
Effect of an Adaptive-Density Filling Structure on the Mechanical Properties of FDM Parts with a Variable Cross-Section

Abstract
:1. Introduction
2. Experimental Procedure
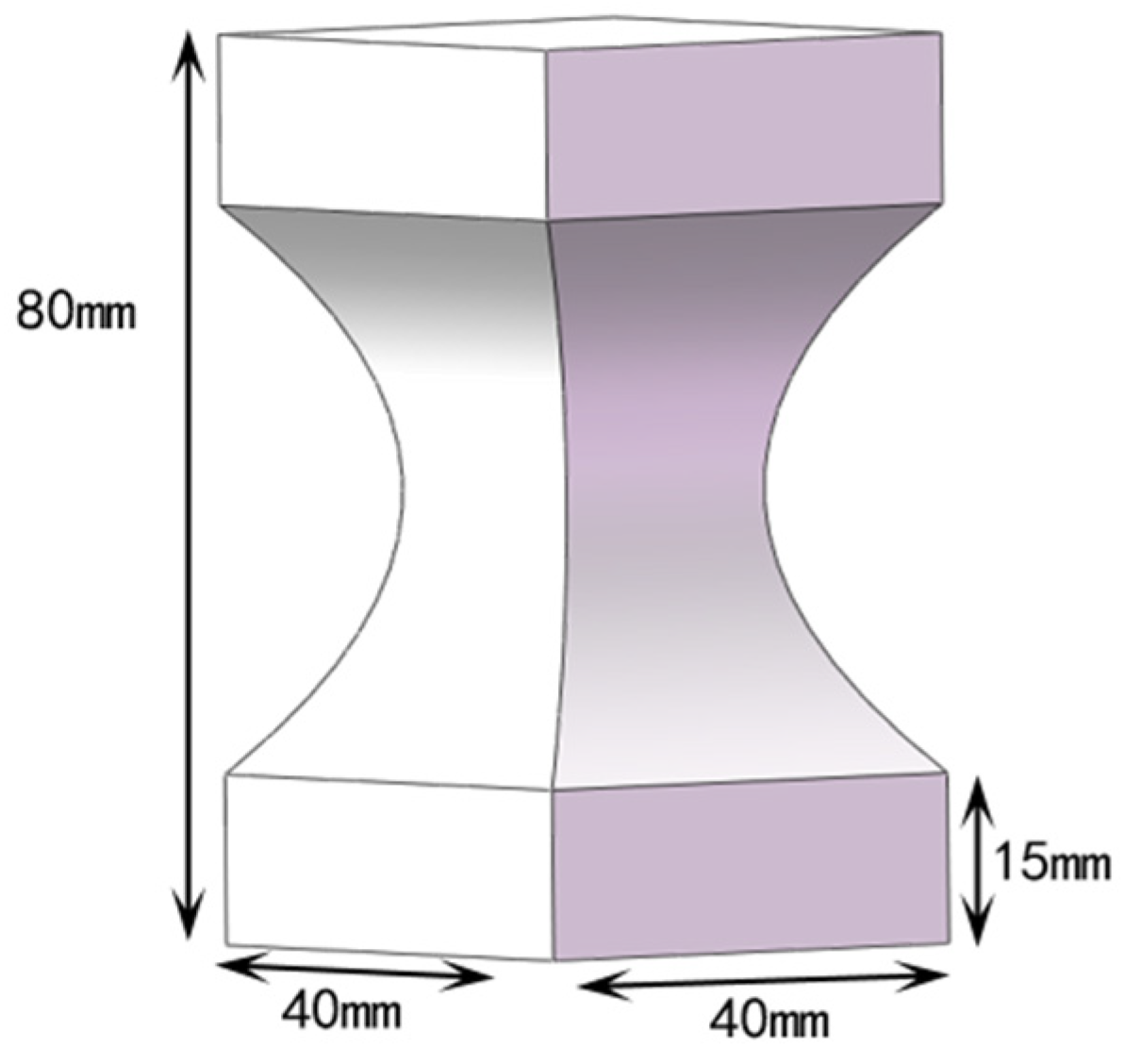
2.1. Design and Fabrication of Testing Specimens
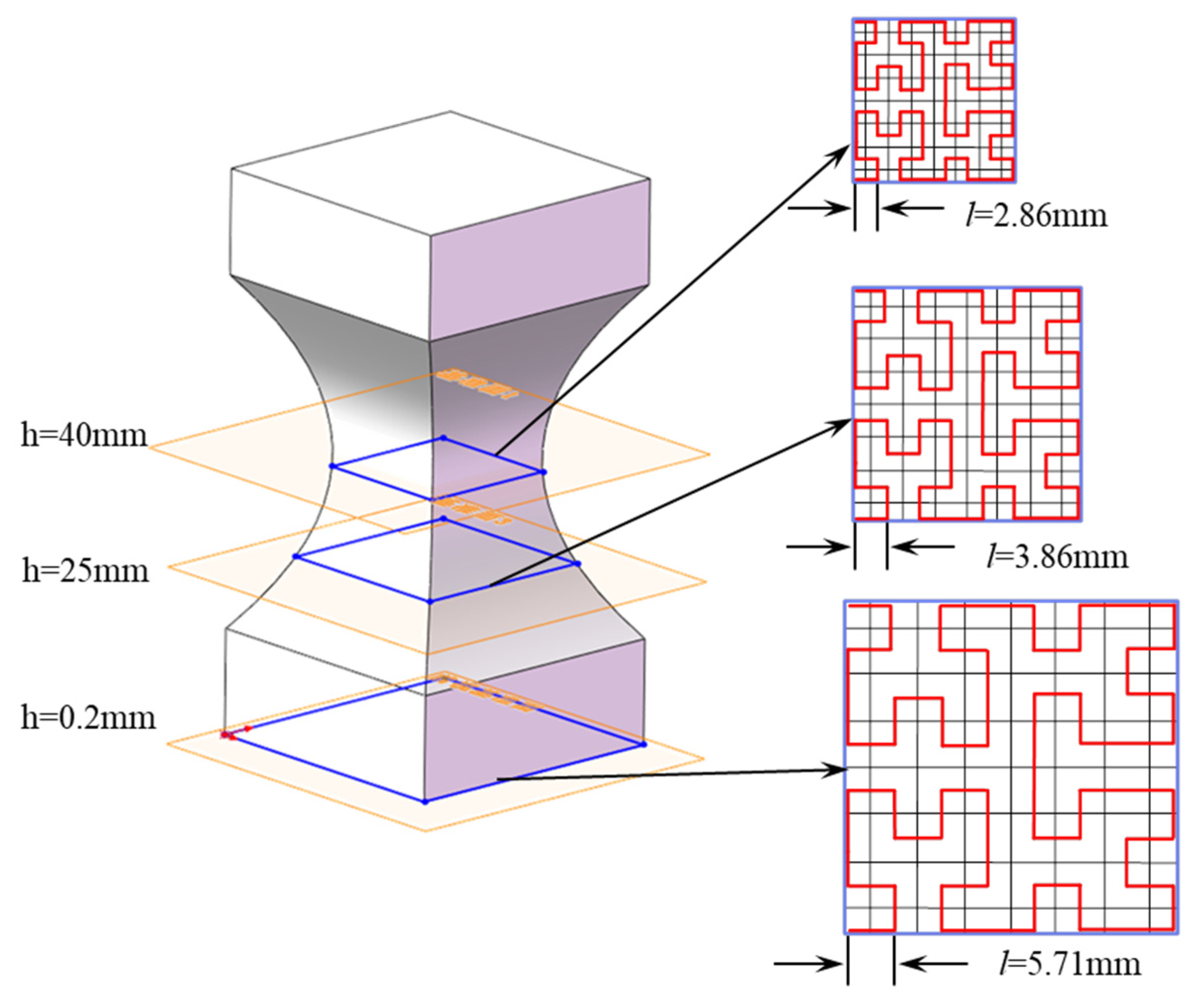
- The quadrangular model is transferred to the self-developed 3D printing pre-processing software and sliced into numerous layers of equal thickness. The intersection points between triangular facets approximating the surfaces of the model and each slice are connected sequentially, and the obtained cross-sectional contour information of each slice is stored.
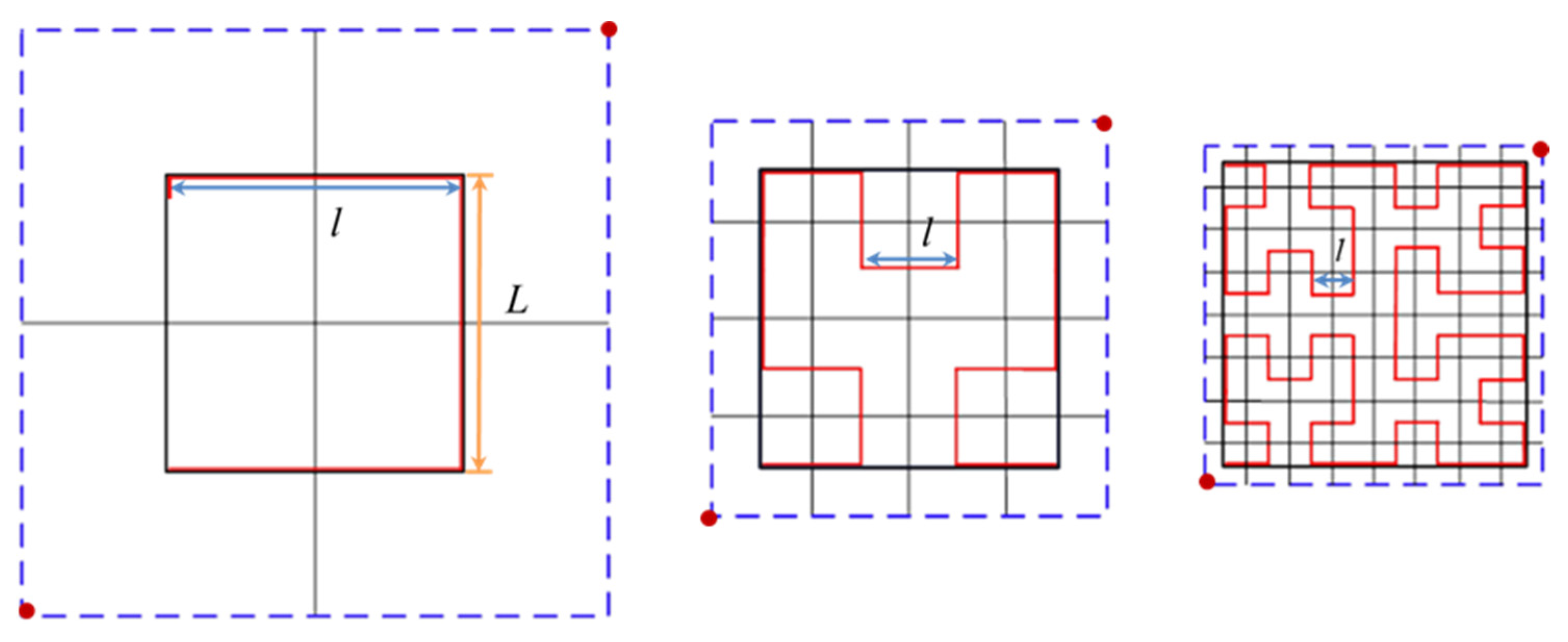
- A bounding box for each slice is calculated and a higher dimension side of the bounding box is taken as the side of the minimum square (L) for which the Hilbert curve is to be generated by recursion [32,33]. To ensure the Hilbert curve contacts with the outer shell, the side of the minimum square was magnified by 2n/(2n – 1) times, where n denotes the order of the Hilbert curve.
- Hilbert curves of specified order with the same level are generated within the magnified square layer by layer.
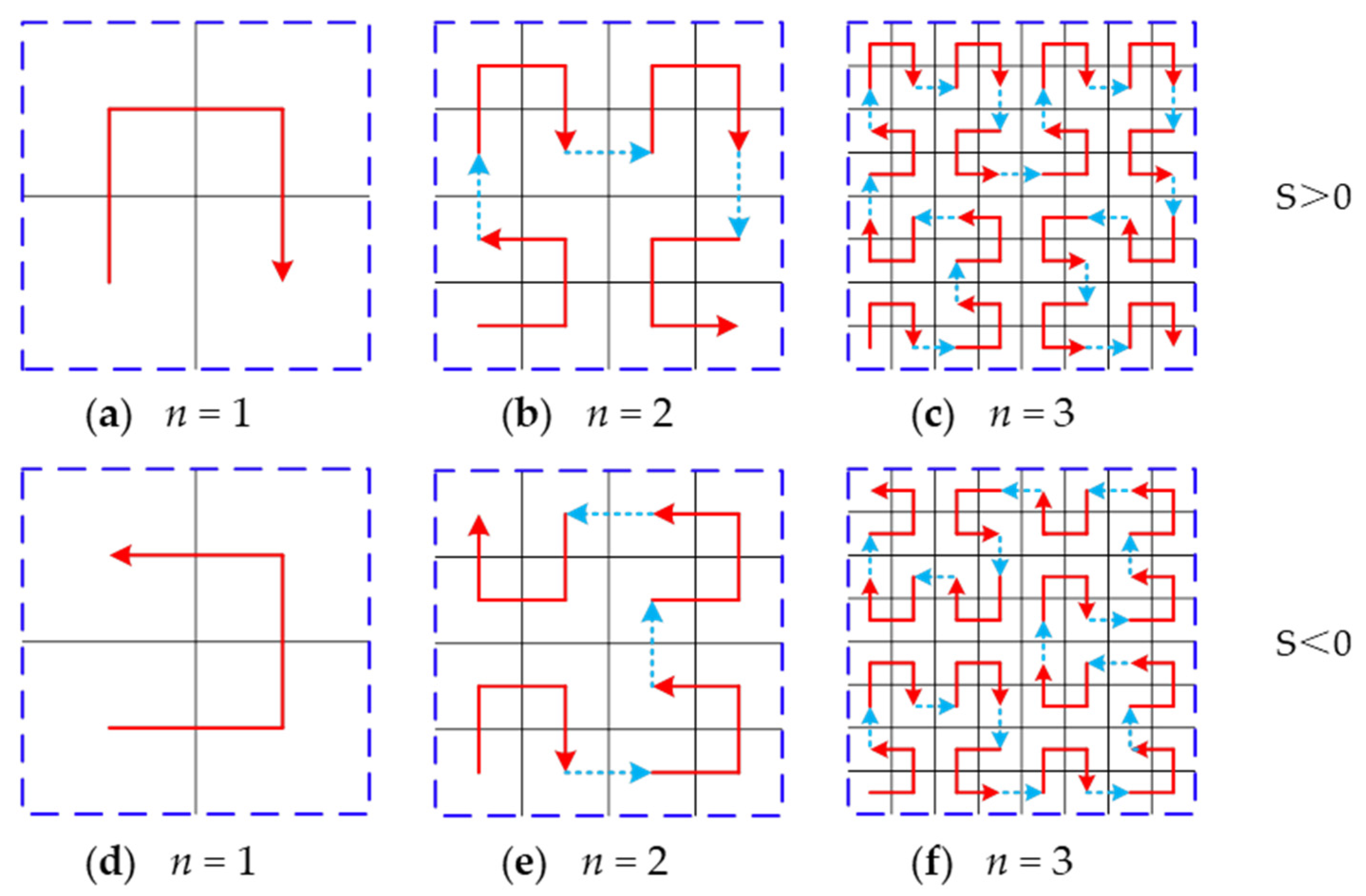
