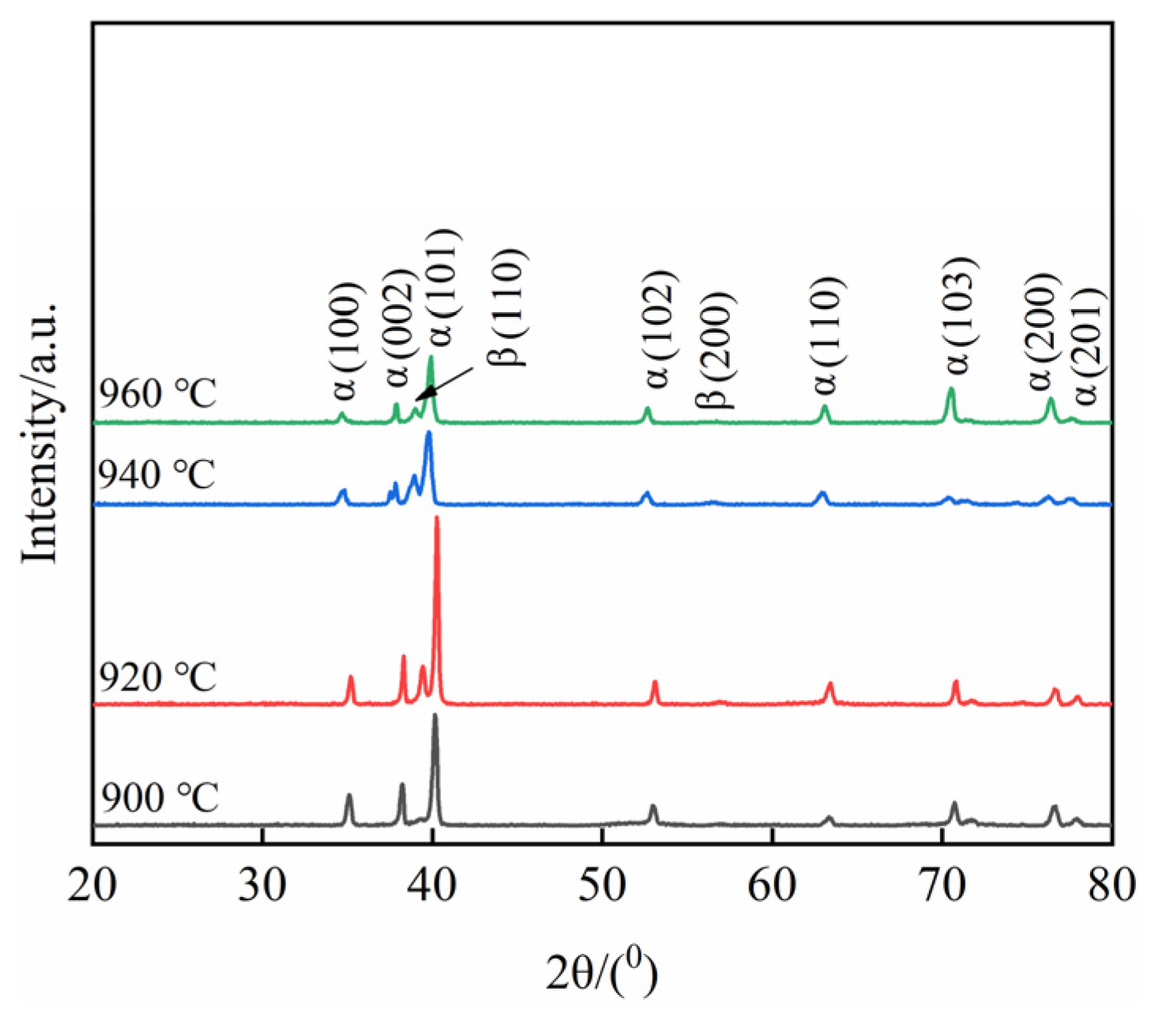
- It is verified that after the BASC process, only α phase and β phase are contained in the microstructure of the alloy, and no α′ phase and α″ phase is precipitated. For alloy treated by the BASCA process, the metastable β phase is decomposed;
- It is found that the strength of the alloy is higher after BASC process, and the microstructure is more stable after the BASCA process. By comparison, it is found that the comprehensive properties of the alloy are best when the BA temperature is 940 °C. After BASC process treatment, Rm, Rp0.2, A, and Z can achieve 1083 MPa, 950 MPa, 14.5%, and 28%, respectively, and these properties can achieve 1054 MPa, 874 MPa, 13.5%, and 35%, respectively, after the BASCA process treatment;
- By analyzing the fracture morphology it is found that the fracture morphology of the equiaxed structure is mainly dimples. The fracture morphology of the lamellar structure is mainly crystalline, and there are a small number of shallow dimples with obvious dissociation steps and tearing edges.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, S.F.; Ma, Q.Y.; Liu, C.; Shi, X.C.; Wang, C.S. Research on electrochemical discharge milling of TC4 titanium alloy. Mater. Manuf. Process. 2022, 37, 1823–1828. [Google Scholar] [CrossRef]
- Verestiuc, L.; Spataru, M.C.; Baltatu, M.S.; Butnaru, M.; Solcan, C.; Sandu, A.V.; Voiculescu, I.; Geanta, V.; Vizureanu, P. New Ti-Mo-Si materials for bone prosthesis applications. J. Mech. Behav. Biomed. Mater. 2021, 113, 104198. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.S.; Wang, Y.F.; He, Q.; Wei, W.; Guo, F.J.; Su, W.L.; Huang, C.X. A strong and ductile pure titanium. Mater. Sci. Eng. A 2022, 833, 142534. [Google Scholar] [CrossRef]
- Spataru, M.C.; Butnaru, M.; Sandu, A.V.; Vulpe, V.; Vlad, M.D.; Baltatu, M.S.; Geanta, V.; Voiculescu, I.; Vizureanu, P.; Solcan, C. In-depth assessment of new Ti-based biocompatible materials. Mater. Chem. Phys. 2021, 258, 123959. [Google Scholar] [CrossRef]
- Zhou, Y.S.; Liu, Y.D.; Sun, X.H.; Shi, W.T.; Han, Y.F.; Li, J.H.; Wang, K. Effect of heat treatment on the formed specimen of TC4 titanium alloy by selective laser melting variable parameter forming process. Appl. Phys. A 2022, 128, 917. [Google Scholar] [CrossRef]
- Zhang, M.Y.; Fu, H.W.; Yun, X.B. Effect of Isothermal Annealing on the Microstructure and Impact Properties of TC10 Titanium Alloy. J. Phys. Conf. Ser. 2021, 2044, 012037. [Google Scholar] [CrossRef]