- The Hilbert curve outside the contour is trimmed to fit the contour, and the trimmed Hilbert curve coordinates are stored. The generation strategy of the Hilbert curve is shown in Figure 3 [34]. The magnified square of each slice contour is divided into 2 × 2 square grids, and the centers of the four-square grids are connected in sequence from the south-west corner in a clockwise (denoted by S > 0) or counterclockwise (denoted by S < 0) direction, and cup-shaped first-order Hilbert curves facing south and west are generated, respectively, as shown in Figure 3a,d. If the magnified square is divided into 22 × 22 square grids, and draw a single curve with every center of the square grids in certain rules until the curve fulfills the whole plane, a second-order Hilbert curve is generated, as shown in Figure 3b,e. In the same way, a third-order Hilbert curve is generated by connecting every center of the square grids with 23 × 23 sections, as shown in Figure 3c,f.
2.2. Characterization of the Infill Structure and Mechanical Properties
3. Results and Discussion
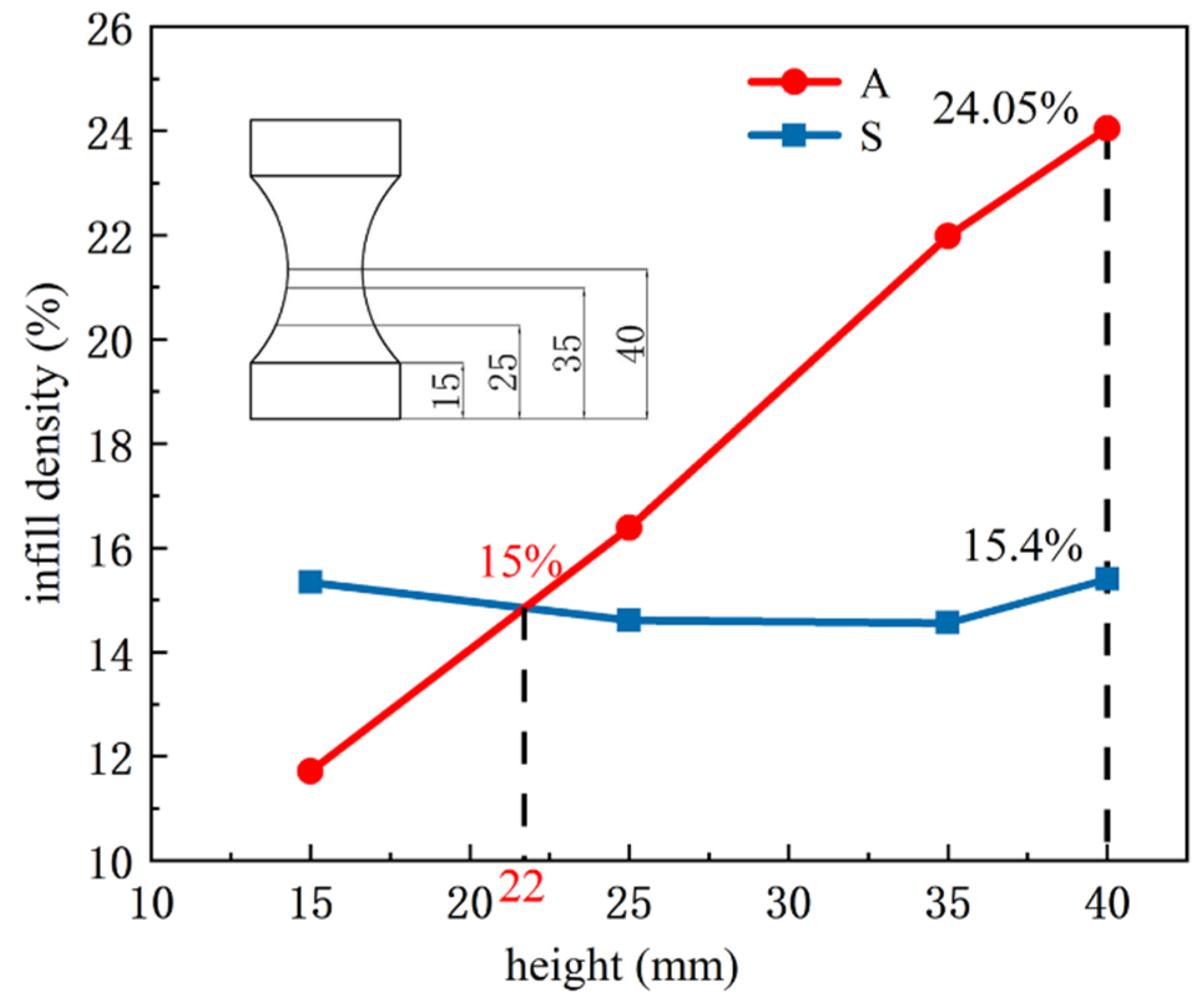
3.1. Infill Density Distribution
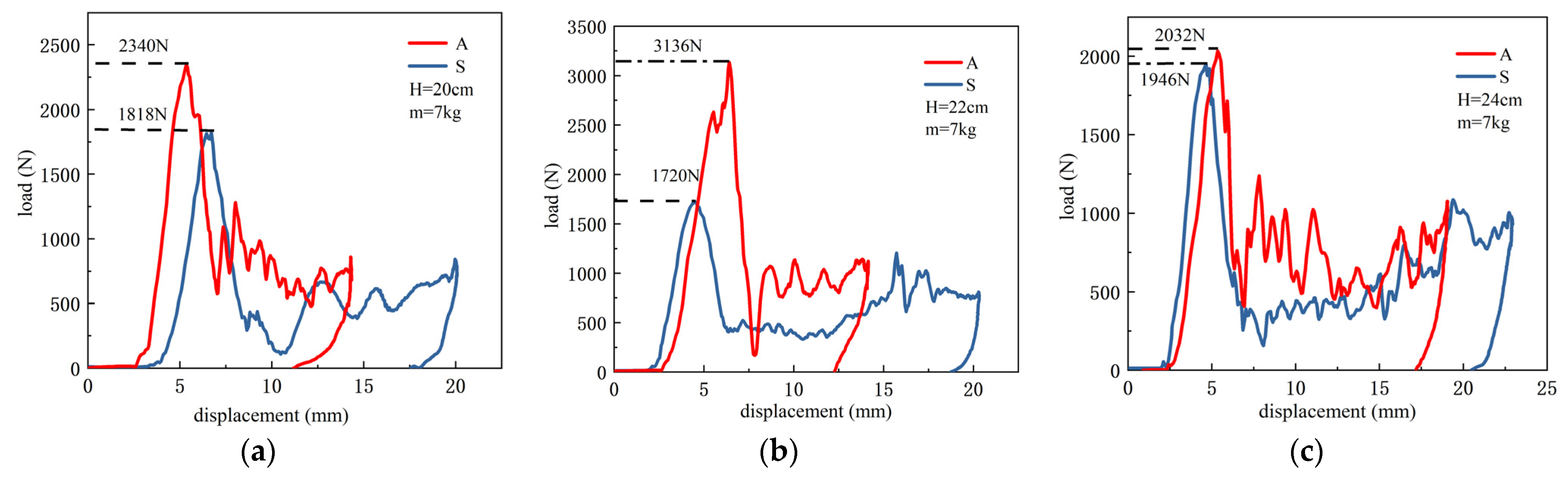
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lalegani Dezaki, M.; Mohd Ariffin, M.K.A.; Hatami, S. An overview of fused deposition modeling (FDM): Research, development and process optimization. Rapid Prototyp. J. 2021, 27, 562–582. [Google Scholar] [CrossRef]
- Mateusz, G.; Aleksander, H.; Paulina, K.; Arkadiusz, K. Static and dynamic mechanical properties of 3D printed ABS as a function of raster angle. Materials 2020, 13, 297. [Google Scholar] [CrossRef] [Green Version]
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Ubaidillah; Arifin, Z. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- Zhou, Y.; Yang, L.; Zou, Q.; Xu, S.; Ma, M.; Ye, C. A Comparative Applied study on optimizing printing parameters for six fused deposition modeling materials. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Zaneldin, E.; Ahmed, W.; Mansour, A.; Hassan, A.E. Dimensional stability of 3D printed objects made from plastic waste using FDM: Potential construction applications. Buildings 2021, 11, 516–546. [Google Scholar] [CrossRef]
- Pessoa, S.; Guimarāes, A.S.; Lucas, S.S.; Simōes, N. 3D printing in the construction industry—A systematic review of the thermal performance in buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Sargini, M.I.M.; Masood, S.H.; Palanisamy, S.; Jayamani, E.; Kapoor, A. Additive manufacturing of an automotive brake pedal by metal fused deposition modeling. Mater. Today Proc. 2021, 45, 4601–4605. [Google Scholar] [CrossRef]
- Schmitt, M.; Mehta, R.M.; Kim, I.Y. Additive manufacturing infill optimization for automotive 3D-printed ABS components. Rapid Prototyp. J. 2020, 26, 89–99. [Google Scholar] [CrossRef]
- Mohanavel, V.; Ali, K.S.A.; Ranganathan, K.; Jeffrey, J.A.; Ravikumar, M.M.; Rajikumar, S. The roles and applications of additive manufacturing in the aerospace and automobile sector. Mater. Today Proc. 2021, 47, 405–409. [Google Scholar] [CrossRef]