- David, C.-Y.; Guillermo, R.; Federico, S.; Cecilia, P.; Fernando, W.; John, D.; Norbert, S.; Andreas, S. Load partition and microstructural evolution during in situ hot deformation of Ti-6Al-6V-2Sn alloys. Mater. Sci. Eng. A 2016, 657, 244–258. [Google Scholar] [CrossRef] [Green Version]
- David, C.-Y.; Cecilia, P.; Fernando, W.; John, D.; Guillermo, R. Load partition and microstructural evolution during hot deformation of Ti-6Al-6V-2Sn matrix composites, and possible strengthening mechanisms. J. Alloys Compd. 2018, 764, 937–946. [Google Scholar] [CrossRef]
- Wang, Q.R.; Lei, X.F.; Hu, M.; Xu, X.; Yang, R.; Dong, L.M. Effect of Heat Treatment on Microstructure and Tensile Property of Ti-6Al-6V-2Sn Alloy. Metals 2021, 11, 556. [Google Scholar] [CrossRef]
- Zhu, B.H.; Zeng, W.D.; Chen, L.; Hu, X.C. Influences of Solution and Aging Treatment Process on Microstructure and Mechanical Properties of Ti-6Al-6V-2Sn Titanium Alloy Rods. Trans. Nonferrous Met. Soc. China 2018, 28, 677–684. [Google Scholar] [CrossRef]
- Huang, R.-T.; Huang, W.-L.; Huang, R.-H.; Tsay, L.-W. Effects of microstructures on the notch tensile fracture feature of heat-treated Ti-6Al-6V-2Sn alloy. Mater. Sci. Eng. A 2014, 595, 297–305. [Google Scholar] [CrossRef]
- Wang, H.; Zhao, Y.q.; Zhao, Q.Y.; Xin, S.W.; Zhou, W.; Zeng, W.D. Microstructure evolution and fracture behavior of Ti-5Al-3Mo-3V-2Zr-2Cr-1Nb-1Fe alloy during BASCA heat treatments. Mater. Charact. 2021, 174, 110975. [Google Scholar] [CrossRef]
- Wang, H.; Zhao, Q.Y.; Xin, S.W.; Zhao, Y.Q.; Huang, S.X.; Zhou, W.; Zeng, W.D. Fatigue crack propagation behaviors in Ti-5Al-3Mo-3V-2Zr-2Cr-1Nb-1Fe alloy with STA and BASCA heat treatments. Int. J. Fatigue 2021, 151, 106348. [Google Scholar] [CrossRef]
- Sadeghpour, S.; Abbas, S.M.; Morakabati, I.M.; Bruschi, S. Correlation between alpha phase morphology and tensile properties of a new beta titanium alloy. Mater. Des. 2017, 121, 24–35. [Google Scholar] [CrossRef]
- Mironov, S.; Murzinova, M.; Zherebtsov, S.; Salishchev, G.A.; Semiatin, S.L. Microstructure evolution during warm working of Ti-6Al-4V with a colony-α microstructure. Acta Mater. 2009, 57, 2470–2481. [Google Scholar] [CrossRef]
- Miller, R.M.; Bieler, T.R.; Semiatin, S.L. Flow softening during hot working of Ti-6Al-4V with a lamellar colony microstructure. Scr. Mater. 1999, 40, 1387–1393. [Google Scholar] [CrossRef]
- Li, C.; Li, G.; Yang, Y.; Yang, K. Influence of Quenching Tempetrature on Martensite Type in Ti-4Al-4.5Mo Alloy. Acta Met. Sin. 2010, 46, 1061–1065. [Google Scholar] [CrossRef]