- Khalid, G.M.; Billa, N. Solid dispersion formulations by FDM 3D printing—A review. Pharmaceutics 2022, 14, 690. [Google Scholar] [CrossRef]
- Rajabi, M.; McConnell, M.; Cabral, J.; Ali, M.A. Chitosan hydrogels in 3D printing for biomedical applications. Carbohydr. Polym. 2021, 260, 117768. [Google Scholar] [CrossRef] [PubMed]
- Awad, A.; Trenfield, S.J.; Gaisford, S.; Basit, A.W. 3D printed medicines: A new branch of digital healthcare. Int. J. Pharm. 2018, 548, 586–596. [Google Scholar] [CrossRef] [PubMed]
- Pandžić, A.; Hodžić, D.; Kadrić, E. Experimental investigation on influence of infill density on tensile mechanical properties of different FDM 3D printed materials. TEM J. 2021, 10, 1195–1201. [Google Scholar] [CrossRef]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of strength properties of FDM printed parts—A critical review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef] [PubMed]
- Hsueh, M.H.; Lai, C.J.; Liu, K.Y.; Chung, C.F.; Wang, S.H.; Pan, C.Y.; Huang, W.C.; Hsieh, C.H.; Zeng, Y.S. Effects of printing temperature and filling percentage on the mechanical behavior of fused deposition molding technology components for 3D printing. Polymers 2021, 13, 2910. [Google Scholar] [CrossRef]