- Zhao, Q.Y.; Sun, Q.Y.; Xin, S.W.; Chen, Y.N.; Wu, C.; Wang, H.; Xu, J.W.; Wan, M.P.; Zeng, W.D.; Zhao, Y.Q. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Oliveira, V.B.; Schwarz, S.; Buslaps, T.; Requena, G. Tracking the α″ martensite decomposition during continuous heating of a Ti-6Al-6V-2Sn alloy. Acta Mater. 2017, 135, 132–143. [Google Scholar] [CrossRef]
- Wang, L.; Ma, H.; Fan, Q.B.; Yao, J.H.; Shen, X.Y.; Zhang, S.Y.; Zhou, Y.; Peng, Y.; Gao, Y.; Wang, D.D. Simultaneously enhancing strength and ductility of Ti-6Al-4V alloy with the hierarchical structure via a novel thermal annealing treatment. Mater. Charact. 2021, 176, 111112. [Google Scholar] [CrossRef]
- Xu, J.W.; Zeng, W.D.; Zhou, D.D.; He, S.T.; Jia, R.C. Evolution of coordination between α and β phases fortwo-phase titanium alloy during hot working. Trans. Nonferrous Met. Soc. China 2021, 31, 3428–3438. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, Y.Q.; Zhou, W.; Zhao, Q.Y.; Lei, C.; Zeng, W.D. In-situ study on tensile deformation and damage evolution of metastable β titanium alloy with lamellar microstructure. Mater. Sci. Eng. A 2021, 824, 141790. [Google Scholar] [CrossRef]
- Han, C.-S.; Gao, H.J.; Huang, Y.G.; William, D. Nix. Mechanism-based strain gradient crystal plasticity—II. Analysis. J. Mech. Phys. Solids 2005, 53, 1204–1222. [Google Scholar] [CrossRef]
- Shan, D.; Zhao, M.Y.; Shao, H.; Fang, C.Q. Fracture behavior of notched TC21 alloy observed by In-situ SEM. Results Phys. 2019, 15, 102604. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Sample | Heat Treatment System |
|---|---|---|
| BASC | a1 | 900 °C × 1.5 h/FC → 800 °C × 1.5 h/AC |
| a2 | 920 °C × 1.5 h/FC → 800 °C × 1.5 h/AC | |
| a3 | 940 °C × 1.5 h/FC → 800 °C × 1.5 h/AC | |
| a4 | 960 °C × 1.5 h/FC → 800 °C × 1.5 h/AC | |
| BASCA | b1 | 900 °C × 1.5 h/FC → 800 °C × 1.5 h/AC+560 °C × 4 h/AC |
| b2 | 920 °C × 1.5 h/FC → 800 °C × 1.5 h/AC+560 °C × 4 h/AC | |
| b3 | 940 °C × 1.5 h/FC → 800 °C × 1.5 h/AC+560 °C × 4 h/AC | |
| b4 | 960 °C × 1.5 h/FC → 800 °C × 1.5 h/AC+560 °C × 4 h/AC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Yun, X.; Fu, H. Effect of BASC and BASCA Heat Treatment on Microstructure and Mechanical Properties of TC10 Titanium Alloy. Materials 2022, 15, 8249. https://doi.org/10.3390/ma15228249
Zhang M, Yun X, Fu H. Effect of BASC and BASCA Heat Treatment on Microstructure and Mechanical Properties of TC10 Titanium Alloy. Materials. 2022; 15(22):8249. https://doi.org/10.3390/ma15228249
Chicago/Turabian StyleZhang, Mingyu, Xinbing Yun, and Hongwang Fu. 2022. "Effect of BASC and BASCA Heat Treatment on Microstructure and Mechanical Properties of TC10 Titanium Alloy" Materials 15, no. 22: 8249. https://doi.org/10.3390/ma15228249