- Farazin, A.; Mohammadimehr, M. Effect of different parameters on the tensile properties of printed Polylactic acid samples by FDM: Experimental design tested with MDs simulation. Int. J. Adv. Manuf. Technol. 2022, 118, 103–118. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of infill parameters on tensile mechanical behavior in desktop 3D printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H. Effect of filling pattern on the tensile and flexural mechanical properties of FDM 3D printed products. Exp. Mech. 2019, 59, 883–897. [Google Scholar] [CrossRef]
- Hikmat, M.; Rostam, S.; Ahmed, Y.M. Investigation of tensile property-based Taguchi method of PLA parts fabricated by FDM 3D printing technology. Results Eng. 2021, 11, 100264. [Google Scholar] [CrossRef]
- Shafaat, A.; Ashtiani, H.R. Influence processing parameters of FDM 3D printer on the mechanical properties of ABS parts. India J. Eng. Mater. Sci. 2021, 28, 250–257. [Google Scholar] [CrossRef]
- Ivorra-Martinez, J.; Quiles-Carrillo, L.; Lascano-Aimacana, D.S.; Ferrandiz Bou, S.; Boronat, T. Effect of infill parameters on mechanical properties in additive manufacturing. DYNA 2020, 95, 412–417. [Google Scholar] [CrossRef]
- Porter, J.H.; Cain, T.M.; Fox, S.L.; Harvey, P.S. Influence of infill properties on flexural rigidity of 3D-printed structural members. Virtual Phys. Prototyp. 2019, 14, 148–159. [Google Scholar] [CrossRef]
- Torres, J.; Cotelo, J.; Karl, J.; Gordon, A.P. Mechanical property optimization of FDM PLA in shear with multiple objectives. JOM 2015, 67, 1183–1193. [Google Scholar] [CrossRef]
- Karna, S.K.; Sahai, R. An overview on Taguchi method. Int. J. Eng. Math. Sci. 2012, 1, 1–7. [Google Scholar]
- Naik, M.; Thakur, D.G. Experimental investigation of effect of printing parameters on impact strength of the bio-inspired 3D printed specimen. Sādhanā 2021, 46, 151. [Google Scholar] [CrossRef]
- Mohan, S.R.; Simhambhatla, S. Fabrication of gradient density componenets through extrusion—Based additive manufacturing. In Advances in Additive Manufacturing and Joining Proceedings of AIMTDR 2018; Springer: Singapore, 2019; pp. 87–101. [Google Scholar] [CrossRef]
- Maszybrocka, J.; Dworak, M.; Nowakowska, G.; Osak, P.; Łosiewicz, B. The influence of the gradient infill of PLA samples produced with the FDM technique on their mechanical properties. Materials 2022, 15, 1304. [Google Scholar] [CrossRef]
- Kuznetsov, V.E.; Solonin, A.N.; Urzhumtsev, O.D.; Schilling, R.; Tavitov, A.G. Strength of PLA components fabricated with fused deposition technology using a desktop 3D printer as a function of geometrical parameters of the process. Polymers 2018, 10, 313. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [Green Version]
- Cura Lulzbot Edition User Manual, (n.d.). Available online: https://devel.lulzbot.com/mini/software/cura/documentation/Manual.pdf (accessed on 11 November 2022).
- Shaikh, S.; Kumar, N.; Jain, P.K.; Tandon, P. Hilbert curve based toolpath for FDM process. In CAD/CAM, Robotics and Factories of the Future; Springer: New Delhi, India, 2016; pp. 751–759. [Google Scholar] [CrossRef]
- Griffiths, J.G. Toolpath based on Hilbert’s curve. Comput.-Aided Des. 1994, 26, 839–844. [Google Scholar] [CrossRef]
- Jin, G.; Mellor-Crummey, J. SFCGen: A framework for efficient generation of multi-dimensional space-filling curves by recursion. ACM Trans. Math. Softw. (TOMS) 2005, 31, 120–148. [Google Scholar] [CrossRef]
- Chen, R.; Li, S.; Gu, C.; Anwar, S.; Hou, B.; Lai, Y. Electromagnetic characteristics of Hilbert curve-based metamaterials. Appl. Phys. A 2014, 117, 445–450. [Google Scholar] [CrossRef]
- Yadav, P.; Sahai, A.; Sharma, R.S. Strength and surface characteristics of FDM-based 3D printed PLA parts for multiple infill design patterns. J. Inst. Eng. India Ser. C 2020, 102, 197–207. [Google Scholar] [CrossRef]
- Andrew, J.J.; Alhashmi, H.; Schiffer, A.; Kumar, S.; Deshpande, V.S. Energy absorption and self-sensing performance of 3D printed CF/PEEK cellular composites. Mater. Des. 2021, 208, 109863. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | Units | |
|---|---|---|---|
| PLA | ABS | ||
| Infill density | 15 | % | |
| Printing speed | 30 | mm/s | |
| Bed temperature | 60 | 80 | °C |
| Nozzle temperature | 210 | 250 | °C |
| Layer thickness | 0.2 | mm | |
| Nozzle diameter | 0.8 | mm | |
| Number of Wall | 1 | – | |
| Filament diameter | 3 | mm | |
| Height | 15 mm | 25 mm | 35 mm | 40 mm | |
|---|---|---|---|---|---|
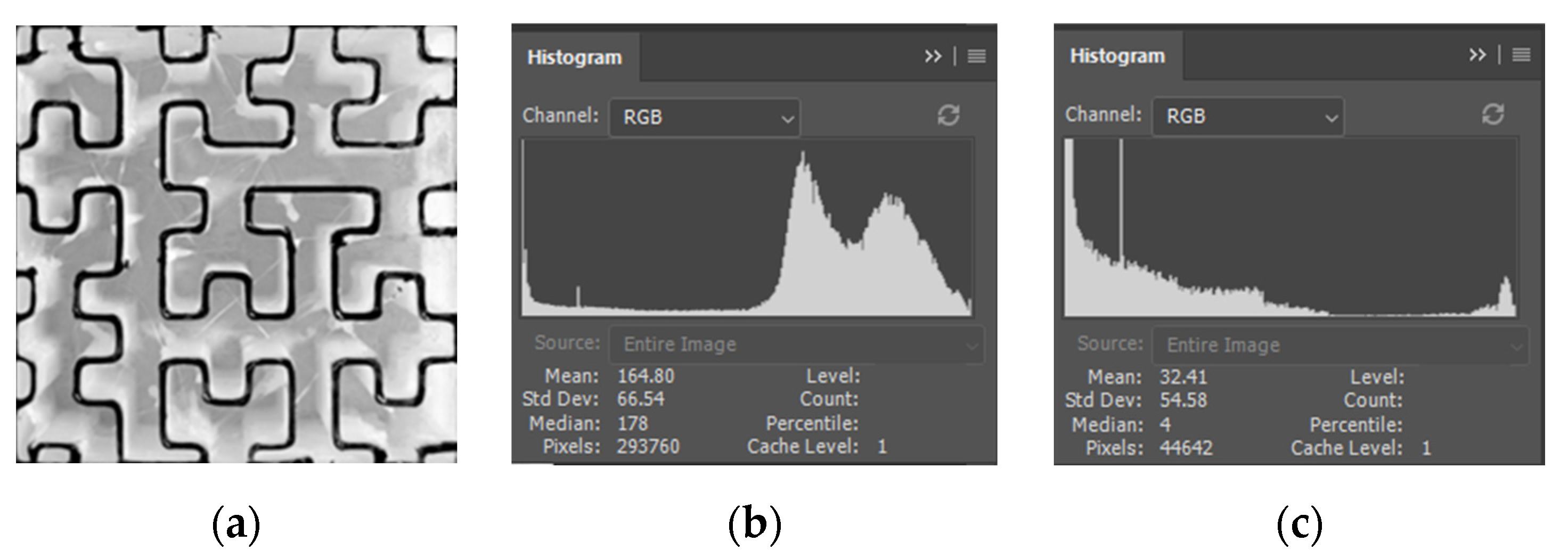
| Pixels | |||||
| 293,760 | 1,918,224 | 158,800 | 155,610 | ||
| 44,642 | 280,214 | 23,116 | 23,960 | ||
| 15.20% | 14.61% | 14.56% | 15.40% | ||
| 3,452,064 | 412,804 | 187,050 | 124,236 | ||
| 404,392 | 67,653 | 41,123 | 29,877 | ||
| 11.71% | 16.39% | 21.98% | 24.05% | ||
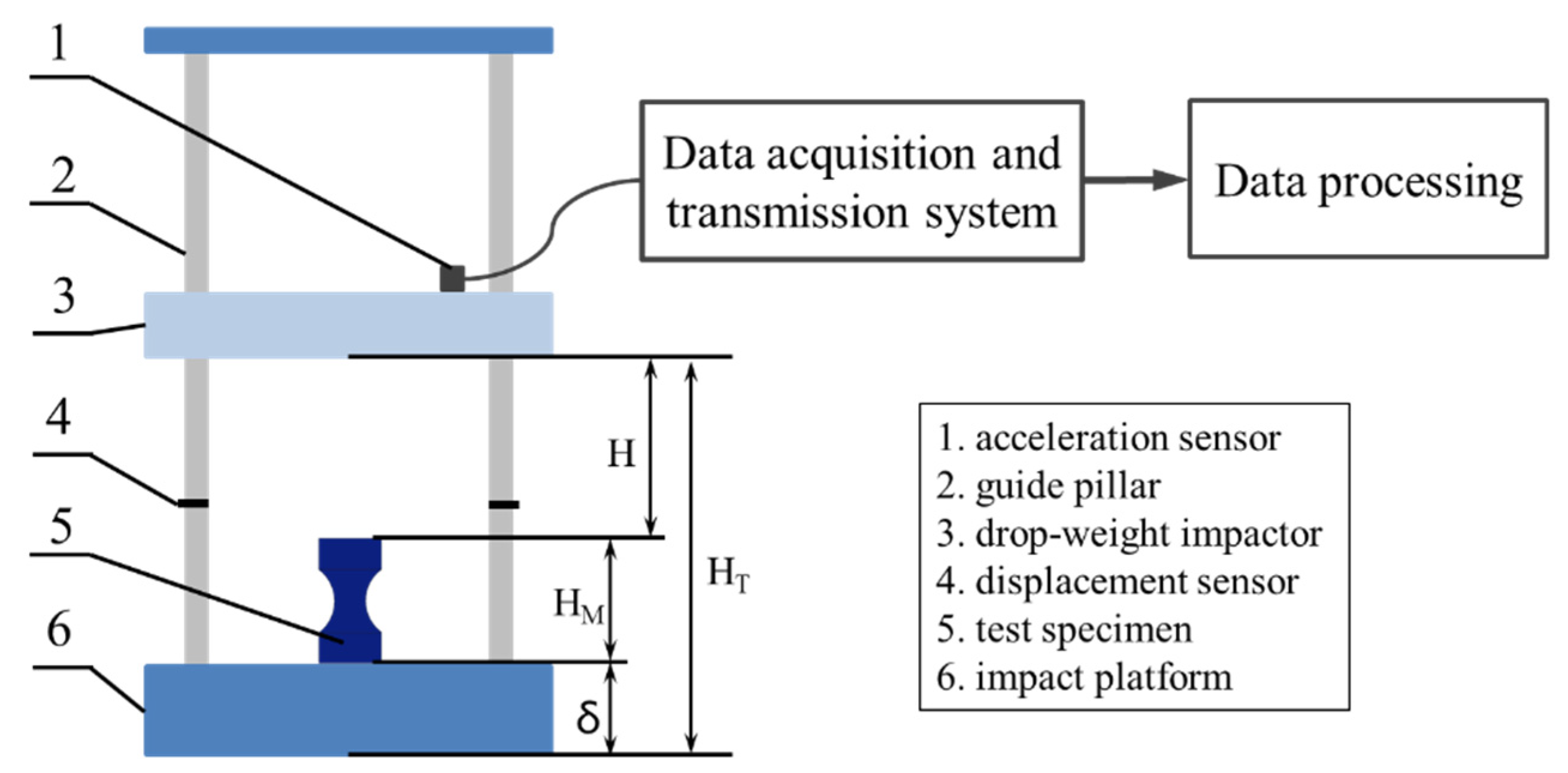
| Drop Height/cm. | Impactor Gravity/kg | Impact Energy/J |
|---|---|---|
| 20 | 7 | 13.72 |
| 22 | 7 | 15.09 |
| 24 | 7 | 16.46 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Su, Z.; Wang, C.; Xu, Z. Effect of an Adaptive-Density Filling Structure on the Mechanical Properties of FDM Parts with a Variable Cross-Section. Materials 2022, 15, 8746. https://doi.org/10.3390/ma15248746
Liu J, Su Z, Wang C, Xu Z. Effect of an Adaptive-Density Filling Structure on the Mechanical Properties of FDM Parts with a Variable Cross-Section. Materials. 2022; 15(24):8746. https://doi.org/10.3390/ma15248746
Chicago/Turabian StyleLiu, Jian, Zhou Su, Chenyue Wang, and Zhuofei Xu. 2022. "Effect of an Adaptive-Density Filling Structure on the Mechanical Properties of FDM Parts with a Variable Cross-Section" Materials 15, no. 24: 8746. https://doi.org/10.3390/ma15248746